






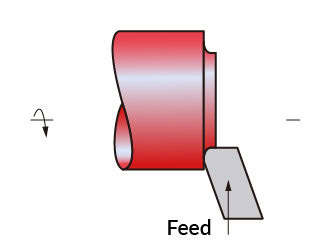
Facing
Facing is a process used for turning flat surfaces that are perpendicular to the axis of rotation of the workpiece. In this process, the facing tool is fed perpendicular to the axis of rotation of the part.
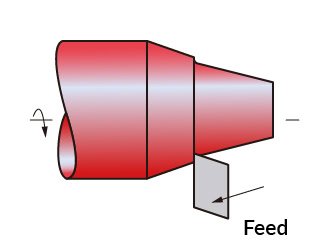
Taper Turning
Taper turning refers to gradually reducing the diameter of a cylindrical material to give the part a conical or tapered shape. The cutting tool can cut the workpiece into the desired angle shape.
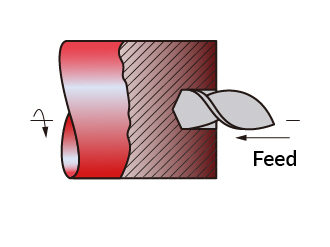
Drilling
CNC drilling refers to the process of drilling holes in parts using computer numerical control (CNC). High precision, accuracy and consistency.
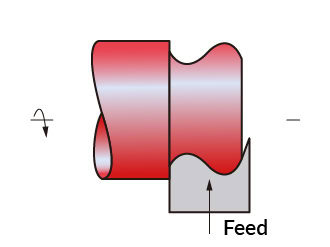
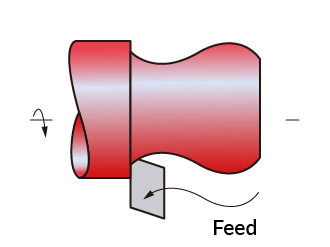
Form Turning
Form turning is used to give any irregular shape on the workpiece using specially ground tools. The tool has a cutting edge that conforms to the desired shape.
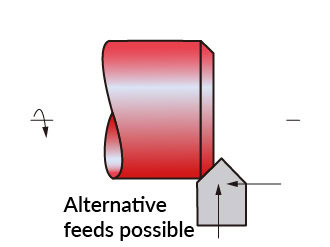
Chamfering
Chamfering is the process of cutting a sharp edge at a 45 degree angle (this is the most common angle, but not the only one).To eliminate sharp edges.
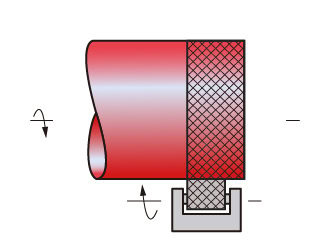
Knurling
Knurling is a manufacturing process that forms straight lines, diamonds or raised ridge patterns on titanium parts through plastic deformation.
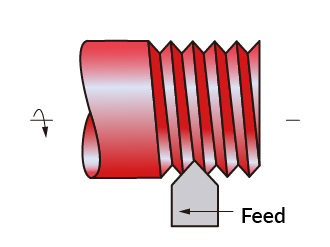
Threading
Threading is used to create external and internal threads of various diameters. Including right-hand and left-hand, male and female threads.
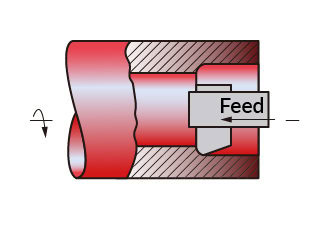
Boring
CNC boring is the process of enlarging an already drilled or cast hole to a specific diameter. Generally, CNC boring is more accurate than CNC drilling.
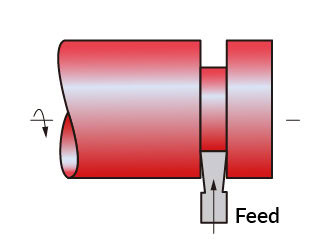
Cutoff
Cutoff is the operation of cutting a groove in a workpiece using a carbide tool. In the grooving operation, the principle is the same, but the cut is shallower.
Contour Turning
Contour Turning is the process of creating irregular contours for titanium parts. The cutting tool moves along a predefined contour path, creating the contour shape.





