Titanium Anode Manufacturer and Supplier In China
Wstitanium is a Chinese manufacturer of MMO titanium anodes. Offer customized Ir-Ta, Ru-Ir, Pt, and other coating systems, including a full range of specifications such as plates, meshes, tubes, rods, strips, and baskets. We support custom drawings, samples, and complete quality inspection reports. 24/7 technical consultation and quotation.
- Factory Direct
- Iridium-Tantalum Coated Anode
- Ruthenium-Iridium Coated Anode
- Platinum Coated Titanium Anode
- ISO 9001 Certified
- Customized Solutions
- 10+ Years of Experience
- Support DDP Shipping Solutions

Good Reputation Titanium Anode Manufacturer In China
Wstitanium is committed to continuous innovation and improvement of titanium anodes, providing better, more efficient and more environmentally friendly electrochemical solutions for many fields such as chlor-alkali industry, electroplating, wastewater treatment, electrosynthesis, etc. Wstitanium has become a highly regarded supplier of titanium anodes in China with its outstanding R&D strength, advanced manufacturing technology and strict quality control system.
Ruthenium Iridium Titanium Anode
Ru-Ir MMO titanium anodes are the most commonly used catalytic system in the field of chlorine-containing medium electrolysis. They are characterized by high current efficiency, low overpotential, and moderate cost.
- pH :1–12
- Lifespan: 3–8 years
- Temperature: ≤80℃
- Coating Thickness 2~20μm
- Current Density<5,000A/㎡

Iridium-Tantalum Titanium Anode
Ir-Ta coated titanium anodes are suitable for highly corrosive, chlorine-free, and high-current-density environments. They are the preferred solution for cathodic protection, wastewater treatment, and strong acid electrolysis.
- pH Value:1-14
- Temperature <85 ℃
- Lifespan: 5–15 years
- Base: Gr1, Gr2 Titanium
- Current Density: 500-5000A/m²
Platinum Titanium Anode
Platinum-coated titanium anodes are suitable for high-end, high-temperature, high-purity, and high-requirement special electrolysis scenarios. Their catalytic efficiency far exceeds that of other MMO coatings.
- pH Value:1-14
- Lifespan: 10–20 years
- Temperature: ≤150℃
- Current Density: ≤ 10000 A/m²
- Coating Thickness: 0.2-10μm
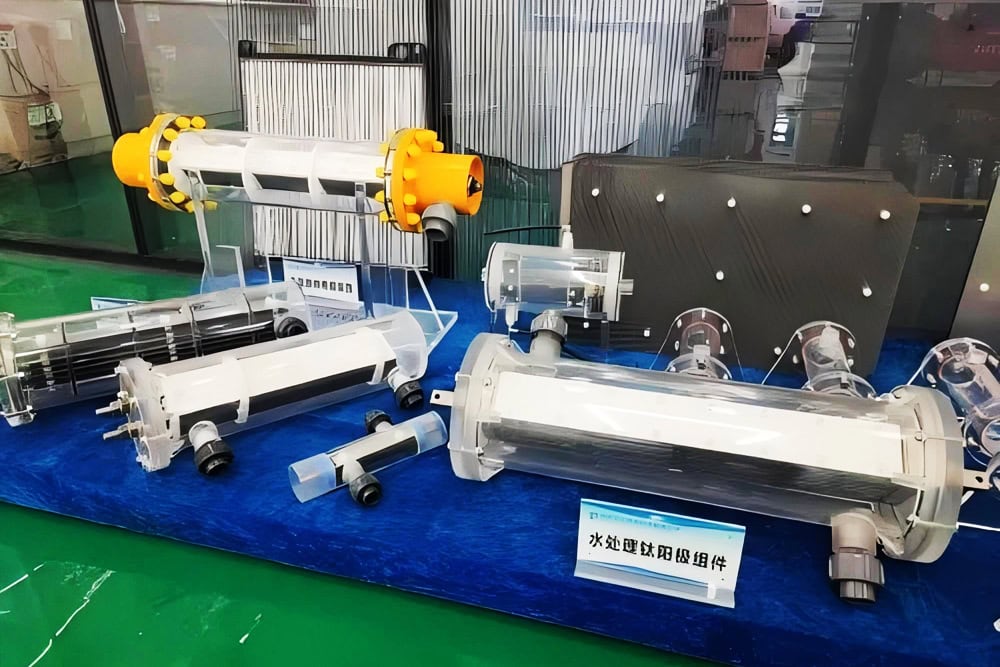
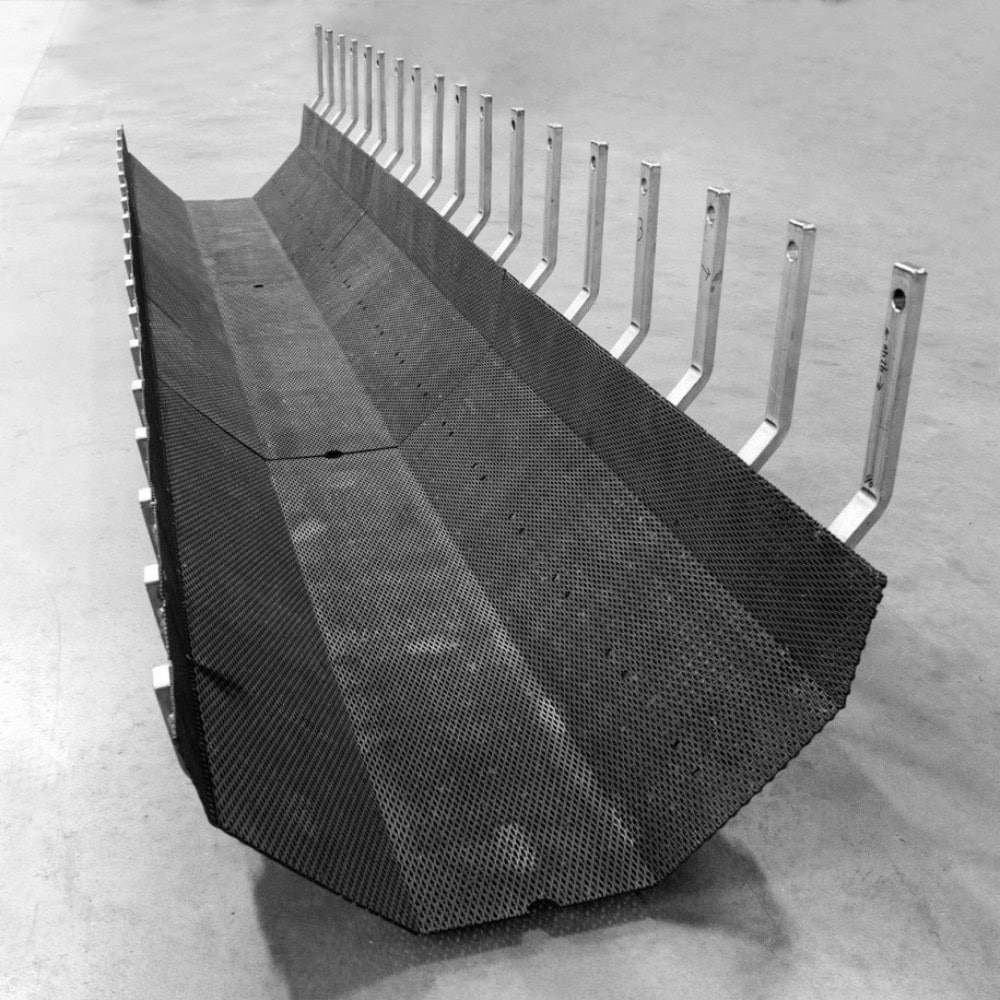
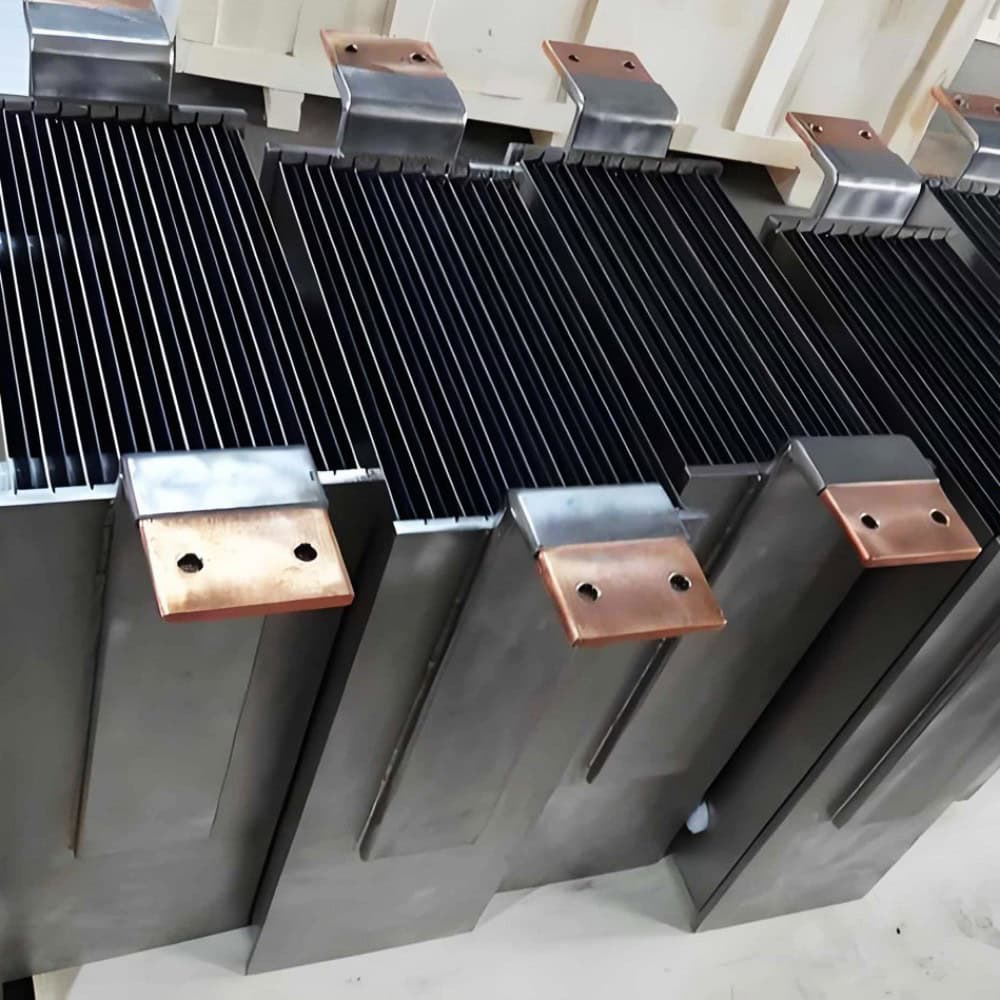
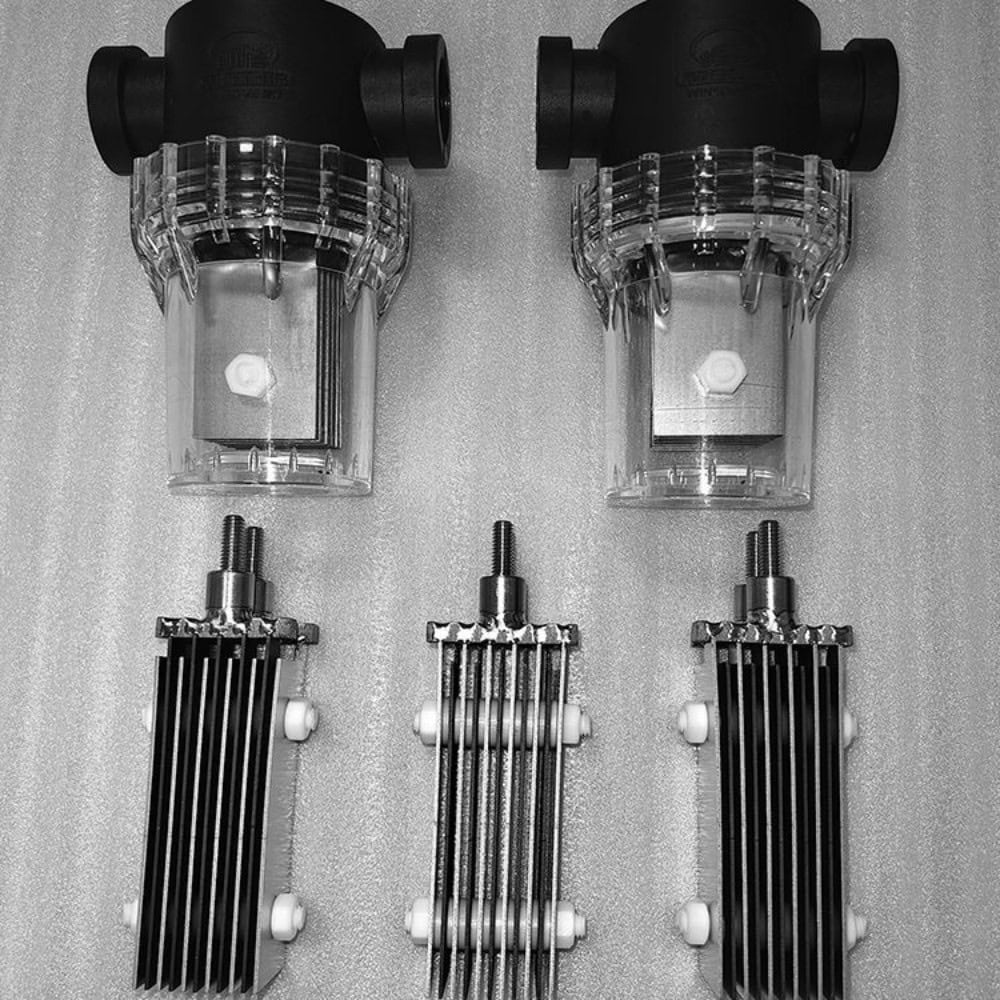
Titanium Electrolyzer
Titanium electrolyzers are specialized vessels for electrolytic chlorination, used to convert brine or seawater into sodium hypochlorite.
- Parallel Plate Electrolyzer (PPE)
- Concentric Tubular Electrolyzer
- Sodium Hypochlorite Electrolyzer
- Seawater Sodium Hypochlorite Generator
- Brine Water Sodium Hypochlorite Generator

ICCP Anodes
Impressed Current Cathodic Protection (ICCP) uses a controlled low voltage to actively prevent rust and effectively combat metal corrosion.
- Excellent electrochemical performance
- Extremely strong corrosion resistance
- Strong cathodic protection capability
- Extremely low self-consumption rate
- Extra-long service life
Custom MMO Titanium Anode
Free design. Supports any application scenario and operating parameters (medium, pH value, temperature, current, voltage, etc.).
- MOQ=1
- Resistant to fluoride ions
- Rare Earth Optimized Coating
- Arbitrary Geometric Structure
- Supports High Current Density
Custom Manufacturing Titanium Anode Services
As an innovative leader in China’s titanium anode field, Wstitanium’s technical team includes professionals in multiple fields such as materials science, electrochemistry, surface treatment, and mechanical design. Investing in a series of internationally leading manufacturing facilities, such as high-precision laser cutting machines, automated coating production lines, and advanced thermal decomposition furnaces, ensures high-precision and stable manufacturing of titanium anodes. Advanced testing laboratories, including scanning electron microscopes (SEM), energy dispersive spectrometers (EDS), and X-ray diffractometers (XRD), are capable of full-scale testing of raw materials, semi-finished products, and finished products, providing a solid guarantee for quality.
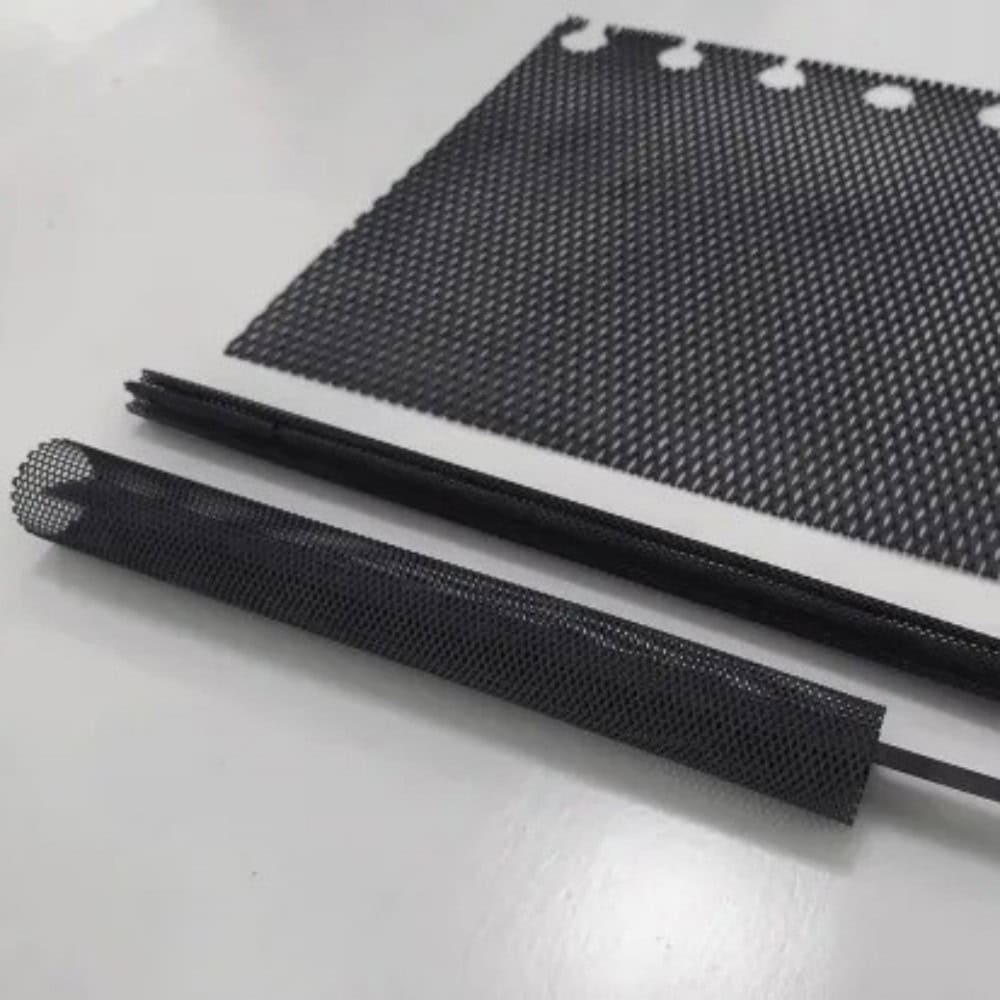
For MMO Titanium Anode Shapes
Wstitanium offers a full range of MMO titanium anode shapes. All products are made from ASTM standard pure titanium substrates. Custom sizes are available to suit different equipment structures, installation spaces, and current distribution requirements, covering eight categories: plates, meshes, tubes, rods, strips, baskets, probes, and components.
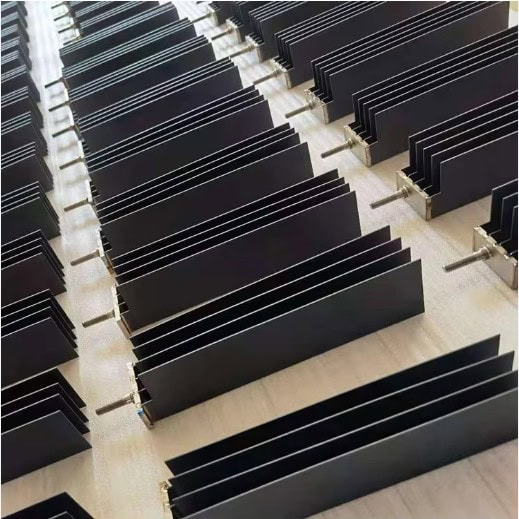
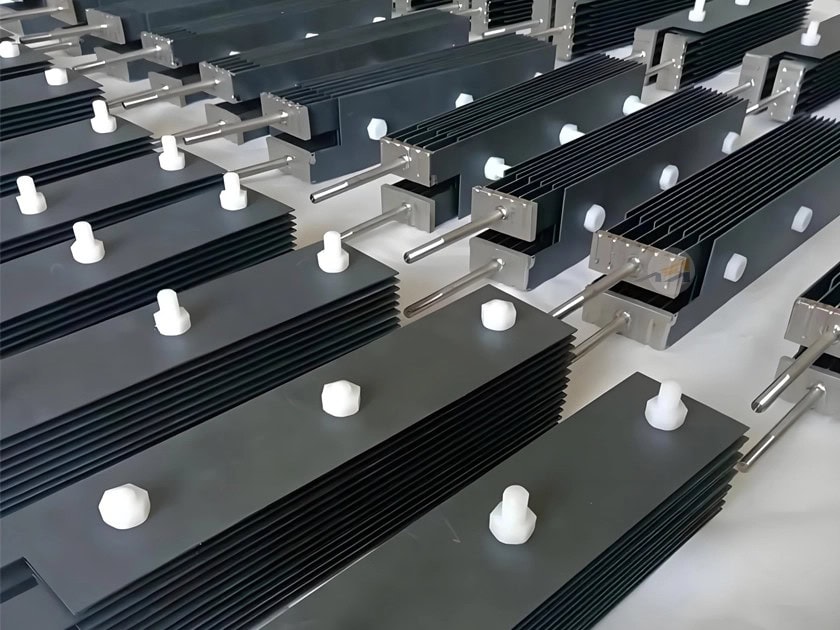
Plate/Sheet Titanium Anode
- Thickness: 0.5–10 mm
- Material: ASTM B265 Gr1/Gr2
- Dimensions: 100×100 mm–1000×2000 mm
- Connections: Welding, bolting, Flange

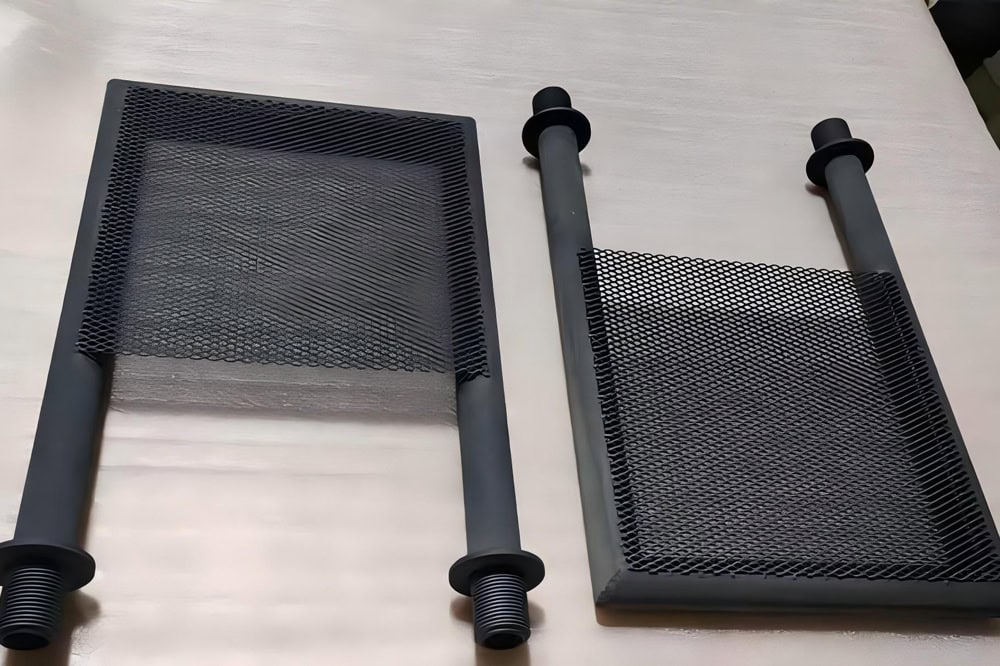
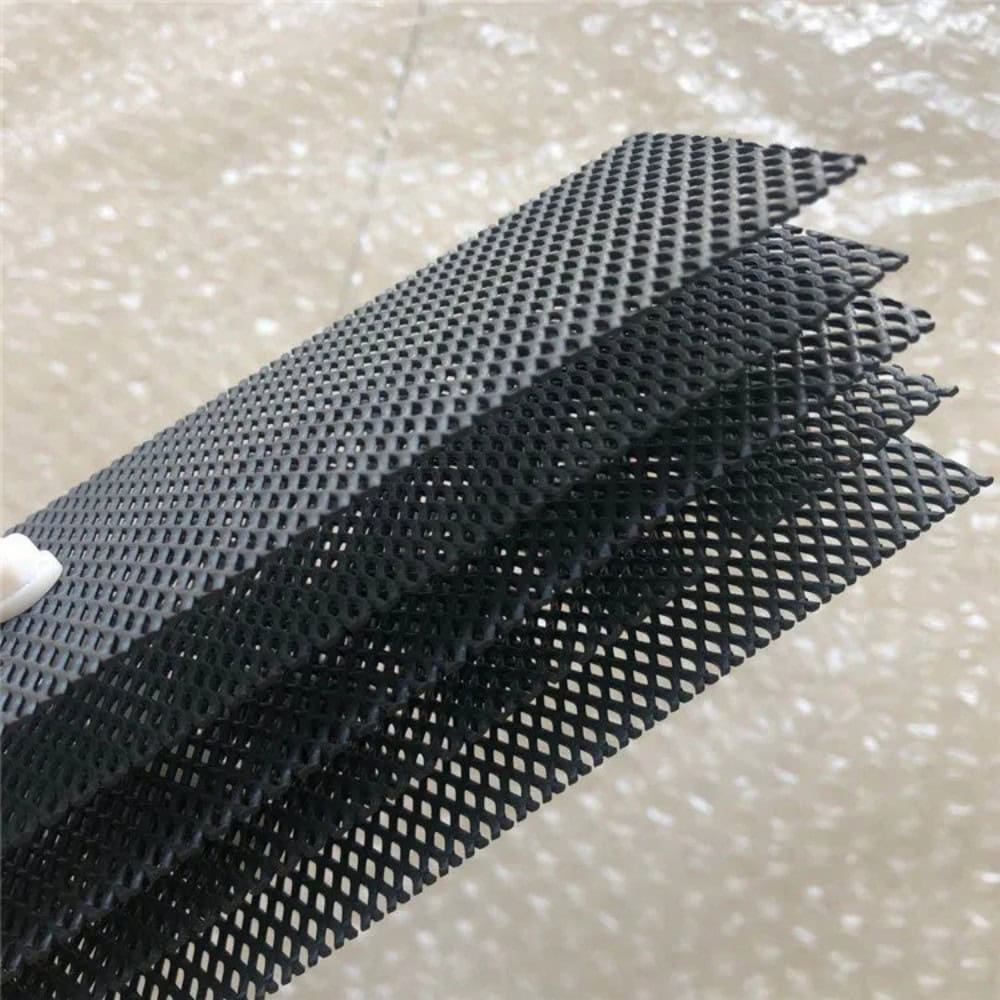
Mesh Titanium Anode
- Wire Diameter: 1–10 mm
- Mesh Size: 5×10–20×40 mm
- Material: ASTM B265 Gr1/Gr2
- Connections: Welding, Binding, Clamping
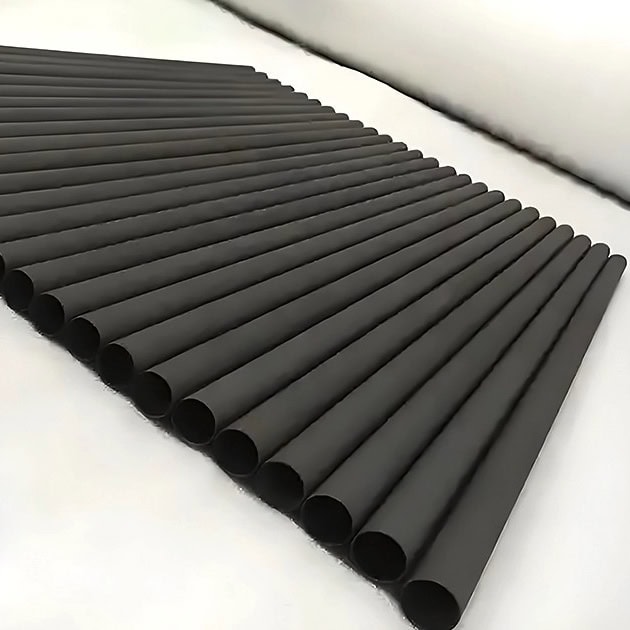
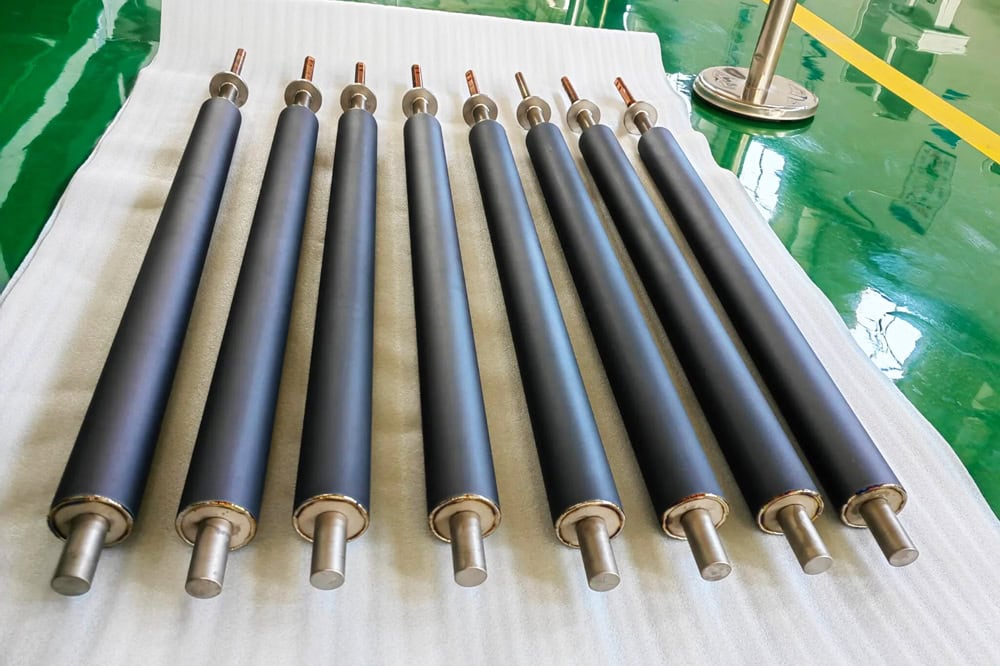
Titanium Tubular Anode
- Material: ASTM B338 Gr1/Gr2
- Outer Diameter: 10–200 mm
- Wall Thickness: 1–5 mm
- Length: Maximum 3000 mm

Titanium Rod Anode
- Material: ASTM B348 Gr1/Gr2
- Diameter: 5–50 mm
- Length: 100–1000 mm
- Connections: Threaded, welded, chuck
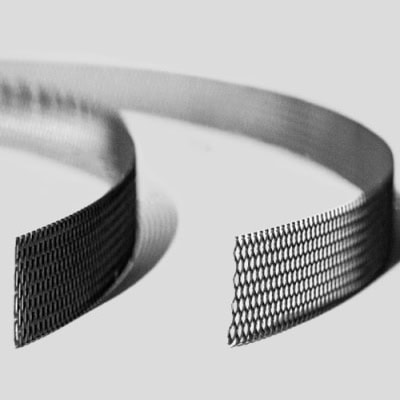
Ribbon/Strip Titaniu Anode
- Material: ASTM B265 Gr1 titanium strip
- Width: 10–200 mm
- Thickness: 0.5–3 mm
- Hot melt welding, resistance welding

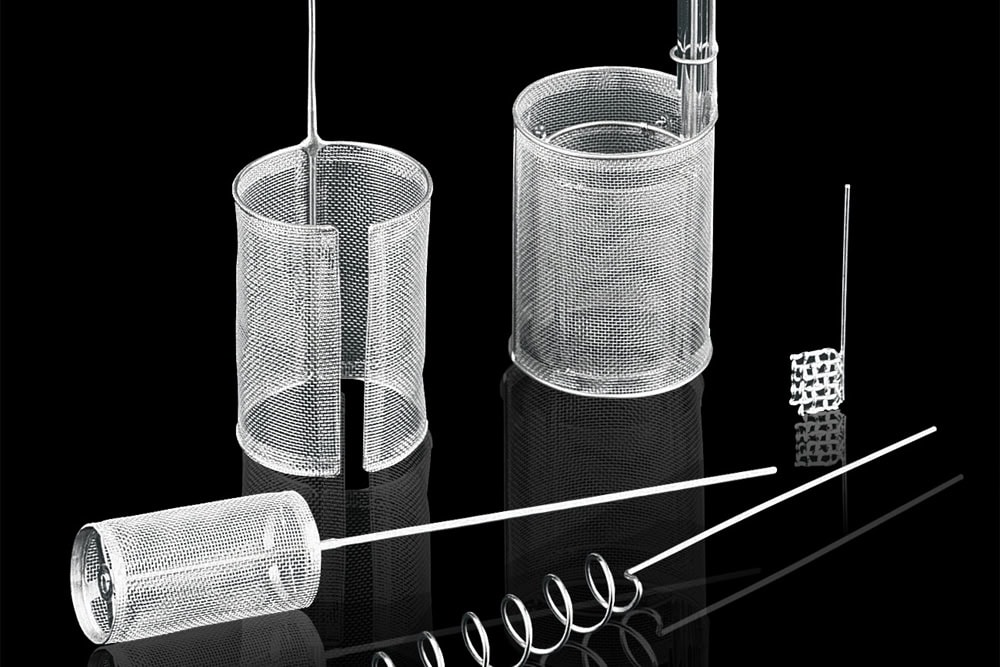
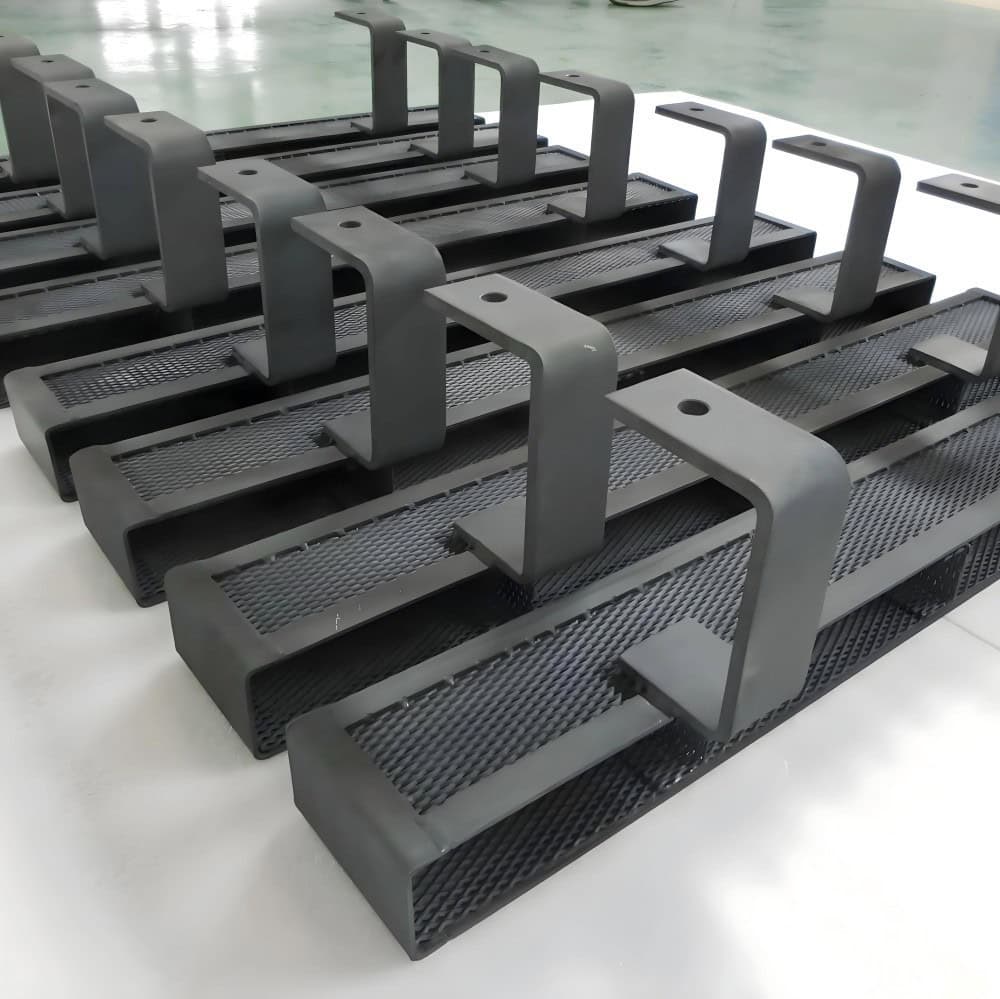
Basket/Box Titanium Anode
- ASTM B348 Pure Titanium Gr1/Gr2
- Structure: Mesh box with handle
- Diameter/Side Length: 50–1000 mm
- Mesh Size/Aperture: 2×2 mm~20×20 mm
All shapes can be customized with high precision according to CAD drawings and STEP files. Sample dimensions can be customized. We provide structural optimization suggestions to ensure ease of installation, current uniformity, and long-term stability. Low volume and prototypes are supported.
For Applications
Wstitanium fully understands the application field and grasps the information you need about the corrosion resistance and catalytic activity of the titanium anode, and then considers the composition, temperature, concentration, current density, voltage, time and other parameters of the electrolyte. Determine the customized products you need, such as ruthenium-based titanium anodes, iridium-tantalum titanium anodes, platinum-plated titanium anodes or other mixed metal oxide titanium anodes.
Titanium Anodes for Chlor-Alkali
MMO titanium anodes (DSA) are the core of modern chlor-alkali electrolysis, primarily featuring a RuO₂-IrO₂-TiO₂ coating. They exhibit low chlorine evolution overpotential (≤1.36V), current efficiency of 94%+, and chlorine purity of 99.98%.
Titanium Anodes for Electroplating
MMO titanium anodes (ruthenium-iridium/iridium-tantalum) are used for gold plating, nickel plating, chromium plating, PCB copper plating, electrolytic copper foil plating, etc. They support high current densities of 500–5000 A/m².
For Wastewater Treatment
IrO₂-Ta₂O₅/PbO₂ coated MMO anodes generate strong oxidants such as OH and ClO⁻ during electrolysis, deeply degrading wastewater from dyeing, chemical, and electroplating processes (COD, color, heavy metals, cyanide).
Swimming Pool/Water Disinfection
Ru-Ir-Ti coated MMO titanium anodes electrolyze brine/seawater. NaClO replaces bleach. 99.99% sterilization rate. Inhibits algae and biological slime. Low energy consumption (3–5 kWh/kg Cl₂). Lifespan of over 5 years.

Impressed Current Cathodic Protection
MMO titanium anodes are the preferred anode material for impressed current cathodic protection of buried pipelines, storage tanks, offshore platforms, ships, and reinforced concrete. Resistant to soil/seawater corrosion, lifespan 15–20 years.

Hydrogen Production via Water Electrolysis
IrO₂-Ta₂O₅ MMO titanium anode has a low oxygen evolution overpotential (1.48V) and is resistant to strong alkaline (pH 13–14) and acidic (PEM) corrosion. Hydrogen purity is 99.999%, and system life is 60,000+ hours.
Anodes For Hydrometallurgy
IrO₂-SnO₂ composite coated MMO titanium anode: Enables high-purity metal extraction (copper, nickel, zinc, etc.) in sulfuric acid systems. Current efficiency 92%+, supports 500–2000 A/m² current density, life 3–5 years.

For Pharmaceuticals/Chemicals
Ru-Ir-Ta anodes are used for electrocatalytic synthesis to prepare pharmaceutical intermediates, fragrances, dyes, etc. Purity is increased by 10–15%, and waste is reduced by 70%. Suitable for pH 2–12 and temperatures 20–80℃.

For Sodium Hypochlorite/Chlorate
RuO₂-IrO₂ chlorine-evolving anode used for electrolyzing brine to produce NaClO, NaClO₃, and NaClO₄. Current efficiency 85–90%, energy consumption 3–5 kWh/kg. Chlorate electrolyzer lifespan 5–8 years, purity 99.5%+.

For Electrodialysis
MMO titanium anodes (Ir-Ta) are used for electrodialysis (ED/EDR) desalination, seawater desalination pretreatment, and brackish water purification. The anode is resistant to high salt concentrations (3.5%+ NaCl) and acids and alkalis. Desalination rate is 95%+, water recovery rate is 70–80%. Lifespan is 3–5 years.
For Metal Surface Treatment
IrO₂-Ta₂O₅ oxygen-evolving MMO anodes are used for anodizing aluminum/magnesium/titanium, electrolytic polishing of stainless steel, and metal etching. They achieve a surface roughness Ra < 0.1 μm and a gloss of 90%+ for stainless steel parts. They are suitable for pH 0–14 and temperatures 0–60℃.

For New Energy Storage
MMO titanium anodes are used as positive electrode materials in vanadium redox flow batteries (VRFB) and iron-chromium flow batteries. They are resistant to strong acids (H₂SO₄), have high potential (1.6V+), a polarization reduction of 30%, a cycle life of 20,000+ cycles, and an energy efficiency of 85%+.
Titanium Anode Manufacturing Process
Wstitanium strictly adheres to international mainstream MMO titanium anode manufacturing technology. We implement end-to-end quality control, with every process documented and traceable. We ensure that every anode exhibits stable performance and meets the required standards, complying with ISO 19097 and relevant ASTM standards. Wstitanium has strict standards for the selection of raw materials for titanium anodes. Raw materials must undergo rigorous testing, including chemical composition analysis, mechanical properties testing (for titanium substrates), purity testing (coating materials), etc. Wstitanium determines the best coating solution formula, coating process parameters (such as coating times, coating speed, etc.), curing temperature and time, etc.

Select Titanium Substrate
The titanium matrix is made of pure titanium Gr1/Gr2 according to ASTM B265/B338/B348 standards, with a purity ≥99.99%. Impurities (Fe, C, N, H, O) are strictly controlled.

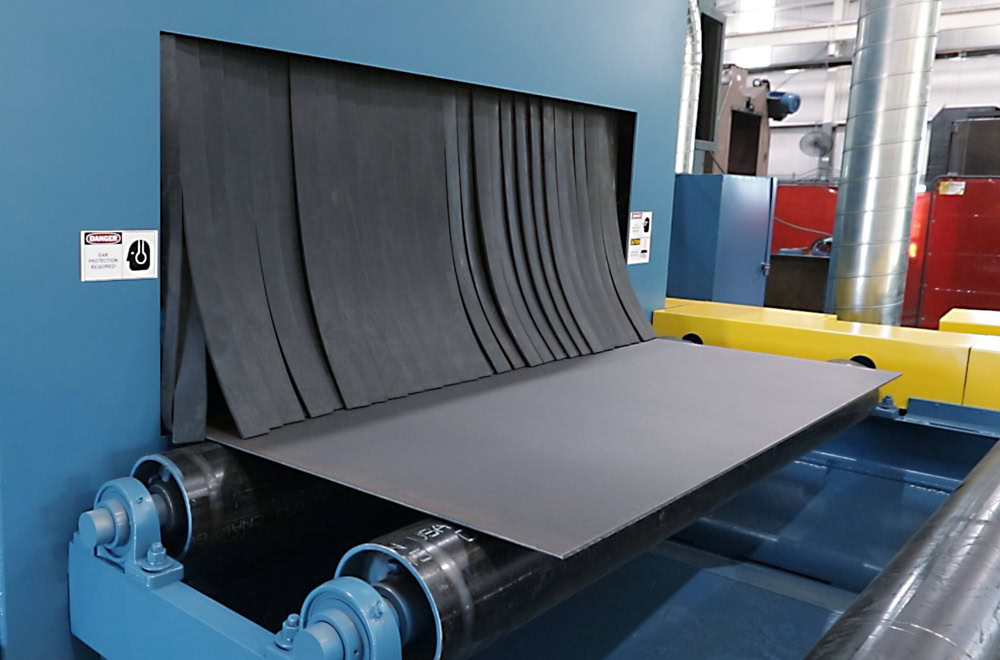
Machining
The titanium substrate is machined into the designed shape through cutting, bending, stamping, welding, and turning. Full dimensional inspection ensures tolerances meet drawing requirements.
Sand Blasting
Sandblasting (24-36 mesh white corundum, pressure 0.4-0.6MPa) evenly covers the substrate surface, forming dense pits and micro-grooves, increasing the coating contact area.

Degreasing and Cleaning
Sequentially apply an alkaline degreaser (50-60℃, 10-15 min) → rinse with hot water → ultrasonically clean with acetone/ethanol (10 min). Thoroughly remove oil, fingerprints, and dust, ensuring the surface is free of any organic contaminants.

Chemical Etching
Use boiling oxalic acid solution (10-15%, 90-100℃, 60-90 min) or a hydrochloric acid-hydrofluoric acid mixture (33% HCl + 5% HF, room temperature, 5-10 min) to remove the natural oxide film (TiO₂) and generate a uniform titanium activated layer.

MMO Coating Solution Preparation
Mixing ratio control: Chlorine evolution anode (RuO₂-IrO₂-TiO₂): Ru:Ir:Ti=4:3:3; Oxygen evolution anode (IrO₂-Ta₂O₅): Ir:Ta=7:3; Total metal ion concentration controlled at 0.1-0.5 mol/L. Stir until completely dissolved (60-80℃, 30-60 min).

Coating
Multi-layer cyclic coating. Single coating thickness controlled at 1-2 μm. Dry at low temperature after coating (120-140℃, 20-30 min). A single coating-drying process only forms a thin transition layer; 15-20 cycles are required to gradually build up the total coating thickness to 5-20 μm.

Gradient Sintering and Thermal Decomposition
Sintering is the core step. The process involves three stages of sintering: ① Low-temperature pre-firing (350-400℃, holding for 10-15 min) ② Medium-temperature pyrolysis (450-500℃, holding for 20-30 min) ③ High-temperature sintering (470-560℃, holding for 30-60 min).

Quality Inspection
Comprehensive testing: ① Appearance. ② Thickness: Eddy current thickness gauge, deviation ≤ ±0.2μm ③ Adhesion: Cross-cut test (1mm×1mm grid) ④ Electrochemical performance: Polarization curve test, chlorine/oxygen evolution overpotential ≤1.2V vs Ag/AgCl⑤ Corrosion resistance.
Customized Solutions
Wstitanium has been deeply involved in the field of customized MMO titanium anodes for 12 years. We have established a complete customization service system. Based on your drawings, operating parameters, and application requirements, we provide end-to-end customized services, from coating formulation, substrate selection, structural design, processing and production to quality inspection. We help you achieve the optimal balance between anode performance, lifespan, and cost.
Coating Customization Solutions
Coating is the core of MMO titanium anodes and a key aspect of customization. Wstitanium provides customized coating solutions based on core parameters such as medium pH, chloride ion concentration, operating temperature, main conductive chemical reaction, design lifespan, and current density.

Coating Technology
Wstitanium has developed four major coating technologies: thermal decomposition sintering (mainstream coating technology, cost-effective), sol-gel (nanoscale uniform coating), cyanide-free electroplating (platinum, coating density ≥99.5%), and multilayer gradient coating (precision up to ±0.01μm).
Elemental Ratio
Elemental Ratios: Adjusting the ratio of elements such as Ru, Ir, Ta, Pt, and Ti optimizes the catalytic activity, corrosion resistance, and stability of the coating. For example, increasing the Ru content is beneficial for high chloride ion environments, while increasing the Ir and Ta content is beneficial for strongly acidic environments.
Composite Coatings
Designing multi-element composite coatings such as Ru-Ir-Ta, Pt-Ir-Ta, and Ir-Ta-Sn to adapt to complex conditions involving mixed chlorine and oxygen evolution reactions, such as wastewater treatment applications.
Doping Elements
Adding doping elements such as Sn, Sb, Bi, and Co optimizes the coating’s conductivity, catalytic activity, and corrosion resistance, adapting it to special operating conditions.
Customization Range
5μm~100μm. Multi-layer, step-by-step coating and sintering. Each layer is ≤2μm, ensuring a uniform, dense, and highly adhesive coating. Cracking and peeling of thick coatings are strictly prevented.
Customization Standards
All custom formulations must pass laboratory electrochemical performance testing, accelerated life testing, and corrosion resistance testing to ensure performance meets design requirements.




| Parameter | Ruthenium–Iridium–Titanium Anode (Chlorine Evolution) | Iridium–Tantalum–Titanium Anode (Oxygen Evolution) | Ruthenium–Iridium–Tin–Titanium Anode | Platinum–Titanium Anode |
|---|---|---|---|---|
| Pure Titanium Standard | Gr1/Gr2 Titanium, ASTM B265 | Gr1/Gr2 Titanium, ASTM B265 | Gr1/Gr2 Titanium, ASTM B265 | Gr1/Gr2 Titanium, ASTM B265 |
| Coating | RuO₂–IrO₂–TiO₂ | IrO₂–Ta₂O₅ | RuO₂–IrO₂–SnO₂–TiO₂ | Pure Pt Coating |
| pH | 1~12 | 1~14 (Optimal for Strong Acidic Environment) | 1~14 | 1~14 |
| Current Density | ≤2000A/m² (Up to 5000A/m² for Chlor-Alkali Industry) | ≤2500A/m² (≤220A/m² for Cathodic Protection) | ≤2500A/m² | ≤5000A/m² |
| Maximum Temperature Limit | ≤80℃ | ≤85℃ | ≤80℃ | ≤150℃ |
| Overpotential | Chlorine evolution potential ≤1.12V (2000A/m², 25℃) | Oxygen evolution potential ≤1.68V (1000A/m², 25℃) | Dual low overpotential for both chlorine evolution and oxygen evolution | Oxygen evolution potential ≤1.7V (1000A/m², 25℃) |
| Coating Thickness | 2~20 μm | 2~20 μm | 2~20 μm | 0.2~10 μm |
| Precious Metal Loading | 8~35g/m² | 10~45g/m² | 8~20g/m² | 5~20g/m² |
| Design Service Life | 8~15 years | 10~20 years (Up to 75 years for concrete cathodic protection) | 5~8 years | 10~30 years |
| Application | Chlor-alkali industry, seawater electrolysis, sodium hypochlorite generator, chloride electroplating. | Cathodic protection, wastewater treatment, hydrometallurgy, electrolytic organic synthesis, electrolysis in strong acidic systems. | Circulating water sterilization, electrolytic water treatment, low-concentration saline wastewater treatment. | High-purity electrolysis, scientific research experiments, seawater desalination, cathodic protection. |
| Advantages | Low chlorine evolution potential, chloride ion corrosion resistance, high current efficiency, long service life. | Strong acid resistance, excellent oxidation resistance, outstanding stability under oxygen evolution conditions, strong reverse current resistance. | Strong versatility, moderate cost, good adaptability to dual reaction systems. | Excellent electrical conductivity, resistance to extreme working conditions, recoatable repeatedly, extremely low loss rate. |
Custom Shape Solutions
Wstitanium offers customized titanium substrates, including plates, meshes, tubes, rods, strips, wires, baskets, and irregular structures. Wstitanium’s in-house invested CNC machining centers, laser cutting machines, CNC bending machines, full-plate stretching machines, and TIG welding machines enable the custom manufacturing of titanium anodes in all shapes and sizes. Machining precision reaches ±0.02mm, perfectly matching your drawings.

| Parameter | Mesh Anode | Tubular Anode | Ribbon Anode | Plate Anode | Rod Anode |
|---|---|---|---|---|---|
| Specification | Thickness 0.5~2 mm, mesh opening 2.5×4.6 mm, etc. | Outer diameter 10~20 mm, length 0.5~3 m. | Width 6.35~10 mm, thickness 0.635~1.3 mm, coil length 50~300 m. | Thickness 0.8~5 mm, length and width customizable | Diameter 3~25 mm, length 0.2~3 m. |
| Rated Current | Max. 5.28 A/m² (for cathodic protection). | Max. 12 A per piece (Φ25×1200 mm). | Linear output 3.5~5.28 mA/m. | Max. 2000 A/m². | Max. 7.2 A per piece (Φ19×1200 mm). |
| Current Distribution | Uniform planar distribution. | Uniform radial distribution. | Uniform linear distribution. | Uniform planar distribution. | Concentrated point distribution. |
| Dimension and Tolerance | Follow the drawings, tolerance ±0.1 mm. | Follow the drawings, tolerance ±0.1 mm. | Follow the drawings, tolerance ±0.1 mm. | Follow the drawings, tolerance ±0.1 mm. | Follow the drawings, tolerance ±0.1 mm. |
| Installation | Suitable for large-area planar structures | Drilling installation, suitable for deep wells and vertical ground beds. | Flexible and windable, suitable for complex special-shaped structures. | Fixed by bolts, suitable for standardized electrolyzers. | Drilling / direct burial installation, easy to install, suitable for single-point enhanced anti-corrosion. |
Based on your 2D drawings and 3D models, Wstitanium can customize titanium anodes with various irregular shapes, such as rings, discs, baskets, spirals, U-shapes, L-shapes, grids, and cages.
Titanium Anode Quality Inspection
Wstitanium strictly adheres to the quality principle of “no manufacturing without inspection, no shipment without quality.” We have established a comprehensive quality inspection system covering raw materials, manufacturing, and finished product shipment. Every MMO titanium anode must undergo the following full tests to ensure that all products are 100% compliant with international standards and your design requirements. (Disclaimer: The following electrochemical performance data are under certain conditions. Wstitanium reserves the right of final interpretation.)

Titanium Substrate
- Ra 3~5μm
- Purity ≥ 99.5%
- Standard: ASTM B265/B338/B348
- Gr1: Tensile strength ≥ 240 MPa, Elongation ≥ 24%
- Gr2: Tensile strength ≥ 370 MPa, Elongation ≥ 20%
Appearance and Dimensions
- Coating: Uniform color, no defects
- Tolerance (100±0.05) mm
- Ra=6.0μm~10.0μm
- Rq=7μm~22.0μm
- δ≤10%
Electrochemical Performance
- Chlorine Evolution Potential ≤ 1.13V (vs. SCE)
- Polarization ≤ 30mV/decade
- Oxygen Evolution Potential ≤ 1.7V (vs. SCE)
- Oxygen Evolution Overpotential ≤ 300mV (vs. SHE)
- Potential fluctuation ≤ ±5%
Project Case Studies
For 12 years, Wstitanium’s MMO titanium anodes have been successfully applied in over 1000 projects worldwide. This has allowed us to accumulate extensive engineering experience. Below are typical project cases from our core industries.
A Wastewater Treatment Project in Europe
This project is located in North Rhine-Westphalia, Germany. The client is a large European chemical company. The wastewater discharge is 500 m³/h. The wastewater characteristics are high salinity (chloride ion concentration 15000~20000 mg/L), high COD (influent COD 8000~10000 mg/L), and pH 6~8.
- Wastewater treatment capacity: 500 m³/h,
- Influent water quality: COD 8000~10000 mg/L
- Chloride ion concentration 15000~20000 mg/L
- Design service life: ≥ 5 years
- pH 6~8
- Temperature 25~40℃
- Effluent requirements: COD ≤ 500 mg/L
- Design current density: 1200 A/m²

Wstitanium Customized Solutions
Anode: WST-RuIr-02 ruthenium-iridium high-lifespan MMO titanium mesh anode is selected. Mesh size: 3×5mm, wire diameter: 1mm, thickness: 1mm, coating thickness: 40μm. It is suitable for the chlorination reaction in high-salt wastewater, generating sodium hypochlorite and hydroxyl radicals for efficient COD degradation. A total of 1200㎡ of MMO titanium mesh anodes was used.
Structural Design: Modular anode assembly design. Each anode measures 1000×500mm. Multiple anodes are connected in parallel to form an anode module for easy installation.
System Optimization: Optimized anode and cathode spacing and arrangement to ensure uniform current distribution, improve current efficiency, and reduce energy consumption.

Application Results
After system commissioning, the effluent COD stabilized at 300~400mg/L. The COD removal rate remained stable at over 95%, fully meeting EU emission standards. The anode current efficiency reached 94%, reducing energy consumption by 25%. The system operated continuously and stably for 24 hours, with no anode performance degradation, passivation, corrosion, or detachment. The expected service life exceeds 8 years.
A Copper Electrolytic Electrowinning Project in Poland
A new copper electrowinning plant is being built in northern Poland by a large global mining group. The plant will have an annual production capacity of 100,000 tons of electrolytic copper and will utilize SX-EW hydrometallurgical technology. The electrolyte is a high-concentration sulfuric acid system (sulfuric acid concentration 180~200 g/L).
- Sulfuric acid 180~200 g/L
- Chloride ion ≤50 mg/L
- Fe²+/Fe³+ 2~5 g/L
- Cu²+ 30~40 g/L
- Electrolyte temperature: 40~45℃
- Design current density: 250 A/m²
- Electrolytic cell dimensions: 6200×1200×1500 mm
- Design service life: ≥5 years

Wstitanium Customized Solution
Anode: WST-IrTa-02 Iridium-Tantalum MMO Titanium Plate Anode. Substrate thickness 3mm, dimensions 210×800mm. Coating thickness 50μm, suitable for strongly acidic sulfuric acid systems. Low oxygen evolution overpotential, strong corrosion resistance.
Structural Design: Fully matches the dimensions and installation of existing electrolytic cells. Titanium-copper composite conductive head reduces contact resistance and avoids overheating.
Performance Optimization: Optimized coating formulation improves current efficiency and reduces cell voltage and energy consumption.
Quantity: A total of 2200 MMO titanium plate anodes were used, with a total anode area of 369㎡.
Operational Results
The electrolytic cell voltage was reduced from 2.1V to 1.8V, resulting in energy savings of 14.3%. This translates to annual electricity cost savings of approximately €2 million. There is no lead ion precipitation, and the purity of the cathode copper remains stable at over 99.995%. The anode operates stably with no performance degradation, corrosion, dissolution, or detachment. As of 2026, the anode has been operating stably for 3 years. Its expected service life exceeds 8 years.
Antifouling of Pipelines at a Seawater Desalination Plant in Malaysia
A Malaysian water group is constructing a new desalination plant with a treatment capacity of 300,000 m³/day. The pipeline has a diameter of 2.2m and a total length of 1200m. After long-term operation, the pipeline is experiencing scaling and fouling issues due to marine organism attachment. The client requires an electrolytic chlorination antifouling system to inhibit marine organism adhesion.
- 100% antifouling efficiency
- Residual chlorine concentration: 0.05~0.2 mg/L
- High sodium hypochlorite generation efficiency
- Chloride ion concentration approximately 19000 mg/L
- pH 7.5~8.5
- Anode life ≥ 10 years
- Temperature 25~32℃
- Design flow rate: 1.5~2 m/s

Wstitanium Customized Solution
Anode: WST-RuIr-03 Ruthenium-Iridium-Titanium High-Temperature Resistant MMO Titanium Tube Anode. Outer diameter 32mm, wall thickness 1.5mm, length 1000mm, coating thickness 35μm, suitable for seawater environments, resistant to seawater erosion, and with high chlorine evolution efficiency.
System Design: Anodes are installed every 30m along the pipeline length. Each group has 4 anodes, evenly distributed across the pipeline cross-section. This ensures uniform sodium hypochlorite mixing and stable residual chlorine concentration.
Quantity: A total of 160 MMO titanium tube anodes are used, along with 4 complete electrolytic antifouling systems.

Application Results
Residual chlorine concentration in the pipeline is stable at 0.05~0.2mg/L, with 100% antifouling efficiency, completely inhibiting the attachment of marine organisms. No scaling or biological attachment occurs in the pipeline, and water delivery efficiency is stable. Anode chlorine evolution efficiency reaches 93%. After 5 years of operation, there was no degradation in anode performance, no corrosion, and no failure. The expected service life is over 15 years.
A large domestic Electroplating Plant
A domestic electroplating company has 12 hard chrome plating production lines. Previously, their lead-antimony alloy anodes suffered from high tank voltage, high energy consumption, excessive chromium mist, poor coating uniformity, short lifespan, and severe pollution. The customer needs to replace them with MMO titanium anodes to reduce energy consumption, improve coating quality, and reduce pollution.
- Temperature 50~60℃
- Current density: 500A/m²
- Chromium anhydride 250g/L, Sulfuric acid 2.5g/L
- Electroplating Cell dimensions: 2000×800×1000mm
- Energy Saving ≥20%
- Coating Precision ≤±5μm
- Anode Lifespan ≥ 5 years
- Electroplating Qualification Rate ≥ 99%

Wstitanium Customized Solution
Anode: WST-IrTa-01 Iridium-Tantalum Standard MMO Titanium Mesh Anode. Mesh size 5×10mm, wire diameter 1.5mm, thickness 2mm, coating thickness 40μm, suitable for strongly acidic chromic acid plating solutions. Low oxygen evolution overpotential, strong corrosion resistance.
Structural Design: Fully matches the size and installation of existing electroplating cells. Employs a contoured anode design, optimizing the anode structure and arrangement to ensure uniform current distribution and improve coating uniformity.
Performance Optimization: Optimized coating formulation, reducing oxygen evolution overpotential, improving current efficiency, reducing tank voltage and energy consumption, and minimizing chromium mist.
Quantity: 2100㎡ of MMO titanium mesh anodes used across 12 production lines.
Application Results
After the anode was put into operation, the electroplating cell voltage decreased from 6V to 4.8V, resulting in 20% energy savings. This translates to approximately $200,000 in annual electricity cost savings. The coating tolerance decreased from ±15μm to ±4μm.

The electroplating pass rate increased from 95% to 99.5%. Chromium mist generation decreased by 70%, with no lead pollution. The anode operated stably, without corrosion, dissolution, or flaking. As of 2026, the anode had been operating stably for 4 years, with an expected lifespan exceeding 6 years.
FAQ
MMO titanium anode (Mixed Metal Oxide Titanium Anode) is a high-performance electrode made with Gr1/Gr2 pure titanium as the substrate. A layer of mixed metal oxide coating, composed of platinum group noble metal (Ru, Ir, Pt, etc.) oxides and other metals (Ti, Ta, Nb, etc.) oxides, is coated onto its surface through high-temperature sintering.
DSA anode (Dimensionally Stable Anode) is a general term for MMO titanium anode. The key reason for its stability is that this type of anode experiences almost no consumption and no dimensional deformation during long-term electrolysis, remaining consistently stable. This is fundamentally different from the continuous consumption and deformation characteristics of graphite and lead anodes. The entire Wstitanium MMO titanium anode series conforms to international standards (ISO19097/NACE TM0108) and is suitable for all electrochemical applications.
Titanium serves as the rigid support carrier of the anode, providing a stable physical basis for the coating. The mixed metal oxide coating on the surface is the core functional layer, possessing excellent conductivity and electrochemical catalytic activity. It significantly reduces the overpotential of the target reactions (chlorine evolution reaction/oxygen evolution reaction). It efficiently catalyzes the electrochemical reactions of ions in the electrolyte. The consumption rate is as low as 0.1 mg/A・a.
Wstitanium’s entire range of MMO titanium anodes employs a multi-layer gradient coating structure to further optimize electron conduction efficiency and reduce energy consumption.
| Comparison | MMO Titanium Anode | Graphite Anode | Lead Anode | Platinum Anode |
|---|---|---|---|---|
| Dimensional Stability | Dimensional stability, virtually no consumption during operation. | Fast consumption, requires frequent replacement. | Fast consumption, lead ions are easy to precipitate and pollute the environment. | Dimensional stability, low consumption rate. |
| Electrochemical Performance | High catalytic activity, low overpotential, current efficiency ≥90%. | High overpotential, low current efficiency. | High overpotential, high cell voltage. | High catalytic activity, low overpotential. |
| Service Life | 3~15 years, up to 30 years maximum | 6~12 months | 1~2 years | 10~20 years, extremely high cost |
| Energy Consumption | 15%~30% more energy-efficient than traditional anodes | High energy consumption | High energy consumption, cell voltage 0.3~1V higher than MMO anode | Low energy consumption |
| Environmental Performance | No heavy metal precipitation, no pollution | No heavy metal pollution, but large material loss | Lead ion precipitation, seriously polluting the environment and products | Environmentally friendly |
| Cost Performance | Excellent performance, long service life, low life-cycle cost. | Low initial cost, but frequent replacement and high maintenance cost. | Low initial cost, but high energy consumption and high maintenance cost. | Excellent performance, but initial cost is more than 10 times that of MMO anode. |
Yes. Wstitanium’s in-house team of electrochemical, materials science, and corrosion protection engineers provides free one-on-one selection services. We can provide you with a complete selection plan and cost calculation within 12 hours.
Our selection logic strictly follows international standards, with five key dimensions as core references:
1. Medium: including pH value, chloride ion concentration, impurities (especially fluoride ions), and operating temperature.
2. Electrochemical reaction: For chloride evolution reactions, ruthenium-iridium coatings are preferred; for oxygen evolution reactions, iridium-tantalum coatings are preferred.
3. Rated operating current density and system energy consumption requirements.
4. Project design life and maintenance cycle.
5. Installation space, electrolytic cell size, connections, and other structural elements.
Provide us with your operating parameters, and we will provide you with the optimal coating formulation, substrate specifications, and structural shape free of charge.
| Dimension | Ruthenium-Iridium Coating | Iridium-Tantalum Coating |
|---|---|---|
| Reaction | Chlorine Evolution Reaction (CER) | Oxygen Evolution Reaction (OER) |
| Advantages | Extremely low chlorine evolution overpotential, high current efficiency, moderate cost. | Ultra-strong resistance to strong acid oxidative corrosion, extremely low consumption rate, longer service life. |
| pH Range | 1-12 (neutral, weakly acidic, weakly alkaline) | 0-14 (full pH adaptation, especially suitable for strong acidic environments) |
| Current Density | <5,000A/m² | <2500A/m² |
| Service Life | 3-8 years, up to 15 years with long-life formula | 5-15 years, up to 30 years with long-life formula |
| Recommended Applications | Chlorine evolution scenarios with chloride ions: seawater treatment, high-salt wastewater treatment, swimming pool disinfection, chlor-alkali production, etc. | Oxygen evolution scenarios: soil/freshwater cathodic protection, acidic wastewater treatment, hydrometallurgical electrowinning, electrolytic hydrogen production, etc. |
Fluoride ions can damage the passivation film on the surface of titanium substrates, leading to pitting corrosion. Even with an intact coating, the anode may fail rapidly. This is a common technical challenge. Wstitanium offers tailored solutions for fluoride-containing environments, based on your fluoride ion concentration:
1. When the fluoride ion concentration in the medium is ≤5ppm: Optimize the coating formula and add fluoride-resistant doping elements. A fully encapsulated, pinhole-free coating structure blocks the contact between fluoride ions and the titanium substrate, ensuring stable anode operation.
2. When the fluoride ion concentration in the medium is 5-20ppm: Use a fluoride-resistant titanium alloy substrate + multi-layer gradient fluoride-resistant coating.
3. When the fluoride ion concentration in the medium is ≥20ppm: Provide a customized optimization solution, adding fluoride ion complexing agents to reduce the corrosiveness of free fluoride ions.
Please inform us of the fluoride ion content in your medium during the consultation, and we will provide you with a targeted solution.
Of course. Wstitanium has mature solutions for scenarios with extremely high maintenance difficulty and long-term maintenance-free requirements, such as deep-sea engineering, long-distance pipelines, and large storage tanks.
1. Coating System: Multi-layer gradient corrosion-resistant coating, with a high-adhesion titanium-iridium transition layer as the bottom layer, a high-density Ir-Ta corrosion-resistant layer in the middle layer, and a highly stable catalytic layer as the top layer. Total precious metal content ≥60%, coating thickness ≥50μm.
2. Substrate: Gr1 or Gr2 with a purity greater than 99.95%, strictly controlled impurity content to improve the corrosion resistance and mechanical strength of the substrate.
3. Structural Optimization: Simulated finite element current distribution to optimize the anode structure, ensuring uniform current distribution and avoiding rapid consumption caused by local overload.
4. Sealing and Connection: The fully welded sealing structure and deep-sea-grade waterproof connection system prevent anode damage caused by seal failure.
Of course. Wstitanium has completed the replacement of traditional anodes with MMO titanium anodes for hundreds of electroplating plants, hydrometallurgical plants, and wastewater treatment plants worldwide. You don’t need to make any changes to your existing electrolytic cell or installation structure. Wstitanium helps you achieve a perfect 1:1 fit:
1. Based on your existing anode drawings (PDF or STP) and samples, we replicate the dimensions, mounting holes, connections, and conductive structure 1:1. Directly replace the original graphite or lead anodes without modifying the cell body.
2. Optimize the anode structure and coating formula according to your electrolytic cell dimensions and operating parameters. While adapting to the existing installation, we reduce cell voltage and improve current efficiency, achieving energy savings and reduced consumption.
3. Provide technical support for the retrofit, including old cell size measurement, solution design, installation guidance, commissioning, etc., to ensure stable operation of the system after the retrofit.
The temperature resistance of MMO titanium anodes primarily depends on the coating and substrate. MMO titanium anodes can operate stably for extended periods in environments ranging from -10℃ to 80℃. Wstitanium offers high-temperature solutions:
Ruthenium-iridium/iridium-tantalum coated anodes: Stable for long-term operation at ≤80℃, with short-term tolerance to 100℃.
High-temperature resistant products: Optimized coating element ratios, addition of high-temperature dopants, and high-temperature sintering enable stable long-term operation at ≤120℃, with short-term tolerance to 150℃.
Platinum coated anodes: Stable for long-term operation at ≤150℃, with short-term tolerance to 180℃.
For extreme high-temperature conditions exceeding 150℃, Wstitanium selects Gr5 titanium as the substrate and optimizes the coating to provide customized solutions. High temperatures accelerate coating dissolution and consumption. We will optimize the coating formula and thickness according to your actual operating temperature to ensure that the service life of the anode under high-temperature conditions meets the design requirements.
Wstitanium offers comprehensive customization services, covering all aspects from coating to structure:
Coating: Formulation ratios, thickness, preparation, and multilayer structure customization.
Substrate: Material (Gr1/Gr2/Gr5), plate/mesh/tube/rod/strip/irregular shape, and size customization.
Structure: Openings, bending, welding, jointing, sealing, and installation.
System: Customization of complete electrochemical systems including anode assemblies, matching cathodes, reference electrodes, rectifiers, and installation systems.
Minimum Order Quantity (MOQ): Customization is available for sample orders starting from 1 piece. Bulk orders can be flexibly adjusted according to your actual needs, fully meeting your needs from sample testing to large-scale procurement.
Absolutely. Many clients only have operating requirements but lack professional anode design drawings. This is precisely our core service advantage. Wstitanium’s engineering team can provide you with a full-process service from operating condition analysis, solution design, 3D modeling, structural optimization to manufacturing. You don’t need to provide any drawings; just tell us the following basic information:
1. Application scenario and operating parameters (medium, pH, temperature, current, voltage, etc.).
2. Design lifespan.
3. Installation space and electrolytic cell dimensions.
4. Connection and installation requirements.
We will use finite element analysis (FEA) to simulate current distribution and optimize the flow field. We will design the optimal anode structure for you and provide complete design drawings and solutions. Production will only begin after your confirmation, ensuring the product is 100% suitable for your operating conditions.
Required information for customization (meeting any one of these is sufficient):
* **Priority:** 2D drawings/3D models of the anode, indicating dimensions, tolerances, material, coating requirements, and installation details.
* **If no drawings are available:** Provide core requirements such as operating parameters, design life, installation dimensions, current, and voltage. We will complete the design for you.
* **For replacing an existing product:** Provide samples, drawings, and model numbers of the original product. We will create a 1:1 replica.
* **Production cycle commitment:**
Standard products: 7-15 working days;
Customized products with standard structures: 15-30 working days;
Complex, irregularly shaped, or specially formulated customized products: 30-45 working days;
Urgent orders: We open a green channel for priority production, with delivery as fast as 3 working days.
Wstitanium’s Full series titanium anodes strictly adhere to Chinese and international authoritative standards, including:
Chinese Standards: GB/T 33637-2025 “Cathodic Protection MMO/Ti Flexible Anodes”, GB/T 26136-2010 “General Technical Conditions for Metal Oxide Coated Titanium Anodes for Electrolysis”, GB/T 3621-2022 “Titanium and Titanium Alloy Sheets”.
International Standards: NACE TM0108-2012 “Standard Test Methods for Catalytic Titanium Anodes”, ASTM B265 “Standard Specification for Titanium and Titanium Alloy Sheets”, ISO 19097-1:2018 “Technical Specification for Electrochemical Cathodic Protection”.
We have established 18 inspection processes covering raw material intake, manufacturing, and finished product. Each process must pass inspection before proceeding to the next. All products undergo 100% full-item testing before leaving the factory. We have an industry-leading electrochemical testing laboratory equipped with a full range of testing equipment, including scanning electron microscopes, electrochemical workstations, and accelerated life testing platforms. We conduct precise testing on all parameters of our products to ensure that every anode meets the required standards.
Yes, Wstitanium provides a complete and traceable quality inspection report for every batch of products. The core items included in the inspection report are as follows:
Raw Material Testing: Titanium substrate material certificate, chemical composition analysis, mechanical property test report, precious metal raw material purity test report.
Coating Quality Testing: Coating thickness, coating adhesion, coating composition and uniformity, porosity test results.
Electrochemical Performance Testing: Polarization curve (chlorine evolution/oxygen evolution overpotential), current efficiency, constant current accelerated life test results.
Processing Accuracy Testing: Dimensional accuracy, welding quality, sealing performance test results.
Appearance and Marking Inspection, Product Serial Number and Traceability Information. For special project requirements, we can provide test reports from authoritative third-party testing institutions (such as SGS, TUV, RoHS, etc.).
Absolutely. Wstitanium has 12 years of export experience and has established a comprehensive global delivery system.
Sample/Small Orders: International express (DHL/FedEx/UPS/TNT) door-to-door service, delivery worldwide in 3-7 business days.
Medium/Urgent Orders: International air freight service, airport-to-airport or door-to-door service available, delivery worldwide in 5-10 business days.
Large Orders: International sea freight service, full container load (FCL) and less than container load (LCL) services available, as well as door-to-port and door-to-door services.
Large/Irregularly Shaped Cargo: Specialized transportation services, customized packaging and transportation solutions to ensure safe delivery.
DDP/DDU Door-to-Door Service: We offer DDP door-to-door service with customs clearance and taxes included. Wstitanium handles the entire process from factory shipment to your designated delivery address, including export customs declaration, international transportation, destination country customs clearance, tax payment, and door-to-door delivery. You don’t need to handle any import/export matters; simply wait for your goods to arrive at the office.