Sacrificial Anode Cathodic Protection Manufacturer and Supplier
As an efficient and economical anti-corrosion technology, sacrificial anode cathodic protection is widely used in many fields such as marine engineering and petrochemical industry. With its excellent technical strength, strict quality control and rich industry experience, Wstitanium provides you with customized sacrificial anode cathodic protection solutions.
- Zinc Anode
- Aluminum Anode
- Magnesium Anode
- Customized Anode
- Rod Anode
- Block Anode
- For Marine
- For Chemical

Reputable Sacrificial Anode Cathodic Protection Factory - Wstitanium
Wstitanium manufactures sacrificial anodes for cathodic protection, mainly magnesium, zinc and aluminum sacrificial anodes. They are widely used in many key areas. In the energy field, they ensure the safe operation of oil and gas pipelines and offshore platforms. In the transportation field, they provide corrosion protection for ships and bridge foundations. In municipal construction, they protect urban water supply and sewage pipelines. With reliable product quality and customized solutions, Wstitanium has gradually gained a foothold in the global market and its customer base continues to expand. Many customers from 30+ countries around the world praise its excellent product performance, reducing the corrosion rate of metal facilities, extending service life, and greatly reducing maintenance and costs.

Magnesium Sacrificial Anode
Magnesium sacrificial anode has a high driving potential and is suitable for environments with high soil resistivity, such as cathodic protection of buried pipelines and underground storage tanks.

Zinc Sacrificial Anode
Zinc sacrificial anode has high current efficiency and uniform dissolution, and is often used in seawater and low resistivity soil environments, such as marine engineering, ships, etc.

Aluminum Sacrificial Anode
Aluminum sacrificial anode has a small density and large theoretical capacitance, which is particularly suitable for large metal structures in the ocean, such as offshore oil platforms and submarine pipelines.
Working Principle of Sacrificial Anodes
The working principle of sacrificial anode is similar to that of electrochemical cell.
Create a galvanic cell
In an electrolyte environment, connect a metal with a more negative potential (such as zinc, aluminum, magnesium, etc.) to the protected metal structure. Due to the different potentials of the two metals, a potential difference will be formed between them, thus forming a galvanic cell. The metal with a more negative potential becomes the anode, and the protected metal structure is the cathode.
Anode corrosion dissolution
In the galvanic cell reaction, the anode undergoes an oxidation reaction, continuously loses electrons and dissolves into the electrolyte solution. Taking zinc as a sacrificial anode to protect a steel structure as an example, the reaction of the zinc anode is Zn−2e−=Zn2+.
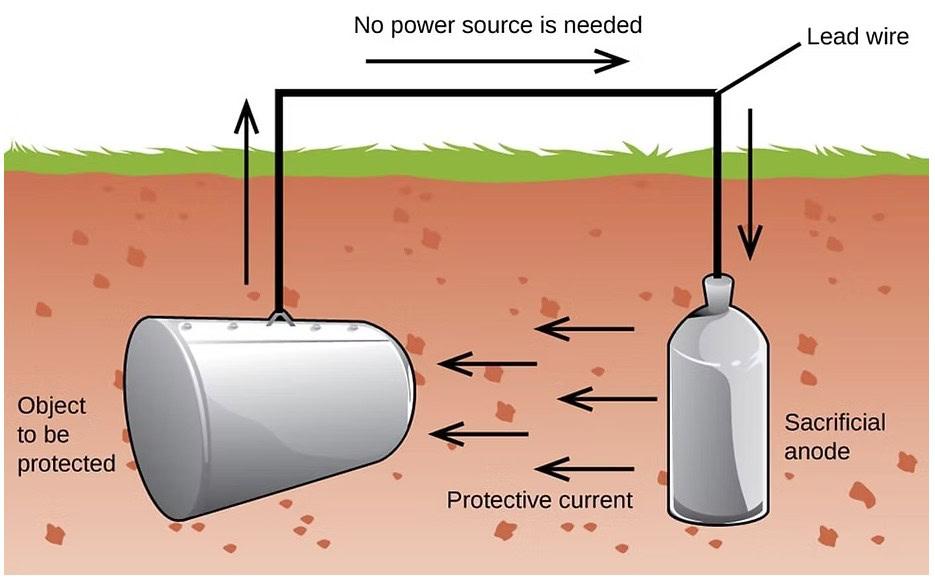
The cathode is protected
The electrons lost by the anode flow to the cathode through the wire, making the cathode metal surface electron surplus, thereby suppressing the tendency of the cathode metal to undergo oxidation reaction and protecting it. When the steel structure is used as the cathode, the dissolved oxygen in the water obtains electrons on the cathode surface and undergoes a reduction reaction, such as O2+2H2O+4e−=4OH−, instead of the iron losing electrons and being corroded.
Advantages of sacrificial anodes
Compared with impressed current cathodic protection (ICCP), sacrificial anodes do not require an external power supply and are more suitable for small or decentralized structures. ICCP requires an external power supply, but has a long protection distance and adjustable current, making it suitable for large projects. Through reasonable design and material selection, sacrificial anodes can provide efficient and economical long-term protection in many scenarios.

Self-driven protection
Relies on the potential difference between itself and the protected metal to generate current, without the need for an external power supply or complex equipment.
Widely applicable scenarios
Especially suitable for remote areas, environments without power supply (such as buried pipelines, offshore platforms), and equipment that is difficult to maintain. Such as buried pipelines in remote areas.
Uniform protection
It can provide protective current more evenly on the surface of the protected metal, and it can also provide good protection for metal structures with complex shapes, gaps or dead ends.
Long-term economic efficiency
The initial investment is low, especially suitable for small-scale or scattered protection objects.
Easy installation
Just connect the anode to the protected metal directly (welding, bolting), without complex circuit design.
Custom Sacrificial Anode Cathodic Protection Services
As a leading cathodic protection solution provider in China, Wstitanium focuses on the research and development and manufacturing of magnesium, zinc and aluminum alloy sacrificial anodes. Relying on the ISO 9001/14001 certification system, it follows the international standards ASTM B418 (magnesium alloy), ASTM B416 (zinc alloy) and GB/T 4950 (aluminum alloy).
Sacrificial Anode Materials
The selection of sacrificial anode materials is the basis of the entire manufacturing process and is directly related to the performance and service life of the product. Select high-purity metals such as aluminum, magnesium, and zinc as basic raw materials. For example, when manufacturing aluminum anodes, use aluminum ingots with a purity of more than 99%. At the same time, prepare the required alloying elements such as zinc and indium, and the purity of these alloying elements must also meet the corresponding standards to ensure the electrochemical performance of the anode. Prepare additives for improving anode performance, such as grain refiners, fluxes, etc.
Magnesium Sacrificial Anode
The magnesium sacrificial anode has a high driving potential, with an open circuit potential of -1.55V (relative to a saturated copper sulfate reference electrode, the same below) or more, and can provide a strong protection current. Its density is small, about 1.74g/cm³, which is easy to transport and install. Magnesium anodes are suitable for environments with high soil resistivity, such as fresh water, moist soil, etc., and are often used for cathodic protection of buried pipelines, underground storage tanks and other facilities. However, the current efficiency of magnesium anodes is relatively low, generally between 50% and 70%, which means that during the anode consumption process, part of the current is not used to protect the protected metal, but other side reactions occur.

Zinc Sacrificial Anode
The potential of zinc sacrificial anode is relatively low, with an open circuit potential of about -1.10V, but its current efficiency is high, usually above 90%. The zinc anode dissolves evenly, and the corrosion products are environmentally friendly and will not pollute the soil and water quality. It is suitable for environments such as seawater and low resistivity soil, and is widely used in cathodic protection of marine engineering, ships, port facilities, etc. The density of zinc anode is relatively high, about 7.14g/cm³, which may not be suitable for some occasions with strict requirements on weight.

Aluminum Sacrificial Anode
Aluminum sacrificial anode has the advantages of low density (about 2.7g/cm³) and large theoretical capacitance. Its open circuit potential is generally between -1.05V and -1.15V. Aluminum anode has good performance in seawater, can provide stable protection current, and has a long service life. It is particularly suitable for large metal structures in marine environments, such as offshore oil platforms and submarine pipelines. However, the manufacturing process of aluminum anode is relatively complex, and the purity and alloy composition of raw materials are required to be high, otherwise it is easy to have unstable performance problems.

When selecting sacrificial anode materials, Wstitanium will conduct a comprehensive assessment based on your specific needs and application environment. For example, for buried pipeline projects, if the soil resistivity is high, magnesium-based sacrificial anodes are preferred. If it is an offshore platform project, aluminum-based sacrificial anodes are a better choice. At the same time, factors such as material cost and supply stability will also be considered to ensure the most cost-effective products.
Auxiliary Materials
In addition to the sacrificial anode material itself, some auxiliary materials are also needed in the manufacturing process. Although these materials are used in relatively small quantities, they also play a key role in product quality.
Fillers
The filler is mainly used to wrap the sacrificial anode. Its function is to improve the working environment of the anode and increase the current efficiency and service life of the anode. Common fillers include gypsum powder, bentonite, sodium sulfate, etc. For example, gypsum powder can provide sulfate ions to promote the dissolution reaction of the anode. Bentonite has good water absorption and water retention, keeps the anode moist, and improves conductivity.
Wires
The wires are used to connect the sacrificial anode and the protected metal. The material is generally copper or copper alloy because copper has good conductivity and corrosion resistance. The cross-sectional area of the wire is selected according to the working current and use environment of the anode to ensure that the wire will not affect the protection effect due to overheating or corrosion during long-term use. In some special occasions, the wires need to be insulated to prevent current leakage.
Sealing
The sealing material is used to protect the connection between the wire and the anode to prevent the intrusion of corrosive media such as moisture and oxygen, which affects the reliability of the connection. Common sealing materials include epoxy resin, heat shrink tubing, etc. Epoxy resin has good adhesion and chemical resistance and can form a strong sealing layer. Heat shrink tubing shrinks by heating and tightly wraps the connection part, playing a waterproof and insulating role.
Sacrificial Anode Manufacturing Process
According to the selected sacrificial anode type, various raw materials are accurately added. For magnesium anodes, the main raw material is magnesium ingots, and some alloying elements such as aluminum, zinc, manganese, etc. may need to be added to improve the performance of the anode. The addition of these alloying elements needs to be strictly controlled, and the error is generally controlled within ±0.05%. The raw materials are inspected to ensure that their purity and quality meet the requirements. For example, the purity of magnesium ingots is required to be above 99.9%.
Melting
During the smelting process, parameters such as temperature, time and stirring speed need to be strictly controlled. Taking magnesium anode as an example, the smelting temperature is generally controlled between 720℃ – 750℃. Too low temperature will lead to incomplete melting of raw materials and affect the uniformity of alloy composition; too high temperature will aggravate the oxidation of magnesium liquid and increase production costs. During the smelting process, the magnesium liquid needs to be stirred continuously to fully dissolve and evenly distribute the alloy elements. The stirring speed is generally controlled between 100r/min – 150r/min, and the stirring time is determined by the capacity of the furnace and the total amount of raw materials, generally 30min – 60min.

In order to reduce the oxidation of magnesium liquid during the smelting process, protective gas, such as argon, is usually introduced into the furnace. The protective gas can form a protective film on the surface of magnesium liquid to prevent oxygen from contacting magnesium liquid, thereby reducing oxidation losses. At the same time, some refining agents, such as hexachloroethane, can be added to the magnesium liquid to remove impurities and gases in the magnesium liquid and improve the quality of the magnesium liquid.
After smelting, the magnesium liquid is poured into a pre-prepared mold for casting. The design of the mold depends on the shape and size of the sacrificial anode. Common molds include sand molds, metal molds, and die-casting molds. Sand molds have low costs and are suitable for anode production with simple shapes and small batches. Metal molds have high production efficiency and high dimensional accuracy of castings, but the cost is high. They are suitable for the production of anodes with complex shapes and large batches; die-casting molds are suitable for the production of high-precision, high-performance sacrificial anodes, such as those used in the aerospace field.

During the casting process, it is necessary to control parameters such as casting temperature, casting speed and cooling speed. The casting temperature is generally slightly lower than the smelting temperature and is controlled between 700℃ – 720℃ to avoid excessive oxide scale in the magnesium liquid during the casting process. The casting speed should be moderate. Too fast will cause the air in the mold to be unable to be discharged in time, forming pores; too slow will cause the magnesium liquid to solidify unevenly in the mold, affecting the quality of the casting. The cooling rate also has a great influence on the structure and performance of the casting. Generally, air cooling or water cooling is used for cooling. Air cooling is suitable for occasions where the performance requirements of the casting are not high, and water cooling can obtain finer grain structure and improve the strength and toughness of the casting, but it is necessary to control the cooling speed to avoid cracks in the casting.
Machining
After casting, the sacrificial anode blank needs to be cut to obtain the required size and shape. The cutting equipment generally uses sawing machines, plasma cutting machines or laser cutting machines. The sawing machine is suitable for cutting thicker anodes, and the cutting accuracy is generally around ±1mm. The plasma cutting machine has a fast cutting speed and is suitable for cutting anodes of various shapes, but the cutting surface will have a certain heat-affected zone. The laser cutting machine has a high cutting accuracy of ±0.1mm, which is suitable for anodes with high dimensional accuracy requirements, but the equipment cost is high.

During the cutting process, it is necessary to select appropriate cutting parameters such as cutting speed and cutting current according to the material and thickness of the anode. At the same time, it is necessary to pay attention to cleaning the cut surface, removing the oxide scale and impurities generated during the cutting process, and ensuring the smooth progress of subsequent processing.
Grinding and polishing
After cutting, there may be some burrs, oxide scales and uneven areas on the surface of the anode, which need to be ground and polished to improve the surface quality of the anode. Grinding generally uses a grinding wheel grinder to grind and finely grind the anode surface with grinding wheels of different particle sizes to remove surface defects and impurities. Polishing uses a polishing machine to use polishing paste or polishing liquid to finely process the anode surface so that the anode surface reaches the required finish. For some anodes with high surface quality requirements, such as anodes for ships, mirror polishing is also required to reduce the resistance of the anode in seawater.

Degreasing
After mechanical machining, some impurities such as oil and cutting fluid will remain on the surface of the sacrificial anode. These impurities will affect the adhesion and protective effect of the subsequent coating, so degreasing is required. There are generally two degreasing methods: chemical degreasing and ultrasonic degreasing. Chemical degreasing is to immerse the anode in a solution containing a degreasing agent to remove the oil on the surface through chemical reaction; ultrasonic degreasing uses the cavitation effect of ultrasound to make the degreasing agent more effectively penetrate into the oil and remove the oil from the anode surface.
Pickling
After degreasing, there may still be some oxide film and rust on the anode surface, which needs to be pickled to remove these impurities and improve the activity of the anode surface. The pickling solution generally uses acid solutions such as sulfuric acid, hydrochloric acid or phosphoric acid. The appropriate acid concentration and pickling time are selected according to the material and surface condition of the anode. During the pickling process, attention should be paid to controlling the temperature and operating conditions to avoid excessive pickling causing corrosion on the anode surface. After the pickling is completed, the anode surface needs to be rinsed with clean water to remove the residual acid.
Assembly
Connect the surface-treated sacrificial anode to the wire. The connection methods generally include welding, riveting and crimping. Welding is the most commonly used connection method, which has the advantages of firm connection and good conductivity. When welding, it is necessary to select appropriate welding materials and welding processes to ensure the connection quality between the wire and the anode. For some occasions with high requirements for conductivity, such as the cathodic protection system of offshore oil platforms, copper welding or silver welding is usually used for connection. Riveting and crimping are suitable for some occasions where the connection strength is not high. The operation is relatively simple, but the conductivity is not as good as welding.

After the wire connection is completed, the connection part needs to be sealed to prevent moisture and oxygen from invading and affecting the reliability of the connection. Sealing materials generally use epoxy resin, heat shrink tubing, etc. First, apply a layer of epoxy resin to the connection part, then use the heat shrink tubing to cover the connection part, heat the heat shrink tubing to shrink it, tightly wrap the connection part, and form a good sealing layer.
Sacrificial Anode Quality Inspection
In the procurement of raw materials, Wstitanium will strictly inspect each batch of raw materials to ensure that their quality meets the requirements. Inspection items include chemical composition analysis, physical property testing, etc. Chemical composition analysis uses advanced equipment such as spectrometers to accurately detect the content of various elements in the raw materials to determine whether the chemical composition of the raw materials is qualified. Physical property testing includes testing of indicators such as density, hardness, and tensile strength. By testing these indicators, it is evaluated whether the physical properties of the raw materials meet production requirements.
Melting process inspection
During the smelting process, the chemical composition of the magnesium liquid is regularly sampled to ensure that the alloy composition meets the design requirements. At the same time, observe the smelting state of the magnesium liquid, such as whether there are defects such as slag inclusions and bubbles, and take timely measures to deal with them. For example, when slag inclusions are found in the magnesium liquid, slag removal is carried out in time to prevent the slag inclusions from entering the castings.
Casting process inspection
After the casting is completed, the casting is visually inspected to check whether there are defects such as pores, sand holes, shrinkage holes, etc. For defective castings, they are repaired or scrapped according to the severity of the defects. At the same time, the dimensions of the castings are measured to ensure that they meet the design requirements. The dimension measurement uses measuring tools such as calipers and micrometers. For key dimensions, the measurement accuracy is required to be controlled within ±0.1mm.



Machining process inspection
During the machining process, the processing quality of cutting, grinding, drilling and other processes is inspected. Check whether the cutting surface is flat and smooth, whether the surface finish after grinding meets the requirements, and whether the position and size of the drilling holes are accurate. For the processed parts that do not meet the requirements, rework them in time to ensure that the quality of each processed part meets the standards.
Surface treatment process inspection
After the surface treatment is completed, the surface quality of the anode is inspected. Check whether the degreasing is thorough, whether there is residual oxide film and rust on the surface after pickling, whether the color and thickness of the passivation film are uniform, etc. Through these inspection items, ensure that the surface treatment quality of the anode meets the requirements, and provide guarantee for subsequent assembly and use.
Determination of the number of sacrificial anodes
Different types of sacrificial anodes have different consumption rates. For example, the consumption rate of zinc-based sacrificial anodes is about 1.1kg/(A・a), the consumption rate of aluminum-based sacrificial anodes is about 0.5kg/(A・a), and the consumption rate of magnesium-based sacrificial anodes is about 2.0kg/(A・a). When designing a sacrificial anode system, it is necessary to calculate the consumption mass of the anode based on the type of anode and the expected protection period.
Anode mass
Based on the anode output current and consumption rate, the mass (m) required for a single anode within the protection period can be calculated: m = I×t×r, where I is the anode output current, t is the protection period, and r is the anode consumption rate. For example, for a zinc-based sacrificial anode system that needs to be protected for 10 years and has an anode output current of 0.5A, the mass required for a single anode is: m = 0.5A×10a×1.1kg/(A・a) = 5.5kg.
Number of anodes
When determining the number of anodes, factors such as the surface area of the metal being protected, the structural shape, and the uniformity of the anode distribution need to be considered. The number of anodes is preliminarily estimated based on the surface area of the metal being protected and the effective protection area of a single anode. For example, for a metal storage tank with a surface area of 100m², the effective protection area of a single zinc-based sacrificial anode is 5m², and the number of anodes required is: 100m²÷5m² = 20.
Sacrificial Anode Application
As an important anti-corrosion method, sacrificial anode plays a key role in many fields. It is based on the principle of electrochemical corrosion. By connecting a metal with a more negative potential, the protected metal becomes the cathode, inhibiting the corrosion process.
Marine platforms are in a harsh marine environment for a long time and are affected by various factors such as seawater corrosion, wave impact, and marine biological attachment. Taking a large offshore oil production platform as an example, a large number of aluminum-based sacrificial anodes are installed on its jacket, pile legs and other parts. These anodes are reasonably arranged according to the structural characteristics of the platform and the corrosion of seawater, effectively protecting the steel structure of the platform. After years of operation, the corrosion rate of the platform has been significantly controlled, ensuring the safe and stable operation of the platform and reducing the maintenance and replacement costs caused by corrosion.

Submarine Pipeline
Submarine pipelines are an important channel for the transportation of marine oil and gas resources, and their corrosion protection is crucial. In a submarine oil pipeline project, zinc-based sacrificial anodes are used for protection. By installing a group of sacrificial anodes at a certain distance along the pipeline, it is ensured that the pipeline is fully protected in seawater. At the same time, the remote monitoring system is used to monitor the potential of the pipeline and the working status of the anode in real time, and potential problems are discovered and handled in time. After long-term operation, the corrosion of the submarine pipeline is good, and there are no accidents such as leakage caused by corrosion.

Merchant ship
For a large container merchant ship, the hull is prone to corrosion under long-term immersion in seawater. In order to protect the hull, zinc-based sacrificial anodes are evenly installed below the waterline of the hull. These anodes not only protect the hull body, but also protect various auxiliary equipment on the hull, such as seawater valves, seawater coolers, etc. During the voyage of the ship, the consumption of the anodes is regularly checked, and the anodes with severe wear are replaced in time according to the actual situation. In this way, the corrosion rate of the hull is greatly reduced, the maintenance cycle of the ship is extended, the operating efficiency of the ship is effectively improved, and the overall operating cost is reduced.

Warship
Due to its special use environment and combat needs, warships have extremely high requirements for anti-corrosion performance. On a new type of destroyer, in addition to using conventional zinc-based sacrificial anodes to protect the hull, special high-activity sacrificial anodes are used for key parts, such as propellers and shafting of the propulsion system. These parts are subject to complex stresses and high-speed water flow during navigation, and the risk of corrosion is greater. Special anodes can work continuously and stably under harsh conditions, provide reliable protection for key components, and ensure that warships can maintain good performance and combat effectiveness in various complex sea conditions.

Oil Pipeline
A long-distance oil pipeline passes through areas with different geological conditions, including deserts, saline-alkali lands, etc. In view of the differences in soil resistivity and corrosivity in different areas, magnesium-based and zinc-based sacrificial anodes were selected respectively. In desert areas with high soil resistivity, magnesium-based sacrificial anodes are used to provide sufficient protection current for pipelines by taking advantage of their high driving potential characteristics; zinc-based sacrificial anodes are installed in areas with strong corrosion but relatively low resistivity such as saline-alkali lands. Through reasonable anode selection and layout, the pipeline is effectively protected from soil corrosion, ensuring the safe transportation of crude oil and reducing environmental pollution and economic losses caused by pipeline corrosion and leakage.

Urban water supply pipeline
Underground cast iron pipelines are widely used in urban water supply systems. Due to the complex urban soil environment, the presence of various pollutants and microorganisms, pipelines are prone to corrosion. In a water supply pipeline renovation project in a certain city, sacrificial anode protection measures were adopted for both new and old pipelines. Zinc-based sacrificial anodes are installed at certain intervals along the pipeline, combined with anti-corrosion coatings to form a double protection system. The pipeline potential and water quality are regularly tested to ensure that the anodes work normally and do not pollute the water quality. In this way, the service life of the water supply pipeline is extended and the stability and safety of the city’s water supply is guaranteed.

conclusion
Magnesium, zinc and aluminum are common sacrificial anode materials. Magnesium anode has negative potential and is suitable for high resistivity environment, but it is severely self-corroded and has high cost. Zinc anode has high current efficiency in seawater, is affordable, and is widely used. Aluminum-based anode is light and has large capacity, which has obvious advantages in scenarios with weight requirements. When designing, it is necessary to accurately calculate the protection current and determine the number, size and layout distribution of anodes. Before installation, make preparations such as surface treatment and quality inspection, and use appropriate methods such as welding and bolting to ensure reliable electrical connections and good insulation.
During operation, by monitoring parameters such as potential, current and anode consumption, timely diagnosis and treatment of faults. Regular maintenance includes inspection, anode replacement, etc., and records and reports are kept. From offshore platforms to buried pipelines, sacrificial anodes have been successfully used in various projects to ensure facility safety and reduce maintenance costs. In the future, with the development of material research and development, design optimization and intelligent monitoring and maintenance technology, sacrificial anodes will achieve more efficient and reliable anti-corrosion protection in more fields, helping to ensure the long-term and stable operation of infrastructure.
Respect to Our Workers

Chief Engineer: JingGuo.Wang

Workshop Supervisor: Zhongxin.Ma

Casting Master Team

Casting Team

Finishing: QiuDa. Li
