Mixed Metal Oxide Anodes Suppliers & Manufacturers In China
The mixed metal oxide anodes manufactured by Wstitanium are widely used in many important fields such as chlor-alkali industry, wastewater treatment, metal corrosion protection, electroplating, marine engineering, etc. due to their excellent performance.
- Iridium Coating
- Platinum Coating
- Ruthenium Coating
- Plate, Mesh, Tube, Customized
- For Electroplating
- For Sewage Treatment
- For Electrolysis of Water
- For Chlor-alkali Industry

Your Trusted Supplier of Mixed Metal Oxide (MMO) Anodes
Mixed Metal Oxide (MMO) anodes play an indispensable role in many industries due to their outstanding properties, such as high catalytic activity, good stability and low resistance. Wstitanium has set an industry benchmark in the field of mixed metal oxide anode manufacturing with its superb technology, strict quality control and continuous innovation capabilities, and is your trusted partner and supplier.

Using titanium (Ti) as the substrate, the active coating of ruthenium (Ru) oxide is coated. Ruthenium-based MMO anode has excellent catalytic activity for chlorine evolution reaction, making it one of the preferred anodes in the chlor-alkali industry.

The titanium substrate is used, and the active coating mainly contains IrO₂. The iridium-based MMO anode exhibits excellent performance in oxygen evolution reaction, with low oxygen evolution overpotential and good stability.

The titanium substrate is coated with a coating containing platinum (Pt) or platinum alloy (such as Pt-Ir alloy). It exhibits excellent catalytic performance for hydrogen evolution, oxygen evolution, oxidation of small organic molecules, etc.
Chlor-Alkali MMO Anode
The chlor-alkali industry MMO anode needs to have high chlorine evolution catalytic activity, low overpotential, good stability and long service life. It is usually a ruthenium or ruthenium-iridium composite coating to achieve chlorine gas precipitation with low energy consumption.

Wastewater Treatment MMO
The MMO anode for wastewater treatment needs to have good electrocatalytic oxidation performance. The iridium-ruthenium composite MMO anode can make the color removal rate of wastewater reach more than 95% and the COD removal rate reach more than 80%.

Metal Anti-Corrosion MMO
MMO anode for metal anti-corrosion is mainly used in sacrificial anode cathodic protection and impressed current cathodic protection systems, with stable current output, high driving voltage and good corrosion resistance. Ruthenium or ruthenium-titanium composite coatings are often used.

Plate MMO Anode
Plate MMO anode is a flat plate structure with metal (such as titanium, tantalum) as the substrate and coated with metal oxide (such as RuO₂, IrO₂), providing a large effective surface area, suitable for scenes requiring uniform current density (such as electrolytic cells, metal electrodeposition).

Tubular MMO Anode
Tubular MMO anode is a cylindrical structure formed by coating a metal oxide coating on the surface of a metal tube (such as a titanium tube). The symmetrical structure allows the current to be evenly dispersed in all directions, which is suitable for scenes requiring a three-dimensional current field.

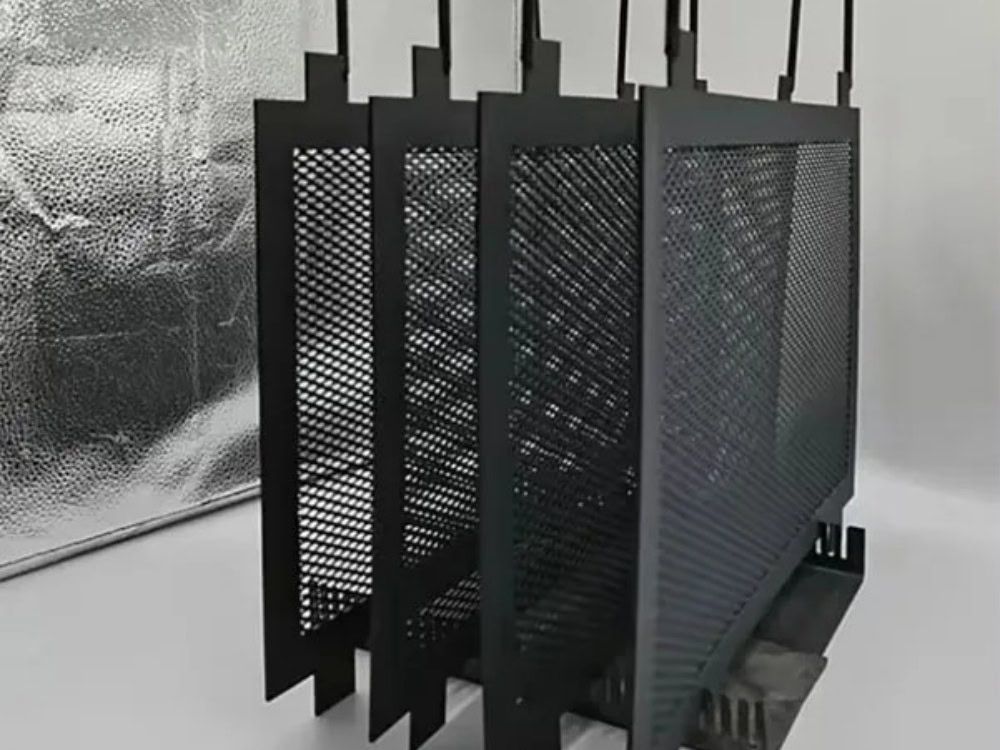
Mesh MMO anode
Mesh MMO anode is a mesh structure formed by weaving or laser cutting metal wires and coated with metal oxides. The mesh structure significantly reduces weight and provides more active sites, which is suitable for scenes requiring efficient mass transfer (such as electrocatalytic degradation of pollutants).
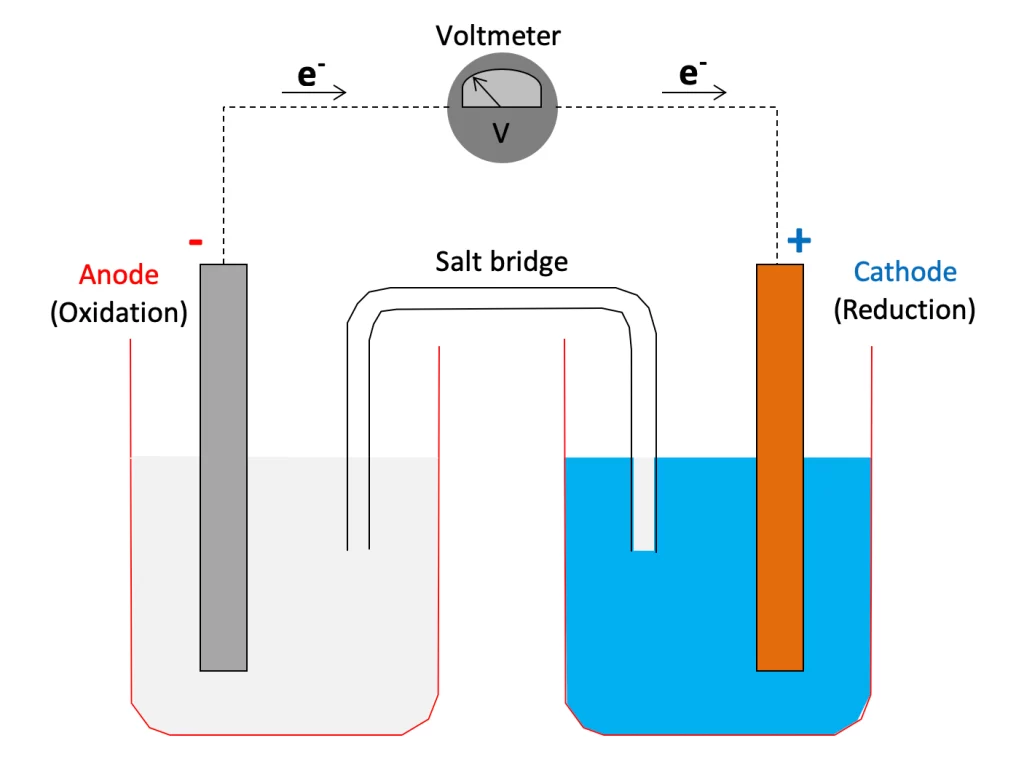
How Do Mixed Metal Oxide Anodes Work?
The reason why the MMO anode has shown excellent performance in many fields is due to its unique working principle. It uses metals such as titanium and tantalum as the substrate, and the mixed metal oxide coating coated on its surface, such as RuO₂, IrO₂, etc., is the core functional layer of the MMO anode. These metal oxides can selectively catalyze specific redox reactions.
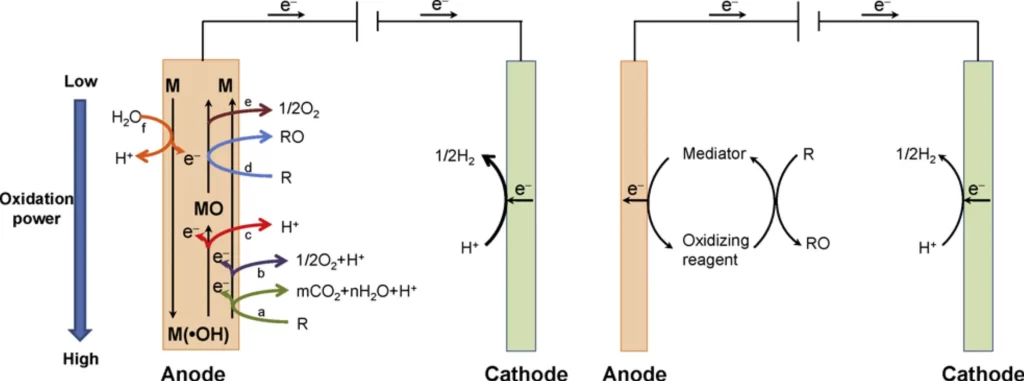
Electrolysis
During the electrolysis process, the MMO anode acts as an inert anode and does not participate in its own consumption. Instead, it catalyzes the oxidation reaction of anions (such as Cl⁻, OH⁻) in the electrolyte through the coating:
- Chlorine evolution reaction: 2Cl⁻ → Cl₂↑ + 2e⁻
(For chlor-alkali industry)
- Oxygen evolution reaction: 4OH⁻ → O₂↑ + 2H₂O + 4e⁻
(for water decomposition or sewage treatment)
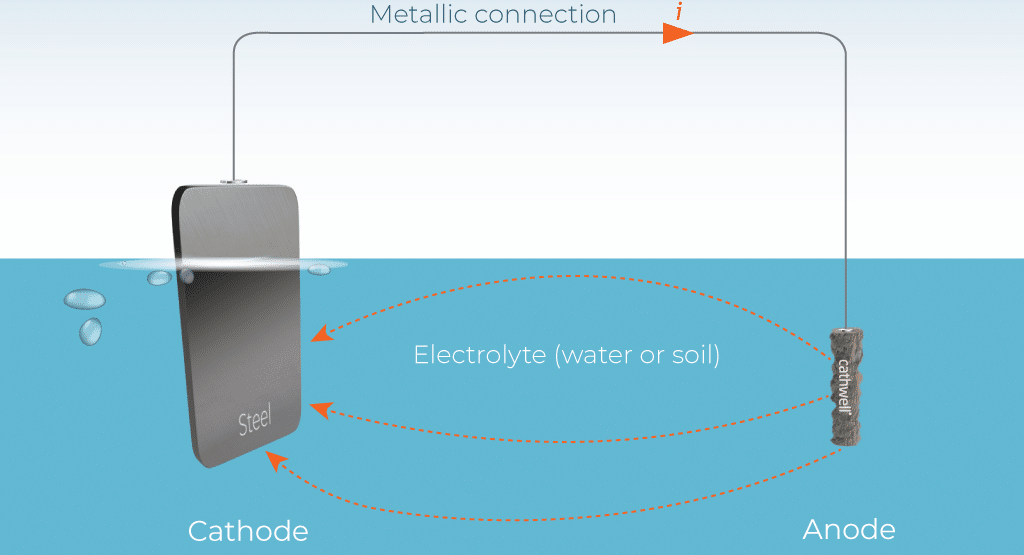
Cathode Protection System
The MMO anode is the core component of the impressed current cathodic protection (ICCP) system. The anode conducts current into the electrolyte (soil, seawater or concrete pore fluid), making the protected metal (such as a pipeline) the cathode. The current released by the anode neutralizes the corrosion microbatteries on the metal surface and inhibits metal oxidation (Fe → Fe²⁺ + 2e⁻). Compared with magnesium alloy sacrificial anodes, the MMO anode has a 3-5 times longer life and an adjustable output current, which is suitable for long-distance linear projects (such as cross-regional oil pipelines).
Advantages of Mixed Metal Oxide (MMO) Anodes
MMO titanium anode has demonstrated excellent performance in many electrochemical fields due to its many advantages such as high electrocatalytic activity, excellent corrosion resistance, long service life, low overpotential and good stability.
- High Electrocatalytic Activity
MMO anode is the key to improving electrocatalytic activity. Taking the chlorine evolution reaction in the chlor-alkali industry as an example, the chlorine evolution overpotential is 0.3-0.5V lower than that of graphite anode.
- Excellent Corrosion Resistance
MMO anode is based on titanium, tantalum and other substrates and has high corrosion resistance. The mixed metal oxide coating coated on its surface effectively resists the erosion of Cl⁻, O₂ and other substrates.
- Long Service Life
High electrocatalytic activity and excellent corrosion resistance work together to give MMO anode a long service life. The service life of MMO anode in the field of cathodic protection can reach 15-25 years (sacrificial anode 3-5 years).
- Low Overpotential
Overpotential is directly related to the energy consumption and efficiency of electrochemical reactions. In the oxygen evolution reaction of water electrolysis to produce hydrogen, the oxygen evolution overpotential of MMO anode is reduced by 0.2-0.3V compared with nickel-based anode.
- Good Stability
MMO anode maintains good stability under different working conditions. Its coating can work continuously at above 100℃. In electrolytes with different pH values, the passivation film can self-adjust to maintain protection of the substrate.
- Uniform Current Distribution
The structural design of the MMO anode allows for uniform current distribution during operation. Uniform current distribution helps improve reaction efficiency, ensure uniform product quality, and avoid local overheating or over-corrosion.
MMO Anode Manufacturing
Thermal decomposition is one of the most classic methods for preparing MMO anodes. The principle is to apply a solution containing metal salts (such as metal chlorides, alkoxides, etc.) on the titanium surface, then decompose the metal salts by heating, and finally form a metal oxide coating on the substrate.
The specific process is as follows: First, the selected metal salt is dissolved in an appropriate organic solvent (such as ethanol, acetone, etc.) to form a uniform solution; then, the solution is applied to the surface of the titanium substrate that has been pretreated (such as polishing, acid etching, etc.) by dipping, spraying or brushing; then, the coated sample is dried at low temperature to remove the solvent; finally, the dried sample is placed in a high-temperature furnace, and the thermal decomposition temperature is usually between 400-600℃. The metal salt gradually decomposes into metal oxides and reacts chemically with the surface of the titanium substrate to form a strong bond.

The MMO anode prepared by thermal decomposition has the advantages of simple process, low cost, and easy large-scale production. The prepared anode coating has good adhesion to the substrate, which can ensure the stability of the anode in the electrochemical process to a certain extent. The MMO anode prepared by this method has been widely used in the chlor-alkali industry, general wastewater treatment and other fields with relatively conventional requirements for anode performance.
MMO Anode Application
MMO anode has been widely used in many fields such as chlor-alkali industry, sewage treatment, cathodic protection, electroplating, etc. due to its many advantages such as high electrocatalytic activity, excellent corrosion resistance, long service life, low overpotential and good stability, and has achieved significant economic and environmental benefits.
Chlor-alkali Industry
In the chlor-alkali industry, chlorine (Cl₂), hydrogen (H₂) and sodium hydroxide (NaOH) are mainly produced by electrolyzing salt water (NaCl solution). The MMO anode catalyzes the oxidation of chloride ions in this process. Its high electrocatalytic activity enables the chlorine evolution reaction to proceed efficiently, while the low overpotential reduces energy consumption. Compared with traditional graphite anodes, the low overpotential characteristics of the MMO anode can reduce the energy consumption of the electrolysis process by 15% – 20%. The MMO anode does not participate in chemical reactions and does not introduce impurities, so the purity of chlorine can reach more than 99.5%. In the highly acidic and oxidizing environment of the chlor-alkali industry, the excellent corrosion resistance of the MMO anode allows it to have a service life of 15-20 years, greatly reducing the number of anode replacements and downtime, and improving production efficiency.

Sewage Treatment
MMO anode is mainly used in processes such as electrocatalytic oxidation and electroflocculation in sewage treatment. The high electrocatalytic activity of MMO anode can promote the oxidation reaction of organic pollutants in water on the anode surface, decomposing them into harmless substances such as carbon dioxide and water. For some difficult-to-degrade organic pollutants, such as printing and dyeing wastewater, pharmaceutical wastewater, etc., the electrocatalytic oxidation of MMO anode can effectively remove the chemical oxygen demand (COD) and color in the wastewater, and improve the biodegradability of the wastewater. Studies have shown that when treating printing and dyeing wastewater, the COD removal rate can reach more than 70% when using MMO anode for electrocatalytic oxidation treatment.

Cathodic Protection
Cathode protection is to inhibit the corrosion of metal by applying cathodic current to the protected metal structure to reduce its potential below the corrosion potential. MMO anode acts as an auxiliary anode in the cathodic protection system to provide stable current output. MMO anode can accurately adjust the output current to meet the cathodic protection needs of metal structures of different sizes and shapes. In harsh environments such as soil and seawater, MMO anode does not need to be replaced frequently, which greatly improves the reliability and effectiveness of the cathodic protection system. MMO anode itself does not contain harmful substances and will not cause environmental pollution during operation.
Electroplating
During the electroplating process, the MMO anode can stably dissolve metal ions in the electroplating solution, providing a continuous metal source for electroplating, and its good conductivity and electrocatalytic activity can ensure the uniform distribution of current density during the electroplating process. The MMO anode can provide a stable current density, making the thickness of the electroplated layer uniform and the surface smooth, reducing plating defects caused by current fluctuations, such as pinholes and pitting. In copper plating, nickel plating, chrome plating and other processes, the use of MMO anodes can improve the quality and performance of the coating and enhance the bonding between the coating and the substrate.

With the continuous advancement of science and technology, MMO anodes have shown broad development prospects in the research and development of new coating materials, structural optimization and innovation, intelligence and multifunctionality, expansion of new application areas, integration with other technologies, and green and sustainable development. In the future, MMO anodes will continue to adapt to the needs of different fields, continuously improve performance, provide strong support for solving key problems in the fields of energy, environment, industrial production, etc., and promote technological progress and sustainable development in related industries.