Iridium Tantalum Titanium Anode Manufacturer and Supplier In China
As a highly respected manufacturer of iridium-tantalum-titanium anodes in China, Wstitanium provides customized electrochemical solutions for numerous fields, including the chlor-alkali industry, wastewater treatment, and electroplating, thanks to its advanced technology, high-quality products, and comprehensive services.
- Factory Direct
- Competitive Price
- ISO 9001 Certified
- Plate, Mesh, Tube, Customized
- For Electroplating
- For Sewage Treatment
- For Electrolysis of Water
- For Chlor-alkali Industry

Iridium Tantalum Titanium Anode Factory - Wstitanium
Ir-Ta tantalum-titanium anodes are perfectly suited for almost all electrochemical applications, including electroplating, electrowinning, water treatment, electrolytic chlorination, and cathodic protection. With over 12 years of experience in the R&D, manufacturing, and engineering implementation of electrochemical anodes, Wstitanium provides global customers with high-performance, high-reliability, and fully customized Ir-Ta MMO iridium-tantalum-titanium anode (Dimensional Stable Anode DSA) solutions.

IrO₂-Ta₂O₅ Coating Anode
The most widely used standard system. The molar ratio of IrO₂ to Ta₂O₅ is 7:3 to 5:5. The coating loss rate can be as low as 1-6 mg/A・a. It is the benchmark product for oxygen evolution scenarios such as sulfuric acid systems.

IrO₂-Ta₂O₅-SnO₂ Coating Anode
Further reduces oxygen evolution overpotential, suitable for high current density electrolysis scenarios (such as high-speed copper foil electrolysis and high-current wastewater treatment).

Composite Coating Anode
Composite coatings (IrO₂~SnO₂~PdO), iridium-tantalum-zirconium (IrO₂-Ta₂O₅-ZrO₂), iridium-tantalum-manganese (IrO₂-Ta₂O₅-MnO₂), iridium-tantalum-antimony (IrO₂-Ta₂O₅-Sb₂O₃), iridium-tantalum-platinum (IrO₂-Ta₂O₅-PtO₂).
Full Range of Ir-Ta MMO Titanium Anodes Sharps
Wstitanium offers a complete range of MMO titanium anode manufacturing capabilities. We customize Ir-Ta titanium anode products in various shapes and specifications according to your operating conditions, installation space, and current requirements.
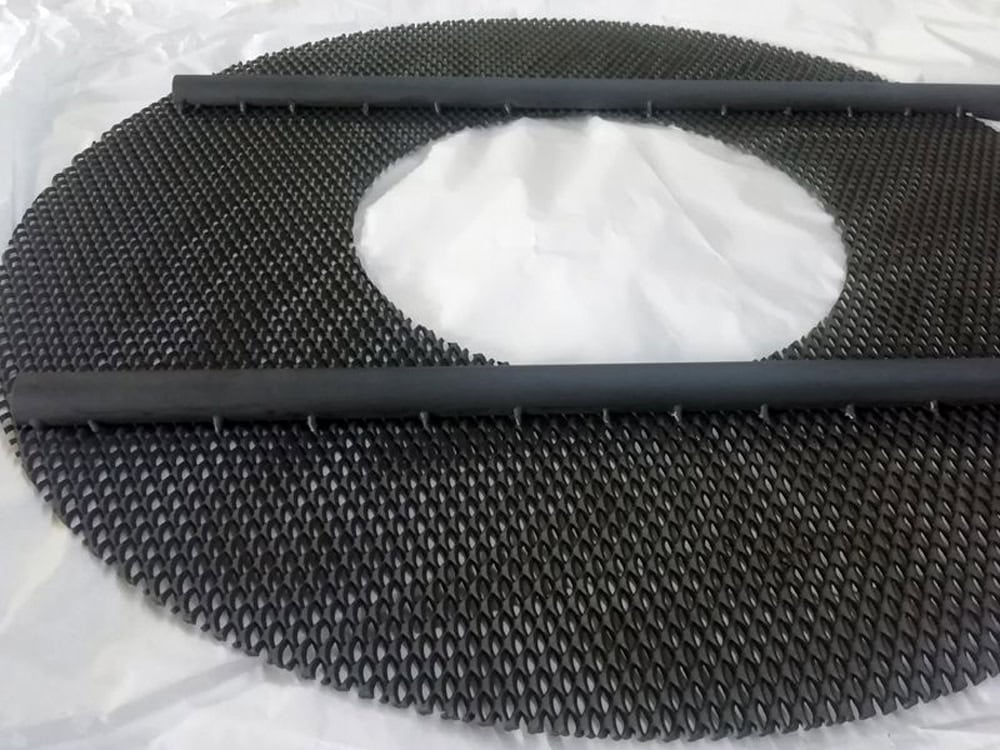
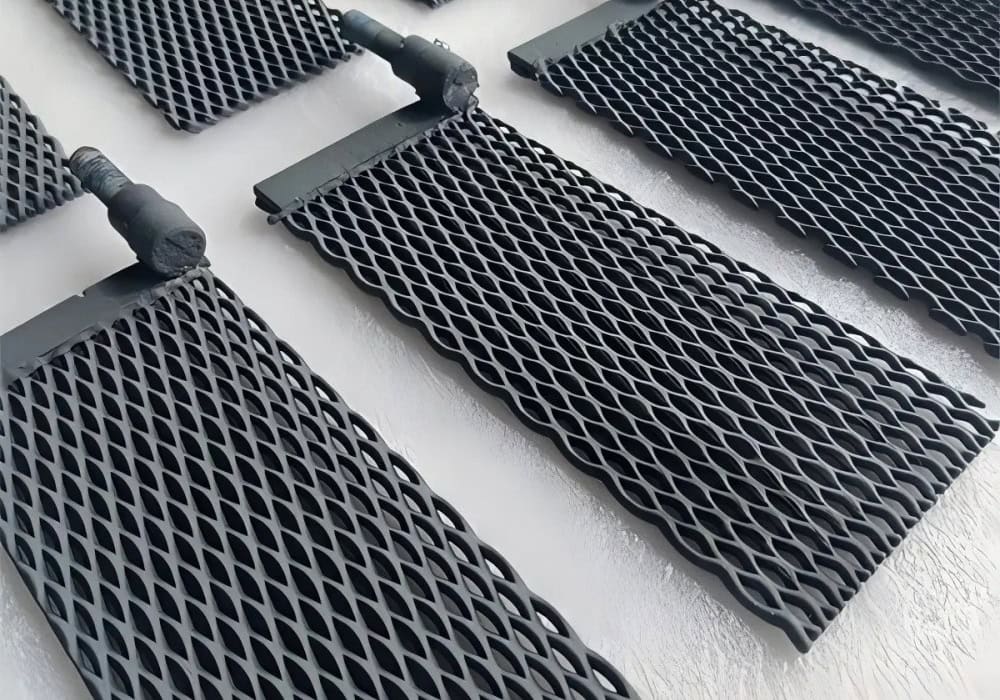
Iridium-Tantalum Titanium Mesh Anode
ASTM Grade 1/2 titanium expanded/woven mesh as the substrate, double-sided coated with an Ir-Ta mixed metal oxide coating. Its advantages include a large specific surface area, extremely uniform current distribution, light weight, easy installation, and compatibility with various electrolytic cell structures.
- Substrate thickness: 0.3mm~3mm
- Precious metal loading: 5~50 g/m²
- Maximum Size: 2000mm × 6000mm
- Type: Rhomboid, Hexagonal, Perforated, etc.
- Hole size: 0.5×0.5mm~50×50mm (Customizable)

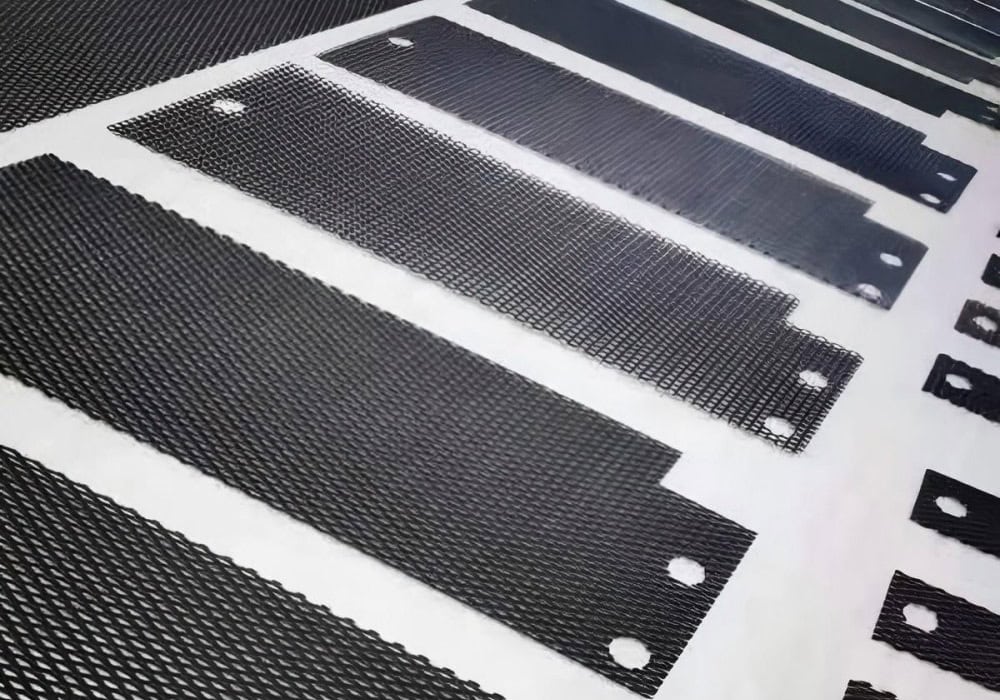
Iridium-Talmudan Plate Anode
ASTM Grade 1/2 titanium plate as substrate. Single/double-sided coating with Ir-Ta mixed metal oxide coating. It features high mechanical strength, strong current carrying capacity, uniform current distribution, and can withstand long-term stable operation under high current density.
- Thickness: 0.5mm~50mm
- Maximum size: 1500mm×3000mm
- Flatness tolerance: ≤0.5mm/m
- Coating uniformity deviation: ≤1%
- Customization: Drilling, bending, welding, etc.

Iridium-Talmudan Rod Anode
The substrate is made of ASTM Grade 1/2 titanium rod. Its core advantages include uniform 360° radial current output, robust structure, high mechanical strength, and suitability for installation in deep holes and confined spaces. Custom openings, grooving, and knurling are available.
- Diameter: 3mm~100mm
- Maximum Length: 6000mm
- Roughness: Ra 2.5~Ra 8.0
- Tolerance: Controlled within ±0.05mm
- Customization: Threaded, flanged, fittings, etc.
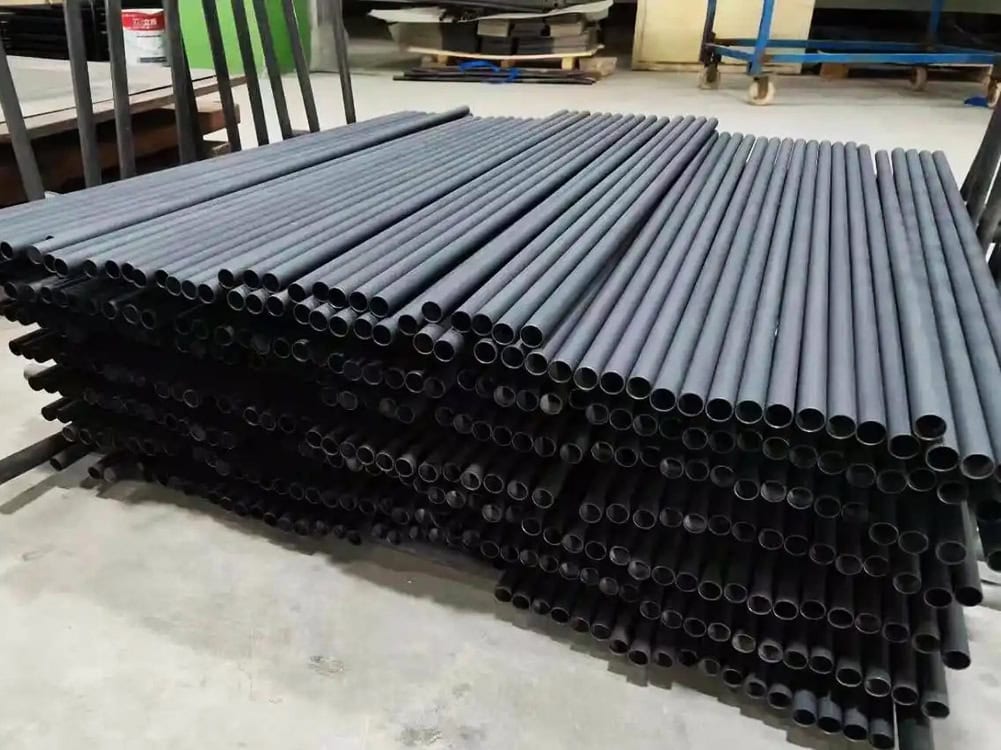
Iridium-Tantalum Tube Anode
ASTM Grade 1/2 seamless titanium tube as the substrate. Inner/outer wall/both inner and outer walls are coated with Ir-Ta. Its core advantages are 360° uniform current distribution, strong resistance to media erosion, and suitability for high-pressure, high-flow-rate electrolysis applications.
- Maximum Length: 6000mm
- Outer Diameter: 6mm~219mm
- Wall Thickness: 0.5mm~10mm
- Customization: Holes, spiral grooves, flanges, etc.

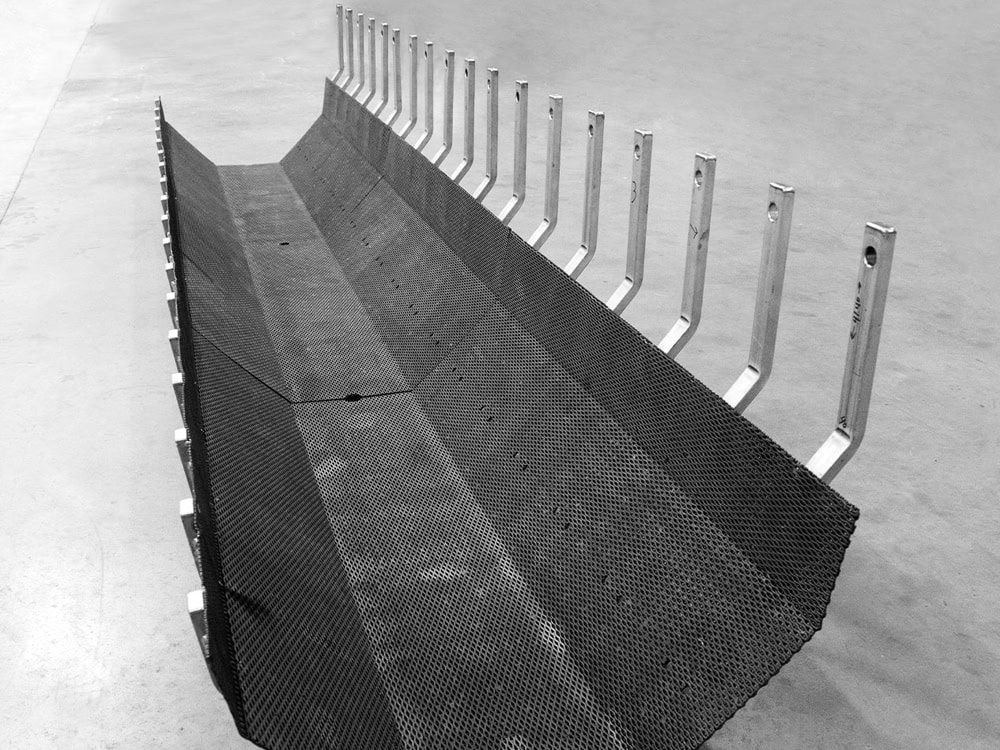
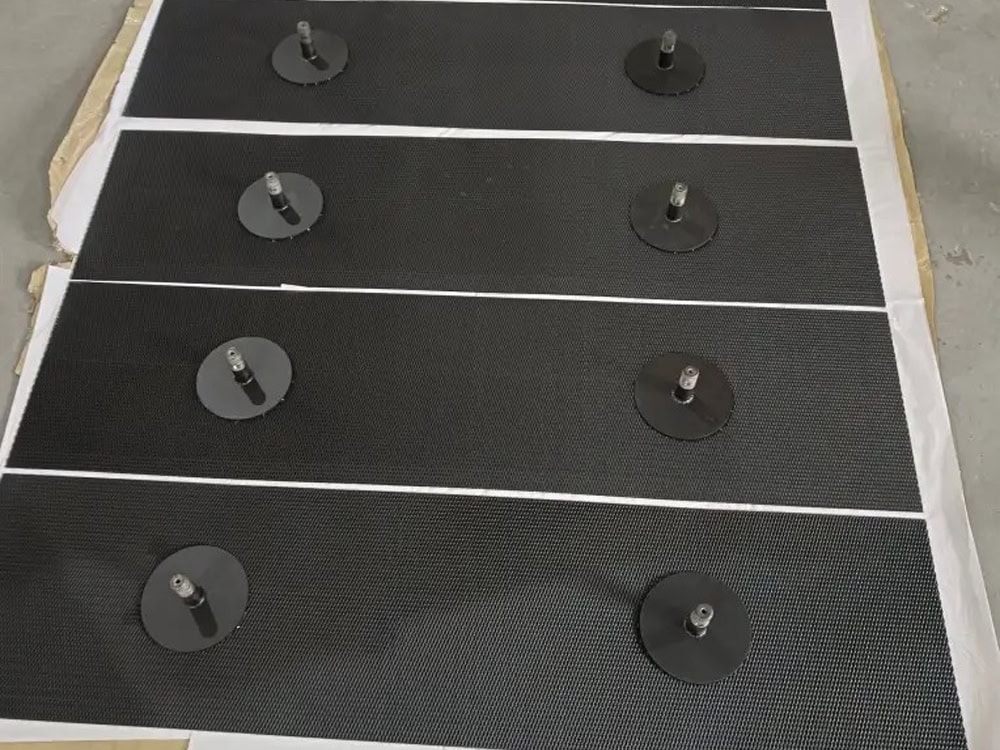
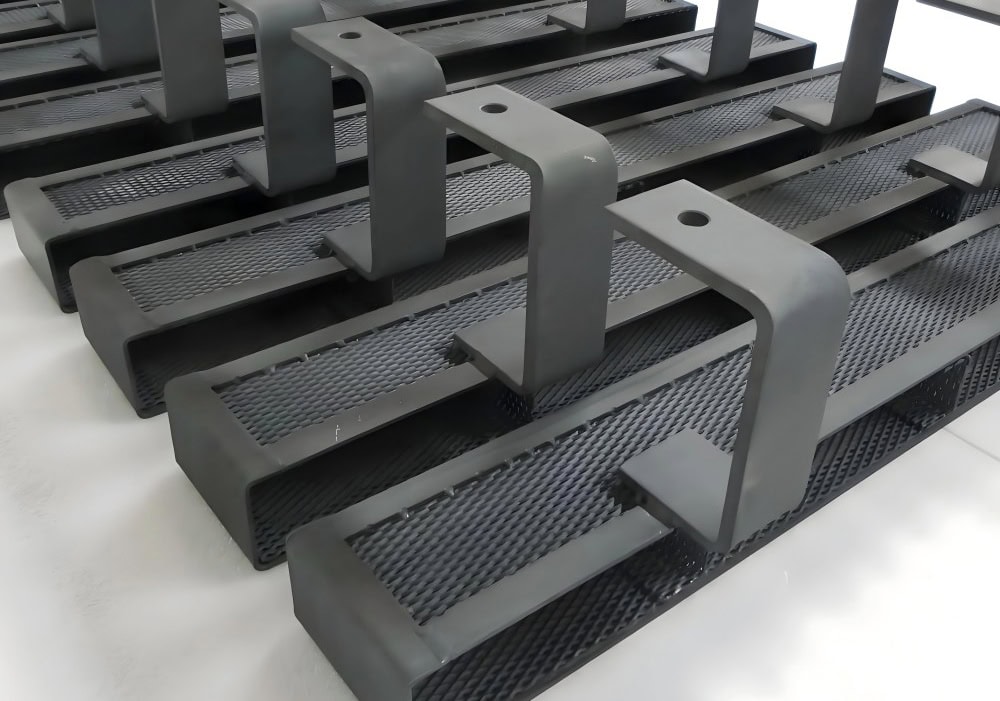
Iridium-Talmudan Basket Anode
Titanium mesh and plates are precision-machined into a hollow basket-like structure. This basket design increases the effective reaction surface area by 3-5 times (compared to plate anodes), reduces concentration polarization, and minimizes bubble accumulation during electrolysis.
- Customized according to drawings
- Precious metal loading: 15-40g/m²
- Coating thickness: 8-15μm
- Coating strength ≥20MPa
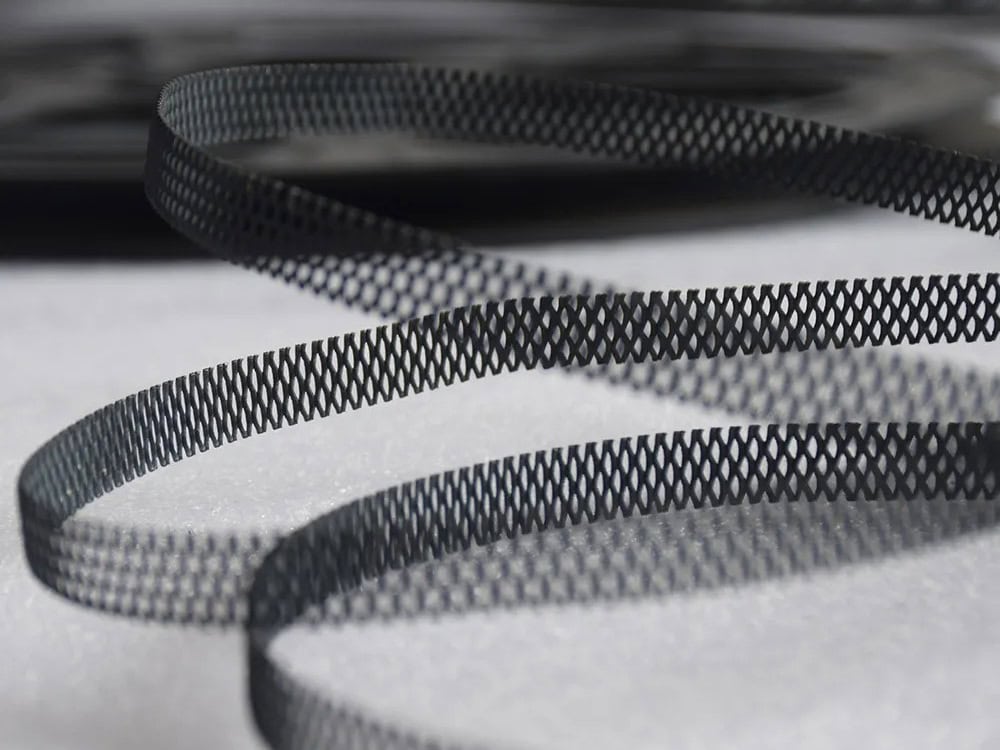
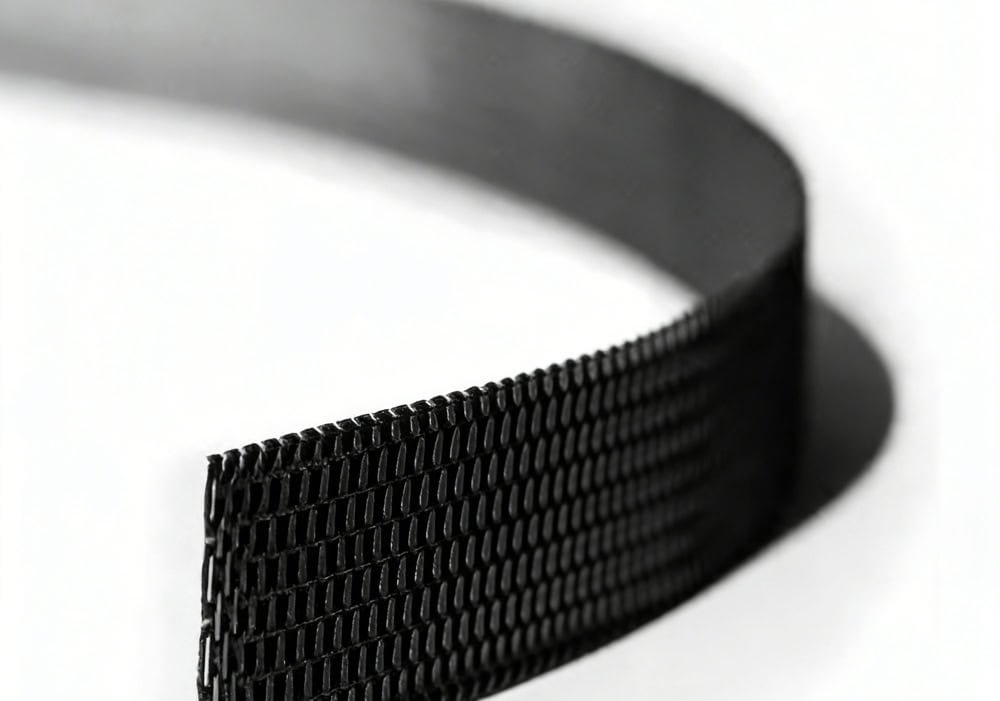
Iridium-Talmud Ribbon Anode
ASTM Grade 1/2 titanium strip as the substrate. Single/double-sided Ir-Ta coating. Its core advantages are good flexibility, allowing for arbitrary bending and winding, suitable for long-distance, large-area, and irregular structures, and uniform current distribution.
- Width: 5mm~500mm
- Thickness: 0.2mm~3mm
- Length: 1000 meters/roll
- Customization: Joints, insulation, waterproof, etc.

Iridium-Tantalum Flexible Anode
This is the flagship product for cathodic protection. Linear anodes are the optimal solution for impressed current cathodic protection (ICCP). It features an Ir-Ta MMO titanium strip/wire anode + a highly conductive oxygen-free copper core + a high-density polyethylene (HDPE) sheath.
- Diameter: 12mm~50mm
- Ir-Ta Coating Load: 10~30 g/m²
- Maximum Length: 1000 meters/roll
- Sheath: HDPE, XLPE, flame retardant, etc.
- Copper Core: Cross-sectional area 6~50mm²
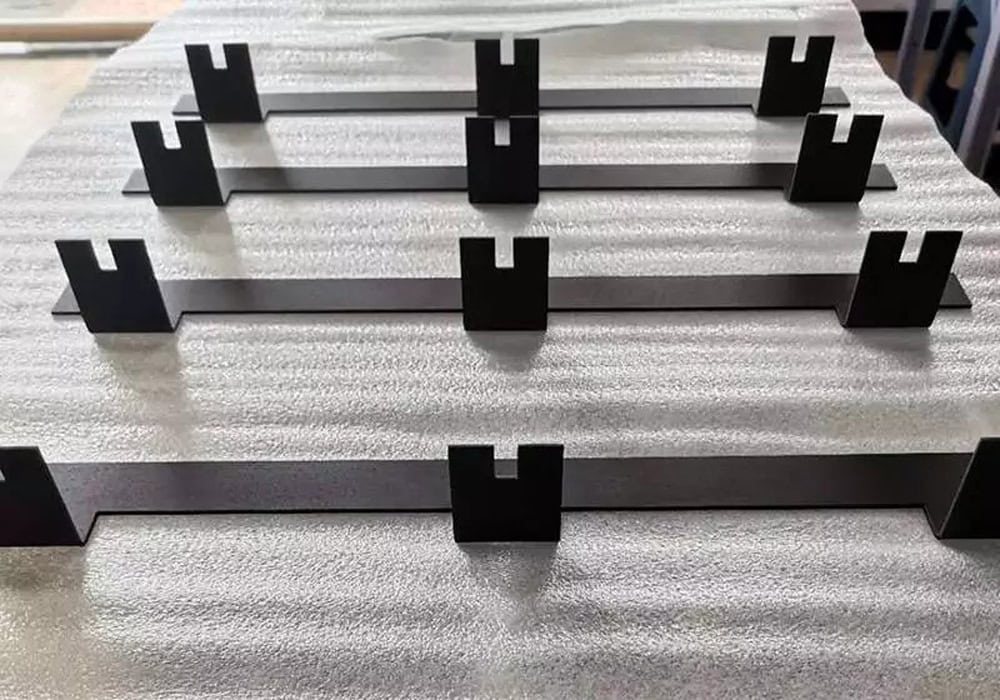
Iridium-Tantalum Geometric Anode
Wstitanium offers OEM/ODM solutions tailored to your electrochemical application, adhering to ISO19097, ISO18555, AMPP, and RoHS standards. Iridium-tantalum geometry anodes are available to match different media, temperatures, and current densities. Single-sided/double-sided welding is supported.
- pH: 1-14
- 23 Formulations Developed
- Operating Current: ≤5000A/m²
- Medium Temperature: -20℃-120℃
- Customized Fluoride Ion Resistant
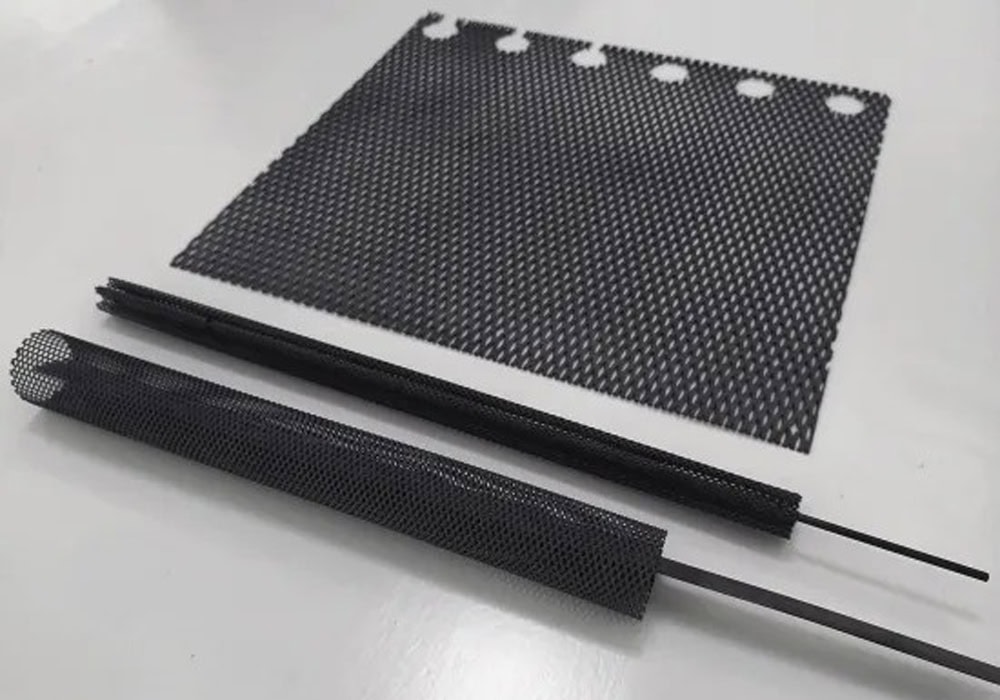
Custom Iridium-Tantalum Anode
Wstitanium’s core advantage lies in its full-scenario non-standard customization capabilities. Based on CAD drawings, we customize Ir-Ta MMO titanium anodes of various complex shapes and special structures to meet the needs of special electrolytic cells and special corrosion protection scenarios.
- MOQ=1
- Precision tolerance: ±0.02mm
- For Various Electrochemical Applications
- Customized Iridium-Tantalum Molar Ratio
- For disc, grid, spiral, U-shaped, L-shaped, etc.
Full Range of Ir-Ta MMO Titanium Anodes For Application
MMO iridium-tantalum-titanium anodes, with their exceptional overall performance, have been widely used in dozens of industrial fields, including cathodic protection, electrometallurgy, electroplating, water treatment, and new energy. They have become one of the preferred anode materials for various extreme electrochemical applications.
For Cathode Protection
In soil, fresh water, and seawater, the consumption rate of iridium-tantalum-titanium anodes is only 10⁻⁸ g/A・h, with a lifespan of 20-40 years. Flexible anodes can support current densities of 20-1000 mA/m, achieving a protection efficiency of over 99%.

For Electrolytic Refining
Electrolysis takes place in a sulfate system and is an oxygen evolution reaction. The oxygen evolution overpotential of iridium-tantalum-titanium anodes is 0.3-0.5V lower than that of lead dioxide anodes, resulting in a 10%-20% reduction in cell voltage and a 10%-20% reduction in power consumption.
For Electrolytic Copper Foil
Electrolytic copper foil is produced in a high-temperature (40-60℃) high-concentration copper sulfate + sulfuric acid electrolyte. Iridium-tantalum-titanium anodes do not release impurities, ensuring copper foil thickness deviation within ±1μm. Lifespan is 3-5 years.
For Hard Chrome Plating
Hard chrome plating solutions are high-concentration chromic anhydride + sulfuric acid solutions. The temperature is typically 50-60℃. Iridium-tantalum-titanium anodes significantly reduce chromic acid mist generation and improve the deposition rate. Coating thickness deviation can be controlled within ±2μm.

For PCB Electroplating
Iridium-tantalum-titanium anodes ensure consistently uniform current distribution. They achieve over 80% deep plating capability for micro-vias, perfectly suited for the electroplating requirements of high-end HDI boards, IC substrates, and other precision circuit boards. Yield rates exceed 98%.
For Wastewater Treatment
In electrolysis, iridium-tantalum-titanium anodes efficiently generate hydroxyl radicals, resulting in high degradation efficiency of organic matter. For wastewater containing phenols, cyanides, and benzene compounds, COD removal rates can reach over 95%, and decolorization rates can reach over 99%.
For Sodium Hypochlorite Generation
Sodium hypochlorite is currently the most widely used disinfectant for drinking water and municipal wastewater. The sodium hypochlorite solution generated by the iridium-tantalum-titanium anode is of high purity, free of impurities, and fully meets the hygiene requirements for drinking water disinfection.

For Seawater Desalination
Iridium-tantalum-titanium anode electrolysis generates strong oxidizing agents such as hypochlorous acid and hydroxyl radicals, which effectively kill bacteria, algae, and microorganisms in seawater, preventing biofouling and scaling in seawater desalination equipment and circulating water systems.
For Electrochemical Synthesis
Iridium-tantalum-titanium anodes have been widely used in various organic electro-oxidative synthesis reactions, such as glucose oxidation to gluconic acid, alcohol oxidation to aldehydes/ketones, olefin epoxidation, and aromatic compound oxidation.

For Pharmaceutical
Iridium-tantalum-titanium anodes are used in the green electrolytic synthesis of pharmaceutical intermediates, antibiotics, vitamins, and other drugs, as well as in the advanced treatment of pharmaceutical wastewater.

For Water Electrolysis
Iridium-tantalum-titanium anodes are the core anode material in proton exchange membrane (PEM) water electrolysis hydrogen production cells and are the preferred electrode for acidic water electrolysis hydrogen production. They achieve hydrogen production with a purity of over 99.99%.

For Electrophosphating
Under standard electrophosphating conditions (pH 3-4, 50℃-60℃, current density 3000-10000 A/m²), the corrosion rate of the iridium-tantalum-titanium anode is less than 0.01 mm/year. The uniformity deviation of the phosphating film thickness is within ±1%.
Customized Iridium-Tantalum-Titanium Anode Solutions
Wstitanium is a renowned custom manufacturer in China specializing in iridium-tantalum-titanium anodes. Our developed iridium-tantalum formulations and advanced coating technologies enable us to offer comprehensive customization services, including the shape, size, coating thickness, and composition ratio of titanium anodes. The secret to custom titanium anodes lies in: operating conditions determine the dielectric, the dielectric determines the coating, the current determines the structure, and the precious metal load determines the lifespan.
1. Dominant Reaction
The primary prerequisite for customizing an anode is clearly defining the dominant conductive chemical reaction in your operating conditions. This is the core basis for selecting the coating system:
Oxygen Evolution Reaction (OER)
For applications such as cathodic protection, sulfuric acid electrowinning, electroplating, wastewater treatment, and organic electrolytic synthesis, IrO₂-Ta₂O₅ coatings are the preferred choice. This is the gold standard for oxygen evolution environments.
Chlorine Evolution Reaction (CER)
For applications such as brine electrolysis, sodium hypochlorite generators, and seawater treatment, IrO₂-Ta₂O₅ or RuO₂-IrO₂-TiO₂ coatings can be selected, depending on chloride ion concentration, operating parameters, etc.
Mixed Reactions
For applications involving both oxygen and chlorine evolution reactions, such as high-salinity wastewater and seawater treatment, Wstitanium can customize Ir-Ta-Ru composite coatings to balance the catalytic performance and stability of both reactions.
2. Operating Parameters
Operating parameters are fundamental to anode selection, determining the coating formulation, load, and structural design. Wstitanium requires the following core parameters to provide an accurate selection solution:
Medium
- pH value
- Medium type
- Medium Concentration
- Chloride ion content
- Sulfuric Acid/Hydrochloric Acid
- Fluoride Ion Content
- Organic Content
- Impurities
Other
- Operating Temperature
- Maximum impact temperature
- Operating current density
- Maximum impact current density
- Installation space
- Electrolytic cell dimensions
- Installation location
- Anode shape
Special Reminders:
1. Fluoride ion concentrations exceeding 5 ppm will damage the passivation film on the titanium substrate. A fluoride-resistant titanium alloy substrate and coating formulation must be used.
2. The higher the anode design life, the higher the precious metal loading.
3. Reverse current severely damages the oxide coating on the anode, significantly shortening its lifespan. In applications with reverse current, a reverse current-resistant coating formulation must be used, and a reverse current protection device must be installed.
| Performance Parameter ↕ | Iridium-Tantalum Titanium Anode (Recommended) ↕ | Iridium-Ruthenium Titanium Anode ↕ | Lead Dioxide Titanium Anode ↕ | Platinum-Titanium Anode ↕ | Lead Anode ↕ | Graphite Anode ↕ |
|---|---|---|---|---|---|---|
| Oxygen Evolution Overpotential (1A/dm², 1mol/L H₂SO₄, vs. SHE) | 1.45V, overpotential 0.22V (Best) | 1.52V, overpotential 0.29V | 1.70V, overpotential 0.47V | 1.55V, overpotential 0.32V | 1.65-1.75V, overpotential 0.42-0.52V | ≥1.70V, overpotential ≥0.47V |
| Chlorine Evolution Overpotential (1A/dm², Saturated NaCl, vs. SHE) | 1.38V, overpotential 0.02V | 1.32V, overpotential 0.04V (Best) | 1.55V, overpotential 0.19V | 1.36V, overpotential 0.00V | 1.70V, overpotential 0.34V | 1.65V, overpotential 0.29V |
| Current Efficiency (Oxygen Evolution) | 90%-95% | 80%-90% | 75%-85% | 85%-98% (Best) | 70%-80% | 65%-75% |
| Current Density | 0.5-50A/dm² | 0.5-30A/dm² | 1-20A/dm² | 0.5-100A/dm²(Best) | 1-10A/dm² | 1-5A/dm² |
| pH Range | 0-14 (Full Range) | 0-12 | 0-7 | 0-14 (Full Range) | 0-3 (Strongly Acidic) | 0-12 |
| Service Life | 15000-30000h (Longest Lifespan) | 8000-15000h | 5000-10000h | 10000-30000h | 2000-5000h | 500-2000h |
| Coating Wear Rate | 10⁻⁸-10⁻⁹g/A·h (Lowest Wear) | 10⁻⁷-10⁻⁸g/A·h | 10⁻⁶-10⁻⁷g/A·h | 10⁻⁷-10⁻⁸g/A·h | 10⁻⁴-10⁻⁵g/A·h | 10⁻³-10⁻⁴g/A·h |
| Coating-Substrate Bonding Strength | ≥20MPa | ≥20MPa | ≥15MPa | ≥25MPa (Highest) | – (Monolithic Structure) | – (Monolithic Structure) |
| Dimensional Stability | Excellent (Best) | Excellent (Best) | Good | Excellent (Best) | Poor, dimensional change rate > 5% | Extremely Poor |
| Mechanical Strength | High | High | Medium | High | Medium | Low, high brittleness |
| Reverse Current Resistance | Medium | Medium | Extremely Poor | Good | Good | Poor |
| Initial Cost | Medium-High | Medium | Low | Extremely High | Low | Extremely Low |
| Total Lifecycle Cost | Low (Best Value) | Low (Best Value) | Medium | Medium | Highest | High |
| Environmental Performance | Excellent (Best) | Excellent (Best) | Medium, lead pollution risk | Excellent (Best) | Extremely Poor, severe lead pollution | Medium, carbon powder contaminates electrolyte |
| Applications | Various extreme oxygen-dominant conditions: electrometallurgy, hard chrome plating, wastewater treatment, cathodic protection, PEM water electrolysis hydrogen production, etc. | Chlorine-dominant conditions: chlor-alkali industry, sodium hypochlorite production, seawater desalination, etc. | Low-concentration organic wastewater treatment, non-ferrous metal electrowinning, and other low-cost scenarios | Precision electroplating, laboratory research, low-current density cathodic protection, etc. | Traditional non-ferrous metal electrowinning, simple electrolysis scenarios | Traditional chlor-alkali industry, simple electrolysis scenarios |
3. Selecting the Appropriate Anode Shape
Choose the appropriate substrate material and shape based on the operating conditions. For most conventional applications, ASTM Grade 1/Grade 2 high-purity titanium is sufficient. Grade 1 is suitable for mesh and belt products requiring bending and stamping. Grade 2 is suitable for plate, rod, and tube products requiring structural strength. If the operating conditions involve high temperature, high pressure, and high structural strength requirements, Grade 5 titanium alloy (Ti-6Al-4V) can be selected. If the electrolyte contains fluoride ions, select ASTM Grade 7 (Ti-0.2Pd) or Grade 12 (Ti-0.3Mo-0.8Ni). Their resistance to crevice corrosion and fluoride ion corrosion is far superior to pure titanium.
4. Coating Formulation and Precious Metal Loading
Wstitanium customizes and optimizes the molar ratio of IrO₂ to Ta₂O₅ (3:7~9:1), while adding components such as RuO₂, TiO₂, SnO₂, and Sb₂O₅ to create a customized composite coating that meets the specific needs of different operating conditions.
1. An Ir:Ta = 7:3 molar ratio formulation balances catalytic activity and stability, making it the most versatile formulation.
2. For long-life cathodic protection applications: Increase the Ta content to improve the coating’s corrosion resistance and stability, reduce consumption rate, and achieve a design life of over 30 years.
3. For high current density applications: Increase the Ir content to enhance electrocatalytic activity, reduce overpotential, and achieve lower energy consumption.
4. For extreme conditions such as fluorine-containing and high-temperature applications: Wstitanium’s independently developed fluorine-resistant and high-temperature-resistant formulation, with the addition of special stabilizers, enhances the coating’s resistance to extreme environments.
Precious metal loading is a key parameter determining anode lifespan. Wstitanium provides precious metal loading recommendations based on operating conditions and design lifespan.
| Precious Metal Loading | Lifespan | Applicable Working Conditions |
|---|---|---|
| 5~10 g/m³ | 1~3 Years | Short-term tests, low current density conditions, temporary anti-corrosion projects |
| 10~20 g/m³ | 3~10 Years | Conventional electroplating, wastewater treatment, sodium hypochlorite generators, small and medium-sized cathodic protection projects |
| 20~30 g/m³ | 10~20 Years | Hydrometallurgical electrowinning, hard chromium plating, cathodic protection for large storage tanks/pipelines, industrial wastewater treatment |
| 30~50 g/m³ | 20~30 Years | Long-distance pipelines, nuclear power/power plant cooling systems, anti-corrosion for cross-sea bridges/airport runway concrete, electrolysis systems under extreme working conditions |
Note: The above are recommended values for normal operating conditions. If the operating conditions include high temperature, high impurity content, intermittent operation, etc., the load needs to be increased accordingly. The specific values should be calculated by the engineering team of Wstitanium.
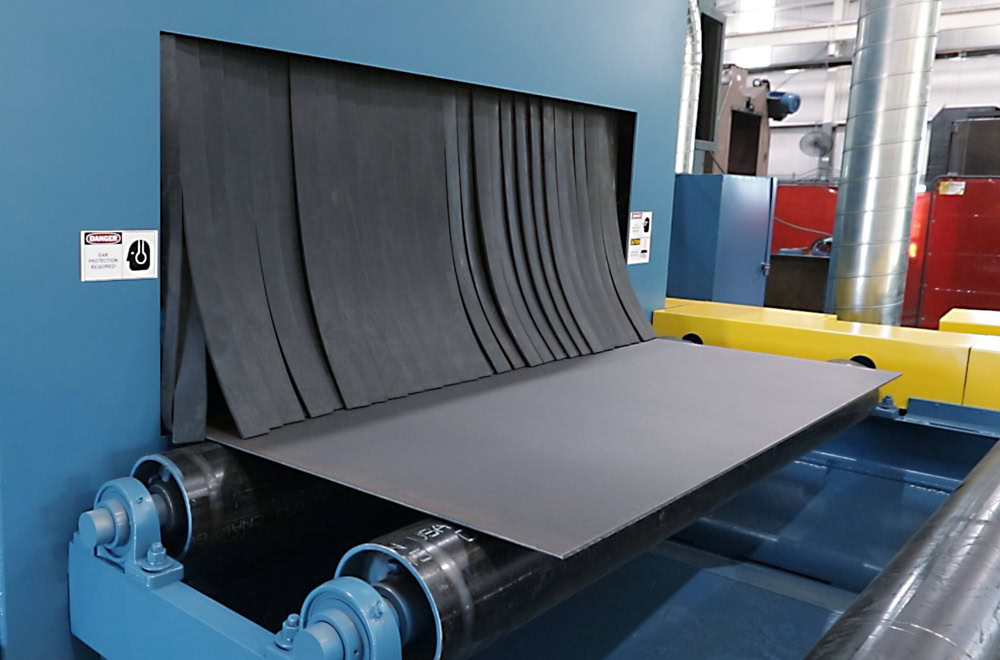
Manufacturing
Mechanically polish the titanium substrate to remove the titanium substrate oxide layer, oil and other impurities to make the surface smooth and clean. Next, use acid etching to further clean and increase the roughness to improve the adhesion of the coating. Prepare the coating liquid, dissolve the iridium and tantalum compounds in an organic solvent in proportion, add additives and stir evenly. Then apply the coating liquid evenly on the surface of the substrate by brushing, spraying, etc., and dry each layer after application. After thermal decomposition and curing, put the coated substrate in a high-temperature furnace to convert the compound into an iridium tantalum oxide coating at 500°C and a specific atmosphere. To ensure thickness and performance, the coating and curing steps need to be repeated many times.

Select Titanium Substrate
Preferred materials are ASTM Gr1 or Gr2 pure titanium (purity >99.5%). Gr5 titanium is used for high-load, highly corrosive conditions. For conditions involving fluoride ions, Grade 7 (Ti-0.2Pd) or Grade 12 (Ti-0.3Mo-0.8Ni) should be selected.

Forming
CNC machining centers, laser cutting/bending machines, etc., are used for drilling, tapping, bending, turning, milling, etc., according to drawings. Tolerance ≤ ±0.05mm. Weld strength ≥ 90% of the base material strength. Surface roughness Ra ≤ 1.6μm.
Sand Blasting
Brown fused alumina sand of 80-120 mesh is used to vertically and uniformly blast the surface of the titanium substrate under compressed air pressure of 0.4-0.6 MPa. The surface roughness Ra is controlled at 5-10 μm. This improves the adhesion between the coating and the substrate.

Leveling / Annealing
For large substrates, a 5%–10% sodium hydroxide + sodium phosphate composite degreaser is used, and the substrate is immersed at 60–80°C for 10–20 minutes. After degreasing, the surface is rinsed with deionized water to remove any residual alkaline solution.

Pickling
Oxalic acid etching involves immersing the degreased titanium substrate in an 8%–15% (w/w) oxalic acid solution and etching at a constant temperature of 85–100°C (slight boiling) for 60–90 minutes.

Liquid Preparation
Mix compounds of precious metals such as iridium and tantalum with specific solvents, additives, etc. in a certain proportion to prepare a uniform coating solution.

Coating
Brush the coating solution evenly onto the surface of the titanium substrate. No impurities or dust should be contaminated.

Drying
Repeat the process of brushing, drying, heating and cooling. The coating liquid reacts fully with the substrate to form an active coating.

Quality Inspection
The size, appearance, coating adhesion, electrical properties, etc. of the titanium anode are inspected and accepted item by item.
Quality Inspection
After completing the customized design, samples are made and rigorously tested. The sample manufacturing technology and quality are strictly controlled to ensure that the performance of the sample meets the design requirements. Quality testing includes electrochemical performance testing, corrosion resistance testing, mechanical performance testing, etc. After the sample passes the quality inspection, mass production will be carried out. Wstitanium also need to record and analyze the data during the production process in order to promptly discover and solve quality problems and ensure the consistency and stability of product quality.
| Test Items | Test Conditions | Qualification |
| Combining Power | 3M adhesive tape | No black marks on the tape |
| Bend 180° on Φ12mm round shaft | No peeling at the bend | |
| Uniformity test | X-Ray Fluorescence Spectrometer | ≤15% |
| Coating thickness | X-Ray Fluorescence Spectrometer | 8-12μm |
| Chlorination potential | 2000A/m2, Saturation NaCl,25±2℃ | ≤1.13V |
| Analytical chlorine polarization rate | 200/2000A/m2, Saturation NaCl,25±2℃ | ≤40mV |
| Enhanced Lifespan | 20000A/m2,1mol/L H2SO4,40±2℃ | ≥700h(Ir+Ta 15g) |
| Intensive weightlessness | 20000A/m2,8mol/L NaOH,95±2℃, electrolysis 4h | ≤10mg |
FAQ
MMO Iridium-Tantalum-Titanium Anode, also known as a Mixed Metal Oxide Iridium-Tantalum Coated Titanium Anode or Size Stable Anode (DSA®), is a high-end core electrode material in industrial electrolysis. It uses high-purity Gr1/Gr2 titanium conforming to ASTM B265 standards as the substrate, and sintersects a nano-scale IrO₂-Ta₂O₅ (iridium dioxide – tantalum pentoxide) composite catalytic coating on the titanium substrate surface using high-temperature thermal decomposition technology. It is globally recognized as the benchmark anode material for strongly acidic, high-current-density oxygen evolution conditions. The core technology originates from the patent system of De Nora, the global leader in electrochemistry and the inventor of the DSA anode.
DSA stands for Dimensionally Stable Anode. Invented in 1965 by the Italian company De Nora, it specifically refers to an insoluble anode with a titanium substrate and a surface coating of noble metal oxides for catalytic action. Its core characteristics are that it does not deform during electrolysis, maintains stable catalytic activity, and exhibits extremely high corrosion resistance.
Iridium-tantalum-titanium anodes represent the core category of DSA anodes, boasting the highest technological barriers and adaptability to the most extreme operating conditions. Specifically optimized for the oxygen evolution reaction (OER), it is a key upgrade product in DSA anodes, replacing traditional lead and graphite anodes.
The core principle is the synergistic effect of iridium and tantalum.
Catalytic effect: IrO₂ is one of the optimal catalysts for the oxygen evolution reaction (OER) in acidic environments. At a current density of 1 A/dm², its oxygen evolution overpotential is only 0.22V, far lower than that of traditional lead and graphite anodes, significantly reducing the electrolytic cell voltage and energy consumption.
Stability: Ta₂O₅ possesses extremely strong chemical inertness and corrosion resistance, forming a stable solid solution structure with IrO₂, inhibiting the dissolution of the active iridium component in acidic environments.
The core basis is ASTM B265-22, “Standard Specification for Titanium and Titanium Alloy Sheets, Plates and Strips,” and Chinese GB/T 3620.1-2016, “Titanium and Titanium Alloys: Grades and Chemical Compositions”:
Corrosion Resistance: Gr1/Gr2 pure titanium can form a stable titanium dioxide passivation film in acidic and oxidizing electrolytes, exhibiting corrosion resistance far superior to titanium alloys such as Gr5, preventing anodic failure caused by electrolyte erosion of the substrate.
Coating Adhesion: After sandblasting and acid pickling, the pure titanium substrate exhibits stronger adhesion to the iridium-tantalum oxide coating, reaching ≥25MPa. Alloying elements in titanium alloys can cause porosity and cracking during coating sintering, significantly reducing adhesion.
Conductivity: Gr1/Gr2 pure titanium has lower resistivity and more stable conductivity, reducing ohmic voltage drop during electrolysis and further lowering energy consumption.
Under standard test conditions (1 A/dm², 1 mol/L H₂SO₄, vs. SHE), the oxygen evolution potential of the Wstitanium iridium-tantalum-titanium anode is 1.45 V, with an oxygen evolution overpotential of only 0.22 V.
It has significant advantages compared to other mainstream anodes:
The overpotential is 0.2-0.3 V lower than that of lead anodes, resulting in a 15%-20% reduction in electrolytic cell voltage and directly reducing energy consumption.
The overpotential is 0.25 V lower than that of lead dioxide-titanium anodes, reducing energy consumption by more than 20%.
The overpotential is more than 0.25 V lower than that of graphite anodes, while avoiding the dissolution and loss problems associated with graphite anodes.
Iridium-tantalum-titanium anodes are stably compatible with electrolyte environments across the entire pH range of 0-14. They are among the very few industrial anodes currently available that can simultaneously withstand strong acids, strong alkalis, and neutral media.
Strong acid environment: They can operate stably for extended periods in strong oxidizing acids such as chromic acid, sulfuric acid, and nitric acid at pH 0-3 without coating dissolution or substrate corrosion.
Alkaline environment: They can operate stably in strongly alkaline electrolytes at pH 12-14, while lead dioxide anodes will rapidly fail in environments with pH > 6.
Neutral environment: They also exhibit excellent stability in seawater and neutral salt solutions, making them suitable for cathodic protection, seawater desalination, and other applications.
The rated operating current density range of iridium-tantalum-titanium anodes is 0.5-50 A/dm². This is one of the widest current density adaptability ranges among industrial anodes currently available.
Lead anodes have a rated current density of only 1-10 A/dm²; exceeding this limit will cause rapid deformation and dissolution.
Graphite anodes have a rated current density of only 1-5 A/dm²; high currents will cause rapid slagging and wear.
Ruthenium-iridium-titanium anodes have a rated current density of 0.5-30 A/dm²; high currents significantly increase the coating wear rate.
Under specially customized conditions, iridium-tantalum-titanium anodes can withstand current surges of up to 100 A/dm² for short periods.
Accelerated life testing (also called accelerated life testing) is the core standard method in the industry for evaluating the service life and coating stability of iridium-tantalum-titanium anodes. The currently globally accepted authoritative standard is ISO 19097-2:2018, “Accelerated life test method for mixed metal oxide anodes for cathodic protection”.
The industry-standard test conditions are:
Electrolyte: 1 mol/L H₂SO₄ sulfuric acid solution;
Test current density: 2 A/dm² (10 A/dm² for some stringent tests);
Test temperature: Room temperature (25±2℃);
Failure determination: When the cell voltage increases by 1.5V from the initial value, the anode is considered to have failed. The cumulative electrolysis time is the accelerated life.
Under standard test conditions, the accelerated life of iridium-tantalum-titanium anodes is ≥1500 hours, corresponding to a service life of 15,000-30,000 hours under actual operating conditions.
Under rated operating conditions, the actual service life of an iridium-tantalum-titanium anode can reach 15,000-30,000 hours, which is 5-10 times that of a lead anode and 15-30 times that of a graphite anode.
Core factors affecting anode service life (ranked by degree of impact):
Fluoride ion content in the electrolyte: Fluoride ions damage the passivation film of the titanium substrate, leading to rapid substrate corrosion and coating peeling, making it the most critical factor affecting service life.
Operating current density: For every doubling of current density, the coating wear rate increases by 3-5 times. Operating above the rated current will significantly shorten the service life.
Electrolyte temperature: For every 10°C increase in electrolyte temperature, the coating corrosion rate increases by approximately 2 times. Long-term operation above the temperature will accelerate failure.
Reverse current: Frequent reverse current supply and failure to disconnect power during shutdown will cause the oxides in the coating to be reduced, resulting in coating peeling and failure.
Mechanical damage: Bumps and friction during installation and use can damage the surface coating, leading to rapid local failure.
Fluoride ions will cause severe and irreversible damage to the iridium-tantalum-titanium anode. This conclusion has been confirmed by the authoritative paper “Degradation of Iridium-Tantalum Oxide-Coated Titanium Anodes in Fluorinated Sulfuric Acid Solution” from the University of Arizona.
Corrosion Mechanism of Fluoride Ions: Fluoride ions penetrate the coating pores and react with the passivation film (TiO₂) on the titanium substrate surface to form soluble fluoride-titanium complexes, destroying the passivation film. This leads to rapid corrosion of the titanium substrate and blistering and peeling of the coating. Simultaneously, fluoride ions also react with IrO₂ and Ta₂O₅ to form soluble products, accelerating the loss of active components.
Maximum Permissible Content: Under normal operating conditions, it is recommended that the fluoride ion content in the electrolyte be ≤5 ppm. Exceeding this concentration will significantly accelerate anode failure.
When the fluoride ion concentration reaches 1 ppm, the accelerated life of the iridium-tantalum-titanium anode can be reduced by 82%.
If the fluoride ion content in the operating conditions exceeds 50ppm, a special anti-fluoride coating anode needs to be customized, as ordinary iridium-tantalum-titanium anodes cannot operate stably for a long time.
The industry standard for the adhesion between the coating and the substrate of iridium-tantalum-titanium anodes is ≥20MPa, while the adhesion of Wstitanium iridium-tantalum-titanium anodes is consistently above 25MPa.
Substrate Pretreatment: The titanium substrate is first roughened by brown corundum blasting, followed by high-temperature oxalic acid etching to form a uniform micro-rough surface, increasing the contact area between the coating and the substrate and providing mechanical anchoring for the coating.
Coating Formulation Optimization: The industry-standard 7:3 optimal iridium-tantalum ratio is used. Coating is performed using a nanoscale precursor solution to ensure uniform coating composition and a metallurgical bond with the titanium substrate, rather than simple physical adhesion.
High-Temperature Sintering: Gradual high-temperature sintering at 480-520℃ is employed. Each coating layer is sintered once, repeated 10-20 times, to ensure a strong chemical bond between the coating and the titanium substrate, while simultaneously eliminating internal stress in the coating and preventing cracking and peeling during use.
No, a higher iridium content is not necessarily better.
The industry-recognized optimal molar ratio for iridium-tantalum coatings is Ir:Ta = 7:3. At this ratio, IrO₂ and Ta₂O₅ form a stable rutile solid solution structure, balancing catalytic activity and lifespan.
If the iridium content is too high, the stabilizing effect of Ta₂O₅ in the coating will be insufficient. The coating will dissolve rapidly in acidic environments, reducing lifespan and significantly increasing costs.
If the iridium content is too low, the catalytic activity of the coating will be insufficient, leading to an increased oxygen evolution overpotential, a significant increase in electrolysis energy consumption, and a decrease in current efficiency.
Wstitanium can customize the optimal iridium content and coating thickness according to actual operating conditions, ensuring lifespan while controlling costs for you.
The iridium-tantalum-titanium anode has a moderate reverse current resistance. This performance meets the specifications in the technical white papers of industry leaders such as DeNora and Taijin New Energy.
The damage mechanism of reverse current to the anode: When a reverse current flows through the anode, the electrode polarity reverses. The iridium-tantalum-titanium anode becomes the cathode. The IrO₂ and Ta₂O₅ oxides on the surface are reduced to metallic elements, destroying the solid solution structure of the coating, leading to coating cracking, blistering, and peeling. Simultaneously, the titanium substrate surface absorbs hydrogen, causing hydrogen embrittlement and leading to substrate cracking.
Recommendation: Prolonged reverse current flow is strictly prohibited. The reverse current density must not exceed 10% of the rated operating current.
When shutting down the electrolytic cell, the power supply must be disconnected first, and then the electrolyte circulation must be stopped to avoid reverse current generation.
If frequent reverse current occurs in the operating conditions, anodes with a special reverse current-resistant coating can be customized.
Iridium-tantalum-titanium anodes, with their core advantages of full pH compatibility, low oxygen evolution overpotential, ultra-long lifespan, and strong corrosion resistance, have become one of the preferred materials for high-end electrolysis applications worldwide.
Electroplating Industry: Hard chrome plating, decorative chrome plating, aluminum foil formation, precious metal plating, precision electroplating of electronic components, etc.
Environmental Protection Industry: Industrial organic wastewater treatment, heavy metal wastewater treatment, landfill leachate treatment, advanced electrochemical oxidation processes (AOPs).
Electrometallurgical Industry: Electrowinning of non-ferrous metals such as copper, nickel, cobalt, and zinc, electrolytic refining, hydrometallurgy, precious metal recovery.
New Energy Industry: PEM proton exchange membrane water electrolysis for hydrogen production, water electrolysis for oxygen production, hydrogen energy supporting equipment.
Corrosion Protection Industry: Impressed current cathodic protection for seawater, soil, and freshwater environments; corrosion protection for ships, docks, pipelines, and storage tanks.
Other industries: electrolytic synthesis, recycling of PCB etching solution, color-coated board production line, electrolytic polishing, etc.
5 core dimensions for quickly judging anode quality:
1. Coating appearance: High-quality anodes have a uniform coating color, appearing deep black or grayish-black. The surface is free of pinholes, bulges, cracks, exposed titanium, and obvious color differences. Inferior anodes have uneven coating color, pinholes, bulges, and localized exposed titanium.
2. Enhanced Life Test Report: Manufacturers are required to provide an enhanced life test report from a third-party authoritative institution or their own laboratory. Under standard testing conditions, the enhanced life of a high-quality anode is ≥1000 hours; those below 500 hours are considered inferior products.
3. Titanium Substrate: High-quality anodes use high-purity TA1/TA2 titanium conforming to ASTM B265 standards. Inferior anodes use recycled titanium or titanium alloys, which have high impurity content, poor corrosion resistance, and are prone to passivation failure.
4. Coating Adhesion: The coating adhesion of high-quality anodes is ≥20MPa, which can be easily verified through cross-cut adhesion testing and bending tests. A qualified anode will not peel off or crack after bending. Inferior anodes will have large areas of coating peeling off after bending.
5. Don’t just focus on low prices: The core cost of iridium-tantalum-titanium anodes is the precious metal iridium. Products priced far below the market average inevitably have insufficient iridium content and substandard coating materials, resulting in a significantly shortened lifespan.