Quality Inspection of Titanium Parts & Products
The quality of titanium parts is directly related to performance, reliability and safety. Therefore, it is very important to establish a comprehensive, scientific and accurate titanium parts quality inspection system.
- Tolerance: +/-0.005mm
- XRF & CMM & Ra & SEM
- ISO 9001: 2016 Certified
- Trained Quality Inspectors
- Full Size Quality Inspection Report
Wstitanium Workshop
Our Powerful Facilities
Titanium Parts & Titanium Product Quality Inspection System
Wstitanium has always been committed to the ultimate pursuit of quality and is committed to becoming one of the leading titanium parts manufacturers in China. Through continuous technology research and development, equipment upgrades and talent training, Wstitanium is not only able to manufacture high-quality titanium parts and titanium products, but also through comprehensive and accurate quality testing methods to ensure that every titanium part meets or even exceeds your requirements. Wstitanium’s all-round strategy for titanium parts quality testing covers everything from strict control of raw materials, to real-time monitoring of the manufacturing process, to multi-dimensional testing of the final product, and a quality control and management system that runs through it all.
Advanced Quality Inspection Concept
Wstitanium has formed a quality inspection team composed of experts in materials science, mechanical engineering, non-destructive testing and other fields. They are proficient in the characteristics of titanium, the principles and operating points of various inspection methods, relevant standards and specifications, etc. Inspection personnel are encouraged to participate in the qualification certification examinations of authoritative domestic and foreign institutions, such as the non-destructive testing personnel qualification certification of the American Society for Nondestructive Testing (ASNT).

Quality Inspection Equipment
Wstitanium has invested in a series of internationally leading quality inspection equipment, such as the high-precision scanning electron microscope (SEM) of Zeiss in Germany, with a resolution of less than 1nm, which can clearly observe the subtle features of the microstructure of titanium parts; the inductively coupled plasma emission spectrometer (ICP-OES) of Thermo Electron in the United States, which can perform ultra-trace analysis of the chemical composition in titanium alloys, with an inspection accuracy of ppm or even ppb level; and the high-precision coordinate measuring machine (CMM) of Mitutoyo in Japan, with a measurement accuracy of ±0.5μm, which meets the measurement needs of complex shapes and high-precision dimensions of titanium parts.

Quality Inspection Standards
Wstitanium has formulated stricter internal quality inspection standards based on international and industry standards and combined with its own manufacturing processes. For example, for internal defect detection of titanium alloy parts for aerospace, the allowable range is further narrowed based on the size and quantity restrictions of defects such as pores and inclusions in accordance with international standards to meet the extremely high reliability requirements of products in the aerospace field.Pay close attention to the update of industry standards and technological development trends, and revise and improve internal quality inspection standards in a timely manner. Regularly organize technical personnel to review standards and collect quality data and customer feedback during production.
Raw Material Quality Inspection
The chemical composition of titanium raw materials is analyzed by three methods: inductively coupled plasma optical emission spectroscopy (ICP-OES), spark direct reading spectrometer (OES) and X-ray fluorescence spectroscopy (XRF). As the main quantitative analysis method, ICP-OES can accurately determine the content of various alloying elements (such as aluminum, vanadium, molybdenum, etc.) and impurity elements (such as iron, silicon, carbon, etc.) in titanium alloys, with a detection accuracy of up to ppm. OES is used to quickly screen raw materials and conduct preliminary composition analysis on each batch of raw materials at the production site to ensure that its basic composition meets the requirements. XRF, as a non-destructive detection method, is used for qualitative and semi-quantitative analysis of raw materials. Especially for some samples that are difficult to prepare into solutions, XRF can quickly provide elemental composition information.

Strictly follow the ISO9001 quality management system, and compare the chemical composition data obtained from the test in detail with the quality certification documents provided by the raw material supplier to ensure the consistency of the two. At the same time, a complete raw material quality traceability system is established to archive the test data of each batch of raw materials, and record information such as the source, purchase time, and test results of the raw materials. Once a quality problem is found in the subsequent production process, it can be quickly traced back to the batch of raw materials and related test data, and timely measures can be taken to deal with it.
Hardness Quality Inspection
Flexibly use Rockwell hardness (HR), Vickers hardness (HV) and Brinell hardness (HB) test methods. For block-shaped titanium raw materials, Rockwell hardness test is preferred, which is simple and fast to operate and suitable for batch testing. For situations where it is necessary to accurately measure the hardness value or detect the hardness of a microscopic area, such as analyzing the hardness of different phases or inclusions in the raw material, the Vickers hardness test is used. For softer titanium, the Brinell hardness test is more appropriate. In the hardness testing process, not only attention is paid to whether the hardness value meets the standard requirements, but also an in-depth analysis of the relationship between the hardness value and the performance of the titanium alloy.

For example, for hardened titanium, the change in hardness value can reflect the changes in its processing state and internal structure. By establishing a mathematical model between hardness and mechanical properties such as strength and plasticity, the hardness test results are used to preliminarily evaluate the mechanical properties of the raw materials, providing a reference for the subsequent processing technology.
Metallographic structure analysis
The metallographic structure of titanium raw materials is observed using a high-resolution metallographic microscope and a scanning electron microscope (SEM). The metallographic microscope is used to observe the macroscopic structure, such as the distribution of the α phase and the β phase, the size and shape of the grains, etc. SEM further amplifies the microstructure, observes the characteristics of the grain boundary, the precipitation of the second phase, and microscopic defects (such as dislocations, voids, etc.). At the same time, combined with the energy spectrum analysis (EDS) technology, the different phases in the metallographic structure are analyzed to determine their chemical composition. Evaluate from multiple dimensions such as grain size, phase ratio, and organizational uniformity to determine whether the quality of the raw materials meets the requirements.

For raw materials that do not meet the requirements, the reasons are analyzed in depth, such as improper smelting process, casting defects, etc., and communicate and negotiate solutions with suppliers. At the same time, the metallographic structure analysis results are correlated with the test data such as chemical composition and hardness to comprehensively evaluate the quality of the raw materials.
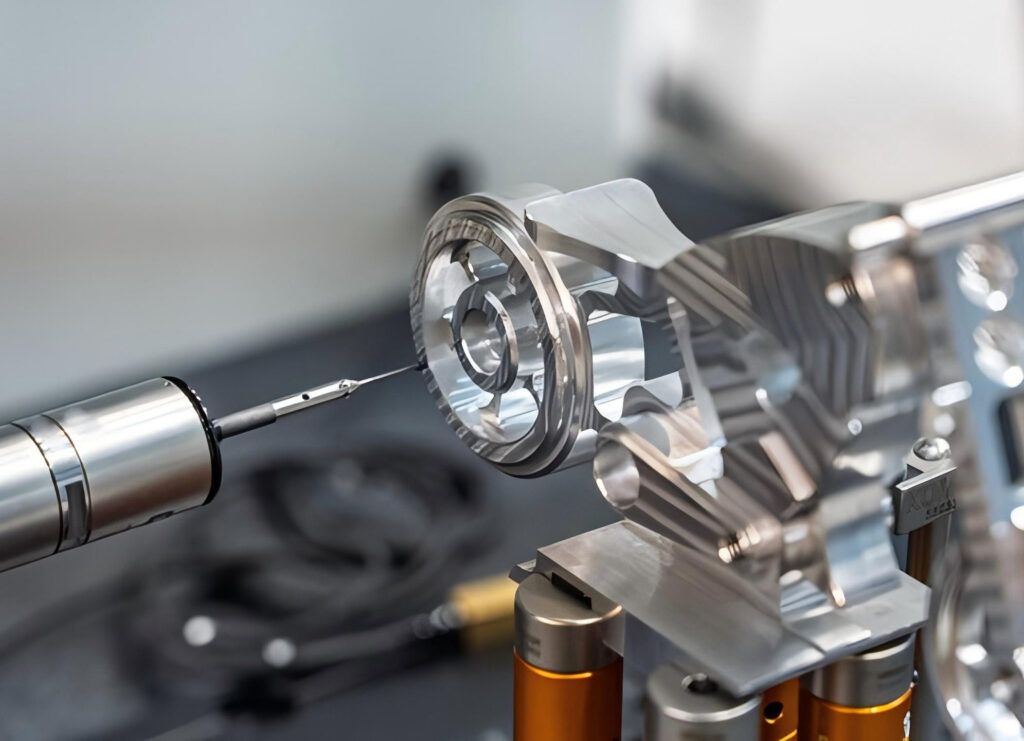
Dimensional accuracy
The dimensional accuracy of titanium parts during manufacturing is tested by combining traditional measuring tools such as calipers and micrometers with high-precision coordinate measuring machines (CMMs). In the rough machining stage of parts, calipers and micrometers are used to quickly measure key dimensions, detect machining deviations in time and make adjustments. In the finishing stage, CMM is used to perform comprehensive three-dimensional dimensional measurements of parts, and accurate comparisons with design models are made to ensure that the dimensional accuracy of parts meets the design requirements. For some titanium parts with complex curved surfaces, such as aircraft engine blades, optical measuring equipment such as laser scanning measuring instruments and structured light measuring instruments are also introduced to achieve fast and high-precision measurement of complex shapes.
During the machining process, a real-time monitoring system for dimensional accuracy is established to transmit the detection data to the control system of the machining equipment in real time. Once the dimensional deviation is found to be beyond the allowable range, the system automatically issues an alarm and adjusts the machining parameters in real time according to the preset adjustment strategy. For example, on a CNC machining center, the tool feed speed and cutting depth are automatically adjusted through a feedback control system to ensure that the dimensional accuracy of the parts is always under control.
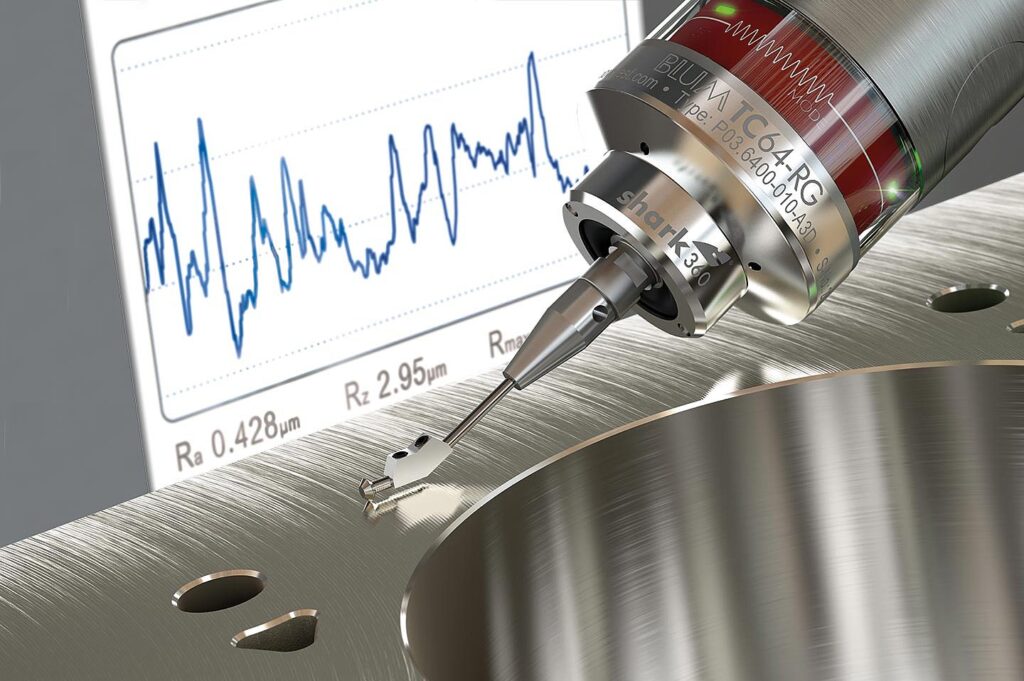
Surface roughness
The surface roughness of titanium parts is tested using the stylus method and the optical method. The stylus method uses a surface roughness measuring instrument to accurately measure the microscopic roughness of the surface profile by moving the diamond stylus on the surface of the part, and obtains surface roughness parameters such as the arithmetic mean deviation (Ra) and the maximum height (Rz) of the profile. The optical method uses the interference principle of light (such as white light interferometer) and the light scattering principle (such as laser scattering roughness meter) to achieve non-contact measurement of surface roughness. The two methods complement each other. The stylus method is suitable for situations where high surface roughness requirements and precise measurement accuracy are required; the optical method has the advantages of fast measurement speed and no damage to the surface, and is suitable for batch detection and online detection.
In-depth study of the relationship between surface roughness and the performance of titanium parts, and establish a mathematical model of the influence of surface roughness on the friction performance, fatigue performance, corrosion resistance, etc. of parts. According to different application scenarios and performance requirements, determine a reasonable range of surface roughness. For example, for titanium alloy blades of aircraft engines, surface roughness has an important influence on their aerodynamic performance and fatigue life. By optimizing the processing technology and surface treatment methods, the surface roughness can be controlled between Ra0.1-0.8μm to meet the high performance requirements of aircraft engines.
Internal defect detection
In the manufacturing process of titanium parts, non-destructive testing technologies such as ultrasonic testing (UT), X-ray testing (RT), magnetic particle testing (MT) and penetrant testing (PT) are used to comprehensively detect defects inside and on the surface of parts. UT is mainly used to detect defects such as cracks, pores, inclusions, etc. inside parts. It uses the propagation characteristics of ultrasonic waves in materials to detect defects by detecting the signal of reflected waves. RT penetrates parts through X-rays, and forms different images on the imaging plate or film according to the different degrees of X-ray absorption and attenuation of the defective parts, thereby showing the shape, size and position of the defects. MT is suitable for detecting defects on the surface and near the surface of ferromagnetic titanium alloy materials. It uses the leakage magnetic field at the defect to absorb magnetic particles and form visible magnetic traces to display defects. PT is mainly used to detect surface opening defects. By applying a penetrant containing a colored dye or fluorescent agent to the surface of the part, the penetrant penetrates into the defect, then removes the excess penetrant on the surface, and then applies a developer to adsorb the penetrant in the defect, thereby showing the position and shape of the defect.

Advanced signal processing and image analysis techniques are used to conduct qualitative and quantitative analysis of detected defects. The type (such as cracks, pores, inclusions, etc.), size, depth and location of defects are determined through characteristic analysis of ultrasonic reflection signals, grayscale analysis of X-ray images, and defect morphology analysis of magnetic particle and penetrant testing.
Quick tracking and response
Wstitanium has established a complete quality traceability system to record detailed information on the entire process of titanium parts from raw material procurement to finished product delivery. In the raw material stage, record the supplier, batch number, chemical composition test results and other information of the raw materials; in the manufacturing process, record the processing parameters, equipment number, operator and other information of each process; in the inspection link, record the inspection data, inspection time, inspection personnel and other information of each inspection item. Through the comprehensive recording of this information, the quality of the parts can be traced throughout the process.






Once a quality problem is found in a titanium part, the quality traceability system can be used to quickly locate the link and cause of the problem. For example, if cracks are found inside the part during the finished product inspection, the traceability system can quickly query the relevant information of the part in the forging, heat treatment and other processes to determine whether it is an internal defect caused by improper forging process or a crack caused by excessive cooling during heat treatment. According to the cause of the problem, take corresponding corrective measures quickly, such as adjusting process parameters, replacing equipment, training relevant personnel, etc., and at the same time conduct a comprehensive investigation of the same batch or other affected parts to prevent similar quality problems from happening again.