MMO Titanium Anode Manufacturer & Supplier in China
Wstitanium has developed over 20 mature titanium anode coating systems, including ruthenium, iridium, platinum, tantalum, tin-antimony, and lead dioxide. The manufactured titanium anodes are perfectly suited for most electrochemical reactions, such as chlorine evolution, oxygen evolution, organic oxidation, and ozone generation. Coating performance fully meets international standards such as YS/T and ASTM. Customized solutions are provided based on your specific operating conditions, including electrolyte system, pH value, temperature, and current density. Precise control of coating elements, proportions, and properties ensures optimal anode performance. In-house invested CNC machining centers and laser cutting machines enable the processing of titanium substrates into any structural form, including plates, meshes, tubes, rods, baskets, discs, and grids. Dimensional precision could be controlled within ±0.05mm.
24/7 Rapid Response
Competitive Pricing
IrO₂-Ta₂O₅
RuO₂-IrO₂
RuO₂-SnO₂-TiO₂
Pt
It seems we can’t find what you’re looking for.
What is an MMO Titanium Anode?
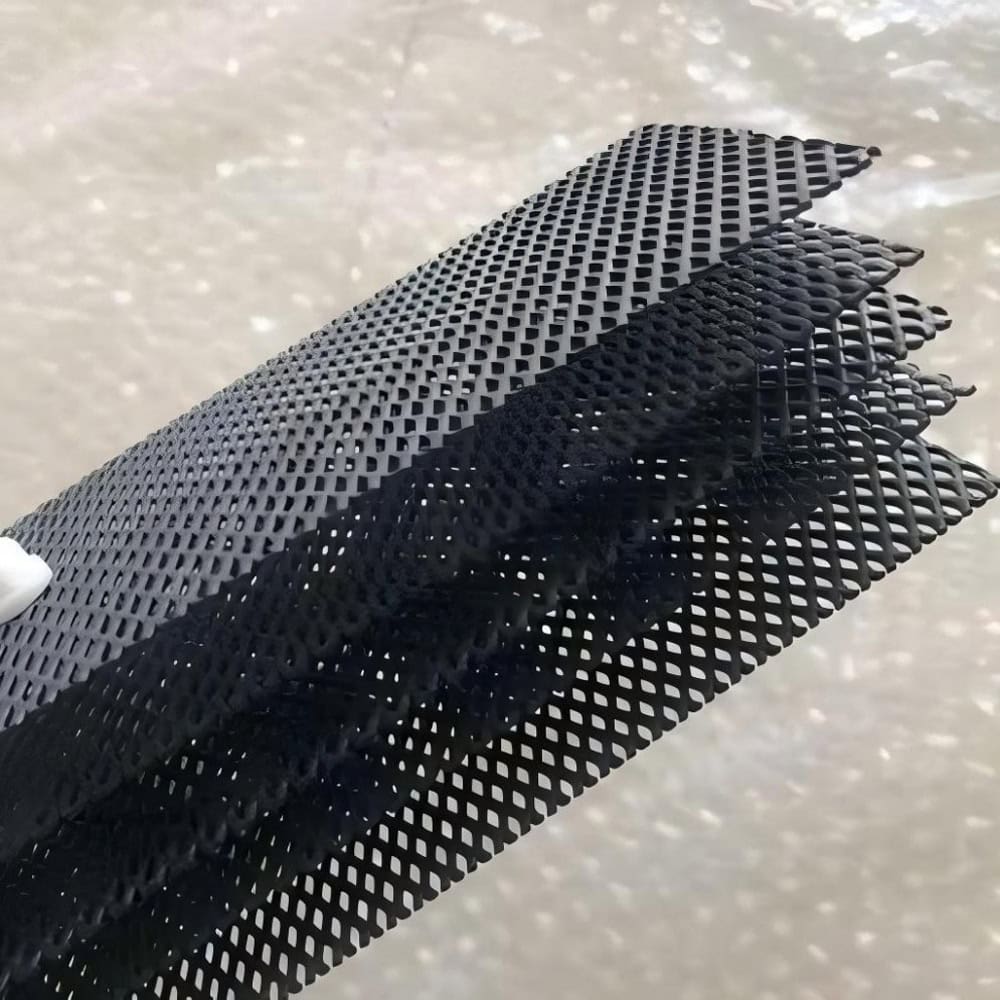
The core structure of an MMO titanium anode consists of two parts: first, pure titanium or titanium alloy as the supporting substrate, providing stable mechanical support and electron transport channels for the active coating; second, a surface-loaded functional active coating, typically with noble metal oxides (RuO₂, IrO₂, PtO₂, etc.) as the core catalytic component.
The coating uses valve metal oxides (TiO₂, Ta₂O₅, SnO₂, ZrO₂, etc.) as the framework component, forming a uniform, dense, and strongly bonded porous composite oxide layer through specific technologies, serving as the catalytic active center for electrochemical reactions. Precise control of the coating’s composition and structure achieves highly selective and highly active catalysis for specific electrochemical reactions such as the chloride evolution reaction (CER) and oxygen evolution reaction (OER). Compared to traditional graphite anodes and lead alloy anodes, titanium anodes possess overwhelming advantages such as good dimensional stability, high catalytic activity, low energy consumption, strong corrosion resistance, long lifespan, no pollution, and high designability.
Types of MMO Titanium Anodes
Titanium anodes can be classified in many ways. The two most core and commonly used classification methods in the industry are: one is based on the system and function of the surface-active coating; the other is based on the structural morphology of the titanium matrix. In addition, they can be further subdivided according to application scenarios, operating current density, reaction type, etc.
The coating is the “heart” of the titanium anode. It determines the electrocatalytic performance, corrosion resistance, lifespan, and applicable operating conditions of the titanium anode. Based on the core components of the coating, its catalytic function, and applicable reaction types, titanium anodes can be divided into four core categories: ruthenium-based titanium anodes (chlorine evolution type), iridium-based titanium anodes (oxygen evolution type), platinum-based titanium anodes (general-purpose high-stability type), and special-function coated titanium anodes.
Ruthenium-titanium anodes are the earliest industrially applied, most technologically mature, and most widely used type of titanium anode. The core active component is ruthenium dioxide (RuO₂), a specialized anode designed for the chlorine evolution reaction (2Cl⁻ → Cl₂ + 2e⁻), and is the standard anode material in the chlor-alkali industry. The classic coating system for ruthenium-based titanium anodes is the RuO₂-TiO₂ binary system, where the molar proportion of RuO₂ is typically 20%-40%, and TiO₂ acts as the framework component, significantly improving the stability and adhesion of the coating. With technological advancements, Wstitanium has developed multi-component modified systems, including the RuO₂-IrO₂-TiO₂ ternary system, the RuO₂-SnO₂-TiO₂ system, and the RuO₂-Co₃O₄-TiO₂ system. Doping with elements such as Ir, Sn, Co, and Ce further enhances the coating’s resistance to oxygen corrosion, passivation resistance, and lifespan, making it suitable for more complex operating conditions.
Performance
Extremely low chlorine evolution overpotential: In standard sodium chloride electrolyte, at a current density of 1 A/cm², the chlorine evolution overpotential can be as low as below 100mV, far lower than that of graphite anodes and lead anodes, significantly reducing reaction energy consumption.
Excellent chlorine evolution selectivity: In systems with high chloride ion concentrations, it preferentially catalyzes the chlorine evolution reaction, suppressing the side reaction of oxygen evolution. Current efficiency can reach over 95%, significantly improving the purity of the target product, chlorine gas.
Extremely strong resistance to chlorine corrosion: In chlor-alkali conditions with high chloride ion concentrations, strong acidity, and high temperatures, the coating exhibits extremely strong chemical stability, with an industrial service life of 6-10 years.
Good resistance to reverse current: Under conditions such as electrolytic cell start-up and shutdown, and electrode reversal, it can withstand a certain amount of reverse current impact, preventing rapid coating failure.
Ruthenium-based titanium anodes are the preferred material for all chlorine-related electrolysis scenarios. Applications include: chlor-alkali industry (ion-exchange membrane and diaphragm process for caustic soda and chlorine production), sodium hypochlorite/chlorine dioxide generators (drinking water disinfection, wastewater treatment), seawater electrolysis (ship ballast water treatment, seawater desalination), chlorate/perchlorate electrolysis production, chloride system electroplating, and copper recovery from etching solutions.
Iridium-Titanium Anode (Oxygen Evolution Type Titanium Anode)
Iridium-titanium anodes are specialized anodes designed for the oxygen evolution reaction (2H₂O → O₂ + 4H⁺ + 4e⁻). The core active component is iridium dioxide (IrO₂). It is currently the anode material with the best oxygen evolution reaction performance in both acidic and neutral systems, and is a core anode category in new energy, hydrometallurgy, and electroplating fields. The oxygen evolution reaction is the most common side reaction and the core main reaction in electrochemistry. Its reaction environment is characterized by strong oxidizing properties, strong acidity, and high potential. In an oxygen evolution environment, ruthenium-based anodes (RuO₂) will rapidly dissolve and fail. IrO₂ possesses extremely strong oxidation resistance and acid corrosion resistance. The classic coating system for iridium-based titanium anodes is the IrO₂-Ta₂O₅ binary system. The molar proportion of IrO₂ is typically 30%-70%. Ta₂O₅, as a valve metal framework component, forms a stable composite oxide structure with IrO₂, effectively inhibiting the dissolution of IrO₂.
Iridium-based titanium anodes are currently recognized as the longest-lasting and most stable oxygen evolution coating system in acidic systems. Building upon this, Wstitanium has developed multi-component modification systems, including the IrO₂-Ta₂O₅-TiO₂ ternary system, the IrO₂-SnO₂-Sb₂O₃ system, the IrO₂-RuO₂-Ta₂O₅ system, and the IrO₂-Co₃O₄ system. Elements such as Sn, Sb, Ru, Co, and Mn further enhance the catalytic activity, conductivity, and lifespan of the coating while reducing costs.
Performance
Excellent Oxygen Evolution Catalytic Activity: In acidic electrolytes such as sulfuric acid systems, the oxygen evolution overpotential can be controlled below 250mV at a current density of 1A/cm², far lower than that of lead alloy anodes and graphite anodes, resulting in significant energy savings.
Extremely Strong Resistance to Oxygen and Acid Corrosion: In highly oxidizing and acidic oxygen evolution conditions, the coating dissolution rate is extremely low, and the industrial service life can reach 3-5 years. In life testing, accelerated life can exceed 1000 hours at a current density of 2A/cm².
Good Coating Adhesion: Through gradient structure design, the thermal stress between the coating and the substrate can be effectively reduced, preventing the coating from peeling and cracking during long-term electrolysis.
Wide Potential Window: It could operate stably in a high potential range of 1.0-5.0V, withstand large current surges, and is suitable for a wide range of current densities (50-20000A/m²).
Iridium-based titanium anodes are the core material for all oxygen evolution electrolysis scenarios. Core applications include: hydrometallurgy (electrolytic extraction and refining of non-ferrous metals such as copper, zinc, nickel, cobalt, and manganese), electroplating (chromium plating, nickel plating, PCB electroplating, anodizing), water electrolysis for hydrogen production (PEM proton exchange membrane electrolyzers, alkaline electrolyzers), organic electrosynthesis, industrial wastewater treatment (degradation of high-concentration organic wastewater, treatment of heavy metal wastewater), cathodic protection (soil, freshwater, and seawater environments), and electropolishing.
Platinum-based titanium anodes use titanium as a substrate, with pure platinum (Pt) or platinum-iridium alloys loaded onto its surface through electroplating, electroless plating, or thermal decomposition techniques. It is a versatile, highly stable, and long-life high-end anode.
Platinum-based titanium anodes combine the extreme catalytic activity and chemical stability of platinum with the high strength and corrosion resistance of the titanium substrate. The core manufacturing technologies for platinum-based titanium anodes fall into two main categories: First, electroplating/electroless plating. A dense, uniform pure platinum coating is deposited on the surface of the titanium substrate. The coating thickness is typically 0.5-10 μm. Second, thermal decomposition. A platinum precursor solution is coated, and high-temperature sintering forms a platinum oxide composite coating. This results in a stronger coating adhesion, higher porosity, and a larger catalytic surface area. In addition, physical vapor deposition techniques such as magnetron sputtering and CVD are used to prepare nanoscale ultrathin platinum coatings, significantly reducing platinum usage and improving utilization.
Performance
Chemical Stability: Platinum is one of the most stable metals. It operates stably in acidic and alkaline systems with a pH range of 0-14 and is resistant to extreme conditions such as strong oxidation, high chloride ion concentrations, and high temperatures. The corrosion rate is less than 0.001 mm/a.
Excellent Catalytic Activity: It possesses excellent chlorine evolution and oxygen evolution catalytic performance. It operates stably in mixed chlorine and oxygen evolution conditions, exhibiting extremely high adaptability.
Extremely Low Resistance: Platinum has excellent electrical conductivity. The coating adheres strongly to the titanium substrate, resulting in extremely low resistance. It operates stably at high current densities without significant heat generation.
Platinum-titanium anodes are primarily used in applications requiring extremely high stability and reliability. These include: impressed current cathodic protection (deep-sea engineering, ships, long-distance pipelines, storage tanks), high-end water electrolysis for hydrogen production, laboratory electrochemical research, medical disinfection, high-purity semiconductor reagents, electrodialysis, and ion water systems.
Titanium Anode Manufacturing
The manufacturing process for titanium anodes follows this sequence: titanium substrate selection and precision machining → titanium substrate surface pretreatment → coating solution preparation → coating application and drying → high-temperature sintering and curing → post-treatment and performance testing. Among these, surface pretreatment, coating solution preparation, and high-temperature sintering are the three core factors determining anode performance.
Select Titanium Substrate
The titanium substrate serves as the carrier for the coating. High-purity titanium with strong corrosion resistance, good electrical conductivity, and low impurity content is preferred, such as Gr1 and Gr2.
Machining
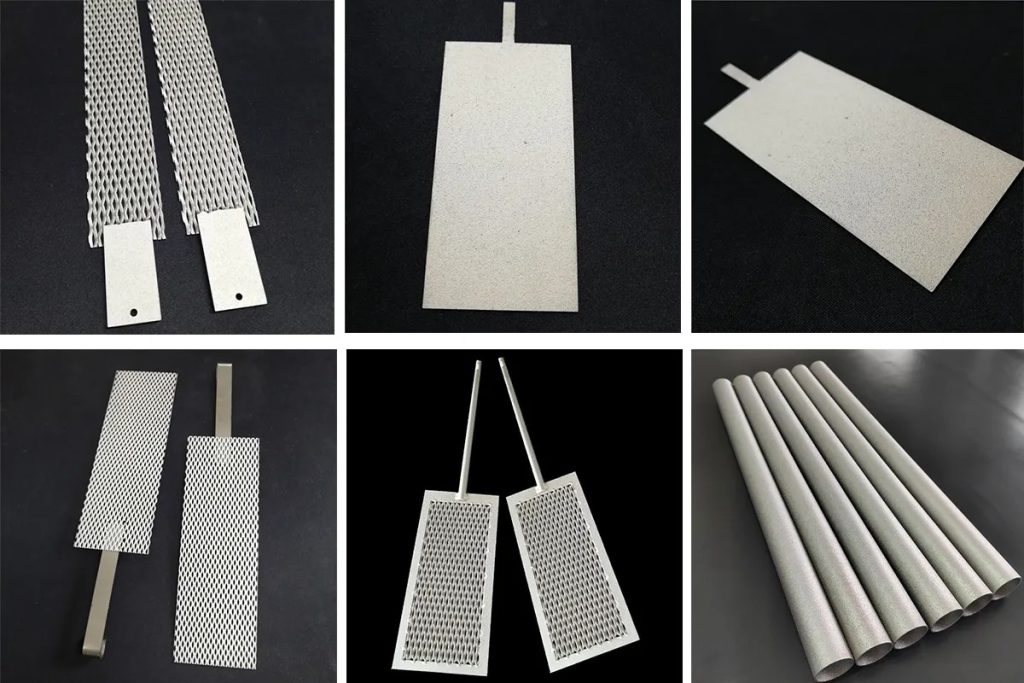
Titanium substrate undergoes precision machining processes including cutting, welding, stamping, bending, punching, and rolling to produce plates, meshes, tubes, rods, baskets, etc.
Pretreatment
Pretreatment comprises four core processes: organic solvent degreasing → alkaline chemical degreasing → acid etching → pure water rinsing and drying. Each process has strict parameter requirements.
Acid Etching
Oxalic acid etching removes the natural passivation oxide film on the surface of a titanium substrate through the corrosive action of acid.
Sand Blasting
Sandblasting is sprayed onto the surface of the titanium substrate to remove impurities and oxide layer, make it rough, and improve the adhesion of the coating.
Liquid Preparation
The precursors are ruthenium chlorocyanurate (H₂RuCl₆), iridium chlorocyanurate (H₂IrCl₆), and chloroplatinic acid (H₂PtCl₆). Purity is not less than 99.99%.
Coating
The mainstream coating technologies are brush coating, spray coating, and dip coating. Among them, brush coating has the lowest cost.
Drying and Sintering
Drying temperature is controlled at 100-140℃, and drying time is 10-20 minutes. Sintering temperature is controlled at 450-550℃. Holding time is controlled at 60-120 minutes.
Quality Inspection
Quality inspection includes appearance and dimensions, precious metal content in the coating, electrochemical performance, lifespan testing, and corrosion resistance testing.
Wstitanium Advantages
Wstitanium provides high-quality titanium anodes, offering customized electrochemical solutions to over 500+ customers in more than 30 countries worldwide. Its services cover industries such as chlor-alkali, water treatment, electroplating, cathodic protection, and hydrogen production via water electrolysis.
Strong Titanium Supply Chain
Wstitanium ensures that the chemical elements, mechanical properties, and corrosion resistance of its high-purity Gr1 and Gr2 titanium fully comply with standards such as ASTM B265.
Advanced Equipment
In-house 5-axis CNC machining centers, cutting machines, bending machines, punching machines, TIG welding machines, and tube rolling machines enable the processing of titanium substrates with complex geometries.
Developed Coating Formulation System
Wstitanium has developed 12 major series and hundreds of specialized coating formulations with independent intellectual property rights, covering the full range of ruthenium, iridium, and platinum products.
Advanced Pretreatment Technology
Fully automated temperature-controlled oxalic acid etching production line. Etching temperature control accuracy ±2℃. Etching time control accuracy ±1 minute. Weight loss rate deviation ≤±2%.
Coating Solution Preparation
Precise weighing using an electronic balance with a precision of 0.01%. Fully automated stirring and complexing system ensures the composition ratio of the coating solution is completely consistent with the designed formula.
Coating and Drying Technology
Single-sided coating amount control accuracy ±0.1g/㎡. Fully automated constant temperature oven with a temperature control accuracy of ±3℃, ensuring uniform coating thickness.
High-Temperature Sintering
High-precision programmable muffle furnace with fully automated control of heating rate, sintering temperature, and holding time. Sintering temperature control accuracy ±5℃, ensuring completely consistent coating crystallization degree for each batch of products.
Quality Control System
Wstitanium strictly adheres to the ISO 9001:2015 quality management system. Every batch of products and every process undergoes rigorous inspection. Unqualified products are absolutely not allowed to proceed to the next stage.
Customized Solutions for All Scenarios
Wstitanium provides customized solutions covering the entire process and lifecycle, from “condition analysis – formulation design – structural optimization – manufacturing – installation guidance – operation and maintenance “.
Titanium anodes represent a landmark technological revolution in the history of the electrochemical industry, balancing high catalytic activity with high stability. Their application has expanded from the initial chlor-alkali industry to dozens of other sectors, including water treatment, electroplating, cathodic protection, hydrogen production through water electrolysis, organic electrosynthesis, and hydrometallurgy. Wstitanium’s core competitive advantages in titanium substrate supply chain, coating formulation development, precision manufacturing, quality control, and customized solutions drive the high-quality development of China’s titanium anode industry.