Titanium Plate and Sheet With Competitive Price
In the field of titanium plate manufacturing, Wstitanium strictly controls raw materials, uses advanced and mature smelting, forging and rolling technologies, heat treatment and diversified surface treatment, as well as a quality inspection system to ensure that each titanium plate meets excellent quality standards.
Pure Titanium Plate
The main component is titanium, which contains a small amount of impurity elements such as iron, carbon, nitrogen, oxygen, etc.
Titanium Alloy Plate
Aluminum, vanadium, molybdenum, niobium, etc. are added to titanium to improve the performance of titanium.
Hot Rolled/Cold Rolled
Titanium plates are rolled by hot rolling mills or cold rolling mills, and the surface quality of cold-rolled titanium plates is better.
Trustworthy Titanium Plate Factory - Wstitanium
As a material with excellent performance, titanium plate plays an irreplaceable and important role in many fields such as aerospace, medical, chemical, and marine due to its advantages of high strength, low density, good corrosion resistance, biocompatibility, and stability in high and low temperature environments. Wstitanium has demonstrated strong competitiveness and outstanding strength in the field of titanium plate manufacturing with its profound technical accumulation, advanced manufacturing technology, and strict quality control system.
- Shapes: Forging Sheet, Cold Rolling Sheet, Hot Rolling Sheet
- Materials: Grl, Gr2, Gr4, Gr5, Gr7, Gr9, Gr11, Gr12, Gr16, Gr23 etc
- Dimension:Thickness: 0.3~5mm,Width:400~3000mm, Length: ≤6000mm
- Conditions: Hot Forging& Hot Rolling,Cold Rolled, Solution Annealed
- Standards: ASTM B265, AMS 4911,AMS 4902, ASTM F67, ASTM F136 etc
- Surface: Acid surface (Pickling surface) and Bright surface (Mirror surface)

Titanium Sheet
The thickness ranges from 0.1 to 3mm. Sheet is thin, flexible, and easy to bend and stamp. It is used to manufacture shells for mobile phones and tablets, and is also widely used in architectural decoration. Through different surface treatment processes, it can create a unique visual effect.

Titanium Medium Plate
The thickness is 3-20mm. The medium plate has both certain strength and machining performance. It withstands certain pressure and corrosive media, and is used to manufacture cylinders, heads, decks and bulkheads of reactors, and meet strength and corrosion resistance requirements.

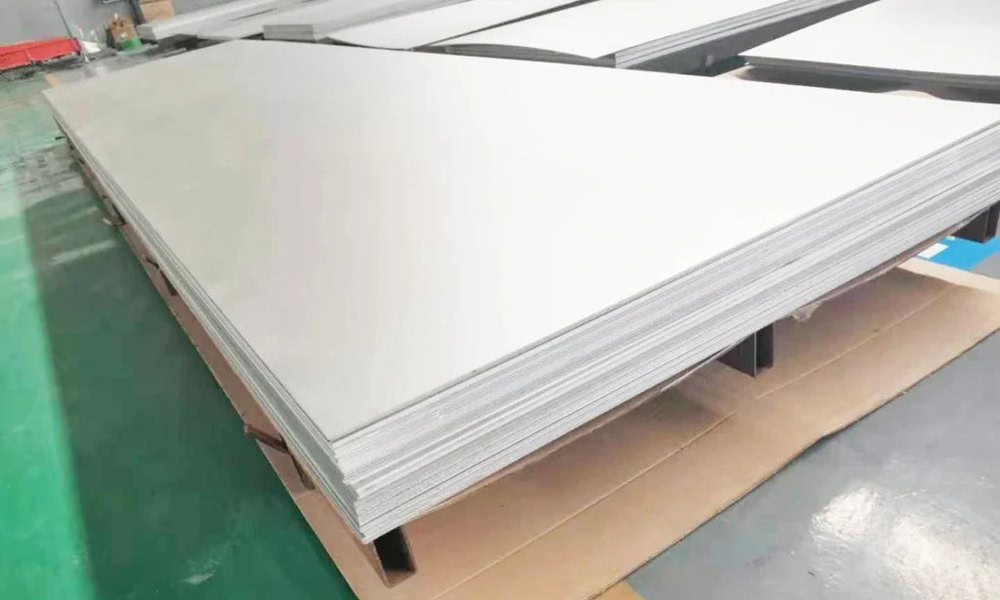
Titanium Plate
The thickness is greater than 20mm. The thick plate has higher strength and rigidity, and is mainly used in occasions with extremely high requirements for strength and structural stability, ensuring the reliability, load-bearing capacity, and durability of the structure under extreme working conditions.

Pure Titanium Plate
The main component of pure titanium plate is titanium, >99.5%. It has strong corrosion resistance and is widely used in chemical equipment.

Titanium Alloy Plate
Titanium alloy plate is based on titanium and adds a variety of alloy elements. It is suitable for stable service in harsh environments.

Medical Titanium Plate
Medical titanium plate has excellent biocompatibility and almost no rejection reaction after implantation in the human body.

α Titanium Plate
α Titanium Plate is mainly composed of α phase. It has high strength, good plasticity and excellent welding performance.

α+β Titanium Plate
α+β Titanium Plate is a titanium plate with both α phase and β phase, combining the advantages of both, such as Gr5 titanium plate.
β Titanium Plate
β Titanium Plate has an ultra-high strength-to-weight ratio and significant heat treatment strengthening effect.
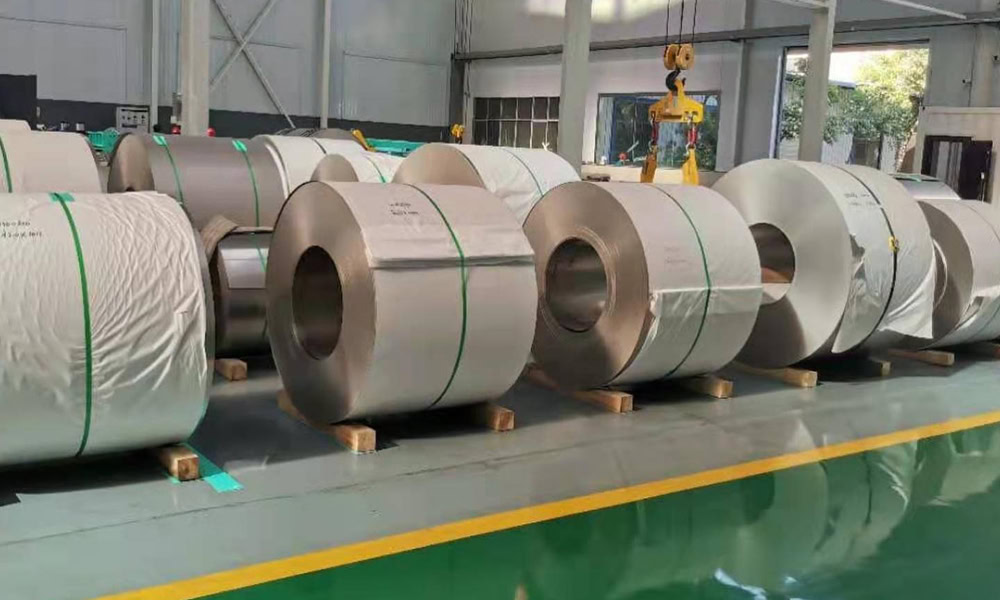
Hot-Rolled Titanium Plate
Hot-rolled titanium plate is rolled at high temperature. Although the surface is relatively rough, it has excellent strength and toughness.
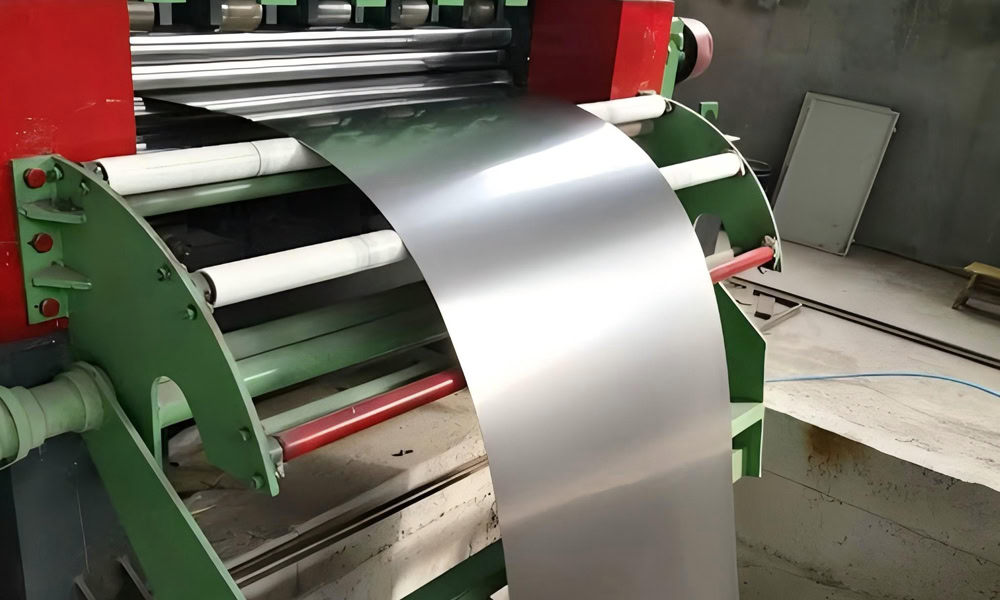
Cold-Rolled Titanium Plate
Cold-rolled titanium plate is rolled at room temperature. It has precise dimensions, smooth surface and high surface quality.

Customized Titanium Plate
Customized specifications include: pickling, polishing, anodizing, sandblasting, etc., which are used in aerospace, chemistry, medical, etc.
Titanium Plate Manufacturing
Wstitanium has been ensuring the high quality of raw materials with a high sense of responsibility and professionalism since the beginning of titanium ore mining and beneficiation. In a series of complex processes such as sponge titanium production, smelting, forging, rolling, heat treatment and surface treatment, we continuously optimize and invest in advanced technologies and equipment to improve the performance and quality of titanium plates.
Sponge Titanium
Sponge titanium is the main raw material for manufacturing titanium plates, and its production method is mainly the Kroll process. The titanium concentrate is chlorinated at high temperature to produce titanium tetrachloride (TiCl₄). The reaction formula is: 2FeTiO₃ + 7Cl₂+ 6C = 2TiCl₄ + 2FeCl₃+ 6CO. Titanium tetrachloride is purified by distillation to remove impurities such as chlorides of iron, silicon, vanadium, etc. Under the protection of argon, magnesium or sodium is used for reduction reaction to produce sponge-like metallic titanium, namely sponge titanium. Taking magnesium reduction as an example, the reaction formula is: TiCl₄ + 2Mg = Ti + 2MgCl₂. After the reduction reaction is completed, the residual magnesium and magnesium chloride are removed by vacuum distillation to obtain sponge titanium with higher purity.

Melting and ingot casting
Before melting, sponge titanium needs to remove surface oil, impurities, etc., and add alloy elements in a certain proportion (if titanium alloy plates are produced). Common melting processes include vacuum consumable arc melting (VAR) and electron beam cold hearth furnace melting (EBCHM).
Vacuum consumable arc melting (VAR): The mixture of pretreated sponge titanium and alloy elements is made into a consumable electrode. In a vacuum environment, the arc generated between the consumable electrode and the water-cooled copper crucible is used as a heat source for melting. During the melting process, the consumable electrode gradually melts and drips into the crucible to form a molten pool. The metal in the molten pool is rapidly solidified under the action of the water-cooled copper crucible to form an ingot. During the VAR melting process, the vacuum environment can effectively remove gas impurities in the metal, such as hydrogen, oxygen, nitrogen, etc., to improve the purity and quality of titanium and titanium alloys.

Electron beam cold hearth furnace melting (EBCHM): The high-energy electron beam emitted by the electron gun is used as a heat source to melt the sponge titanium or raw materials placed in a water-cooled copper cold bed. The electron beam energy is highly concentrated, which can melt the raw materials quickly. At the same time, the design of the cooling bed can make the impurities and unmelted particles in the molten pool settle to the bottom of the cooling bed and be removed by the slag discharge device, thereby effectively improving the purity of the ingot. EBCHM can also achieve precise control of the smelting process, and can produce ingots with uniform composition and stable quality. It is particularly suitable for producing high-quality and high-performance titanium alloy ingots. However, the investment in EBCHM equipment is large, and the production efficiency is relatively low, resulting in high production costs.

After smelting, the liquid titanium solidifies in a water-cooled copper crucible or cooling bed to form an ingot. The shape and size of the ingot are determined by the subsequent processing technology and product requirements. Common ingot shapes include round and square.
Forging is one of the important processes in the manufacture of titanium plates. Its purpose is to improve the microstructure of the ingot through plastic deformation and improve the mechanical properties of the titanium plate. Forging is generally carried out at high temperatures, usually between 800-1200℃.
First, the ingot is heated to a suitable forging temperature, and then the forging operation is carried out on a forging hammer or press. The main forging methods are free forging and die forging. Free forging is to deform the billet at will between the upper and lower anvils, and change the metal’s microstructure by controlling the forging ratio (the ratio of the cross-sectional area of the billet before and after deformation). The forging ratio is generally controlled between 3-8. Die forging is to put the billet into a mold of a specific shape for forging, so that the billet is formed in the mold cavity. Die forging can produce titanium plate billets with complex shapes and high dimensional accuracy.

Rolling is the main technology for further processing the forged billet into titanium plates of the required thickness and size. Rolling is divided into hot rolling and cold rolling.
Hot rolling: Hot rolling is usually carried out above the recrystallization temperature. For titanium and titanium alloys, the hot rolling temperature is generally 700-1000℃. The main purpose of hot rolling is to reduce the thickness of the billet through large deformation, while improving the metal structure and improving its processing performance. Hot rolling can significantly improve the strength and toughness of titanium plates, and can eliminate internal defects that may occur during forging, such as pores and looseness. A layer of oxide scale will form on the surface of the titanium plate after hot rolling, which is often used in fields such as construction and chemical industry with relatively low requirements for surface quality.

Cold rolling: Cold rolling is a rolling process carried out at room temperature or lower temperature, mainly used to manufacture thin titanium plates with high precision and good surface quality. Before cold rolling, the hot rolled plate needs to be pretreated, such as pickling to remove the oxide scale and annealing to improve the plasticity of the material. During the cold rolling process, the thickness of the titanium plate is gradually reduced through multiple passes of small reduction rolling, while improving its surface flatness and dimensional accuracy. Cold rolling can make the surface finish of titanium plate reach a very high level, and can further refine the grains, improve the strength and hardness of titanium plate. The thickness range of cold-rolled titanium plate is generally between 0.2-4.5mm, and it is widely used in fields such as electronics and medical equipment that have strict requirements on surface quality and dimensional accuracy.

Surface treatment
The purpose of surface treatment is to improve the surface quality of titanium plate, improve its corrosion resistance and aesthetics. Common surface treatment methods include pickling, polishing, passivation, etc. Pickling is to use acid solution to remove the oxide scale, oil stains and impurities on the surface of titanium plate, so that the surface presents a metallic luster. Polishing is to finely process the surface of titanium plate by mechanical or chemical methods to make it smooth and flat, and improve the surface finish. Passivation is to form a dense passivation film on the surface of titanium plate to enhance its corrosion resistance. Different surface treatment methods are suitable for different application scenarios, and users can choose the appropriate surface treatment method according to actual needs.
At the same time, Wstitanium attaches great importance to quality inspection and has established a complete quality inspection system, covering chemical composition analysis, mechanical properties testing, metallographic structure inspection and non-destructive testing. Through advanced testing equipment and strict testing standards, each titanium plate is tested in an all-round and multi-level manner to ensure that titanium product quality meets international standards and the strict requirements of customers.