3D Printing Titanium Services - EBM
Electron beam melting (EBM) is driving the growth of additive manufacturing with its ability to efficiently manufacture precision, high-strength titanium parts.
- Production-Grade Material Prototyping
- Arbitrary Complex Geometries
- Tight Tolerances +/- 0.002”
- Reduce Steps In Assembly
- Functional End-Use Parts
Wstitanium Workshop
Our Powerful Facilities
Electron beam melting for custom titanium parts
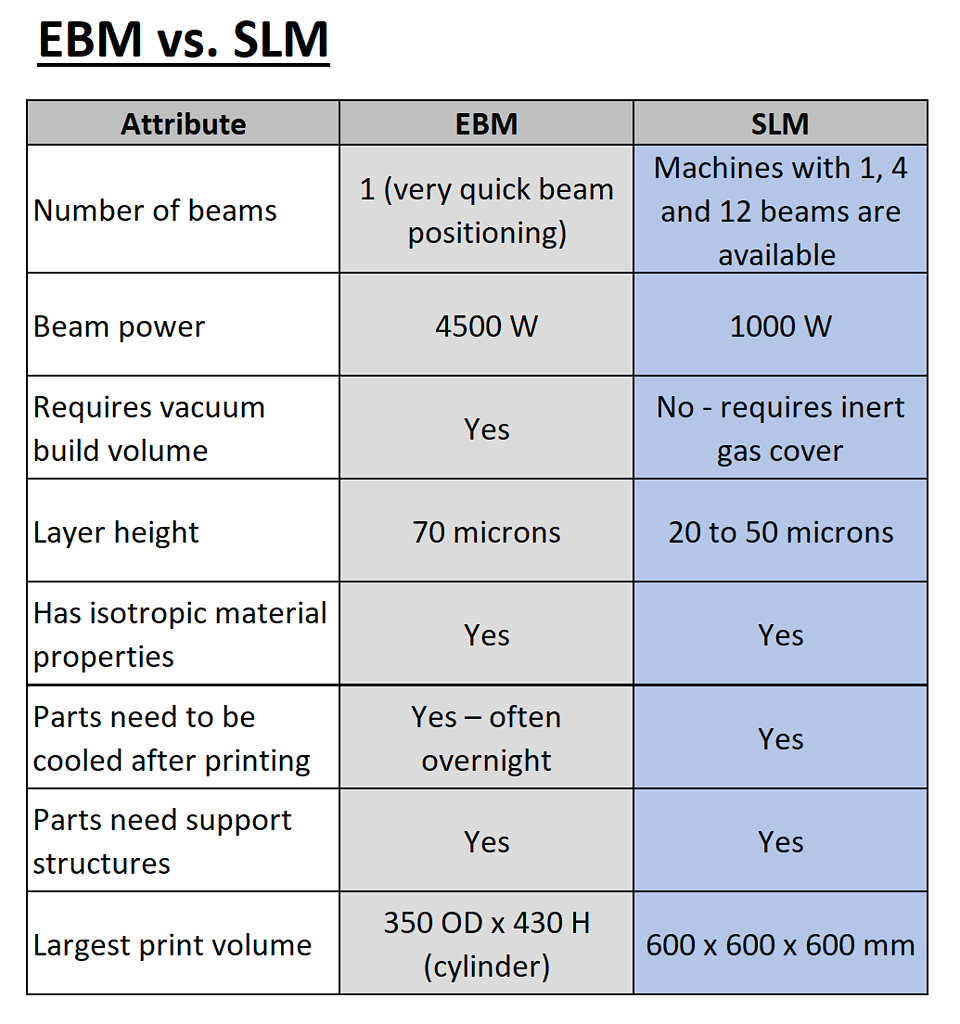
Electron beam melting (EBM) is part of the powder bed fusion family. Unlike direct metal laser sintering (DMLS), it uses an electron beam to melt titanium powder and create the desired part layer by layer. Wstitanium invested in an electron beam melting 3D printing machine in 2018 and began to provide this service. EBM technology is able to create titanium parts with complex and high-strength structures. As the name suggests, the main difference between electron beam melting and direct metal laser sintering technology is the heat source used. Here, EBM technology uses an electron beam generated by an electron gun. The latter extracts electrons from a tungsten filament under vacuum and projects them in an accelerated manner onto the metal powder layer deposited on the 3D printer’s build plate. These electrons will then be able to selectively melt the powder, producing the part. Compared with laser powder bed fusion, EBM is a more energy-intensive additive manufacturing method that can increase productivity and better control the effects of thermal stress during metal 3D printing.
How Electron Beam Melting Works?
Everything starts with 3D modeling of the titanium part you need to create. You can model it manually using CAD software, or acquire it through 3D scanning or downloading a model of your choice. The 3D model is then sent to the slicing software, which will slice it according to the successive physical layers of deposited material. The slicer will then send all this information directly to the 3D printer, which can then begin its manufacturing process. Titanium powder can be loaded into a tank inside the machine. It will be deposited in thin layers, preheated before being melted by the electron beam. In particular, this step provides more support for the overhanging areas of the 3D printed part.

Step 1: The build platform ensures it is clean and free of contaminants, then a thin layer of titanium powder is evenly spread on the surface.The electron beam is “activated”, heating the build platform to a high temperature. For example, titanium requires 600–700°C.
Step 2: Layer-by-layer powder melting is the process of spreading a new layer of powder after the previous layer of powder has melted, and the electron beam selectively melts the powder according to the digital model, ensuring accurate construction layer by layer. The powder melts only where it is needed to build the geometry of the final part.
Step 3: Electromagnetic lenses and deflection coils precisely control the position and focus of the electron beam to ensure precise melting.
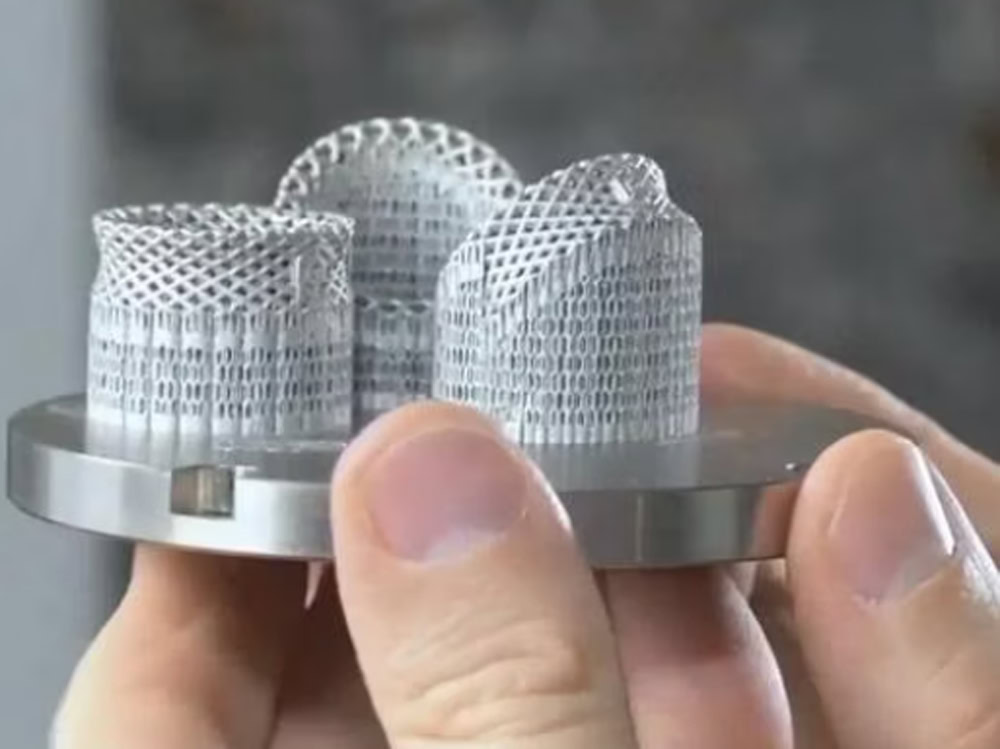
Step 4: The spreading, heating, and fusing steps are repeated over and over again until the part is formed. The final build looks like a semi-solid block or powder cake. The block will contain all the preheated powder, whether it is melted or not. The part is removed and de-powdered.
Step 5: Process monitoring and quality control involves using sensors and cameras to monitor the melting process in real time, while the system tracks the build parameters and adjusts the process to ensure high-quality output.
After the manufacturing process is complete, the machinist removes the titanium part from the machine and sprays the unmelted powder with an air gun or brush. Afterwards, the print supports can be removed and the part separated from the print platform. Post-printing steps can include machining of surfaces in contact with other parts, polishing, etc. In some cases, it may be necessary to heat the part in an oven for several hours to release stresses created during the manufacturing process.
Note that all manufacturing must be done under vacuum for the electron beam to operate correctly. This also prevents the powder from oxidizing when heated. At the end of the production process, a large portion of the unmelted powder can be reused almost directly. It is easy to understand the interest of this for manufacturers, especially in the aerospace field, where usually only 20% of the purchased material is actually used to produce the final part, and the rest is removed by CNC machining.
Metal materials allowed by EBM
Since EBM is based on the principle of electrical charges, the material used must be electrically conductive. If the material does not have conductive properties, there will be no interaction between the electron beam and the powder. Therefore, it is technically impossible to manufacture polymer or ceramic parts with an electron beam, only metals can be used. Some common materials include:
- Copper
- Nickel alloys
- Stainless steels
- Cobalt-chromium alloys
- Tool steels
- Tungsten Carbide
- Titanium and titanium alloys
- Tantalum and titanium-tantalum alloys
Advantages of EBM
Titanium parts made with EBM have excellent physical properties and are strong and dense. A key advantage of electron beam technology is printing speed – it can heat and print powder in several places at the same time. The high-energy electron beam also preheats the powder before melting to help speed up the process. And impurities are eliminated during the high-intensity electron beam melting process.
- High part density
- Prints faster than DMLS
- Excellent mechanical properties
- Minimizes need for heat treatment
- Unused powder is 95-98% recyclable
- Requires fewer supports than DMLS
Disadvantages of EBM
EBM titanium parts have a rough surface, may require additional surface finishing, and are not as precise as other 3D printing technologies.
- Limited material selection
- Expensive machines and materials
- Poor surface finish before post-processing
- Limited print volume (max 350mm diameter, 430mm height)
Application of EBM Titanium Parts
Because EBM 3D printers and powders are expensive, this technology has not yet been used for large-scale production. Typically, it is used to make small series of parts with complex structures. As you would expect from a technology used to make high-strength titanium parts, it is used in many fields. EBM has found applications in fields such as medicine, aviation, and motorsport.
Electron beam melting (EBM) can create high-strength, lightweight turbine blades with complex cooling channels for improved performance and efficiency. EBM can also benefit aerospace structural components by creating complex geometries and providing high mechanical strength, thereby improving aircraft performance and durability. The secret to the blades’ success is EBM’s ability to process hot and crack-prone materials such as titanium aluminide (TiAl), which is 50% lighter than the nickel alloys from which blades are typically made. A fully 3D-printed turbine can reduce the weight of an engine by up to 20%, which amounts to a huge leap for the aviation industry. In addition, the powerful electron beam can melt thicker layers than its biggest competitor, laser powder bed fusion, making it a faster and more efficient option for this application. Jet engines equipped with these 3D-printed blades include the LEAP, GEnx, GE90, and GE90, which power passenger aircraft such as the Boeing 777, Dreamliner, and 747-8.

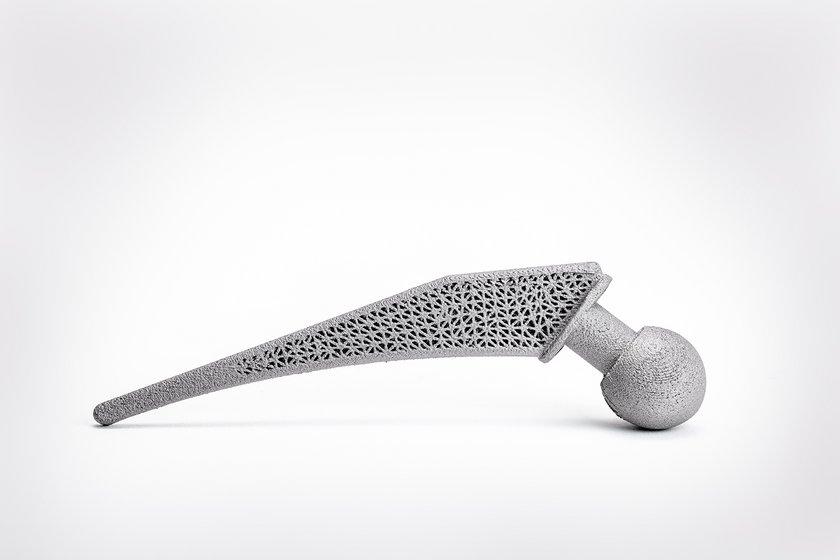
As medical devices such as orthopedic implants continue to increase in complexity, EBM enables more design freedom while meeting the medical industry’s requirements for superior mechanical properties. EBM custom designs for specific patient applications, ensuring better fit and integration. EBM’s precision manufacturing capabilities also enable the production of durable and biocompatible dental restorations, improving patient comfort and longevity in dental applications. EBM can also manufacture other large orthopedic implants such as femoral knee components, tibial trays, knee and spinal cages, and a range of spinal truss implants.

In the automotive industry, electron beam melting (EBM) is used to manufacture lightweight components such as engine parts and structural elements, thereby improving fuel efficiency and vehicle performance. EBM also supports automotive manufacturers in prototyping and production of customized parts, accelerating design iterations and reducing time to market.Use cases include coils for heat treatment of crankshafts, hubs and spindles, drivetrains, slewing bearings, and more.

Industrial Manufacturing
One of the advantages of EBM over LPBF is its ability to create very pure metal parts, without porosity or oxidation. GH Induction, a manufacturer of specialized equipment and machinery for industrial induction heating, takes advantage of this to produce copper coils with a purity of 99.99%. These coils from the 3D Inductor product line brand have a service life of 400% longer than their traditional counterparts, while benefiting from the design freedom provided by 3D printing.
EBM Titanium Parts Gallery