Platinum Titanium Anodes Manufacturer & Supplier In China
Wstitanium is a Chinese MMO platinum-titanium anode factory. Based on the ISO9001:2015 quality system, we strictly follow international standards such as ASTM and NACE, focusing on the research, development, and innovation of platinum-titanium anodes, continuously optimizing manufacturing technology to improve their quality and performance.
- ISO 9001 Certified
- Factory Direct Supply
- ASTM B265 / ASTM B338
- OEM/ODM Custom Manufacturing
- Rod/Tubular PlatinumAnode
- Basket Platinum Titanium Anode
- Plate Platinum Titanium Anode
- Mesh Platinum Titanium Anode

Reputable Platinum Titanium Anode Supplier-Wstitanium
Platinum titanium anodes, due to their excellent corrosion resistance, high conductivity, good mechanical properties, and outstanding catalytic activity, play an important role in industries such as chlor-alkali industry, wastewater treatment, seawater desalination, electronics industry, chemical pharmaceuticals, new energy, metal refining, cathodic protection, swimming pool disinfection, and food. Wstitanium‘s multi-layer coating pyrolysis technology manufactures platinum-titanium anodes, providing customized electrochemical solutions for 1000+ customers in more than 30 countries worldwide.

Pure Platinum-Titanium Anode
High-purity (99.99%) platinum layer is deposited on the surface of titanium substrate. It exhibits excellent conductivity and is suitable for a pH range of 0-14. It operates stably under high potential and reverse current. In seawater at a current density of 100 A/m², the consumption rate is only 0.01-0.1 mg/A·h. Coating thickness: 0.1 μm-10 μm

Chlorine Evolution Platinum Anode
Extremely low chlorine evolution overpotential (1.12V vs SCE). pH range 0-14, operating current density 0.1-5000A/m², operating temperature ≤80℃. Applications: Sodium hypochlorite generator, chlor-alkali industry, seawater electrolysis, wastewater treatment, chlorine dioxide preparation, etc.

Oxygen Evolution Platinum Anode
Low oxygen evolution overpotential (1.25V vs SCE). Under acidic, high current density conditions, the coating consumption rate is only 1/10 of that of ruthenium-based coatings, and the lifespan is increased by more than 5 times. pH range 0-12, operating current density 0.1-5000A/m², operating temperature ≤80℃.
Composite Coating Platinum Anode
Balances catalytic activity for both chlorine and oxygen evolution reactions. Applicable pH range: 0-14. Extremely strong resistance to high potentials and complex corrosive media. pH range: 0-14. Operating current density: 0.1-10000 A/m². Operating temperature: ≤120℃.

Basket Platinum Anodes
Platinum anode basket is integrally welded and comes in square, round, and rectangular shapes, with support for custom geometric shapes, conductive handles, and mounting lugs. The plating is dense and pinhole-free. Replating with platinum allows for reuse.

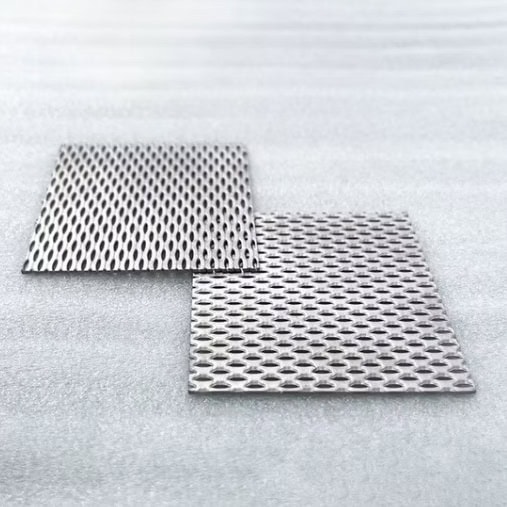
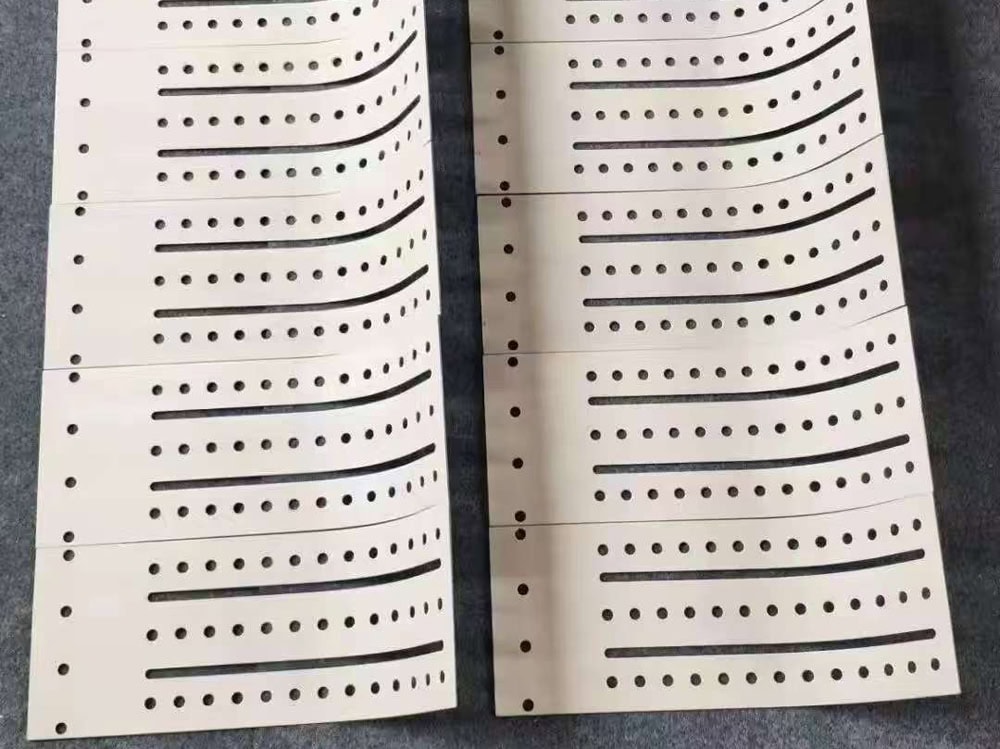
Plant/Sheet Platinum Anode
Titanium substrate is ASTM B265-22 standard high-purity titanium plate. Thickness: 0.5mm-20mm, maximum single piece size: 3000mm×1500mm. Uniform current distribution, large effective reaction area, supports punching, bending, welding, and riveting.
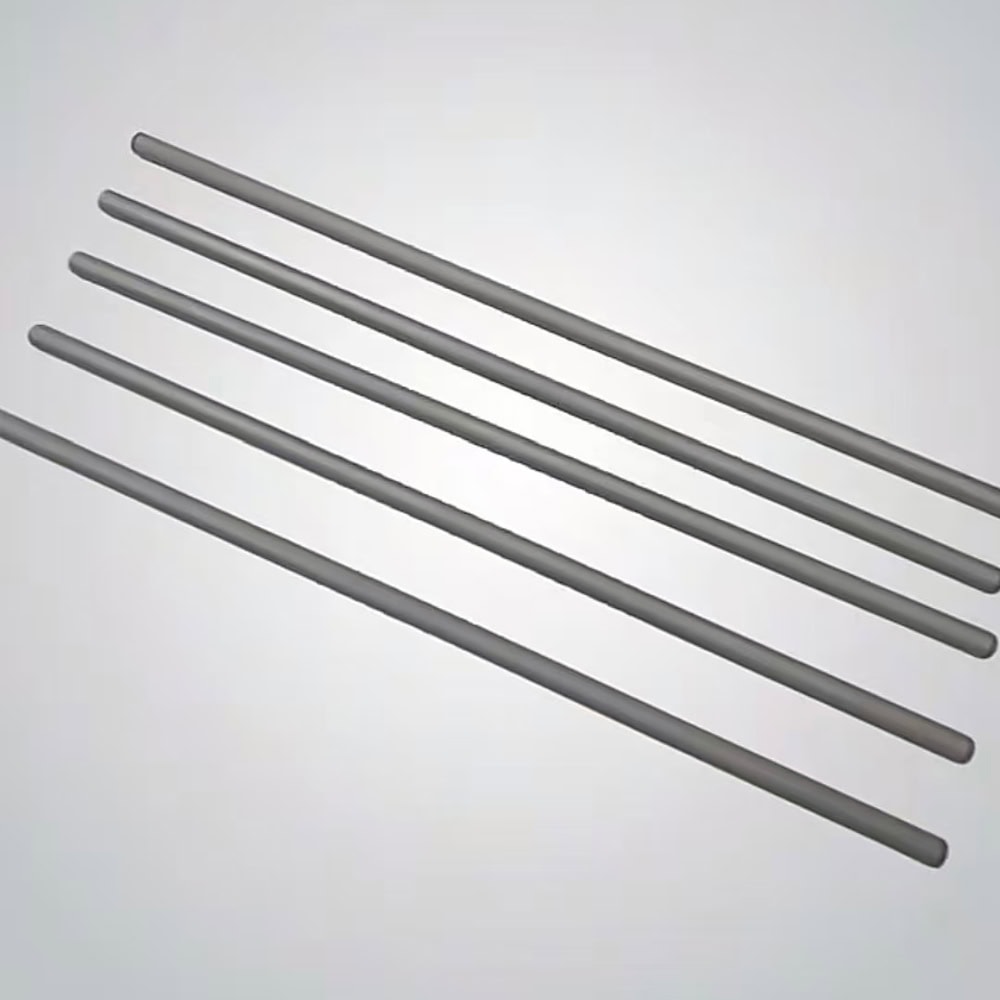
Tube/Rod Platinum Anodes
Titanium base material is ASTM B338 standard high-purity titanium tubes/rods. Tube diameter 3mm-200mm, wall thickness 0.5mm-10mm, length 10mm-6000mm. Supports uniform coating of inner and outer walls, threads, flanges, cable joints, insulation, sealing, etc.
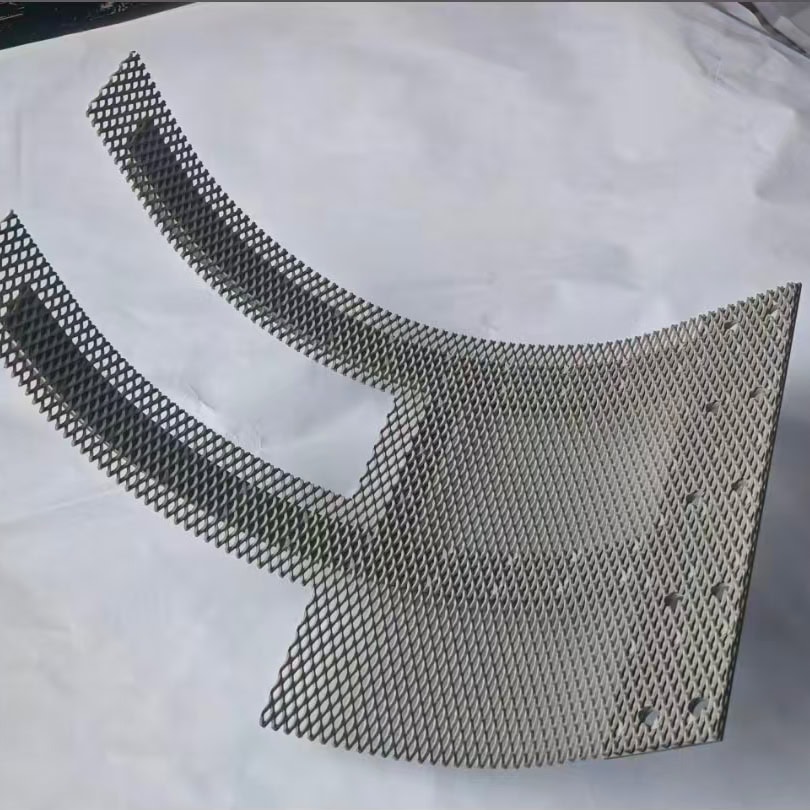
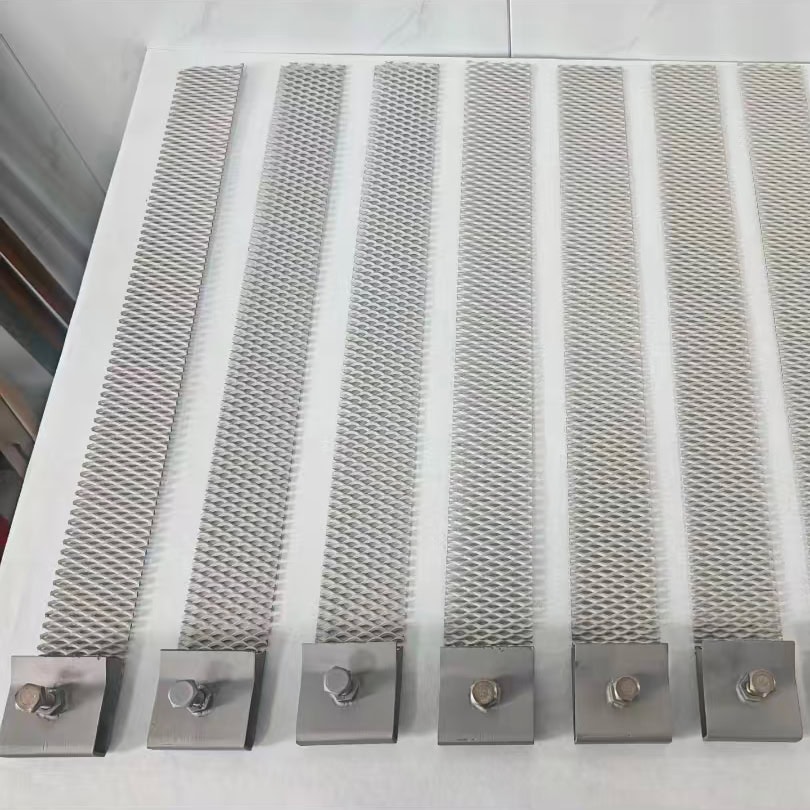
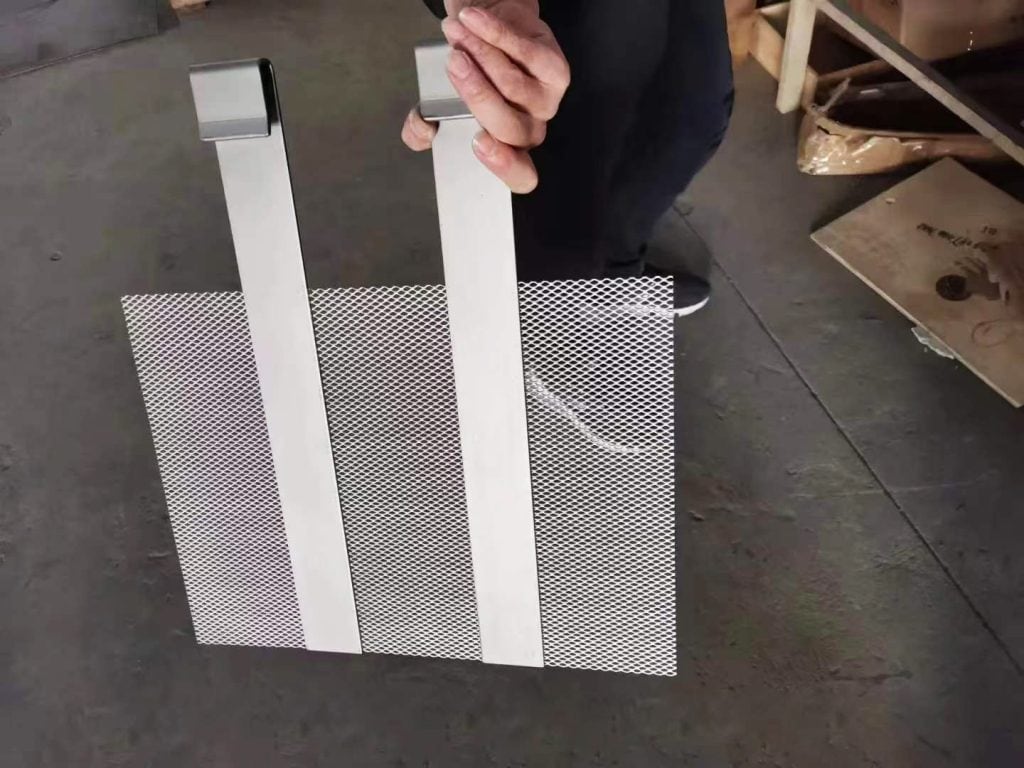
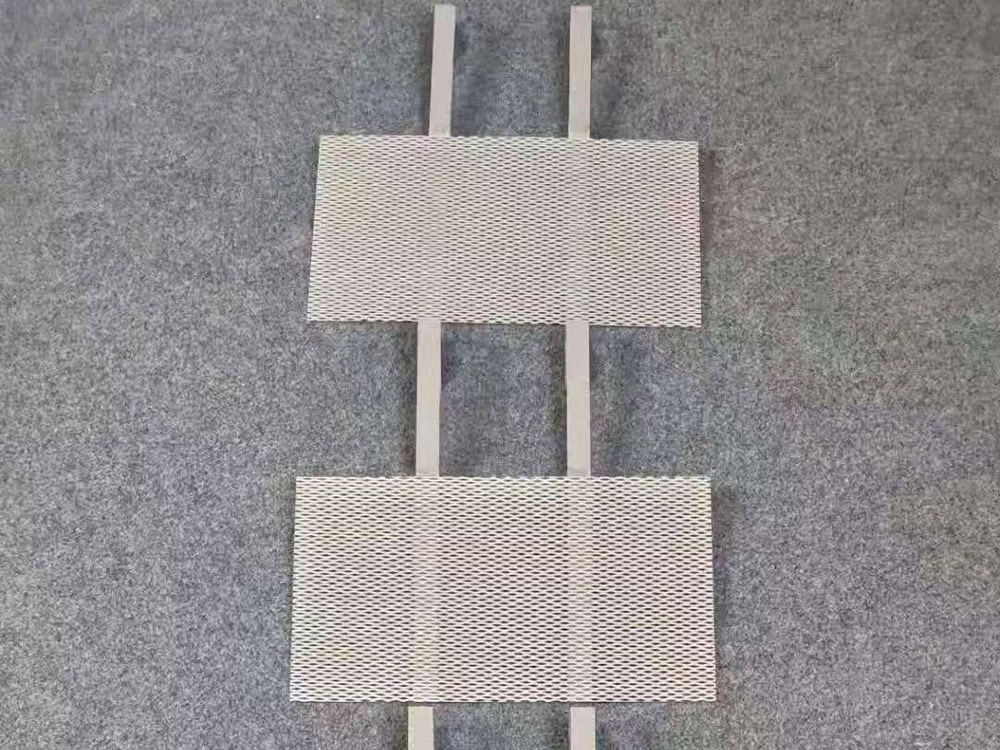
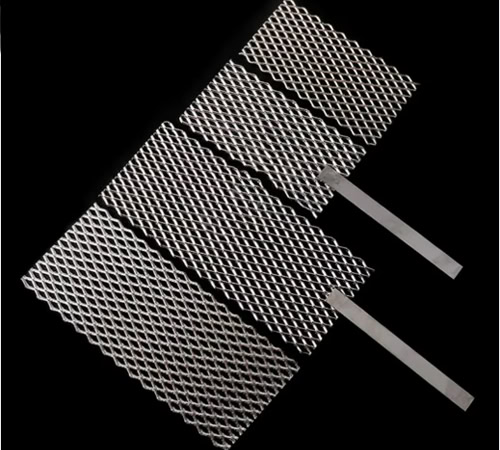
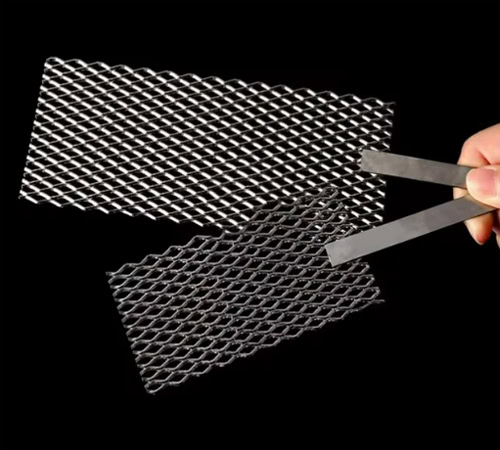
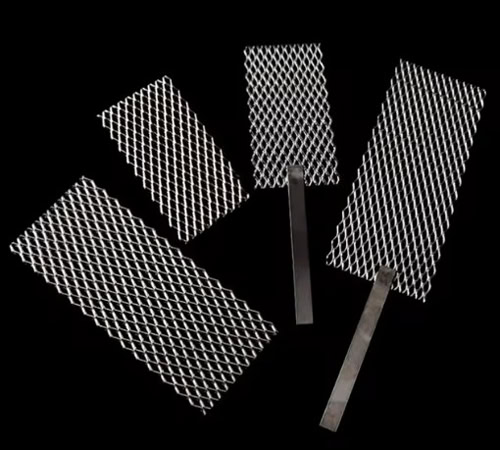
Mesh Platinum Titanium Anode
Substrate is a high-purity titanium mesh conforming to ASTM B381 standards (Gr1/Gr2). Wire diameter: 0.2mm-5mm, mesh size: 0.5mm×0.5mm-50mm×50mm, maximum width: 1500mm, length unlimited. Supports cutting, bending, welding, and frame reinforcement.
Wire/Strip Platinum Anodes
Titanium base material is ASTM B348 standard high-purity titanium wire. Wire diameter 0.1mm-5mm, length unlimited. Supports customization into spiral, disc, braided, insulated, and connector shapes. Highly flexible, adaptable to complex installation spaces.
Platinum Titanium Anode Applications
Platinized titanium anodes are a high-end category of titanium-based noble metal coated anodes. With their extreme chemical inertness, superior electrocatalytic stability, and broad media adaptability, they have become the preferred electrode material for extreme conditions such as strong acids, strong alkalis, high current densities, and strong corrosion. They compensate for the performance shortcomings of mixed metal oxide (MMO) titanium anodes in extreme environments, driving the electrochemical industry towards high efficiency, energy saving, long lifespan, and green development.
For High-End Electroplating
For applications requiring extremely high purity, uniformity, and smoothness in precious metal electroplating (gold, silver, platinum, rhodium), such as acidic plating solutions (pH 0.5~3), cyanide electrolytes, and precious metal salt solutions. Current density: 5000~10000A/㎡. Operating temperature: ~100℃.

For Metal Refining
Suitable for crude copper electrolytic refining, waste metal electrolytic recycling, and rare metal purification. Media environment: hydrochloric acid-sodium chlorate system, sulfuric acid system, and diluted aqua regia (pH 0.1~2). Metal recovery rate ≥99.9%, with no impurity introduction.

For Electrolytic Synthesis
For electrolytic synthesis of strong oxidizing chemicals such as perchlorates, persulfates, hydrogen peroxide, ozone, and organofluorine compounds. Suitable media: high-concentration sulfuric acid, perchlorate solutions, and fluoride electrolytes (pH 0.1~1).
For Wastewater Treatment
Suitable for cyanide-containing wastewater (pH 8~11), highly hydrochloric acid wastewater (pH 1~3), and heavy metal complexed wastewater. For example, it is suitable for treating high-concentration, highly toxic wastewater from electroplating, chemical, and metallurgical industries.

For New Energy Fields
Suitable for hydrogen production and storage devices, such as fuel cell electrodes, water electrolysis for hydrogen production, vanadium redox flow batteries, and supercapacitors. Supports environments with sulfuric acid electrolytes and proton exchange membrane electrolytes.
For Medical Applications
Suitable for electrolytic chlorination in medical disinfection equipment, biosensor electrodes, electrocatalytic components for artificial organs, and medical wastewater treatment. Non-toxic, with no impurity leaching, excellent biocompatibility, and resistance to physiological media corrosion.
Platinum Titanium Anode vs. MMO Anode Selection Guide
Many customers struggle with choosing between platinum-titanium anodes and MMO anodes. We’ve compiled a clear decision tree to help you make a quick decision.
Prioritize Platinum-Titanium Anodes (Meets any one of the following criteria)
- Precious Metal Plating: For plating precious metals such as gold, silver, platinum, and rhodium, absolute purity and free from contaminants are required to avoid plating solution poisoning.
- Reverse Current: For applications requiring frequent current reversal (e.g., pulse plating, electrodeposition). MMO anodes cannot withstand reverse current.
- Current Density: ≥5000A/m², representing high current density conditions, platinum-titanium anodes offer superior stability.
- High Catalytic Activity: For applications such as precision electrochemistry, sensors, and laboratory research, extremely high catalytic activity and stability are required.
- Recyclable and Reusable: Recycled plating minimizes total lifecycle costs.
- For PEM Water Electrolysis for Hydrogen Production: Highly acidic media require extremely high corrosion resistance.
Prioritize MMO anodes (meeting any one of the following criteria)
- Conventional electroplating methods such as hard chrome plating, acidic copper plating, and zinc/nickel plating, prioritizing high cost-effectiveness.
- Suitable for chlorine evolution scenarios such as sodium hypochlorite/chlorate preparation and chlor-alkali industry.
- Suitable for oxygen evolution scenarios such as electrochemical oxidation in water treatment and landfill leachate treatment.
- Suitable for cathodic protection projects such as storage tanks, pipelines, and marine steel structures, requiring long lifespan and low energy consumption.
- Suitable for alkaline water electrolysis for hydrogen production, requiring low oxygen evolution overpotential, long lifespan, and low cost.
- Suitable for large-scale industrial production with large procurement volumes, requiring control of upfront procurement costs.
| Items | Platinized Titanium Anode | Ru-Ir MMO Anode | Ir-Ta MMO Anode | Ru MMO Anode |
|---|---|---|---|---|
| Substrate Material | Gr1/Gr2 Pure Titanium | Gr1/Gr2 Pure Titanium | Gr1/Gr2 Pure Titanium | Gr1/Gr2 Pure Titanium |
| Coating Material | Pure Platinum (Pt) | Ruthenium Dioxide (RuO₂) + Iridium Dioxide (IrO₂) + Titanium Oxide | Iridium Dioxide (IrO₂) + Tantalum Pentoxide (Ta₂O₅) + Titanium Oxide | Ruthenium Dioxide (RuO₂) + Titanium Oxide |
| Applicable pH Range | 1~14 (Full Media) | 1~12 (Neutral / Weak Acid & Alkali) | 1~13 (Moderately Strong Acid / Alkali) | 3~11 (Neutral / Weak Acidic) |
| Maximum Working Current Density | <100000 A/m² | 1000~5000 A/m² | 1000~5000 A/m² | 1000~3000 A/m² |
| Oxygen Evolution Overpotential (vs. Mercurous Sulfate Electrode) | 1.563V | 1.420V | 1.385V | 1.450V |
| Chlorine Evolution Overpotential (vs. Saturated Calomel Electrode) | 1.180V | 1.050V | 1.120V | 1.030V |
| Coating Adhesion Strength | ≥25 MPa | ≥20 MPa | ≥20 MPa | ≥20 MPa |
| Corrosion Resistant Media | Strong Acid, Strong Alkali, Seawater, Organic Solvents, High-Salinity Wastewater | Sodium Chloride Solution, Seawater, Weak Alkali, Neutral Salt Solution | Moderately Strong Acid, Strong Alkali, High-Salinity Wastewater, Oxygenated Acidic Media | Neutral Salt Solution, Weak Acidic Electrolyte, Hypochlorite Preparation |
| Regular Service Life | 5~10 Years | 3~5 Years | 5~8 Years | 2~5 Years |
| Service Life in Extreme Strong Acid (98% Sulfuric Acid) | 3~5 Years | <3 Months | 6~12 Months | <1 Month |
| Coating Consumption Rate | 6×10-6 kg/A·a | 3×10-5 kg/A·a | 2×10-5 kg/A·a | 5×10-5 kg/A·a |
| Current Efficiency | 95%~99% | 85%~90% | 88%~92% | 82%~87% |
| Initial Cost | High | Medium | Medium-High | Low |
| Full Life Cycle Cost | Medium | Medium | Medium-High | High |
Customized Manufacturing Platinum Titanium Anode Service
Wstitanium’s custom platinum-titanium anode service has won wide recognition in the electrochemical field with its high-quality product quality, strong technological innovation capabilities and excellent customer service. For companies and projects that require custom platinum-titanium anodes, Wstitanium is a trusted partner.
1. Evaluation
Wstitanium’s team will communicate with you in detail to understand the application areas, technical parameters and other information.
- For electroplating
- For chemical industry
- For pharmaceutical industry
- For sodium chlorate generators
- For water electrolysis to produce hydrogen
- For other electrochemical applications
- Operating current
- pH value
- Medium concentration
- Operating temperature
- Electrolyte cell dimensions
- Fluoride ions, cyanide ions, etc.
- Chlorine evolution reaction
- Oxygen evolution reaction

Based on the results of the technical evaluation, Wstitanium’s cost accounting team will budget the cost of customizing the platinum-titanium anode. The cost budget includes raw material costs, manufacturing costs, quality inspection costs, transportation costs, etc. The sales team will feedback the cost budget information to the customer and further communicate and negotiate with the customer to determine the final price and delivery date.
2. Platinum Titanium Anode Design
The design of platinum titanium anode includes shape, size, structure, coating thickness, etc. For example, for the anode of a large electrolytic cell, it may be necessary to design a mesh structure to improve the uniformity of current distribution. For anodes that require high activity, the thickness of the platinum coating may need to be increased. The selection of titanium substrates needs to consider factors such as its corrosion resistance, mechanical properties and processing properties; the platinum coating needs to consider factors such as its electrochemical activity, stability and cost. Afterwards, the technical team will organize the designed anode scheme and material selection scheme into detailed technical documents, including design drawings, technical specifications, manufacturing processes, etc. These documents will serve as the basis for manufacturing and will also be provided to customers for review and confirmation.

3. Custom Specifications
Wstitanium understands that different applications and parameters require vastly different anodes. Standardized anodes cannot meet the needs of all customers. Therefore, we offer comprehensive and customized services, from coating formulation, substrate material, shape and size, and structural design, to OEM/ODM matching and dedicated tooling and fixture design. Flexible minimum order quantities allow us to meet your full lifecycle needs from prototyping and small-batch trials to large-scale mass production.
| Custom Item | Specification | Compliance Standard |
|---|---|---|
| Substrate | Gr1/Gr2 High Purity Titanium Plate, Mesh, Tube, Rod | ASTM B265-22, ASTM B381, ASTM B338, ASTM B348 |
| Dimension | Thickness: 0.5mm – 20mm; Wire Diameter: 0.2mm – 5mm; Tube Diameter: 3mm – 200mm Plate: 3000mm × 1500mm; Mesh Opening: 0.5mm×0.5mm – 50mm×50mm Tube/Rod Length: 10mm – 6000mm | – |
| Coating | Pure Platinum Plating, Ruthenium-based Composite Coating, Iridium-based Composite Coating, Platinum-Iridium-Tantalum Composite Coating | ASTM B898-20 |
| Coating Thickness | Pure Platinum Plating: 0.1μm – 20μm; Oxide Coating: 2μm – 50μm | – |
| Machining | CNC Punching, Laser Cutting, Bending, Welding, Riveting, Grinding, Frame Reinforcement | AWS D17.1/D17.1M-2021 |
| Electrical Connection | Titanium/Copper Busbar Welding, Bolt Hole Machining, Riveted Joints, Pre-fabricated Cable Lugs | – |
| Insulation | PTFE/PVDF Coating, Epoxy Resin Insulation, Insulation Sleeves, Sealed Structure | – |
| Tolerance | Dimensional Tolerance ±0.02mm, Coating Thickness Uniformity Error ≤5% | – |
4. Coating Thickness
Depending on the application, Wstitanium can customize platinum coatings of different thicknesses for you. In some applications that require a long anode life, such as the chlor-alkali industry, a thicker platinum coating (such as 10-20 microns) may be required to ensure that the anode can maintain good performance during long-term use. In some cost-sensitive applications, such as small electrochemical experimental devices, a thinner platinum coating (such as 1-5 microns) can be selected. Customization of platinum coatings of different thicknesses can be achieved by precisely controlling the parameters of the preparation process such as electroplating, thermal decomposition or chemical plating.
5. Platinum Titanium Anode Manufacturing

Select Titanium Substrate
Choose pure titanium with a purity of more than 99%, such as Gr1 and Gr2. The purity of platinum should not be less than 99.95%. Auxiliary materials include binders and solvents, such as ethyl cellulose, pine alcohol, or chloroplatinic acid.

Machining
According to the design, laser cutting machines or CNC machining centers cut titanium into the required shape and size, and then turn, drill, mill, etc. to ensure dimensional accuracy and surface flatness, with a tolerance of ±0.05mm.
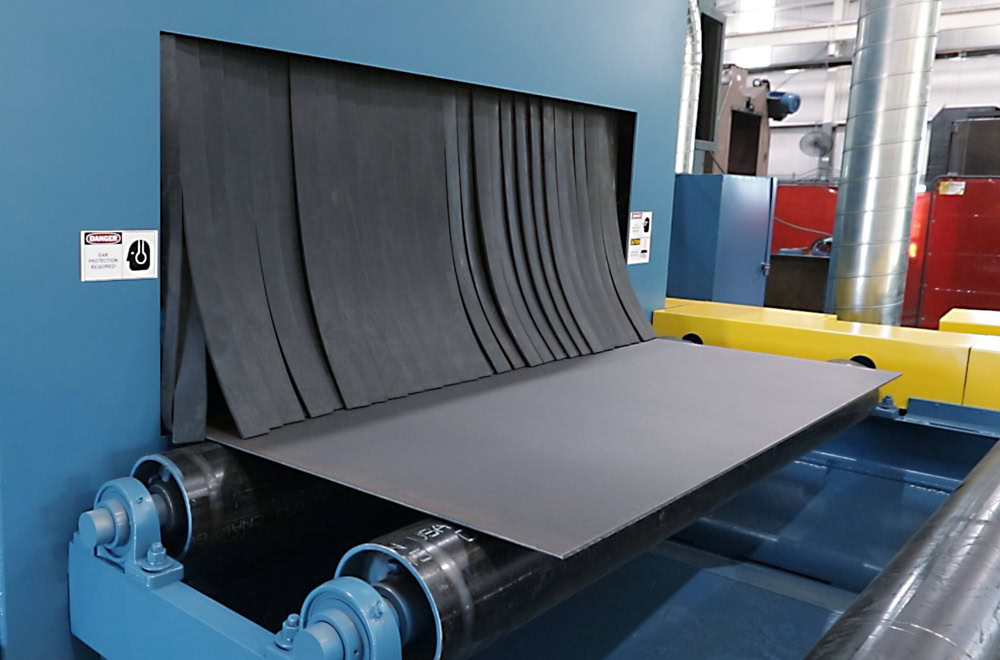
Sand Blasting
Sandblasting will form many tiny concave and convex pits on the titanium surface, and its roughness will increase from Ra0.8μm to Ra3.2μm, providing better adhesion for coatings, plating, etc., and preventing the coating from falling off.

Leveling / Annealing
Leveling can make the titanium flatness reach a higher precision and be controlled within ±0.05mm/m. The leveling process can eliminate some of the internal stress caused by deformation, making the internal structure of the titanium plate more uniform,

Pickling
Pickling can effectively remove the oxide scale, oil stains and dust on the titanium surface. After pickling, the titanium plate is conducive to chemical reaction and coating adhesion, and enhances the bonding force between the coating and the titanium plate,

Liquid Preparation
According to different platinum coating methods (electroplating, thermal decomposition, physical vapor deposition, chemical vapor deposition), prepare the required 5%-15% concentration of platinum salt, or 99.95% sputtering target.

Coating
Electroplating, thermal decomposition, vacuum coating (physical vapor deposition, chemical vapor deposition) are ways to manufacture platinum coatings. Among them, electroplating and thermal decomposition are relatively low in cost.

Drying
The coating liquid is evenly coated on the surface of the titanium substrate, and dried at 100-120℃ for 10-15 minutes after each coating. Repeat the coating 3-5 times to achieve the required coating thickness. Then thermally decompose at 400-600℃.

Quality Inspection
Measure the thickness of the platinum coating by metallographic microscope, electron microscope or X-ray fluorescence spectroscopy. The coating thickness should meet the design requirements and the deviation should be controlled within ±3%.
Quality Inspection and Performance Evaluation
The surface of the platinum-titanium anode should be uniform and smooth under an optical microscope, without obvious scratches, bubbles, peeling and other defects. The coating thickness should meet the design requirements, and the deviation should be controlled within ±3%. The bonding strength between the platinum coating and the titanium substrate is evaluated by scratch test, bending test or thermal shock test. In the scratch test, the coating should not peel or peel off under a certain load. At the specified bending angle, the coating should not crack or fall off. In the thermal shock test, the coating should remain intact after multiple hot and cold cycles. Finally, the platinum-titanium anode is subjected to polarization curve test, cyclic voltammetry test, AC impedance test, etc. to evaluate its electrochemical activity, stability and electrocatalytic performance in different electrolyte solutions.
| Test Items | Test Condition | Qualification |
|---|---|---|
| Combining power | 3M adhesive tape Bend 180° on Φ12mm round shaft | No black marks on the tape No peeling at the bend |
| Uniformity test | X-Ray Fluorescence Spectrometer | ≤15% |
| Coating thickness | X-Ray Fluorescence Spectrometer | 0.1-15μm |
| Chlorination potential | 2000A/m², Saturation NaCl, 25±2℃ | ≤1.15V |
| Analytical chlorine polarization rate | 200/2000A/m², Saturation NaCl, 25±2℃ | ≤40mV |
| Enhanced lifespan | 40000A/m², 1mol/L H₂SO₄, 40±2℃ | ≥150h(1μm) |
| Intensive weightlessness | 20000A/m², 8mol/L NaOH, 95±2℃, electrolysis 4h | ≤10mg |
FAQ
A: A platinum-titanium anode, also known as a titanium-based platinum group metal coated anode, is an insoluble anode made of pure titanium (Gr1/Gr2) coated with platinum or platinum group metal oxides (such as iridium oxide, ruthenium oxide, platinum-iridium composite oxides, etc.). It is also called a metal oxide anode (MMO anode) or a dimensionally stable anode (DSA anode).
The DSA anode was invented in 1965 by the Italian company De Nora. Its core characteristic is that the anode size remains essentially unchanged during electrolysis. It exhibits stable electrochemical performance and a lifespan far exceeding that of traditional graphite and lead alloy anodes. Essentially, all three are the same type of product, just with different emphases in their names: platinum-titanium anodes emphasize the substrate and coating composition, MMO anodes emphasize the material properties of the coating, and DSA anodes emphasize the dimensional stability of the product.
A: Platinum-titanium anodes have six irreplaceable core advantages over traditional anodes:
1. Excellent dimensional stability: The anode experiences virtually no loss during electrolysis, its size remains unchanged, current distribution is consistently uniform, and electrolysis performance is stable and controllable.
2. Superior electrochemical performance: Chlorine and oxygen evolution overpotentials are extremely low, and cell voltage is 10-30% lower than lead alloy anodes, significantly reducing energy consumption.
3. Long lifespan: Platinum-titanium anodes have a lifespan of 3-20 years, far exceeding that of graphite anodes (1-2 years) and lead alloy anodes (1-3 years).
4. Pollution-free: No emissions of lead, graphite, or other pollutants, fully complying with global environmental regulations and completely solving hazardous waste disposal problems.
5. Wide current density range: Stable operation is possible at current densities ranging from 0.1-10000 A/m², adapting to various operating conditions.
6. Lightweight: The density of titanium substrate is only 1/4 that of lead, and its weight is much lighter than lead alloys and graphite anodes, which greatly reduces the difficulty of installation and maintenance.
A: The core differences lie in the coating structure, performance, and applicable scenarios. The selection must be determined based on the specific operating conditions.
Pure Platinum-Plated Anodes: A layer of high-purity platinum is deposited on the surface of a titanium substrate through electroplating or electroless plating. The coating is dense and has good conductivity. Hydrogen evolution, chlorine evolution, and oxygen evolution potentials are all low, and it is suitable for a pH range of 0-14. It operates stably under high potential and reverse current conditions. The disadvantage is its relatively high cost, and the coating thickness is generally 0.1-10 μm.
Platinum Group Metal Oxide-Coated Anodes: These use platinum group metal oxides (iridium oxide, ruthenium oxide, platinum oxide, etc.) as the main active ingredient. The coating has extremely strong adhesion to the titanium substrate, good corrosion resistance, and extremely low consumption rate. It is suitable for large-scale industrial electrolysis applications, such as chlor-alkali industries, water treatment, and hydrogen production through water electrolysis. The cost is lower than that of pure platinum-plated anodes, offering better cost-effectiveness.
Selection Recommendations: For applications involving high potential, reverse current, complex corrosive environments, and extremely high stability requirements, choose pure platinum-plated anodes. For large-scale industrial electrolysis, long-term stable operation, and cost-sensitive applications, choose platinum group metal oxide-coated anodes.
A: Under reasonable design and operating conditions, the lifespan of a platinum-titanium anode is generally 3-20 years. This depends specifically on the coating system, thickness, and operating conditions. There are six core factors affecting anode lifespan:
1. Coating System and Thickness: The thicker the coating, the longer the lifespan. Iridium-based coatings have a much longer lifespan under oxygen evolution conditions than ruthenium-based coatings. Platinum-based coatings have stronger high-potential resistance.
2. Operating Current Density: Current density is a core factor affecting lifespan. The higher the current density, the faster the coating wears out, and the shorter the lifespan. Under oxygen evolution conditions, a doubling of the current density can shorten the lifespan by more than 50%.
3. Media Environment: Strong corrosive ions such as fluoride ions and cyanide ions in the media can damage the passivation film and coating of the titanium substrate, significantly shortening its lifespan. A pH value exceeding the coating’s applicable range will also accelerate coating wear.
4. Operating Temperature: Temperature has a significant impact on the coating consumption rate. For every 10°C increase in temperature, the coating consumption rate approximately doubles, drastically shortening the lifespan.
5. Reverse Current: Frequent reverse current can cause coating peeling, oxidation of the titanium substrate, severely shortening the anode lifespan, and even leading to instantaneous failure.
6. Operation and Maintenance: Improper installation leading to exposed substrate, prolonged immersion in corrosive media during power outages, and failure to promptly clean surface deposits can all severely affect anode lifespan.
A: The coating thickness for platinum-titanium anodes needs to be determined comprehensively based on the operating conditions, coating system, and cost. Thicker is not always better.
Pure platinum coated anodes: 0.5-5μm for standard operating conditions; 5-10μm for long-life applications such as cathodic protection; 0.1-0.5μm for low-current, short-cycle applications such as scientific research.
Platinum group metal oxide coated anodes: 5-20μm for standard operating conditions; 20-50μm for oxygen evolution conditions, high current density, and long-life requirements; 2-5μm for low-current, short-cycle applications.
Disadvantages of excessively thick coatings: 1) Increased use of precious metals, significantly increasing costs; 2) Increased internal stress in the coating, making it prone to cracking and peeling, thus reducing service life; 3) Increased coating resistance, leading to higher tank voltage and increased energy consumption.
Wstitanium designs the optimal coating thickness based on your specific operating conditions, balancing lifespan, performance, and cost to provide you with the most cost-effective solution.
A: In media containing fluoride ions, the TiO₂ passivation film on the titanium substrate reacts with fluoride ions to form soluble TiF₆²⁻, causing the passivation film to be destroyed. This leads to substrate corrosion, coating peeling, and anode failure.
Generally, in neutral media at room temperature, significant corrosion of the titanium substrate will occur when the fluoride ion concentration exceeds 20 ppm. In high-temperature, acidic media, even 1 ppm of fluoride ions can cause severe corrosion of the titanium substrate.
If the medium contains fluoride ions, Wstitanium will optimize the coating formulation and substrate treatment technology based on the fluoride ion concentration, medium pH, and temperature. For example, this may involve using a fluoride-resistant coating system, increasing titanium substrate pretreatment, and reducing the operating current density. If the fluoride ion concentration is too high (>50 ppm), Wstitanium will recommend using other substrates such as tantalum or niobium.
A: The accelerated life test (also called the enhanced life test) accelerates coating wear under extreme operating conditions (high current density, high temperature, and highly corrosive media). It measures the time from the start of operation to failure of the anode, used to quickly assess the anode’s quality and expected actual lifespan. This is a commonly used anode performance testing method in the industry.
The standard accelerated life test conditions specified in Chinese standard GB/T 26013-2010 are: 1 mol/L H₂SO₄ solution, temperature 25±2℃, current density 2A/cm², and the anode failure criterion is a 5V increase in tank voltage.
The relationship between accelerated life and actual lifespan: Generally, under the same coating system, a longer accelerated life time corresponds to a longer actual lifespan.
The common conversion formula is: Actual lifespan (h) = Accelerated life time (h) × (Accelerated current density / Actual operating current density)² × Temperature correction factor × Medium correction factor.
For example: If an anode has a reinforced life of 100 hours under standard conditions and an actual operating current density of 1000 A/m² (0.1 A/cm²), then its theoretical actual life is approximately 100 × (2/0.1)² = 40,000 hours, or about 4.5 years. This should be adjusted based on actual temperature and medium.
Note: Reinforced life is for reference only; actual lifespan is greatly affected by operating conditions.
A: Titanium possesses excellent passivation properties: In oxidizing media, a dense and stable TiO₂ passivation film quickly forms on the titanium surface, protecting the substrate from corrosion. Simultaneously, this passivation film is an n-type semiconductor, allowing current to be smoothly conducted from the titanium substrate to the active coating on the surface.
Other optional substrates:
Tantalum: Offers better passivation properties than titanium, with stronger resistance to fluoride ions and strong acidic media corrosion. It can operate stably at higher potentials. The disadvantage is its significantly higher cost compared to titanium; it is generally used in special applications requiring strong corrosion and high potentials.
Niobium: Passivation properties fall between titanium and tantalum, but its cost is relatively high, used in some special applications.
Titanium alloys: Such as Gr5 titanium alloy, which has higher strength than pure titanium but slightly lower corrosion resistance. It is generally used for anodes in structural components requiring high strength.
In typical industrial settings, Gr1/Gr2 pure titanium is the most cost-effective and widely applicable anode substrate, conforming to international standards such as ASTM B265 and B338. Wstitanium’s standard products all use Gr1/Gr2 high-purity titanium substrates.
A: There are four main causes of platinum-titanium anode failure:
**Coating active material consumption:** During long-term electrolysis, the platinum group metal active materials in the coating gradually dissolve and are consumed, leading to a decrease in electrochemical performance and an increase in cell voltage. This is the most common cause of normal failure.
**Coating peeling:** Insufficient adhesion between the coating and the titanium substrate, or exposure to mechanical impact, reverse current, or sudden temperature changes, can cause the coating to crack and peel off, exposing the substrate and resulting in anode failure.
**Titanium substrate corrosion:** Strong corrosive ions in the medium (such as fluoride ions) damage the passivation film of the titanium substrate, leading to substrate corrosion and oxidation, causing the coating to peel off from the substrate and resulting in anode failure.
**Conductive joint failure:** Poor welding/connection of the conductive joint leads to excessive contact resistance, causing heat and oxidation, preventing normal conductivity and resulting in anode failure.
**Anode repair after failure:** For anodes with worn or peeled coatings, but where the titanium substrate is not severely corroded or deformed, repair is possible. The repair process is as follows: removal of the failed coating → substrate sandblasting, acid pickling, and passivation treatment → recoating with a new active coating → high-temperature sintering → performance testing → passing. The repaired anode exhibits performance identical to a new anode, at only 30-60% of the cost, making it highly environmentally friendly and economical.
Wstitanium provides professional platinum-titanium anode repair services, offering testing, evaluation, and repair services for both anodes and those manufactured by us.
A: To provide you with the most accurate and suitable custom anodes for your operating conditions, you need to provide the following core parameters:
Application: For example, sodium hypochlorite generators, cathodic protection, water electrolysis for hydrogen production, electroplating, etc., as well as the medium composition, concentration, pH, and operating temperature.
Electrochemical parameters: Operating voltage, operating current/current density, main electrochemical reactions (chlorine evolution/oxygen evolution/other).
Shape and dimensions: For example, plate, mesh, tubular, filament, etc., as well as specific length, width, thickness, tube diameter, wire diameter, mesh size, etc. CAD drawings are preferred.
Coating: Coating type (pure platinum plating/platinum group metal oxide coating), coating thickness, expected service life.
Machining: For example, welding, bending, punching, threading, flange connections, insulation treatment, conductive connector type, etc.
Other requirements: For example, applicable standards, testing requirements, delivery cycle, certification requirements, etc.
If you do not have complete parameters, Wstitanium will provide you with design solutions and parameter suggestions free of charge based on your working conditions.
A: Current efficiency refers to the ratio of the actual amount of electricity used for the target chemical reaction to the total amount of electricity passing through the electrolytic cell during electrolysis. It is expressed as a percentage and is a core indicator for measuring anode performance and electrolysis efficiency. Higher current efficiency means lower energy consumption and lower production costs.
According to Faraday’s First Law: m = kQ = kIt, where m is the mass of the target product, k is the electrochemical equivalent, Q is the amount of electricity, I is the current, and t is time. Current efficiency η = (Actual product mass / Theoretical product mass) × 100%.
Core methods to improve the current efficiency of platinum-titanium anodes:
Selecting a suitable coating system: Choose a coating system appropriate to the target reaction. For example, choose a ruthenium-based coating for chlorine evolution and an iridium-based coating for oxygen evolution to reduce overpotential and improve reaction selectivity.
Optimizing anode structure design: Optimize the anode’s shape, size, and distance from the cathode to ensure uniform current distribution, avoid excessively high local current density, and reduce side reactions.
Suitable operating parameters: Operate within the designed current density, temperature, and pH range to avoid excessive fluctuations that could affect reaction selectivity.
Keep the anode surface clean: Regularly clean deposits and dirt from the anode surface to prevent clogging of coating pores and ensure that active sites fully participate in the reaction.
Optimize the overall electrolyzer design: Optimize electrolyte circulation, diaphragm, cathode materials, etc., to improve the mass transfer efficiency of the entire electrolysis system, reduce concentration polarization, and increase current efficiency.
A: Our platinum-titanium anodes are manufactured and their performance strictly adheres to the following international and national standards:
ASTM B898-20 Standard Specification for Active Coated Titanium Anodes
GB/T 26012-2010 Technical Conditions for Titanium-Based Oxide Coated Anodes
GB/T 26013-2010 Accelerated Life Test Methods for Titanium-Based Oxide Coated Anodes
NACE SP0176-2021 Cathodic Protection Standard for Buried Metal Pipelines
ISO 22734-2019 Technical Specification for Hydrogen Production Systems via Water Electrolysis
AWS D17.1/D17.1M Welding Specifications for Titanium and Titanium Alloys
Supported Certifications and Test Reports:
Factory inspection reports for each batch of products: including material reports, dimensional inspection reports, coating thickness inspection reports, electrochemical performance test reports, and enhanced life test reports, etc.
Third-party testing reports: Supports material, performance, and corrosion resistance testing reports from authoritative third-party organizations such as SGS, CTI, and RoHS.
ISO9001:2015 Quality Management System Certification.