Ruthenium Iridium Titanium Anodes Manufacturer & Supplier
Wstitanium has made remarkable achievements in the field of ruthenium-iridium titanium anodes. The anodes have low overpotential, high catalytic activity and good conductivity, and are widely used in chlor-alkali industry, wastewater treatment, hydrometallurgy and other fields.
- ISO9001
- Factory direct
- Competitive Quotation
- Plate, Mesh, Tube, Customized
- For Electroplating
- For Sewage Treatment
- For Electrolysis of Water
- For Chlor-alkali Industry

MMO Ruthenium Iridium Titanium Anodes Factory - Wstitanium
Ruthenium-iridium-titanium anodes are the most widely used and highest-performing MMO anode systems. They use pure titanium (Gr1/Gr2) as the substrate, coated with a mixed metal oxide film containing ruthenium dioxide (RuO₂) and iridium dioxide (IrO₂) as the core active components. They possess extremely high electrocatalytic activity, excellent corrosion resistance, and long lifespan. Ruthenium-iridium-titanium anodes have expanded from their initial application in the chlor-alkali industry to dozens of fields including wastewater treatment, electroplating, hydrometallurgy, cathodic protection, new energy hydrogen production, and high-end electronics manufacturing.
Ruthenium-Iridium Anode - Coating System
The elemental ratio of the coating directly determines the electrocatalytic activity, corrosion resistance, applicable operating conditions, and service life of the anode. Wstitanium strictly adheres to GB/T 38955-2020 “Technical Requirements for Titanium-Based Oxide Coating Electrode Coatings,” providing a full range of ruthenium-iridium system coatings. Based on over 10 years of R&D and application experience, Wstitanium has internally developed six mature ruthenium-iridium-titanium anode coating systems.
RuO₂:IrO₂=70:30
Standard coating thickness: 8-12 μm. It exhibits the highest chlorine evolution reactivity and the lowest overpotential, while also possessing good corrosion resistance and stability. Chlorine evolution potential ≤ 1.12V (vs SCE) at a current density of 1000 A/m².
- pH:1-12
- Lifespan: 3-5 years
- Current density ≤3000A/m²
- Operating temperature ≤80℃

RuO₂:IrO₂=50:50
Coating thickness: 10-15 μm. Accelerated life ≥2000 minutes in 1 mol/L H₂SO₄ medium at a current density of 20000 A/m². Chlorine evolution potential ≤1.15V (vs SCE) at a current density of 1000 A/m². Suitable for more demanding acidic and high-temperature applications.
- pH:1-12
- Lifespan: 5-8 years
- Current density ≤5000A/m²
- Operating temperature ≤85℃
RuO₂:IrO₂=80:20
A small amount of SnO₂ enhances conductivity; coating thickness is 8-15 μm. Chlorine evolution reaction activity reaches its peak, with current efficiency ≥94%. Chlorine evolution potential at a current density of 1000 A/m² is ≤1.10 V (vs SCE).
- pH: 1-12
- Lifespan: 4-6 years
- Current density ≤3000A/m²
- Operating temperature ≤60℃
Rare Earth Modification
CeO₂, La₂O₃, and other rare earth oxides are used as co-catalysts. La/(Ru+La) molar ratio 20-30%. In 3.5% NaCl solution, at 1000 A/m², 25℃, chlorine evolution potential ≤1.05V (vs SCE).
- pH:1-12
- Lifespan: 5-10 years
- Current density ≤3000A/m²
- Operating temperature ≤80℃
Fluorine Resistant
Coating thickness is 10~15μm. The ratio of RuO₂:IrO₂:SnO₂:Sb₂O₃ is 25:15:55:5. In a 3.5% NaCl solution at 1000A/m² and 25℃, the chlorine evolution potential is 1.08~1.15V (vs SCE).
- pH:1-12
- Lifespan: ≥3 years
- Current density ≤3000A/m²
- Operating temperature ≤80℃
For High Current Density
RuO₂:IrO₂:SnO₂=3:1:6, doped with 0.5%~1% RGO-CNTs. Coating thickness 15~20μm. Chlorine evolution potential ≤1.10V in 26.5% NaCl solution, 5000A/m², 85℃ (chlor-alkali industrial conditions).
- pH:1-12
- Lifespan: ≥5 years
- Current density ≤10000A/m²
- Operating temperature ≤80℃
Wstitanium has a team of experts, engineers and technicians in the field of electrochemistry. The team members have rich theoretical knowledge and practical experience, and are able to continuously explore and innovate to develop more advanced ruthenium-iridium coated titanium anode technology. They have the ability to provide diversified product specifications according to different needs. Whether it is the shape and size of the anode, or the thickness of the coating, the composition ratio, etc..Customizing ruthenium-iridium-coated titanium anodes requires comprehensive consideration of multiple factors, from basic material properties to specific application scenario requirements and manufacturing process control.
| Parameter | Standard Specification | Customizable Range |
|---|---|---|
| Substrate Material | Gr1 / Gr2 Pure Titanium (ASTM B265) | Gr5 Titanium, Niobium, Tantalum |
| Coating Composition | RuO₂ + IrO₂ (Standard Ratio 70:30) | RuO₂ + IrO₂ +X, Custom Ratio (30:70, 50:50, etc.) |
| Coating Thickness | 8-12 μm | 5-20 μm |
| Shape | Mesh, Plate, Sheet, Rod, Tube, Wire, Basket, Assembly | All shapes based on customer drawings |
| Size | 100*100mm, 200*200mm, 500*500mm, etc | Max size up to 2000*1000mm |
| Operating Current Density | 1000-5000 A/m² | Up to 10000 A/m² |
| Operating Temperature | <80°C (standard) | Up to 90°C (special formula) |
| pH Range | 0-12 | 0-14 (special formula) |
| Standard Service Life | 36-60 months | Up to 10 years (based on working conditions) |
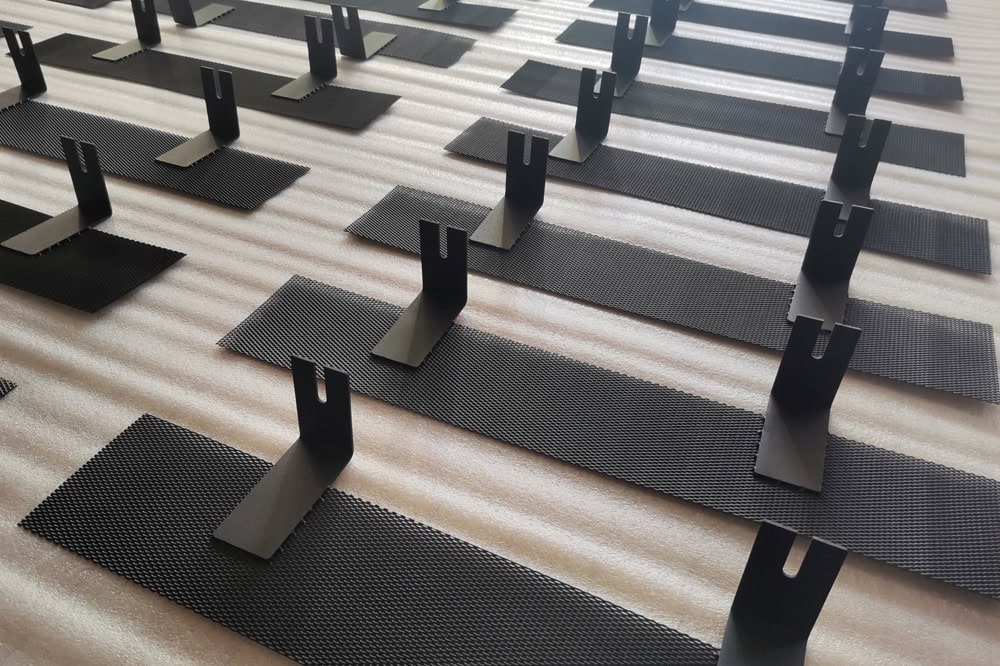
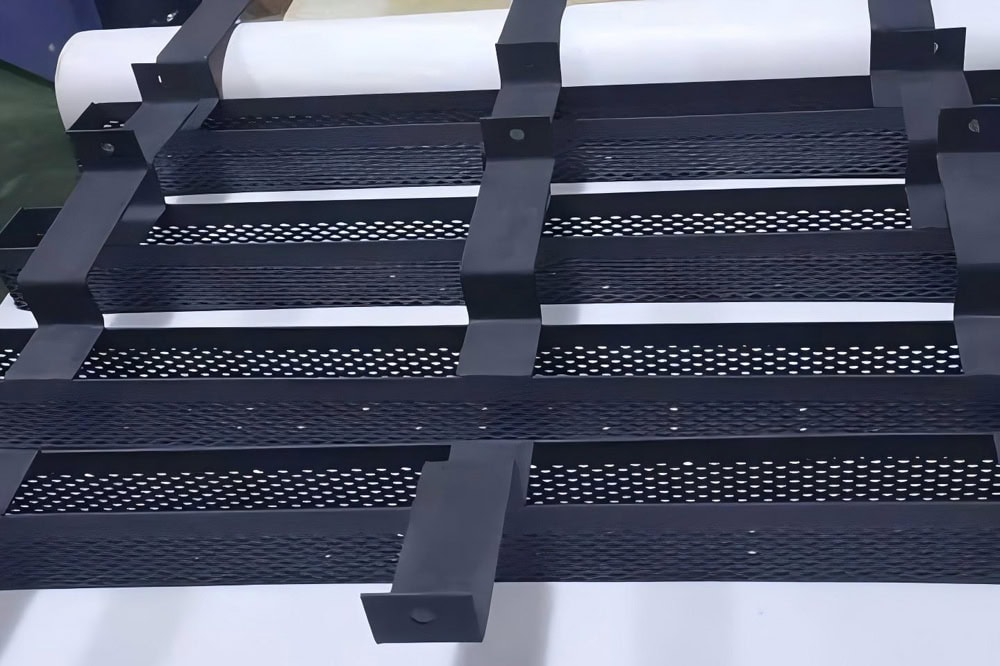
MMO Ruthenium-Iridium-Titanium Anodes - Shapes
The shape of the MMO Ruthenium-Iridium-Titanium anode directly determines the uniformity of current distribution, installation compatibility, and contact area with the electrolyte. This is the core basis for selection. Wstitanium offers full-shape customization services.
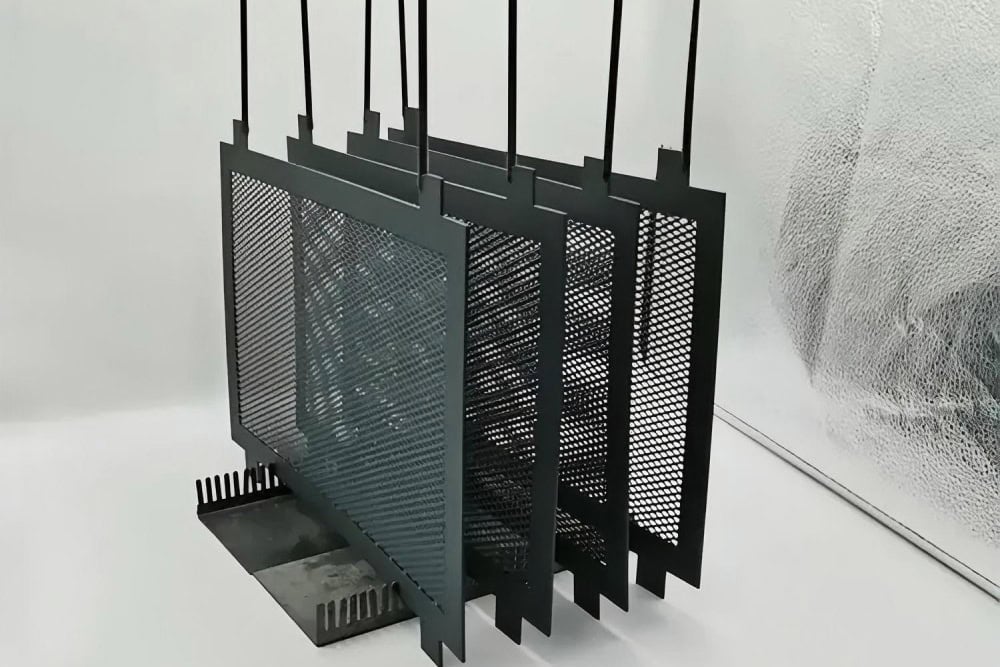
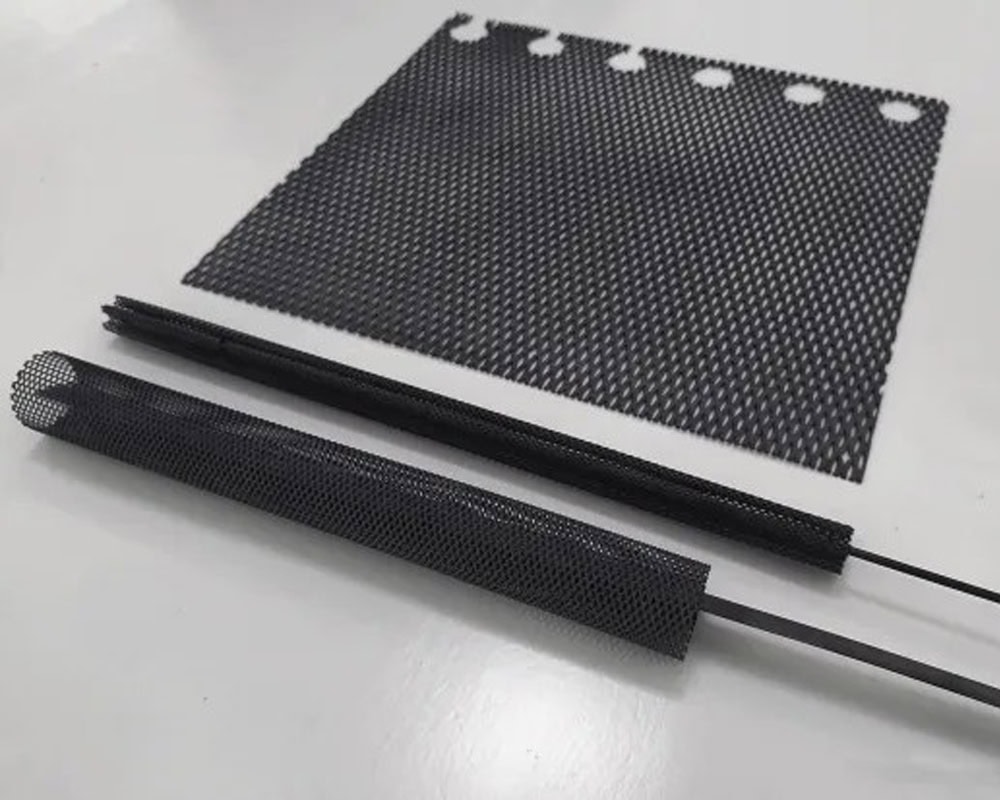
Mesh Anode
ASTM B265 standard Gr1/2 titanium plate, CNC punched and stretched into diamond, square, and round mesh shapes. This is currently the most widely used anode form.
- Thickness: 0.5-5.0mm
- Mesh size: 12mm-1020mm
- Maximum size: 3000*1500mm
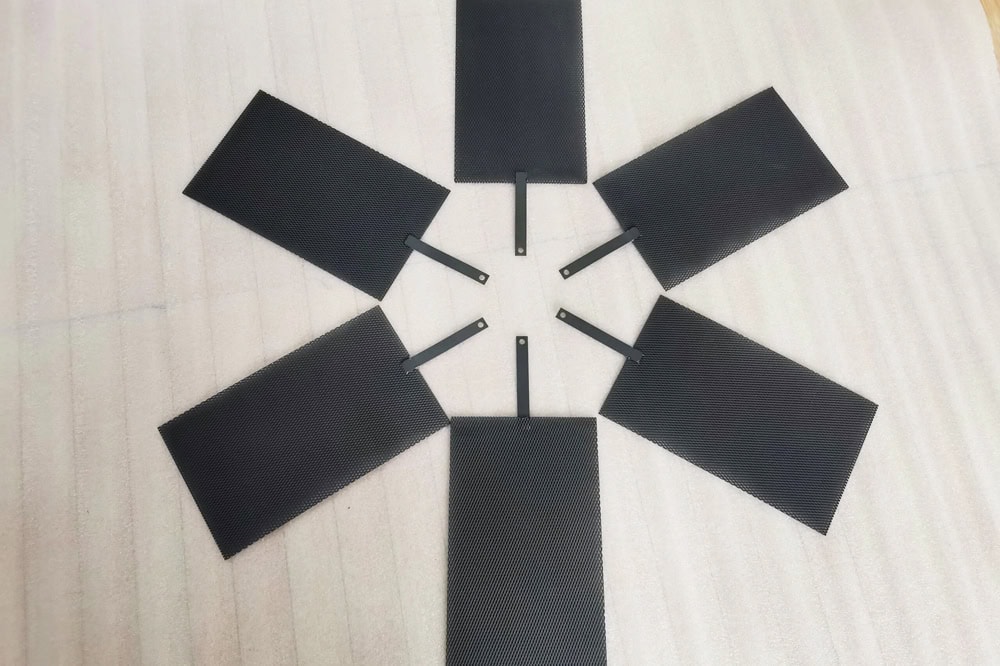
Plate Anode
Includes solid plates, perforated plates, and punched plates. High structural strength, strong current density carrying capacity, and good coating uniformity.
- Thickness: 0.3-10.0mm
- Maximum size: 3000*1500mm
- Maximum current density: 7500A/m².

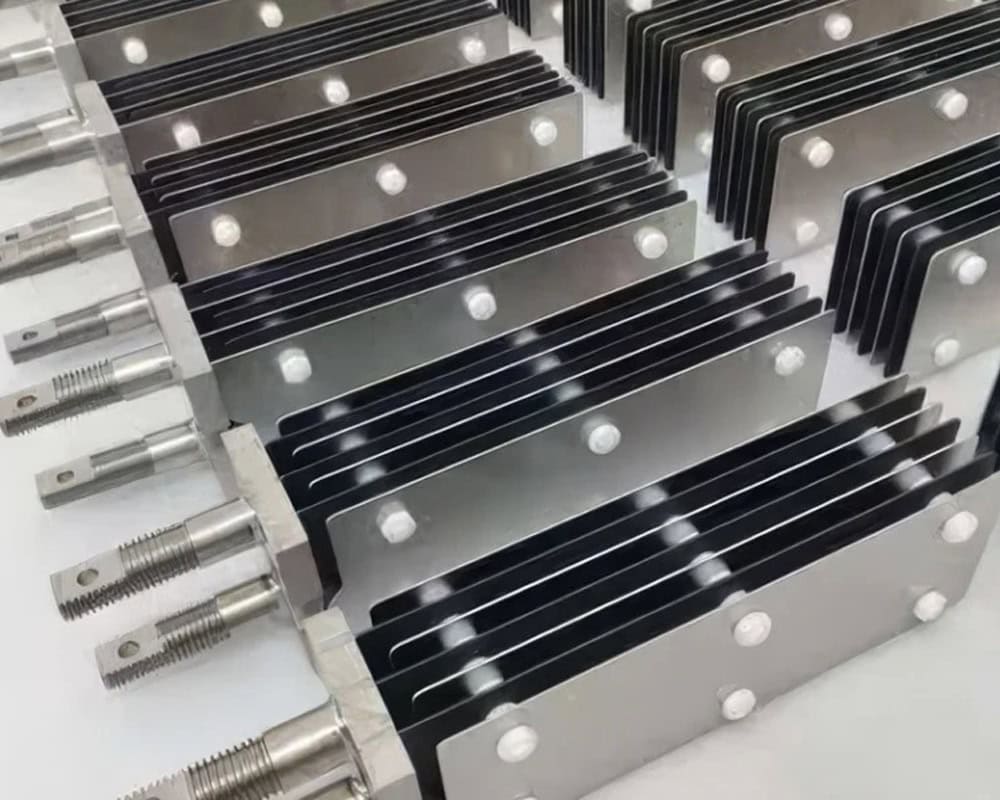
Rod Anode
Features uniform radial current distribution, compact structure, and easy installation. Suitable for tubular electrolytic cells, deep well anodes, cathodic protection systems, etc.
- Diameter: φ6-φ219mm
- Maximum length: 3000mm
- Maximum current density: 10000A/m².

Flexible/Ribbon Anode
Highly flexible, bendable, and adaptable to complex installation scenarios. Stable current output per unit length, enabling uniform protection over long distances.
- Wire diameter: φ0.5-φ6.0mm
- Thickness: 0.2-3.0mm
- Width: 5-50mm

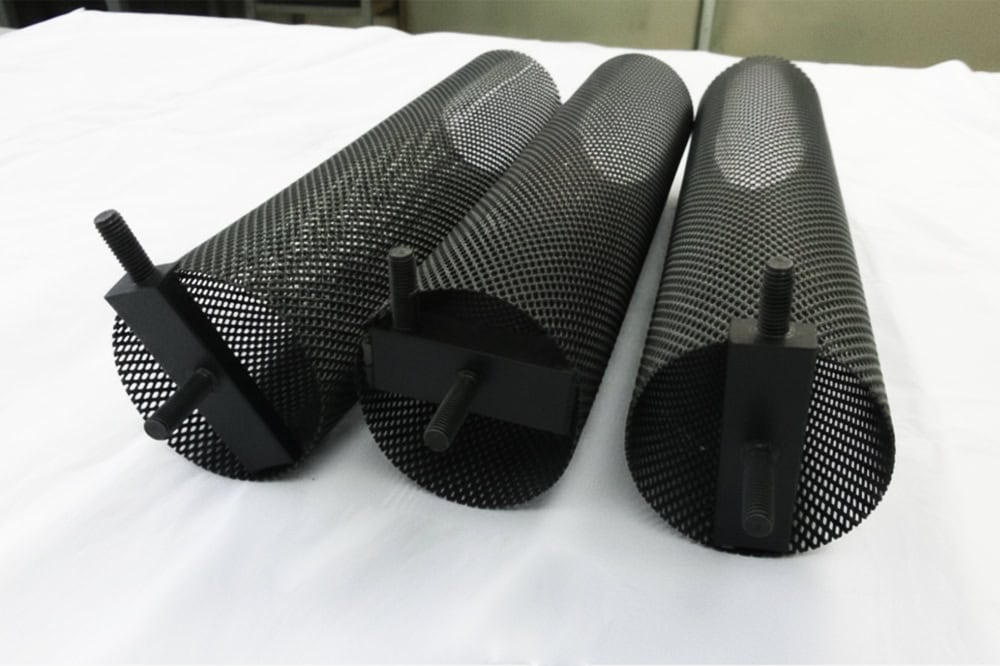
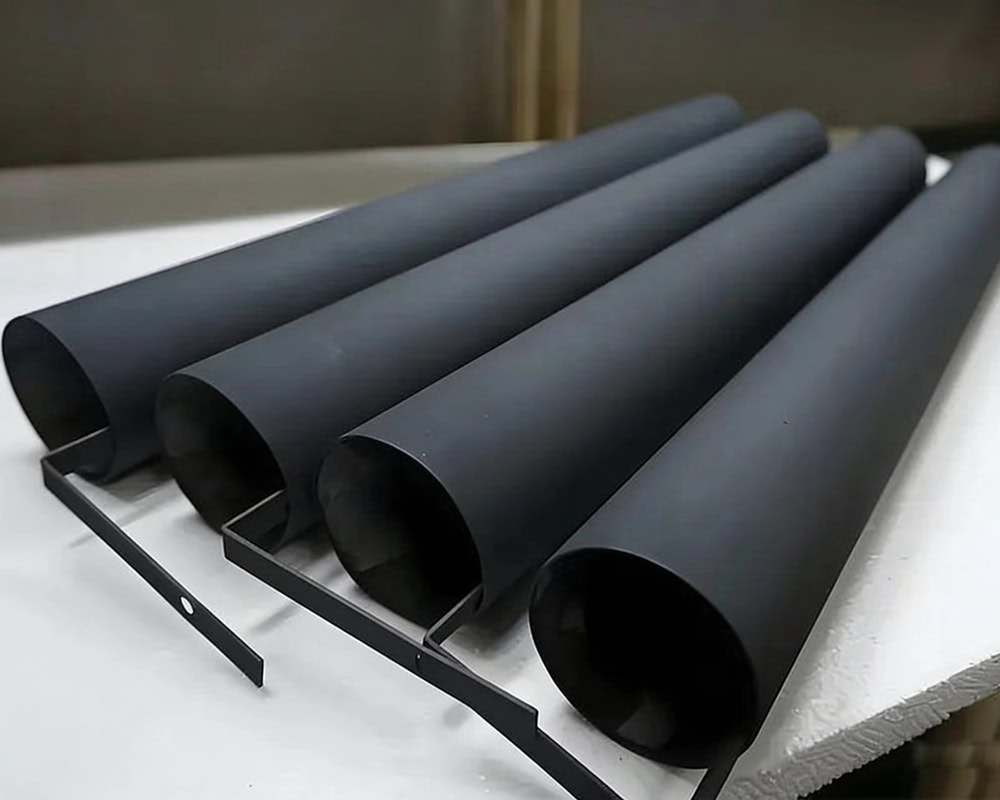
Tube Anodes
ASTM B338 standard Grade 1/2 seamless titanium tube. Custom single/double threaded and flanged connections. Double-sided coating available for both inner and outer walls.
- Pipe diameter: φ6mm-φ250mm
- Maximum length: 3000mm
- Thickness: 0.5-3mm

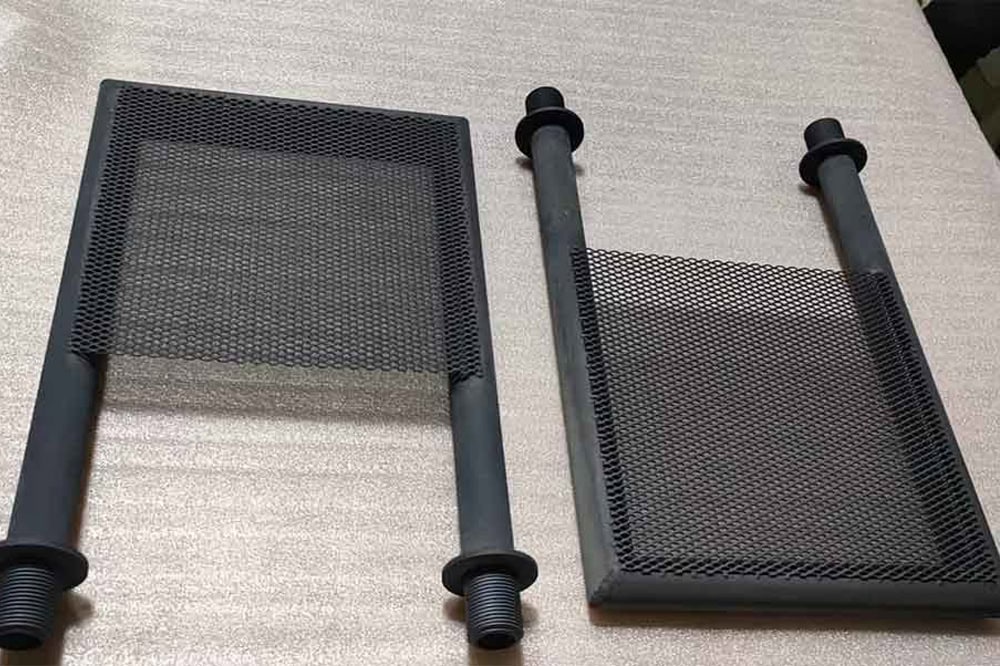
Basket Anode
Made of titanium mesh and titanium plates welded together. Its large capacity, large specific surface area, and easy installation make it the preferred form for electroplating and anodizing.
- Custom sizes available
- Thickness: 1.0-3.5mm
- Mesh size: 2×3mm, 3×5mm, etc.
MMO Ruthenium-Iridium-Titanium Anodes - Application
MMO ruthenium-iridium-titanium anodes are widely used in various fields of industrial electrochemistry worldwide. Wstitanium has developed customized solutions to address the core pain points of different application scenarios.
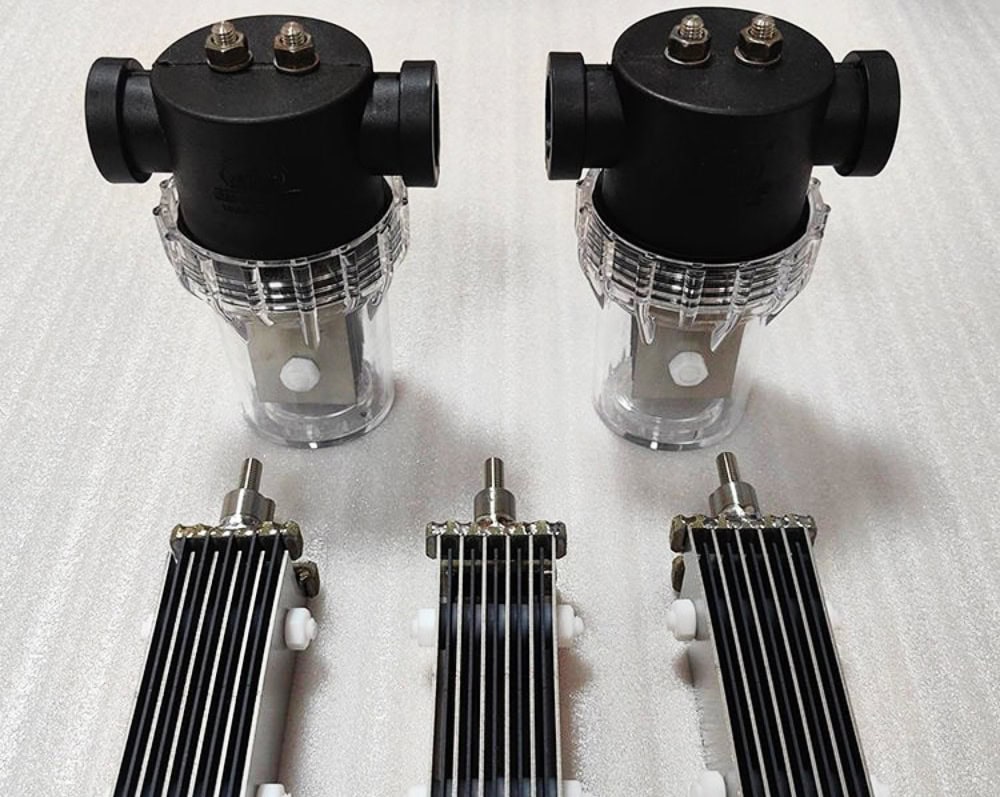
For Sodium Hypochlorite
Customized Ru-Ir coating formulas are used for brine of varying concentrations (3-30g/L) to ensure chlorine evolution current efficiency ≥92%. Suitable for generators with a maximum effective chlorine production of 100kg/h. Lifespan exceeds 3 years.

For Chlor-Alkali
Customized Ru-Ir-Sn-Ti quaternary coating systems are available for chlor-alkali plants using ion-exchange membrane and diaphragm methods, suitable for high-temperature conditions ≤90℃ and high current density conditions ≤6000 A/m².
For Industrial Wastewater
High-activity Ru-Ir formulations are available for cyanide-containing, dyeing, and high-salinity wastewater. Ru-Ir-Sn-Pb multi-component composite formulations are available for high-COD organic wastewater. Customized mesh, plate, and grid anodes are available.
For hydrometallurgy
Customized Ru-Ir-Ta multi-element composite coating. Cell voltage is reduced by 0.3-0.5V compared to lead alloy anodes. Electrowinning energy consumption is reduced by 15-25%. Lead ion contamination is eliminated, reducing lead content by 90%.

For Electroplating
Standard Ru-Ir for zinc plating, cadmium plating, and alkaline copper plating, enhancing hydrogen evolution overpotential. Ru-Ir-Sn for chromium plating and hard chromium plating. High-purity Ru-Ir for gold, silver, and platinum plating.

For ICCP
Standard Ru-Ir formulation, current output efficiency ≥95%. Highly corrosion-resistant Ru-Ir-Ta for seawater and marine environments, with a lifespan of up to 25 years. Highly active Ru-Ir suitable for highly alkaline concrete environments. Available in tube, rod, strip, ribbon, mesh, and deep well anode components.
For Swimming Pool Disinfection
Ruthenium-iridium anode continuously generates high-purity hypochlorous acid. Its bactericidal efficiency is 80 times that of traditional chlorine-based agents, killing 99.99% of pathogenic bacteria such as E. coli, Staphylococcus aureus, and Legionella within 30 seconds.

For Drinking Water Disinfection
The ruthenium-iridium-titanium anode is the “heart” of the sodium hypochlorite generator. This anode achieves a current efficiency of over 90% in electrolytic chlorine production. Power consumption per ton of available chlorine can be as low as 3.5 kWh.

For Wastewater Treatment
Ruthenium-iridium anodes generate a large amount of hydroxyl radicals and active chlorine, which are strong oxidizing agents. These can break down aromatic ring structures and azo bonds in wastewater. COD removal rates can reach over 85%.

For Seawater Desalination
Ruthenium-iridium-titanium anodes generate hypochlorous acid on-site, effectively killing bacteria, algae, microorganisms, and pesticide residues in seawater. Its efficiency in eliminating harmful substances can reach over 99.9%.

For Food Disinfection
Ruthenium-iridium-titanium anodes can completely kill common food industry pathogens such as E. coli, Staphylococcus aureus, Salmonella, and Listeria within 30 seconds. The pesticide residue degradation efficiency is over 90%.

For PCB Circuit Boards
RuO₂-IrO₂ titanium anodes can control the uniformity deviation of PCB plating within ±5%. They increase the oxidation efficiency of copper ions to over 98%, and the etching solution recycling rate exceeds 95%.
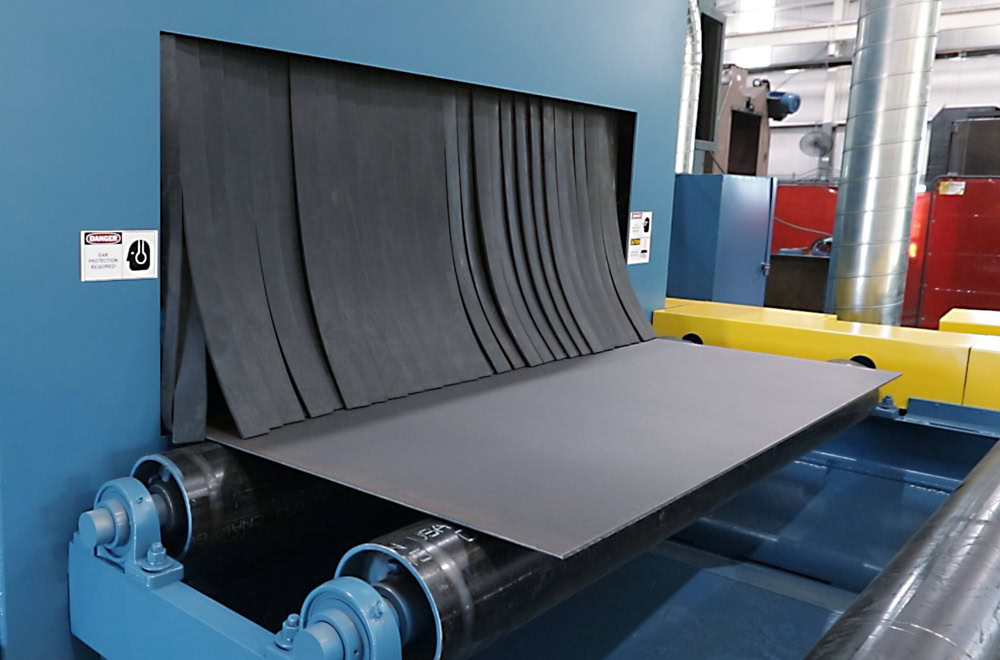
Ruthenium-iridium Titanium Anode Manufacturing
Wstitanium strictly adheres to the ISO 9001:2015 quality management system and GB/T 38955-2020 “Technical Requirements for Titanium-based Oxide Coated Electrode Coatings,” establishing a standardized end-to-end manufacturing technology. Each process has stringent quality control standards to ensure that every delivered anode meets design requirements and international standards.

Titanium Substrate
All titanium substrates conform to ASTM B265 standards. Impurities such as Ti, Fe, C, N, H, and O are strictly controlled. Grade 1 ≥99.6%, Grade 2 ≥99.5%. Tensile strength, yield strength, and elongation are ensured to meet standard requirements.

Precision Machining
CNC machining centers, laser cutting/bending machines, etc., are used for drilling, tapping, bending, turning, milling, etc., according to drawings. Tolerance ≤ ±0.05mm. Weld strength ≥ 90% of the base material strength. Surface roughness Ra ≤ 1.6μm.
Sandblasting
Under a pressure of 0.4-0.6 MPa, the surface of the titanium substrate is uniformly sandblasted to form a uniform micro-roughened surface, improving the adhesion between the coating and the substrate.

Degreasing and Cleaning
Sequentially apply an alkaline degreaser (50-60℃, 10-15 min) → rinse with hot water → ultrasonically clean with acetone/ethanol (10 min). Thoroughly remove oil, fingerprints, and dust, ensuring the surface is free of any organic contaminants.

Chemical Etching
The substrate is boiled and etched in a 10% oxalic acid solution at 80-90℃ for 2-4 hours. This forms a uniform honeycomb microstructure on the substrate surface, further enhancing the mechanical adhesion between the coating and the substrate.

MMO Coating Preparation
The composition ratio of the coating is precisely designed, including the molar ratios of Ru, Ir, Ti, Sn, Ta, and rare earth elements. This ensures the catalytic activity and corrosion resistance of the coating. The tolerance is ≤ ±0.0001g.

Coating
Multi-layer cyclic coating. Single coating thickness controlled at 1-2 μm. Dry at low temperature after coating (120-140℃, 20-30 min). A single coating-drying process only forms a thin transition layer; 15-20 cycles are required to gradually build up the total coating thickness to 5-20 μm.

Drying
Sintering is the core step. The process involves three stages of sintering: ① Low-temperature pre-firing (350-400℃, holding for 10-15 min) ② Medium-temperature pyrolysis (450-500℃, holding for 20-30 min) ③ High-temperature sintering (470-560℃, holding for 30-60 min).

Quality Inspection
Comprehensive testing: ① Appearance. ② Thickness: Eddy current thickness gauge, deviation ≤ ±0.2μm ③ Adhesion: Cross-cut test (1mm×1mm grid) ④ Electrochemical performance: Polarization curve test, chlorine/oxygen evolution overpotential ≤1.2V vs Ag/AgCl⑤ Corrosion resistance.
Quality Inspection
Wstitanium conducts strict inspections on raw materials to ensure that the raw materials used, such as titanium substrates, organic salts of ruthenium and iridium, meet quality standards. Each batch of raw materials needs to undergo chemical analysis, physical performance testing and other inspection items.
Real-time monitoring of titanium substrate pretreatment, coating preparation, coating, coating heat treatment and other processes to ensure stability and quality consistency. At the same time, regular maintenance and calibration of equipment are carried out to ensure normal operation.
Perform an appearance inspection on the ruthenium-iridium coated titanium anode to check whether the coating surface is uniform and smooth, and whether there are defects such as cracks and peeling. A series of performance tests are carried out, including electrochemical performance tests (such as overpotential tests, current efficiency tests, etc.), corrosion resistance tests (such as corrosion tests in different electrolyte solutions, etc.), coating thickness tests, etc.
Appearance
The coating surface is uniform and dense, free from missed areas, runs, pinholes, cracks, peeling, and flaking. Edges are burr-free, and welds are smooth.
Dimensions
A coordinate measuring machine (CMM) and micrometer were used to inspect hole diameter, hole spacing, thickness, and length. Dimensional error ≤ ±0.05mm.
Noble Metal Loading
Gravity method + ICP quantitative analysis was used to detect the total loading of noble metals (Ru+Ir) in the coating. Loading error ≤ ±5%.
Coating Composition
ICP-OES (Inductively Coupled Plasma Emission Spectrometry) was used to detect the molar ratio of Ru, Ir, and Ti. Composition error ≤ ±2%.
Coating Thickness
The coating thickness was measured using a Hitachi SEM (Scanning Electron Microscope). The thickness uniformity error was ≤±10%, meeting design requirements.
Coating Adhesion
The coating adhesion strength is ≥20MPa. A 90° bending test showed no peeling or cracking, ensuring the coating’s flexibility and adhesion.
Electrochemical Performance
In a 1 mol/L NaCl solution at 25°C, the chloride evolution potential was measured at a current density of 1000 A/m². The standard system showed ≤1.15V (vs SCE). In a 0.5 mol/L H₂SO₄ solution at 25°C, the oxygen evolution potential was measured at a current density of 1000 A/m². The standard system showed ≤1.12V (vs SCE).
Lifetime Test
In a 1 mol/L H₂SO₄ solution at 60±2°C and a current density of 20000 A/m², the tank voltage change was recorded. When the tank voltage rises above 5V, it is considered an anode failure, and the failure time is recorded. The standard anode time is ≥100 minutes, and the ultra-thick coating long-life anode time is ≥300 minutes.
Insulation and Withstand Voltage
For anodes requiring insulated encapsulation, the insulation resistance is ≥100MΩ. Breakdown voltage is ≥10kV. A hydrostatic test is performed on tubular anodes. The test pressure is 1.5 times the working pressure, held for 30 minutes. No leakage or deformation is observed, ensuring product sealing and structural strength.
Ruthenium Iridium Titanium Anode Application Cases
As an excellent electrode material, ruthenium-iridium-titanium anode is widely used in many fields such as chlor-alkali industry, sewage treatment, electroplating industry, hydrometallurgy, seawater desalination, etc. Its good electrocatalytic activity, high corrosion resistance, low cell voltage and long service life make it an indispensable and important part in the field of electrochemistry.
Ion-exchange membrane chlor-alkali industry - Europe
A European chemical group’s 200,000 t/a ion-exchange membrane caustic soda project. The existing anodes, after 8 years of operation, exhibited coating peeling, continuously increasing cell voltage, and declining current efficiency, necessitating an upgrade of the anode system.
- Unit cell voltage: 3.22V
- Current efficiency: 94.2%
- DC power consumption: 2380 kWh/t NaOH
- Annual energy consumption: 476 million kWh

Wstitanium Customized Solution
Customized zero-gap ruthenium-iridium multi-element composite MMO titanium anodes. The substrate uses Gr1 high-purity titanium mesh, pre-treated with 120-mesh sandblasting and high-temperature oxalic acid etching to improve coating adhesion. The coating adopts a RuO₂-IrO₂-TiO₂ ternary system, optimizing the coating thickness to 20μm and the sintering temperature to 520℃, matching a 1.8mm zero-gap structure. A customized diamond-shaped mesh structure and conductive copper heads optimize current distribution uniformity and are compatible with existing electrolytic cell installation dimensions, requiring no modification to the cell structure.

Solution Results
After the upgrade, the average voltage of the unit cell decreased to 2.95V, a reduction of 8.39%; current efficiency increased to 97.1%, an improvement of 2.9 percentage points; DC power consumption decreased to 2150 kWh/t NaOH, saving 230 kWh per ton of alkali, resulting in annual power savings of 46 million kWh, equivalent to 14,200 tons of standard coal, and reducing annual CO₂ emissions by 38,000 tons; anode design life increased to 12 years, annual maintenance costs decreased by 35%, and unit capacity increased to 215,000 tons/year, achieving a compliance rate of 107.5%.
Automotive Parts Electroplating Production Line - China
A domestically operated, fully automated hard chrome plating production line uses lead-antimony alloy anodes. It suffers from problems such as anode sludge contamination of the plating solution, high chromium anhydride consumption, high energy consumption, low coating yield, and high hazardous waste treatment costs.
- Single tank volume: 1200L; Tank voltage: 6.8V
- Chemical anhydride concentration: 250g/L
- Original current density: 50A/dm²
- Chromium anhydride consumption: 120 kg/10k dm²
- Coating yield: 88.2%
- Anode lifespan: 1.5 years.
- Sulfuric acid concentration: 2.5g/L
- Annual anode sludge production: 2.8 tons

Wstitanium Customized Solution
Custom-designed ruthenium-iridium MMO titanium anodes for hard chrome plating are needed. Gr2 titanium plates are used as the substrate. A mesh structure improves plating solution circulation efficiency; the coating adopts a RuO₂-IrO₂-SnO₂ multi-component system, optimized for corrosion resistance and oxygen evolution overpotential in high-concentration chromic acid systems, suppressing side reactions; customized anode dimensions and installation structure are used to match the existing plating tank electrode spacing, optimizing anode arrangement to improve coating uniformity; and a dedicated conductive structure is designed to reduce contact resistance.

Results and Effects
After the update, the tank voltage decreased to 5.2V, a reduction of 23.5%. Current density stabilized at 65A/dm², improving efficiency by 30%. Chromium anhydride consumption decreased to 45kg/10,000 dm², a reduction of 62.5%, saving 18.6 tons of chromium anhydride annually. The coating qualification rate increased to 99.4%, an increase of 11.2 percentage points. No anode sludge was generated, reducing hazardous waste by 2.8 tons annually. Wastewater treatment costs decreased to 420,000 RMB/year, a reduction of 67.2%. Anode lifespan increased to 5 years. Annual maintenance costs decreased by 68%.
MMO Ruthenium-Iridium Anodes for Cathodic Protection
The steel structure of a bridge pier for a cross-sea bridge is located in the tidal zone and the fully submerged zone. The existing high-silicon cast iron anodes suffered from low current efficiency, uneven protection potential, short lifespan, and high installation and maintenance difficulties.
- 12 main piers
- Single pier surface area: 1280 m²
- Original current efficiency: 45%
- Protection potential deviation: ±150 mV
- Annual corrosion rate: 0.12 mm/a
- MMO anode design life: 10 years

Customized Solution
Customized tubular ruthenium-iridium MMO titanium anodes specifically designed for marine environments. The substrate is Gr2 seamless titanium tubing. A RuO₂-IrO₂-TiO₂ composite coating system is used. The coating’s chlorine evolution potential and resistance to seawater erosion corrosion are optimized. A combination of deep-well and surface installation methods optimizes anode arrangement, adapting to complex marine hydrological environments.

Results and Effects
After the update, the anodic current efficiency increased to 92%, a 104% improvement over the original. The protection potential deviation was controlled within ±30mV. The annual corrosion rate of the steel structure decreased to 0.008mm/a, a reduction of 93.3%, far below the standard limit of 0.05mm/a. The anode design life increased to 30 years. Annual maintenance costs decreased by 72%, and the steel structure protection coverage reached 100%.
Ruthenium-Iridium MMO Titanium Anodes for Wastewater Treatment
A municipal wastewater treatment plant, designed to treat 100,000 m³/d of wastewater, is facing challenges. The existing biological treatment process fails to consistently meet discharge standards for COD and ammonia nitrogen. Traditional Fenton advanced treatment methods suffer from high reagent consumption, high sludge production, high operating costs, and complex operation.
- Ammonia nitrogen 8-15 mg/L
- Biological effluent COD 50-70 mg/L
- Required effluent COD ≤ 50 mg/L
- Required Ammonia nitrogen ≤ 5 mg/L
- Unstable effluent quality
- Sludge production 0.32 kg/m³
- Effluent compliance rate only 82%
- Annual sludge production 11,680 tons.

Customized Solution
Customized ruthenium-iridium MMO titanium anode for advanced electrochemical oxidation. The substrate is high-purity GR1 titanium plate. A RuO₂-IrO₂-SnO₂-Sb₂O₅ quaternary coating system is used. The coating’s catalytic activity is optimized to improve hydroxyl radical generation efficiency. A customized anode pore structure and modular electrochemical reactor are used, optimizing the electrode spacing to 3mm and the current density to 15mA/cm².

Solution Results
With the MMO anode in operation, the effluent COD is stable at 28-42mg/L, and ammonia nitrogen is stable at 1.2-3.5mg/L, 100% meeting the Class A standard, achieving a 100% compliance rate. The operating cost per ton of water is reduced to 0.64 yuan, a 50% reduction compared to the Fenton process. No Fenton reagent is required, and sludge production is reduced to 0.03kg/m³, a 90.6% reduction, resulting in an annual reduction of 9855 tons of sludge. Annual operating cost savings of 2.336 million yuan; anode design life of 5 years, stable operation with no passivation.
For Hydrometallurgical Zinc Electrowinning
A 100,000 t/a zinc electrowinning production line uses Pb-Ag (0.8%) alloy anodes. The process suffers from high cell voltage, high energy consumption, lead pollution, large anode sludge production, and short anode lifespan. The cathode zinc has a high lead content, resulting in a low grade of No. 0 zinc ingots. Environmental issues are significant.
- Electrowinning cells: 240
- Single cell current: 32kA
- Current efficiency: 89.6%
- Current density: 500A/m²
- Existing cell voltage: 3.35V
- Grade of No. 0 zinc ingots: 82%
- Cathode zinc lead content: 0.0035%
- Lead leaching from electrolyte: 3.2mg/L
- DC power consumption: 3280kW・h/t Zn
- Annual anode sludge production: 1200 tons

Customized Solution
Customized ruthenium-iridium MMO titanium anodes for zinc electrowinning. The substrate is Gr2 pure titanium. Optimized grid structure improves rigidity and conductivity uniformity. RuO₂-IrO₂-TiO₂ multi-component composite coating. Rare earth elements optimize the coating’s oxygen evolution potential and sulfuric acid corrosion resistance. Customized anode size and conductive copper head structure reduce contact resistance and perfectly match the original electrowinning cell installation dimensions.

Solution Results
With the MMO anode in operation, the cell voltage dropped to 2.98V, a reduction of 11.0%. Current efficiency increased to 92.8%, an improvement of 3.2 percentage points. DC power consumption decreased to 2890 kWh/t Zn, saving 390 kWh per ton of zinc, and 39 million kWh annually, equivalent to 12,000 tons of standard coal. Electrolyte lead leaching decreased to 0.12 mg/L, a reduction of 96.25%. Lead content in cathode zinc is reduced to 0.0005%. The grade of No. 0 zinc ingots is increased to 100%. No anode sludge is generated. Hazardous waste is reduced by 1200 tons annually. Anode lifespan is increased to 5 years.
FAQ
A: The lifespan of an anode is closely related to your actual operating conditions (current density, electrolyte composition, temperature, operating mode, etc.). Wstitanium provides a specific lifespan guarantee in its solutions based on your operating parameters, as follows:
Standard Operating Conditions (Current density ≤1000A/m², Temperature ≤60℃, Neutral chloride system, Continuous operation): Standard formulation anode lifespan 12-24 months; high corrosion-resistant formulation anode lifespan 3-5 years.
Demanding Operating Conditions (Current density 1000-3000A/m², Temperature 60-80℃, Medium-strong acid system): Custom formulation anode lifespan 3-5 years.
Special Operating Conditions: Specific testing is conducted based on actual operating conditions, with a clearly guaranteed lifespan, up to 60 months.
Warranty Policy: Wstitanium provides a 12-36 month full-cycle quality guarantee for all products. During the warranty period, if the anode operates under normal conditions in accordance with specifications and experiences quality issues such as coating peeling, significant performance degradation, or premature failure, Wstitanium offers free failure analysis and, based on the test results, free replacement, refurbishment, or a full refund. 24-hour after-sales technical support is also provided.
Ruthenium-iridium-titanium anode: The core active component is RuO₂ + IrO₂, making it the optimal catalyst for the chlorine evolution reaction (CER). It has an extremely low chlorine evolution overpotential, high current efficiency, and low energy consumption. It is mainly suitable for scenarios where the chlorine evolution reaction is dominant, such as sodium hypochlorite production, seawater electrolysis, chlor-alkali industry, chlorine-containing wastewater treatment, electroplating, and other chloride system electrolysis scenarios.
Iridium-tantalum-titanium anode: The core active component is IrO₂ + Ta₂O₅, exhibiting extremely strong resistance to the oxygen evolution reaction (OER) and strong acid corrosion. It is the optimal material for OER scenarios and is mainly suitable for strongly acidic sulfuric acid systems where the OER is dominant. Examples include applications in hydrometallurgical electrowinning, electrolytic oxygen production, organic electrosynthesis, and high-oxygen wastewater treatment.
Simply, for chlorine evolution scenarios, a ruthenium-iridium system is chosen. while for oxygen evolution scenarios, an iridium-tantalum system is chosen. For mixed chlorine and oxygen evolution systems, we will customize a special composite formula to balance activity and corrosion resistance.
A: WSTITANIUM has been deeply involved in the ruthenium-iridium-titanium anode industry for 12 years, boasting a professional R&D, production, and technical service team.
Technological Advantages: We possess our own electrochemical laboratory and core technologies. Our unique gradient coating structure design improves adhesion by over 50% and extends service life by over 100% compared to traditional uniform coatings. We have over 30 mature coating formulas to meet the diverse operating conditions of over 30 industries.
Quality Advantages: We strictly adhere to the ISO9001 quality management system, establishing stringent internal control standards. We implement full-process quality control. Every product undergoes comprehensive performance testing, achieving a 100% factory pass rate, ensuring stable performance and reliable quality.
Cost-Effectiveness Advantages: We have our own precious metal coating solution preparation workshop, offering prices 10-20% lower than similar products in the industry while providing superior performance, offering the highest cost-effectiveness.
Customization Advantages: Our professional technical team provides one-on-one service, customizing coating formulas and structural designs according to your specific operating conditions. We provide solutions within 3 days and samples within 7 days. We respond quickly to our clients’ customized needs.
Service Advantages: We provide full-process technical services, from solution design, sample testing, installation and commissioning to after-sales maintenance. We offer 24-hour technical support, a 12-month warranty, and lifetime maintenance. We also provide coating recoating services to eliminate any concerns our clients may have.
Experience Advantages: We have served over 1000 clients across 30+ industries, including chlor-alkali, water treatment, electroplating, metallurgy, and cathodic protection. We possess extensive field application experience and can quickly solve your various anode application challenges.
Standard Operating Conditions (Current density ≤1000A/m², Temperature ≤60℃, Neutral chloride system, Continuous operation): Standard formulation anode lifespan 12-24 months; high corrosion-resistant formulation anode lifespan 3-5 years.
Demanding Operating Conditions (Current density 1000-3000A/m², Temperature 60-80℃, Medium-strong acid system): Custom formulation anode lifespan 3-5 years.
Special Operating Conditions: Specific testing is conducted based on actual operating conditions, with a clearly guaranteed lifespan, up to 60 months.
Warranty Policy: Wstitanium provides a 12-36 month full-cycle quality guarantee for all products. During the warranty period, if the anode operates under normal conditions in accordance with specifications and experiences quality issues such as coating peeling, significant performance degradation, or premature failure, Wstitanium offers free failure analysis and, based on the test results, free replacement, refurbishment, or a full refund. 24-hour after-sales technical support is also provided.
Ruthenium-iridium-titanium anode: The core active component is RuO₂ + IrO₂, making it the optimal catalyst for the chlorine evolution reaction (CER). It has an extremely low chlorine evolution overpotential, high current efficiency, and low energy consumption. It is mainly suitable for scenarios where the chlorine evolution reaction is dominant, such as sodium hypochlorite production, seawater electrolysis, chlor-alkali industry, chlorine-containing wastewater treatment, electroplating, and other chloride system electrolysis scenarios.
Iridium-tantalum-titanium anode: The core active component is IrO₂ + Ta₂O₅, exhibiting extremely strong resistance to the oxygen evolution reaction (OER) and strong acid corrosion. It is the optimal material for OER scenarios and is mainly suitable for strongly acidic sulfuric acid systems where the OER is dominant. Examples include applications in hydrometallurgical electrowinning, electrolytic oxygen production, organic electrosynthesis, and high-oxygen wastewater treatment.
Simply, for chlorine evolution scenarios, a ruthenium-iridium system is chosen. while for oxygen evolution scenarios, an iridium-tantalum system is chosen. For mixed chlorine and oxygen evolution systems, we will customize a special composite formula to balance activity and corrosion resistance.
A3: Yes, Wstitanium supports 100% fully customized production. We manufacture entirely according to your provided drawings, samples, and design requirements, including shape, size, coating formulation, thickness, component structure, etc.
MOQ=1, supporting prototype customization, small-batch pilot production, and large-scale mass production. Whether it’s small samples for scientific research experiments or large-volume products for industrial projects, we can meet your needs.
A4: Wstitanium has a mature production system and ample raw material reserves:
Standard samples (standard size, standard formula plate and mesh anodes): Shipped within 1-3 days;
Customized samples (irregularly shaped parts customized according to drawings, customized formulas): Shipped within 3-5 days;
Small batch orders (≤50㎡): Delivery within 7-10 days;
Large batch orders (50-500㎡): Delivery within 10-15 days;
Very large project orders: A phased delivery plan can be developed according to the project schedule to ensure that project deadlines are met.
A: A ruthenium-iridium titanium anode uses Gr1/Gr2 titanium as the substrate, coated with a catalytic coating whose core active components are noble metal oxides such as ruthenium and iridium. Simply put, DSA and MMO anodes are general terms for this type of anode. The ruthenium-iridium titanium anode is the most widely used and has the best overall performance. It is specifically optimized for operating conditions dominated by chlorine evolution reactions and is currently the mainstream anode material in the electrochemical field.
A: Standard type: 3-5 years. Ultra-thick coating long-life type: 5-10 years. Cathodic protection type: 15-30 years. The anode’s lifespan is mainly affected by the following factors:
Parameters: Current density, operating temperature, electrolyte composition, pH value, presence of reverse current, etc. Higher current density, higher temperature, stronger acidity, and presence of reverse current will shorten the lifespan accordingly.
Coating precious metal loading: Higher loading results in longer lifespan. We design a reasonable precious metal loading based on your expected lifespan.
Coating formulation and technology: Gradient structure coatings have a longer lifespan than ordinary uniform coatings. Wstitanium’s unique gradient coating technology can increase lifespan by more than 100%.
A: The standard range for the noble metal (Ru+Ir) loading of a ruthenium-iridium-titanium anode is 5 g/m² to 30 g/m². It is designed based on operating conditions and expected lifespan:
Mild operating conditions, short-term use: 5-10 g/m²; Normal operating conditions, 3-5 year lifespan: 10-20 g/m²; Extreme operating conditions, over 5 years lifespan: 20-30 g/m².
It is important to note that a higher noble metal loading is not always better. Excessive loading can increase internal stress in the coating, reduce adhesion, and easily lead to peeling and cracking. It also significantly increases costs. WSTITANIUM will design the optimal noble metal loading based on your operating conditions and expected lifespan, controlling costs and achieving the highest cost-effectiveness while ensuring a long service life.
A: The standard pH range for ruthenium-iridium-titanium anodes is 1-12. Different pH environments have a certain impact on the performance and lifespan of the anode:
Neutral, weakly acidic, and weakly alkaline environments (pH=3-11): This is the optimal operating range for ruthenium-iridium-titanium anodes, resulting in the most stable performance and the longest lifespan.
Strongly acidic environments (pH<3): It is necessary to increase the IrO₂ content to improve the corrosion resistance of the coating. Our high-iridium modified ruthenium-iridium-titanium anodes operate stably in strongly acidic environments for extended periods.
Strongly alkaline environments (pH>11): It is necessary to optimize the coating formulation to prevent the coating from dissolving in strongly alkaline environments. We have ruthenium-iridium-titanium anode formulations specifically optimized for strongly alkaline environments. WSTITANIUM can customize a coating formulation according to your electrolyte pH value to ensure stable operation and long service life of the anode.
A: The maximum operating temperature of WSTITANIUM standard ruthenium-iridium-titanium anodes is 60℃. Specialized ruthenium-iridium-titanium anodes optimized for high-temperature conditions can operate stably for extended periods at temperatures up to 95℃. Higher operating temperatures accelerate coating dissolution and shorten service life. If your operating temperature exceeds 60℃, we will optimize your coating formulation by increasing the content of IrO₂ and stabilizers.
A: The standard operating current density range for WSTITANIUM ruthenium-iridium-titanium anodes is 100-5000 A/m². Specialized anodes optimized for high current density applications can operate stably at current densities up to 10000 A/m².
Higher current densities result in faster electrochemical reactions at the anode. This also accelerates coating wear and shortens the anode’s lifespan. If your application requires high current densities, we can optimize the coating formulation to increase the precious metal loading.
A: It is not recommended to use ruthenium-iridium-titanium anodes for long-term reverse current supply. Short-term, occasional reverse current supply is tolerable, but long-term reverse current supply will cause serious damage to the anode.
When reverse current is supplied, the ruthenium-iridium-titanium anode becomes the cathode. A large amount of hydrogen gas is generated on its surface. This hydrogen gas permeates to the interface between the coating and the titanium substrate, causing the coating to blister and peel off. Simultaneously, hydrogenation occurs on the surface of the titanium substrate, forming titanium hydride, which leads to embrittlement of the titanium substrate and ultimately anode failure.
If your operating conditions involve reverse current, such as pulse power supplies in electroplating or power outages during electrolysis, WSTITANIUM can customize ruthenium-iridium-titanium anodes specifically designed to withstand reverse current.
A: The main reasons for coating peeling off on ruthenium-iridium-titanium anodes are as follows, and the corresponding avoidance methods are as follows:
Reason 1: Inadequate pretreatment of the titanium substrate. If the oxide layer and oil stains on the surface are not completely removed, the adhesion between the coating and the substrate will be poor, making it easy to peel off.
Avoidance: WSTITANIUM employs a 5-step core pretreatment technology. Strict control of parameters at each step ensures that the adhesion between the coating and the substrate is ≥20MPa.
Reason 2: Improper coating sintering. Inappropriate sintering temperature and holding time lead to a lack of strong metallurgical bonding between the coating and the substrate, resulting in high internal stress and easy peeling.
Avoidance: Wstitanium uses gradient sintering. Each layer undergoes rigorous low-temperature drying and high-temperature sintering to form a strong metallurgical bond. At the same time, the gradient structure design alleviates the internal stress of the coating, preventing coating peeling.
Reason 3: During installation, disassembly, and cleaning, scraping or bumping the coating with hard objects can cause mechanical damage and peeling.
Prevention: Protect the coating during installation, disassembly, and cleaning. Do not scrape or bump the coating with hard objects, and do not use hard tools such as wire brushes to clean it.
Reason 4: Prolonged reverse current flow can cause the coating to bulge and peel off.
Prevention: Avoid prolonged reverse current flow as much as possible. If reverse current is present in the operating conditions, choose our reverse current resistant anode.
Reason 5: Operating conditions exceed the anode’s applicable range, such as excessively high temperature, excessive acidity, or excessive current density, leading to rapid corrosion and peeling of the coating.
Prevention: Select a suitable anode based on the operating conditions. WSTITANIUM will customize a custom anode solution for you, perfectly suited to your operating conditions, to avoid this problem.
| Comparison | Ruthenium-Iridium Coated Titanium Anode | Graphite Anode | Lead Anode |
|---|---|---|---|
| Dimensional Stability | Excellent, no deformation during operation, constant inter-electrode gap. | Poor, prone to corrosion and consumption, inter-electrode gap increases. | Poor, prone to corrosion and dissolution, large dimensional change. |
| Cell Voltage and Energy Consumption | Low, low chlorine/oxygen evolution overpotential, 15-30% energy saving. | High, high overpotential, large energy consumption. | High, high oxygen evolution overpotential, large energy consumption. |
| Service Life | Long, 3-10 years, 5-10 times that of traditional anodes. | Short, 6-12 months. | Short, 8-18 months. |
| Catalytic Activity & Current Efficiency | High, current efficiency can reach over 95%. | Low, low current efficiency. | Low, low current efficiency. |
| Pollution | None, no dissolution, no heavy metal pollution. | Yes, carbon particles contaminate plating/electrolyte solution. | Yes, lead dissolution causes heavy metal pollution, high environmental pressure. |
| Anode Sludge Maintenance | No anode sludge, no frequent cleaning required. | Large amount of anode sludge, frequent cleaning, high maintenance cost. | Large amount of anode sludge, frequent cleaning, high maintenance cost. |
| Weight & Installation | Light, titanium density is only 4.5g/cm³, easy to install. | Heavy, difficult to install. | Extremely heavy, lead density is 11.3g/cm³, high labor intensity for installation and replacement. |
A: To customize ruthenium-iridium-titanium anodes, you need to provide the following parameters. Our technical engineers will design a customized optimal solution for you:
Basic Requirements: Application industry, equipment type, expected service life.
Operating Parameters: Electrolyte composition, concentration, pH value, operating temperature, current density, operating voltage, operating mode (continuous/intermittent), presence of reverse current.
Dimensional and Structural Requirements: Substrate material (TA1/TA2), shape (plate/tube/mesh/wire/irregular shape), external dimensions, thickness, mesh size, aperture and spacing, connection method, installation requirements.
Performance Requirements: Precious metal loading, coating formulation, insulation requirements, other special requirements.
Existing anode problems (if any): Short lifespan, high energy consumption, coating peeling, passivation, etc.
If you do not have complete parameters, that’s okay. You only need to tell us your application scenario and needs. Our technical engineers will provide one-on-one support to help you complete the parameters and design the optimal solution for you.
A: The price of ruthenium-iridium-titanium anodes is mainly calculated based on a combination of factors, including the anode’s surface area, precious metal loading, coating formulation, substrate structure, processing difficulty, and order quantity.
Anode Surface Area: The core basis for price calculation. The larger the surface area, the more raw materials used, and the higher the price.
Precious Metal Loading: Precious metals (Ru, Ir) are the core cost of the anode. The higher the loading, the higher the price.
Coating Formulation: Different coating formulations have different proportions of precious metals, resulting in different prices. High-iridium formulations are more expensive than standard formulations.
Substrate Structure: Standard plate and mesh structures are less expensive, while tubular, irregular, and complex structures are more expensive.
Order Quantity: Larger batches result in lower prices. Scale production reduces unit costs.
Real-Time Precious Metal Prices: The market prices of precious metals such as ruthenium and iridium fluctuate, affecting the price of anodes. WSTITANIUM has its own precious metal coating solution preparation workshop. The price is 10-20% lower than similar products in the industry, while the performance is superior.
A: To judge the quality of ruthenium-iridium-titanium anodes, the following core indicators are key. These are also the items that WSTITANIUM rigorously tests for every product.
**Coating Composition and Precious Metal Loading:** Does the composition ratio of the coating meet the design requirements? Does the precious metal loading meet the standards? Is the error within a reasonable range? These are the core indicators determining anode performance and lifespan, and can be verified through ICP testing.
**Electrochemical Performance:** Chlorine evolution overpotential, oxygen evolution overpotential, current efficiency, and cyclic voltammetry active surface area. The lower the overpotential, the larger the active surface area, the better the catalytic activity, and the lower the energy consumption.
**Accelerated Life Test Time:** This is the core indicator for evaluating anode lifespan. Tested according to GB/T 20929 standards, the longer the accelerated life time, the longer the actual lifespan. A high-quality anode should have an accelerated life time ≥ 60 minutes.
**Coating Adhesion:** The higher the adhesion between the coating and the titanium substrate, the better. High-quality anodic adhesion should be ≥20MPa to ensure the coating does not peel off. Verification is achieved through pull-out tests, scratch tests, and bending tests.
Coating Thickness and Uniformity: The coating thickness must meet design requirements, and uniformity must be good, with no pinholes, cracks, or missed areas. This can be verified using an eddy current thickness gauge and scanning electron microscope (SEM).
Appearance and Dimensions: The appearance must be uniform and dense, without runs, peeling, or flaking. Dimensions must conform to drawing requirements, and processing accuracy must meet standards.
Every WSTITANIUM product undergoes testing for all of the above indicators, and all indicators meet or exceed national standards, guaranteeing product quality and performance.