CNC Machining Titanium Flange Services In China
With rich experience and advanced technology in the field of CNC machining of titanium flanges, Wstitanium strictly controls quality in every link and is committed to providing you with high-quality and high-performance titanium flanges.
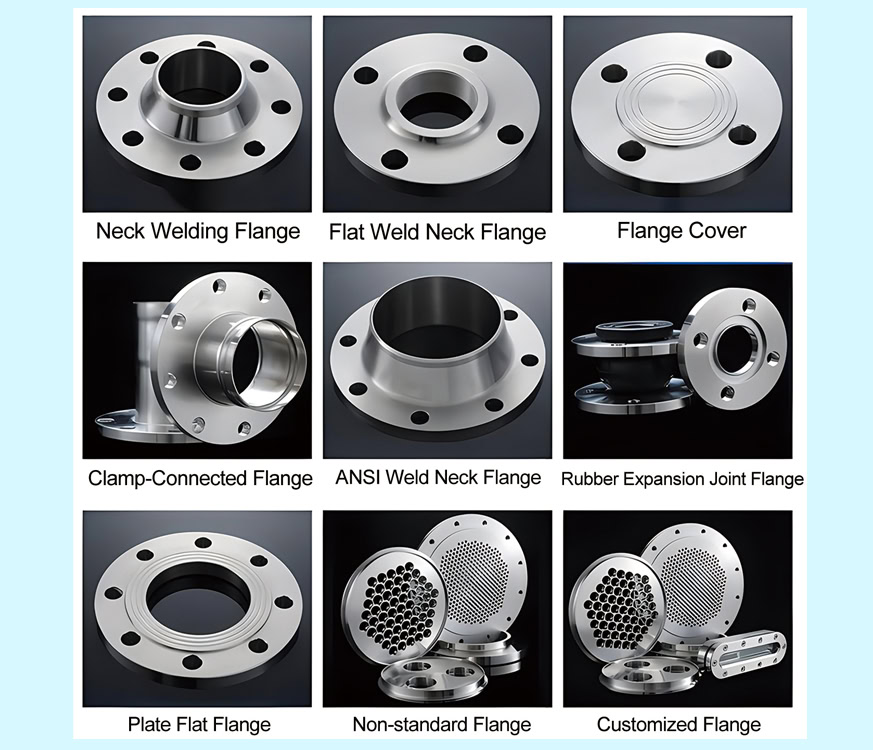
- Welded Titanium Flange
- Threaded Titanium Flange
- Titanium Plate-Slip-on-Flange
- Socket-Welding-Titanium-Flange
- Titanium-Blind-Flange
- Titanium Slip-On-Flanges
- Titanium-Lapped-Joint-Flange
- Titanium Welding-Neck-Flange
One-Stop CNC Machining Titanium Flange Manufacturer and Supplier
In the modern industrial system, titanium flanges are key components for pipe connection and equipment assembly. With the excellent properties of titanium metal, such as high strength, low density, excellent corrosion resistance and good biocompatibility, they play an indispensable role in industries with extremely stringent requirements on material performance, such as aerospace, petrochemicals, and medical devices. With the continuous development of the manufacturing industry, computer numerical control (CNC) machining technology has become the core means of titanium flange manufacturing, precisely controlling the process, achieving complex shapes, and ensuring high precision and consistency.



Advantages of CNC Machining Titanium Flanges
CNC machining titanium flanges has significant advantages in terms of precision, efficiency, complex shape processing, material utilization and quality stability.
- High Precision
CNC machining uses computer programs to precisely control the tool’s trajectory and achieve micron-level positioning accuracy. Whether it is the diameter, thickness or the position of the bolt hole, key dimensions can be strictly controlled within a very small tolerance range. For example, the dimensional tolerance requirements of aerospace titanium flanges are usually ±0.005mm or even smaller. CNC machining stably achieves this precision standard, ensuring perfect coordination with other components and improving the reliability and performance of the entire system.
- Complex Shapes
CNC machining has multi-axis linkage functions, such as common three-axis, four-axis or even five-axis machining centers, which can complete machining of multiple faces and complex shapes in one clamping, such as special-shaped contours and curved surfaces. The program drives the tool to move along a complex path to achieve precise manufacturing of the complex shape and internal features of the titanium flange. For example, titanium flanges with special sealing grooves, special-shaped bosses or irregular hole systems can be easily handled by CNC machining.
- High Efficiency
Once the programming and debugging of CNC machining is completed, it can realize automatic continuous machining, which greatly improves production efficiency. At the same time, since the manufacturing process is completely controlled by the program, each titanium flange can be processed according to the same process parameters and procedures, ensuring a high degree of consistency in quality. This advantage is particularly evident in mass production.
- Reduce Waste
CNC machining can perform precise tool path planning according to the design model of the titanium flange to maximize the use of raw materials. By optimizing the machining process and reducing unnecessary cutting volume, material waste caused by machining errors is avoided. For relatively high-priced titanium materials, this increase in material utilization not only reduces production costs, but also conforms to the concept of sustainable development.



When milling titanium flanges, tool materials with low chemical affinity with titanium alloy, good thermal conductivity and high strength should be selected. Wstitanium commonly uses tungsten-cobalt (YG) cemented carbide. For example, carbide tools of grades such as YG8 and YG6X show good cutting performance in practical applications. For some high-speed milling or complex contour milling, TiAlN coated tools are used.



Wstitanium milling titanium alloy is generally low, because titanium alloy has poor thermal conductivity, and excessive cutting speed will cause the cutting temperature to rise sharply. The cutting speed is usually between 20 – 40m/min. For example, when using a carbide end mill to mill TC4 titanium alloy flanges, the cutting speed can be selected at 30 m/min. The feed rate for milling titanium flanges is between 0.05 – 0.2mm/z. The milling depth is generally controlled at 0.2-0.5mm. For thicker titanium flanges, the strategy of layered milling can effectively reduce cutting force and cutting temperature, and reduce tool wear. The milling depth of each layer generally does not exceed 1/3 of the tool diameter. For example, using a 16mm diameter end mill to mill a 10mm thick titanium flange can be divided into 3-4 layers for milling, and the milling depth of each layer is controlled at 2-3mm.
CNC turning titanium flanges select the appropriate lathe model according to the size specifications and precision of the titanium flange. Wstitanium invested in the HAAS lathe from the United States. It should have sufficient rigidity and precision to ensure that it can stably withstand the cutting force during the turning process and achieve high precision. Titanium flanges are generally turned with blades with a main deflection angle of 90° or 75°. The main deflection angle of the inner hole turning tool is usually greater than 90°.



The cutting speed when turning titanium alloys is relatively low, generally between 20-50m/min. For example, when turning the outer circle of the TA2 titanium flange, the cutting speed can be selected from 30-40m/min. The size of the feed rate directly affects the processing efficiency and surface quality. When turning titanium flanges, the feed rate is generally between 0.1-0.3mm/r. For example, the feed rate can be selected as 0.2 – 0.3mm/r when rough turning the outer circle, and reduced to 0.1 – 0.15mm/r when fine turning. The cutting depth is mainly determined by the machining allowance of the workpiece and the performance of the lathe. When rough turning, the cutting depth is generally between 1 – 3mm; when fine turning, the cutting depth is controlled at 0.2 – 0.5mm. During the turning process, pay attention to the operating status of the lathe and the wear of the tool, and adjust the cutting depth in time to ensure that the surface roughness reaches Ra0.8 – Ra1.6μm. The angle and size of the chamfer should meet the design requirements, generally 45°, and the chamfer size is between 0.5 – 1mm.
Carbide drill bits have high hardness and wear resistance, and are suitable for high-speed drilling and titanium flanges with high precision requirements. For example, cobalt-containing high-speed steel drill bits. In order to reduce cutting force and cutting temperature, the top angle of the drill bit is between 130°-140°, which can make the cutting edge sharper and reduce the concentration of cutting force. The helix angle is generally between 30°-40° to ensure good chip removal performance.
When drilling titanium alloy, the speed is generally between 5 – 10m/min. For example, when drilling with a carbide drill with a diameter of 10mm, the cutting speed can be selected as 5 – 15m/min. If a cobalt-containing high-speed steel drill is used, the cutting speed should be appropriately reduced. The feed rate is between 0.1 – 0.3mm/r. For example, when drilling deep holes, the feed rate should be appropriately reduced. For holes with larger diameters, pre-drilling can be performed first to ensure the accuracy and quality of the drilling. The diameter of the pre-drilled hole is generally 0.5 – 0.8 times the final hole diameter, and then the hole is refined with a reamer or reamer. Good chip removal is the key to ensuring smooth drilling. During the drilling process, ensure that the chips can be discharged from the hole in time to avoid chips accumulating in the hole and causing the drill to break.

When CNC tapping titanium flange, the tap is susceptible to large cutting force and friction. Commonly used are high-speed steel taps and carbide taps. The helix angle of Wstitanium taps is generally between 30° – 45°, which allows the chips to be discharged smoothly along the spiral groove.
The cutting speed of CNC tapping titanium flange is generally low, usually between 3-5m/min. Excessive cutting speed will cause increased tap wear, reduced thread surface quality, and even tap breakage. For example, when using a high-speed steel tap to tap an M10 threaded hole, the cutting speed can be selected at 5m/min. The feed rate should match the pitch of the thread, which is generally equal to the pitch. During the tapping process, ensure that the feed rate of the tap is stable to avoid uneven feed that causes incomplete thread profile or tap damage. For example, for a thread with a pitch of 1.5mm, the feed rate should be set to 1.5mm/r. Good lubrication and cooling can reduce cutting force, reduce tap wear, and improve thread surface quality. After tapping, the quality of the thread should be tested, including the dimensional accuracy, tooth profile integrity, surface roughness, etc. Tools such as thread plug gauges and thread micrometers can be used for testing to ensure that the thread quality meets the design requirements.

When CNC grinding titanium flange, due to the high toughness and poor thermal conductivity of titanium alloy, the grinding chips easily adhere to the surface of the grinding wheel, causing the grinding wheel to be blocked and affecting the grinding effect. Wstitanium commonly uses alumina and silicon carbide abrasives. Such as brown corundum (A), white corundum (WA), and green silicon carbide (GC).
When rough grinding, choose a coarser-grained grinding wheel, such as 46# – 60#. When fine grinding, in order to obtain better surface quality, a finer-grained grinding wheel should be selected, such as 80# – 120#. The abrasive grain size of the fine-grained grinding wheel is small, and the grinding surface is smoother. For example, in order to ensure the sealing surface performance of the titanium flange, it is usually necessary to use a 100# – 120# grit grinding wheel for fine grinding. The speed of grinding titanium flanges is generally between 15 – 30m/s. Too high a grinding speed will cause the grinding temperature to rise sharply, resulting in defects such as burns and cracks on the workpiece surface. The feed rate is generally between 0.1 and 0.5m/min. The lateral feed rate refers to the depth of the grinding wheel cutting into the workpiece each time. The lateral feed rate can be between 0.05 and 0.15mm for rough grinding and 0.01 to 0.05mm for fine grinding. The grinding depth is controlled at 0.01 to 0.05mm.
Residual Stress Control
Residual stress in CNC machining can be reduced by optimizing cutting parameters, tool paths, and machining sequence. For example, a smaller cutting depth and feed rate can be used to avoid sharp cutting in and out of the tool. After the CNC machining of the titanium flange is completed, it is subjected to stress relief annealing. The temperature and time of stress relief annealing should be reasonably selected according to the type of titanium alloy and manufacturing technology. For example, for TC4 titanium alloy, the stress relief annealing temperature is generally between 550-650℃, and the holding time is 1-3 hours.

CNC machining of titanium flanges is a complex and challenging process, covering multiple links from tool selection, cutting parameter determination to quality control. By giving full play to the advantages of CNC machining, such as high precision, complex shape processing capabilities, high production efficiency and consistency, it is possible to manufacture titanium flanges that meet various stringent requirements.
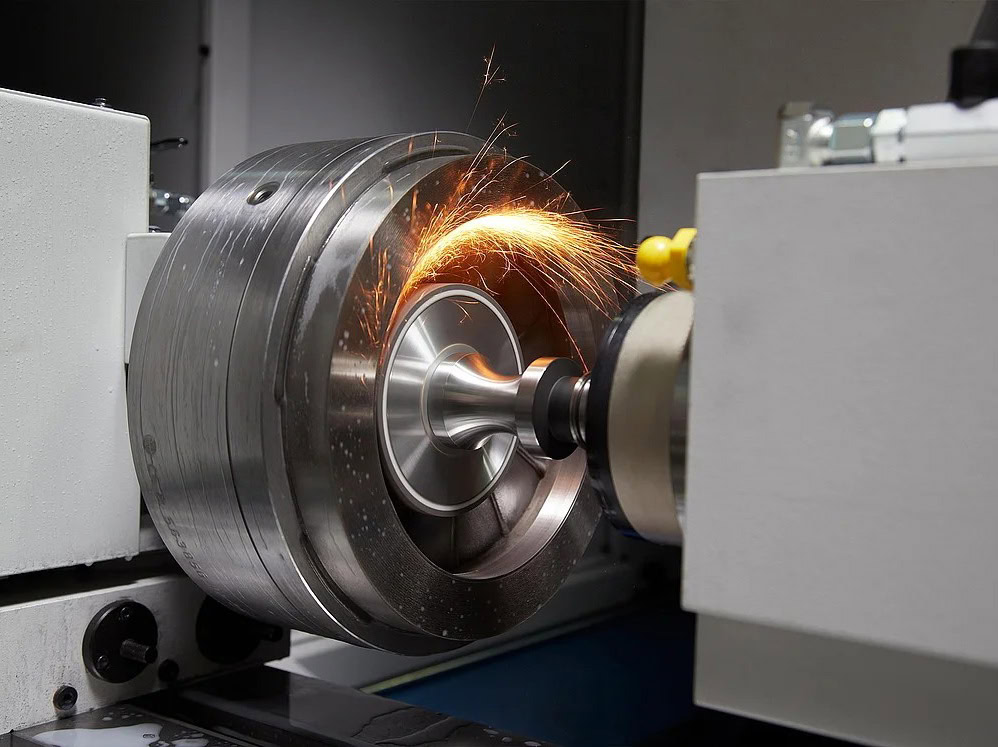
CNC Machining Titanium Flange Gallery





