Sheet Metal Welding Titanium Services
Wstitanium invests in laser and robotic sheet metal titanium welding services (TIG, MIG) to handle complex projects of varying quantities and specifications.
- TIG & MIG
- Manual + Robot Welding
- 100% Quality Inspection Report
- Robotic Welding For High Volumes
- ISO 9001:2015, ISO 13485 Certified.
WSTITANIUM Factory
Our Powerful Facilities
Welding Titanium Services
Wstitanium uses laser equipment and robots to weld titanium. This allows us to handle complex projects with different quantities and specifications. Traditional welding processes, namely TIG, MIG are the mainstream for welding titanium. We use manual welding for small titanium parts. On the other hand, laser or robot welding is often used for large-volume titanium parts. Every process follows quality standards. Visual inspection and special solutions are used to check the quality in welding, including incomplete welding or welding leakage. Quality inspection solutions include tensile testing, X-ray inspection, ultrasonic inspection, etc.
Robotic Welding - 7*24 Hours Work
Wstitanium has invested in 20 robotic welding machines and 3 laser welding equipment. These can meet the requirements of large-scale production of sheet metal parts. Moreover, they guarantee the precision and efficiency that cannot be replaced by manual welding. Robotic welding applications are usually used for major projects and a large number of sheet metal parts. At the same time, they improve production efficiency. Robotic welding can handle the welding of complex-shaped sheet metal parts and can work continuously for 24 hours.

Challenges of welding titanium
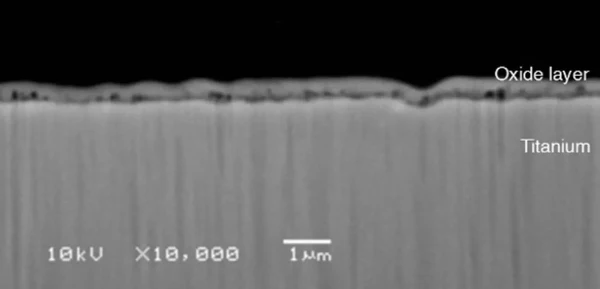
Titanium has a density of about 50% of stainless steel, but its strength is more than twice that of stainless steel. Therefore, its strength-to-weight ratio has increased by nearly four times. However, titanium has a melting point of approximately 1670°C (3035°F), while stainless steel melts at approximately 1450°C (2642°F). Titanium has a strong affinity for oxygen. When left at room temperature, titanium forms a thin film of titanium oxide on its surface. This oxide layer is a positive factor because it prevents additional corrosion, but it makes welding challenging. When heated above 650°C (1200°F), titanium oxidizes rapidly. Therefore, an excellent shielding gas must be provided to achieve the highest quality welds.
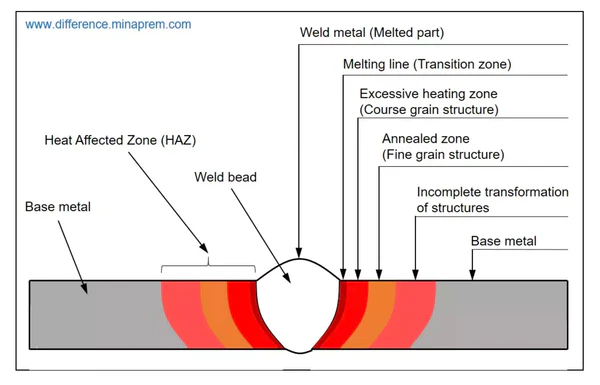
Frustratingly, titanium is extremely susceptible to contamination. Titanium becomes brittle if oxygen, hydrogen, nitrogen, carbon, or other elements are introduced into the weld. However, different grades of titanium contain different amounts of impurities. Increased contaminants reduce titanium’s ductility and can cause cracks in the weld metal. For example, if the oxygen content is high, the weld may develop transverse cracks along the weld face or in the heat-affected zone (HAZ).
Titanium welding technology
Wstitanium strongly recommends using gas tungsten arc welding, also known as TIG, to weld titanium. The TIG welding process provides excellent precision, safe, and guided shielding gas. Of course, MIG welding titanium is also possible. However, few people do it. It is difficult to achieve the same weld quality as the TIG welding process with MIG. The MIG welding process produces too much heat and spatter for titanium, and may cause contamination due to excessive impurities in the arc atmosphere. Because the molten titanium filler metal droplets are small when MIG welding, and they fly along the joint through the arc, there is a greater chance of titanium oxidation and contamination at such high heat and low material volume. The TIG welding process is generally considered to be the best method for joining titanium. Flux welding and oxy-fuel welding of titanium or titanium alloys are not recommended.

Shielding Gas
The tungsten inert gas welding process uses a non-consumable tungsten electrode to transmit electricity and an inert shielding gas to protect the weld pool from atmospheric contamination. The American Welding Society (AWS) recommends measuring welding gas purity to ensure it meets the standards set for each application. Typical specifications indicate that the shielding gas is at least 99.995% pure with no more than 20 parts per million (PPM) of oxygen. When TIG welding titanium, the argon purity is 99.999%. Wstitanium uses a direct current electrode negative (DCEN) TIG welding polarity to weld titanium. TIG machines are equipped with high frequency arc starting to prevent contamination of the titanium with the tungsten electrode. The recommended shielding gas for welding titanium is argon; an argon/helium mixture can also be used. Helium in any shielding gas increases the deposition rate because it increases the heat of the welding arc, and Wstitanium uses that mixture in these cases. The preferred mixture is 75% argon and 25% helium.

Shielding gas coverage is very important for the weld pool and the filler rod. When welding titanium, the filler rod should always be under the shielding gas. Cut the filler rod off by a half inch or so between welds because the ambient gas may contaminate it. When TIG welding, pre-gas should be applied for about 5 seconds before starting the arc, and post-gas should be applied for 25 seconds. The flow rate should be around 25 psi when using argon and around 28 psi when using an argon/helium mix.
Welding Titanium Grades
The first step to successful titanium welding is to become familiar with the various alloys, their properties, and considerations for selecting filler metals for each. Titanium is available in 31 different grades based on mechanical and chemical properties. Titanium grades are divided into four categories: Commercially Pure (CP or Unalloyed), Alpha, Alpha-Beta, and Beta. The elements in titanium determine the material’s crystal structure. Oxygen, nitrogen, and aluminum promote the alpha structure. While vanadium, molybdenum, and silicon act as beta stabilizers.
Commercially Pure Titanium
Commercially pure titanium contains 98-99.5% titanium. Smaller additions of oxygen, nitrogen, carbon, and iron increase strength. Pure titanium has the best weldability in the titanium family. This is due to their combination of excellent corrosion resistance, good ductility, and excellent weldability. The most common grades of pure titanium are grades 1, 2, 3, and 4. The difference between these grades is how much oxygen and iron are alloyed in them. Grade 1 is the purest, and also the weakest. Remember that mechanical properties increase as the grade increases. Grades containing more oxygen and iron have higher strength but lower ductility and weldability.
Alpha-Beta Titanium Alloys
Alpha-Beta titanium alloys contain two crystal structures. They are formed by adding less than 6% aluminum and varying amounts of Beta elements. These include vanadium, chromium and molybdenum. These alloys have moderate to low strength compared to other titanium alloy grades. Alpha-Beta alloys can be heat treated to further strengthen the material. Alpha-Beta alloys are generally weldable. However, their weldability depends on the Beta content. The higher the beta element, the lower the weldability of the titanium grade. Also, the higher the beta element content, the more brittle the weld. High beta grades are very strong and rarely welded.
Alpha Titanium Alloys
Alpha titanium alloys usually contain aluminum, tin and trace amounts of oxygen, nitrogen and carbon. Moreover, they have moderate strength compared to other titanium alloys. Moreover, they have fairly good ductility and excellent mechanical properties at low temperatures. Lastly, they are very easy to weld and are always welded in the annealed condition. Alpha alloys do not respond to heat treatment. However, they can be strengthened by cold working. Alpha alloys have the highest corrosion resistance in the titanium family, except for pure titanium.
Beta Titanium alloys
Beta alloys are the smallest family of titanium alloys. They are strong, lightweight, and corrosion resistant. Beta alloys are fully heat treatable, have good hardenability, and are generally weldable. Beta alloys have a slightly greater density than other titanium alloys. But they have the highest strength and good creep resistance. These grades are welded in the annealed or solution heat treated condition. When welded, the joint is less strong but ductile. Next, they are cold worked, then solution treated and aged. This increases strength but avoids embrittlement.
Quality Inspection
Exposure to gases such as nitrogen, hydrogen and oxygen can cause contamination and weld damage. The severity of the damage, and therefore acceptability, can vary but can be estimated by observing the surface color after cooling. Coloration is a key indicator of titanium weld quality. In addition to visual inspection, dye penetrant inspection, hardness testing, X-ray, ultrasonic testing and destructive testing can determine the quality of titanium welds.
| Welding Color | Quality Indicator | Welding Color | Quality Indicator |
| Bright silver | Acceptable | Purple | Unacceptable |
| Silver | Acceptable | Dark blue | Unacceptable |
| Light straw | Acceptable | Light blue | Unacceptable |
| Dark straw | Acceptable | Green | Unacceptable |
| Bronze | Acceptable | Gray | Unqualified |
| Brown | Acceptable | White | Unqualified |

Welding to other metals?
Wstitanium can weld titanium and other metals together, but specific steps need to be taken when joining them. Welding titanium to steel requires the use of 99.999% pure argon gas and a TIG or MIG welding process. Welding titanium to aluminum requires the temperature on the titanium side of the alloy melt boundary to be maintained below 2000°C.