Cleaning the surface of the part
Before tapping, proper preparation of the workpiece surface is a must. For example, cleaning and, if necessary, applying lubricants or cutting fluids to reduce friction and prevent excessive heat from being generated during tapping, which can affect accuracy. It is worth noting that the hole itself must be precisely drilled to the correct diameter corresponding to the size of the tap used.

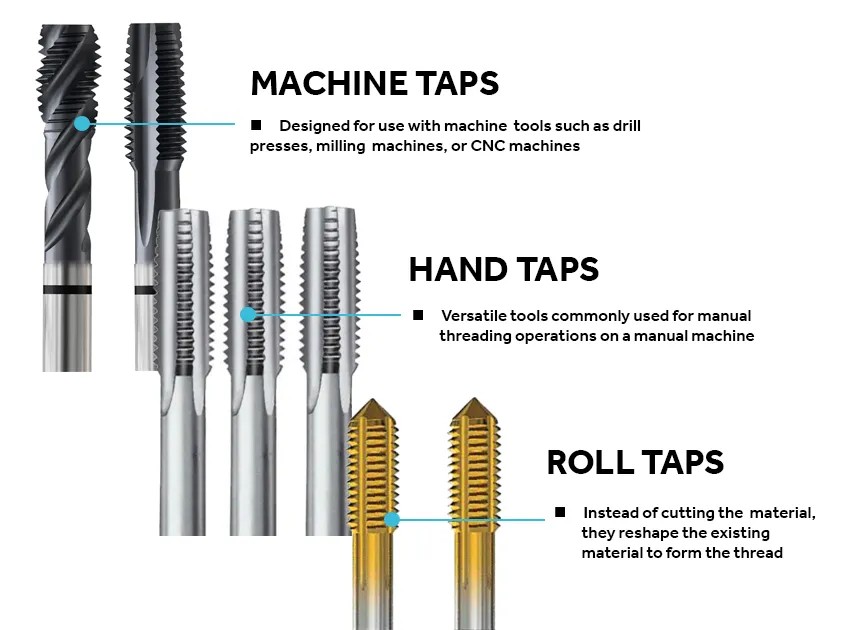
Tap selection
Choosing the right tap is essential to creating the desired thread quality. Selecting a tap depends on factors such as material, thread size, and specific application. For example, hand taps are often used in manual operations, while machine taps are better suited to the automated processes of CNC machines.

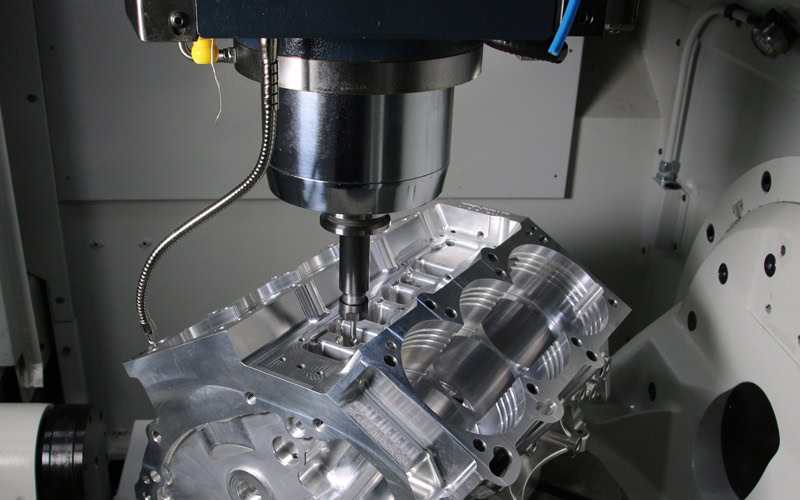
Setting up the CNC machine
In CNC machining, setting up the machine involves designing a fixture to hold the workpiece, aligning the tap with the hole, and programming the machine to perform the tapping operation. The setup must ensure that the tap enters the hole at the correct angle and depth to produce a precise thread.

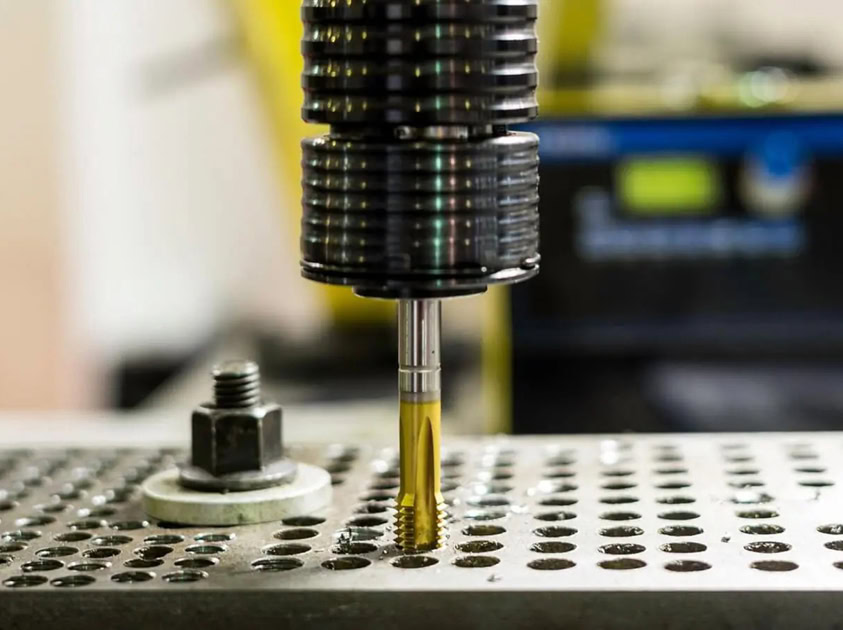
Performing the tapping
During the tapping process, the tap rotates into the hole to cut the thread. The tap's rotation speed and feed rate must be strictly controlled to prevent tap breakage and ensure thread accuracy. In CNC operations, this step is automated for consistent and repeatable results.
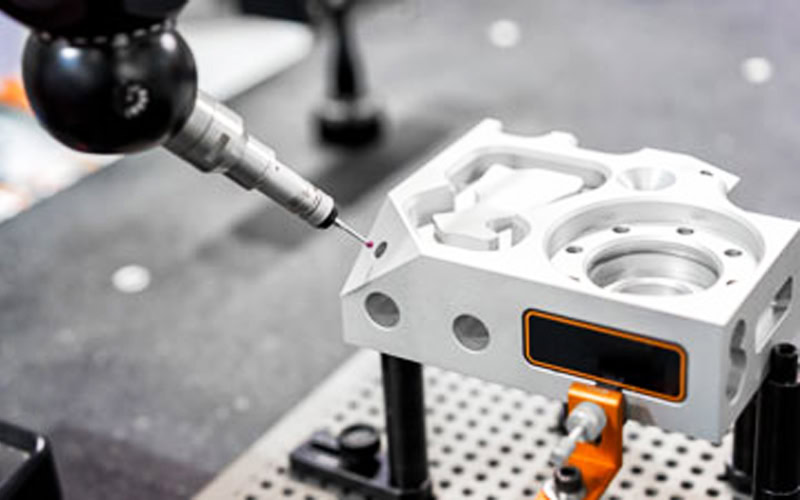
Quality inspection
For parts after tapping, the threads must be inspected to ensure they meet specifications. This includes checking the thread depth, pitch, and overall quality. Any defects will compromise the integrity of the threaded connection, so a thorough inspection is necessary.