
In the food processing industry, the electrochemical technology of MMO titanium anodes offers a completely new solution. It electrolyzes water or dilute salt water to generate strong oxidizing substances such as hypochlorous acid and hydroxyl radicals, rapidly and efficiently killing harmful microorganisms such as bacteria and viruses, while simultaneously degrading pesticide residues and organic pollutants. Wstitanium, a professional MMO titanium anode manufacturer in China, provides high-quality, high-performance, and customized titanium anode solutions. These solutions comply with international food standards such as FDA and EU 1935/2004.
On this page, Wstitanium introduces the coating systems, technical parameters, application areas, shape types, and customized solutions for food-grade MMO titanium anodes. We will also share our successful engineering case studies in the food processing industry and answer various questions you may have about selecting and using MMO titanium anodes.

Whether you are a food processing equipment manufacturer, a food production company, or an engineering company, Wstitanium can provide you with the most suitable titanium anode products and the most professional technical support.
Advantages of MMO Titanium Anodes for Food Processing
Electrolysis uses only water and a small amount of salt, without adding any chemical agents. After disinfection, the byproducts naturally decompose into ordinary water and salt, leaving no harmful residues on the food surface. Hypochlorous acid and hydroxyl radicals kill more than 99.9% of bacteria and viruses, including E. coli, Staphylococcus aureus, and Salmonella, in a short time. From fruit and vegetable cleaning, meat processing, and dairy production to beverage bottling, food equipment disinfection, and food processing wastewater treatment, MMO titanium anodes are used in almost every stage of food processing.

MMO Titanium Anodes for Food Processing Coating Systems
The coating is the core of an MMO titanium anode. It determines the anode’s electrochemical performance, lifespan, and applications. Wstitanium invests in advanced coating R&D and preparation technologies to customize the most suitable coating system for your specific food processing application. Our food-grade MMO titanium anode coatings are primarily composed of noble metal oxides. These oxides possess excellent conductivity, electrocatalytic activity, and chemical stability, fully meeting the safety requirements for food contact materials.
Ruthenium-iridium-titanium coating is one of the most widely used coating systems in the food processing industry, and it is particularly suitable for disinfection using hypochlorous acid generated by electrolyzing dilute brine.
- High current efficiency (≥90%)
- Good corrosion resistance
- Strong coating adhesion
- Relatively low cost
- Coating thickness: 5-15μm
- Operating current density: ≤2000A/m²
- Operating temperature: ≤80°C
- pH range: 1-12
- Design life: ≥10,000 hours
- For vegetable cleaning and disinfection
- For meat processing disinfection
- For aquatic product disinfection
- For processing equipment disinfection
- For drinking water disinfection

Iridium-tantalum-titanium coatings exhibit excellent oxygen evolution reaction (OER) catalytic activity and corrosion resistance, making them particularly suitable for applications in acidic environments and at high current densities.
- High current efficiency (≥95%)
- Extremely strong corrosion resistance
- Low porosity
- Dense coating
- Good dimensional stability
- Long service life
- Coating thickness: 6-12μm
- Current density: ≤5000A/m²
- Operating temperature: ≤90°C
- pH: 0-14
- Design life: ≥15,000 hours
- For acidic wastewater treatment
- For organic pollutant degradation
- For food additive production
Platinum-coated titanium anodes possess extremely high chemical stability and catalytic activity, making them one of the safest and most reliable electrode materials for food-grade applications.
- Extremely high chemical stability
- Excellent electrocatalytic activity
- No metal ion leaching
- Not prone to scaling or contamination
- Coating thickness: 0.5-5μm
- Current density: ≤10000A/m²
- Operating temperature: ≤100°C
- pH: 0-14
- Design life: ≥20,000 hours
- For high-purity drinking water
- For alkaline ionized water
- For acidic oxidizing potential water
Food-Grade Safety Certification
Wstitanium understands the importance of food safety; therefore, all our food-grade MMO titanium anode products undergo rigorous safety testing and certification. Our products fully comply with the following international food contact material standards:
- US FDA 21 CFR 175.300: Standard for coatings and coating materials in contact with food
- EU EU 1935/2004/EC: Basic Regulation on materials and articles in contact with food
- EU EU 10/2011: Regulation on plastics in food contact (with guidance for metal materials)
- China GB 4806.9-2016: Standard for metal materials and articles in contact with food
- NSF/ANSI 61: Health Standard for components in drinking water systems

We provide our clients with test reports and certifications issued by authoritative third-party institutions, ensuring your products can smoothly enter the global market. According to EU standards, the heavy metal migration levels in our products are far below the limits: lead (Pb) ≤ 0.01 mg/kg, cadmium (Cd) ≤ 0.005 mg/kg, nickel (Ni) ≤ 0.14 mg/kg, and titanium (Ti) has no explicit limit but actual testing shows almost zero levels.
MMO Titanium Anode Comparison
To help you better select the appropriate MMO titanium anode coating system, Wstitanium has provided a detailed comparison of the technical parameters of various MMO coating systems. Disclaimer: The following data are from the Wstitanium laboratory. The data is based on constrained operating conditions and is not applicable to general situations.
| Parameter | Ru-Ir | Ir-Ta | Pt |
|---|---|---|---|
| Active Components | RuO₂, IrO₂, TiO₂ | IrO₂, Ta₂O₅, TiO₂ | Pt |
| Coating Thickness | 5–15 μm | 6–12 μm | 0.5–5 μm |
| Coating Adhesion Strength | ≥30 MPa | ≥35 MPa | ≥40 MPa |
| Resistivity | ≤10⁻⁴ Ω·cm | ≤8×10⁻⁵ Ω·cm | ≤2×10⁻⁵ Ω·cm |
| CER Overpotential (@1000 A/m²) | ≤0.15 V vs SCE | ≤0.35 V vs SCE | ≤0.20 V vs SCE |
| OER Overpotential (@1000 A/m²) | ≤0.45 V vs SCE | ≤0.25 V vs SCE | ≤0.30 V vs SCE |
| Current Efficiency (CER) | ≥90% | ≥60% | ≥85% |
| Current Efficiency (OER) | ≥65% | ≥90% | ≥85% |
| Recommended Current Density | ≤2000 A/m² | ≤5000 A/m² | ≤10000 A/m² |
| Limit Current Density | ≥3000 A/m² | ≥8000 A/m² | ≥15000 A/m² |
| Operating Voltage | ≤12 V DC | ≤24 V DC | ≤36 V DC |
| Operating Temperature | ≤80 °C | ≤90 °C | ≤100 °C |
| pH Range | 1–12 | 0–14 | 0–14 |
| Fluoride Tolerance Concentration | <50 mg/L | <100 mg/L | <200 mg/L |
| Design Service Life | ≥10,000 hours | ≥15,000 hours | ≥20,000 hours |
| Annual Consumption Rate | 2–5 mg/A·a | 1–3 mg/A·a | 0.5–2 mg/A·a |
| Re-coatability | Yes | Yes | Yes |
| Relative Cost | ★★★☆☆ | ★★★★☆ | ★★★★★ |
| Advantages | High CER activity, low cost | Excellent corrosion resistance, high OER activity | Extremely high chemical stability, no leaching |
| Disadvantages | Poor acid resistance | Low CER activity | High cost |
| Typical Applications | Hypochlorous acid generation, fruit and vegetable washing | Wastewater treatment, hydrogen evolution electrolysis | High-purity water electrolysis, functional water |
MMO Titanium Anodes vs. Other Anodes
| Parameter | MMO Titanium Anode | Graphite Anode | Lead Anode | Stainless Steel Anode | Platinum Anode |
|---|---|---|---|---|---|
| Dimensional Stability | Excellent, nearly no consumption | Poor, fast consumption | Poor, fast consumption | Poor, prone to corrosion | Good, slow consumption |
| Electrochemical Activity | High, low overpotential | Low, high overpotential | Low, high overpotential | Low, high overpotential | High, low overpotential |
| Current Efficiency | ≥90% | ≤60% | ≤50% | ≤40% | ≥90% |
| Operating Current Density | 100–10000 A/m² | 100–500 A/m² | 50–300 A/m² | 50–200 A/m² | 100–15000 A/m² |
| Service Life | 3–15 years | 6–12 months | 1–2 years | 3–6 months | 10–20 years |
| Corrosion Resistance | Excellent | Moderate | Poor | Poor | Excellent |
| Metal Ion Leaching | Extremely low, meets food-grade standards | Present, contaminates products | Present, toxic lead ions | Present, heavy metal pollution | Extremely low |
| Energy Consumption | Low, saves 15–30% energy vs. traditional anodes | High | High | High | Low |
| Maintenance Cost | Low, no frequent replacement needed | High, requires frequent replacement | High, requires frequent replacement | Very high, requires frequent replacement | Low |
| Environmental Friendliness | Good, no toxic emissions | Moderate, carbon dust pollution | Poor, severe lead pollution | Moderate, heavy metal pollution | Good |
| Relative Initial Cost | Moderate | Low | Low | Low | Extremely high |
| Life-Cycle Cost | Lowest | High | High | Very high | High |
The comparison above demonstrates that MMO titanium anodes exhibit significant advantages in dimensional stability, electrochemical activity, lifespan, corrosion resistance, environmental friendliness, and total lifespan cost. MMO titanium anodes are the optimal choice for electrochemical applications in the food processing industry. Although the initial investment cost is higher than that of traditional anodes, their long service life, low maintenance costs, and low energy consumption result in a lower overall lifespan cost.
Applications of MMO Titanium Anodes in the Food Industry
MMO titanium anodes, due to their superior performance and safety characteristics, have been widely used in various sectors of food processing. From the cleaning and disinfection of raw materials to the packaging and storage of finished products, from the cleaning and sterilization of production equipment to the treatment and discharge of processing wastewater, MMO titanium anodes play a vital role.
1. Fruit and Vegetable Processing
Fruit and vegetable processing is one of the most widespread applications of MMO titanium anodes. Traditional fruit and vegetable cleaning methods mainly rely on rinsing with water or adding chemical disinfectants. This easily leads to chemical residues and loss of nutrients. The electrolytic water cleaning technology of MMO titanium anodes effectively solves these problems.
- Eliminates 99.9% of bacteria, viruses, and fungi.
- Effectively degrades 90% of pesticide residues.
- Does not damage the nutritional components of fruits and vegetables.
- No need to add any chemical agents.
- Inhibits the growth and reproduction of microorganisms.
- Delays spoilage of fruits and vegetables.
- Sterilizes food equipment.
- Eliminating Microorganisms on Equipment Surfaces

After a large Polish fruit and vegetable processing company introduced a Wstitanium ruthenium-iridium-coated titanium anode electrolytic water cleaning line, the kill rate of E. coli and Salmonella on the surface of fruits and vegetables reached 99.99%. The pesticide residue degradation rate reached 92%. The removal rate of dimethoate pesticide reached 65%, far exceeding the 31.8% achieved by rinsing with water.
2. Meat and Seafood Industry
Meat and seafood are prone to bacterial and viral growth. This is one of the sectors with the highest food safety risks. Traditional disinfection methods for meat and seafood mainly involve high-temperature cooking and chemical sterilization, which have problems such as nutrient destruction, chemical residues, and high energy consumption. MMO titanium anode electrochemical sterilization technology provides a safe, efficient, and environmentally friendly solution for meat and seafood processing.
- For surface disinfection of pork, beef, lamb, chicken, and duck:
- For surface disinfection of fish, shrimp, crab, and shellfish
- Effectively kills Salmonella, Staphylococcus aureus, Listeria, and Escherichia coli O157:H7
- For disinfection of slaughtering and processing workshops
- For disinfection of surfaces such as floors, walls, ceilings, and workbenches
- For eliminating microbial contamination in the workshop
- For disinfection of slaughtering, cutting, and packaging equipment, etc.
- For disinfection of knives, cutting boards, containers, etc.

Ruthenium-iridium-tantalum-titanium quaternary coated titanium anode electrolysis for water disinfection. The total number of airborne bacteria in slaughterhouses was reduced by 90%.
3. Dairy Product Processing
Dairy products are an ideal culture medium for microbial growth and reproduction. Therefore, dairy processing requires extremely high hygiene standards. Traditional dairy sterilization methods mainly employ pasteurization and ultra-high temperature (UHT) sterilization. While these methods effectively kill microorganisms, they also destroy some heat-sensitive nutrients in dairy products, such as vitamins and immunoglobulins. The electrochemical technology of MMO titanium anodes achieves highly efficient sterilization at lower temperatures, maximizing the preservation of the nutritional components of dairy products.
- For pretreatment and sterilization of raw cow's milk, goat's milk, etc.
- Effectively kills pathogenic and putrefactive bacteria.
- Retains nutrients in raw milk.
- For in-situ cleaning (CIP) and sterilization in-situ (SIP) of milk storage tanks.
- Removes biofilm and dirt.
- For sterilization of glass bottles, plastic bottles, etc.
- Effectively kills microorganisms on packaging surfaces.
- For treatment of dairy processing wastewater.

4. Food Processing Wastewater Treatment
Food processing wastewater is characterized by high organic matter concentration, high suspended solids content, easy spoilage, and large fluctuations in water quality and quantity. Traditional methods for treating food processing wastewater mainly employ biological treatment. This method suffers from low treatment efficiency, large land area requirements, high operating costs, and large sludge production. The electrochemical oxidation technology using MMO titanium anodes provides a highly efficient, rapid, and environmentally friendly solution for food processing wastewater treatment.
- For the treatment of high-concentration organic wastewater:
- Effectively degrades COD, BOD, and ammonia nitrogen.
- Degrades wastewater containing oil, pigments, and preservatives.
- Kills pathogenic microorganisms in wastewater.
- Kills parasite eggs in sludge.

An iridium-tantalum coated titanium anode electrochemical oxidation system was used to treat the company’s production wastewater, with a treatment capacity of 500 m³/d. The effluent COD decreased from 3000 mg/L to below 100 mg/L, and ammonia nitrogen decreased from 200 mg/L to below 15 mg/L.
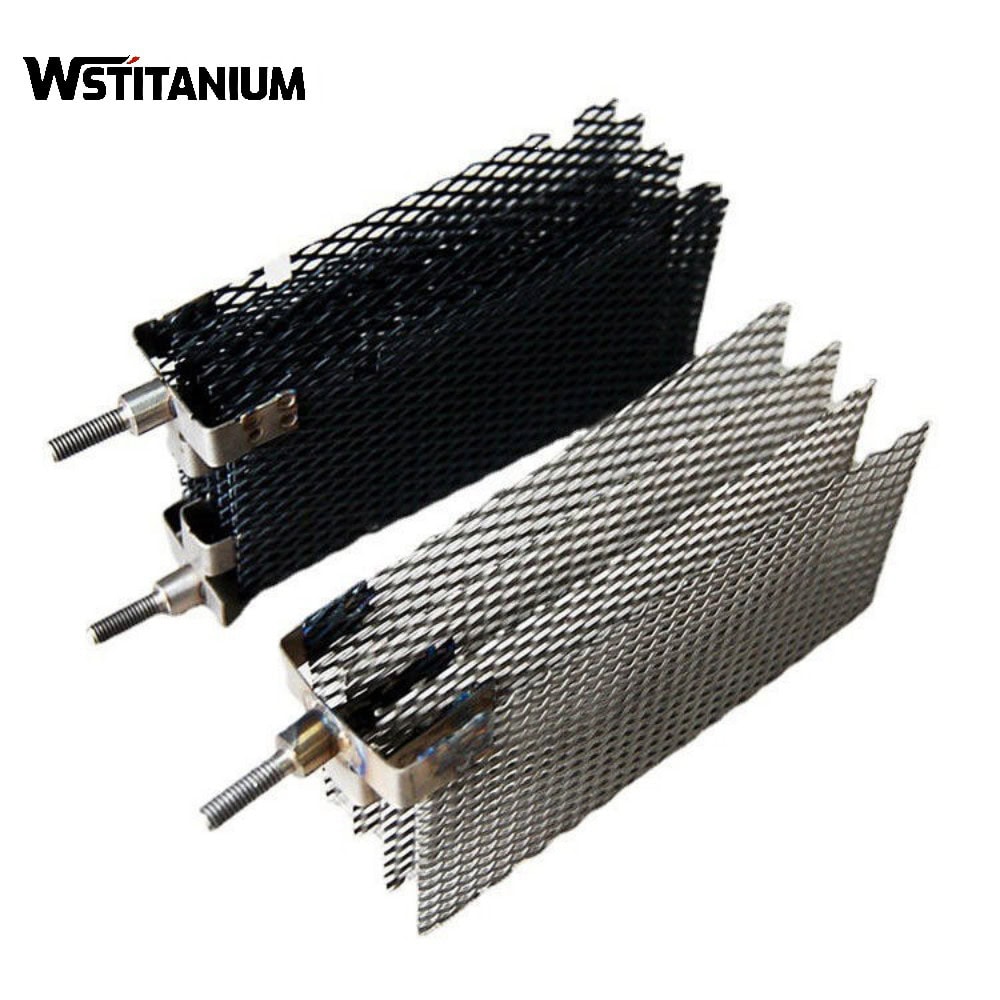
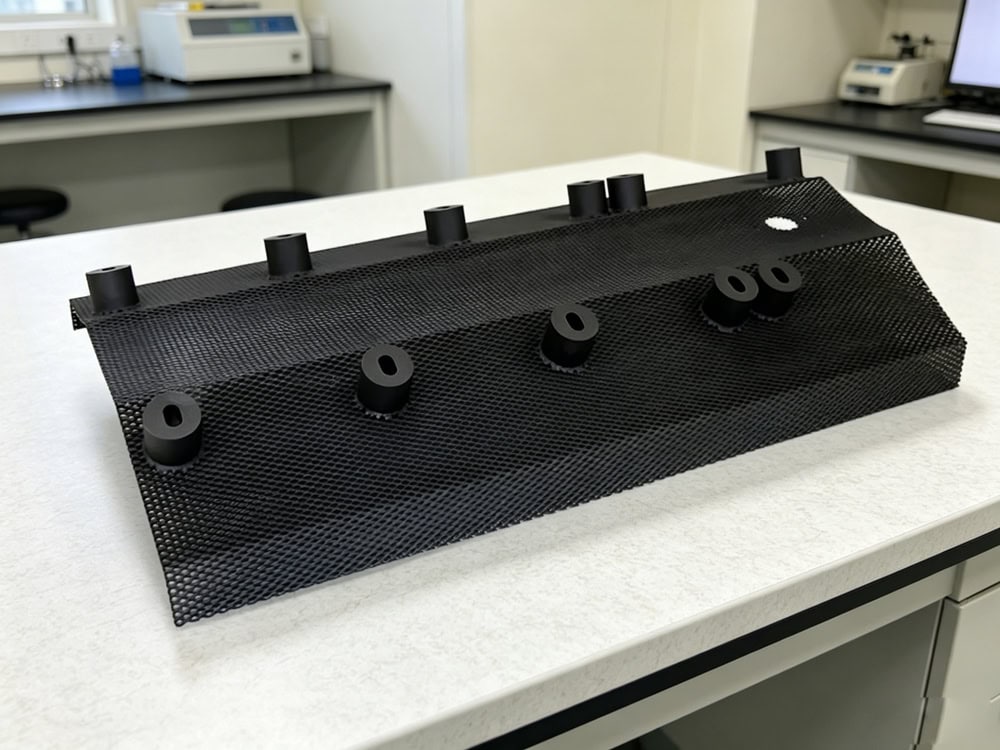
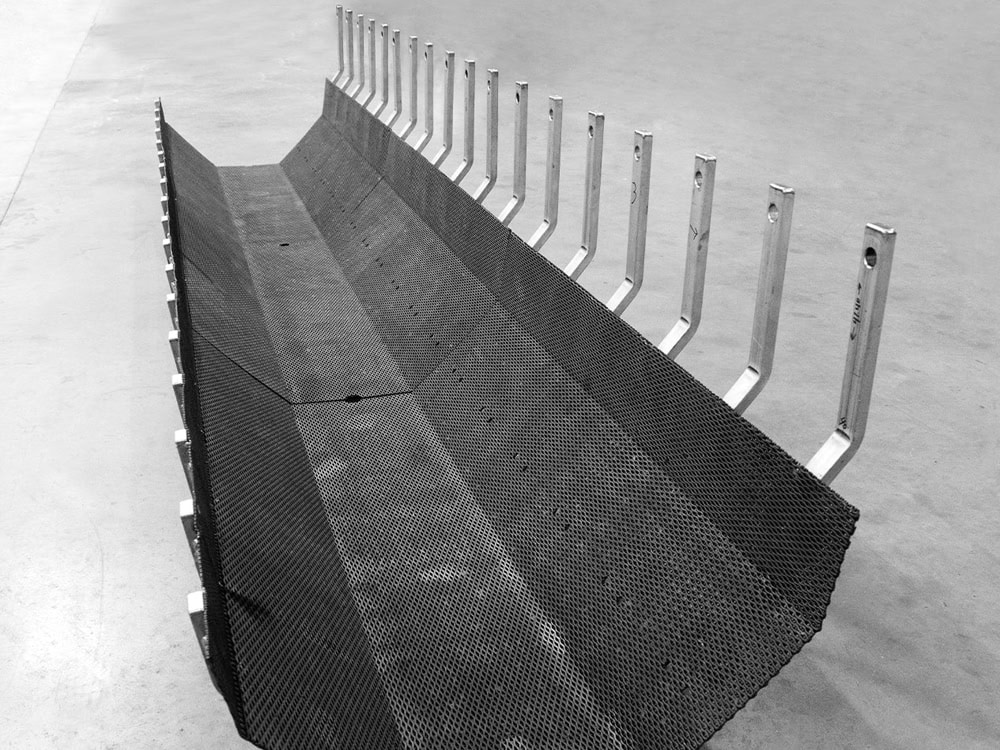
MMO Titanium Anode Shapes for Food Processing
Wstitanium offers a variety of MMO titanium anode products in various shapes to suit different food processing applications and equipment structures. These include plate, mesh, tubular, rod, strip, basket, and disc shapes.
Plate Titanium Anode
- ASTM B265 Gr1/Gr2 Pure Titanium Plate
- Thickness: 0.5-10mm
- Dimensions: 100×100mm-1000×2000mm
- Connections: Welding, Bolts, Flanges
- Uniform Current Distribution

Mesh Titanium Anode
- ASTM B265 Gr1/Gr2 Pure Titanium Plate
- Wire Diameter: 1-10mm
- Mesh Size: 5×10mm-20×40mm
- Thickness: 0.5-3mm
- Dimensions: 100×100mm-2000×3000mm

Tube Titanium Anode
- ASTM B338 Gr1/Gr2 Pure Titanium Tube
- Outer Diameter: 10-200mm
- Wall Thickness: 1-5mm
- Length: Maximum 3000mm
- Connections: Threaded, Flange, Welding

Titanium Rod Anode
- ASTM B348 Gr1/Gr2 Pure Titanium Rod
- Diameter: 5-50mm
- Length: 100-1000mm
- Connection: Threaded, Welded, Chuck
- Uniform Current Distribution

Basket Titanium Anode
- ASTM B265 Gr1/Gr2
- Size: Customized
- Mesh: 5×10mm-20×40mm
- Connection: Welding, Flange
- High Electrolysis Efficiency
Custom Titanium Anodes
- Following Drawings (STP, PDF, Hand-drawn)
- Spiral Titanium Anode
- Grid Titanium Anode
- Disc Titanium Anode
- Any Geometric Shape Titanium Anode
MMO Titanium Anodes: A Selection Guide for Food Processing
Choosing the right MMO titanium anode is crucial for the operation of food processing equipment and product quality. Wstitanium provides a detailed titanium anode guide to help you choose the most suitable titanium anode product.
1. Application Scenarios
First, it’s essential to clarify the specific application scenario of the titanium anode, as this is the foundation for selection. Different application scenarios have significantly different performance requirements for titanium anodes.
1. Where will the titanium anode be used? (e.g., disinfection, cleaning, wastewater treatment, electrolytic synthesis, etc.)
2.What is the medium being processed? (e.g., water, dilute brine, food raw materials, wastewater, etc.)
3.What are the parameters of the medium, such as pH value, temperature, chloride ion concentration, and fluoride ion concentration?
4. What are the operating current density and operating voltage?
5. What is the required current efficiency?
6. What is the estimated design lifespan?
7. Is it continuous or intermittent operation?
2. Coating System Selection
The coating system is a key factor determining the performance of titanium anodes. Different coating systems have different electrochemical characteristics and applicable ranges.
1. For chlorine evolution reactions (such as the electrolysis of dilute brine to produce hypochlorous acid), ruthenium-based coatings (such as Ru-Ir-Ti coatings) should be selected.
2. For oxygen evolution reactions (such as wastewater treatment and electrolytic hydrogen production), iridium-based coatings (such as Ir-Ta-Ti coatings) should be selected.
3. If there are strict requirements for metal ion leaching (such as the electrolysis of high-purity drinking water), platinum coatings should be selected.
4. If the application environment is complex and both chlorine and oxygen evolution reactions occur, a ruthenium-iridium-tantalum-titanium quaternary coating should be selected.
3. Anode Shape and Structure
The shape and structure of the anode affect current distribution, electrolysis efficiency, and the overall performance of the equipment.
1. If electrolytic cell is square or rectangular, plate or mesh anodes are chosen.
2. If the electrolytic cell is circular or tubular, tubular or rod anodes are typically chosen.
3. If a large specific surface area and good fluid flow are required, mesh anodes are typically chosen.
4. If installation space is limited, tubular or rod- anodes are typically chosen.
5. If flexible installation and adaptation to complex environments are required, strip anodes are typically chosen.
4. Cost
When selecting titanium anodes, both initial investment cost and total lifecycle cost need to be considered. Although the initial investment cost of MMO titanium anodes is higher than that of traditional graphite and lead anodes, their long service life, low maintenance cost, and low energy consumption actually result in a lower total lifecycle cost.
1. Initial Purchase Cost
2. Installation Cost
3. Operating Cost (Energy Consumption, Chemicals, etc.)
4. Maintenance and Replacement Costs
5. Downtime Loss Costs
Recommended Titanium Anodes for Different Application
To make your selection easier, Wstitanium, based on years of experience, recommends appropriate titanium anode products for different food processing applications.
Fruit and vegetable cleaning and disinfection
- Electrolysis of brine to produce hypochlorous acid
- Operating current density: 500-2000 A/m²
- Operating temperature: Ambient - 60°C
- pH value: Neutral - Slightly acidic
Recommended
- Coating: Ru-Ir coating
- Anode shape: Mesh or plate anode
- Substrate: ASTM B265 Gr1 pure titanium
- Coating thickness: 8-12 μm
- Design life: ≥10,000 hours
Disinfection of Meat and Seafood
- Electrolysis of brine to produce hypochlorous acid
- Current density: 1000-3000 A/m²
- Operating temperature: 0 - 70°C
- pH value: Neutral to weakly acidic
Recommended
- Coating: Ru-Ir-Ta-Ti
- Anode Shape: Mesh or Tube Anode
- Substrate Material: ASTM B265 Gr2 Pure Titanium
- Coating Thickness: 10-15μm
- Design Service: ≥15,000 hours
Dairy Equipment Sterilization
- Cleaning in Place (CIP) and Sterilization in Place (SIP)
- Current Density: 500-2000 A/m²
- Operating Temperature: 0 - 80°C
- pH Value: 1-12 (alternating acid and alkali)
Recommended
- Coating: Pt or Ir-Ta
- Anode Shape: Plate or Tube Anode
- Substrate: ASTM B265 Gr1 Pure Titanium
- Coating Thickness: Pt coating 1-3μm, Ir-Ta-Ti coating 8-12μm
- Design Life: ≥20,000 hours
Food Processing Wastewater Treatment
- High-Concentration Organic Wastewater
- Operating Current Density: 1000-5000 A/m²
- Operating Temperature: Ambient - 80°C
- pH Value: 0-14
Recommended
- Coating: Ir-Ta-Ti coating
- Anode shape: Mesh or plate anode
- Substrate: ASTM B265 Gr2 pure titanium
- Coating thickness: 10-15μm
- Design life: ≥15,000 hours
FAQ
A: Choosing the right coating system depends primarily on your application:
1. Ruthenium-Iridium-Ti (Ru-Ir-Ti): Suitable for applications primarily involving chlorine evolution reactions, such as hypochlorous acid generation, fruit and vegetable cleaning and disinfection, and food processing equipment disinfection.
2. Iridium-Tantalum-Ti (Ir-Ta-Ti): Suitable for applications primarily involving oxygen evolution reactions, such as food processing wastewater treatment, water electrolysis for hydrogen production, and organic pollutant degradation.
3. Platinum (Pt) Coating: Suitable for applications with strict requirements on metal ion leaching, such as high-purity drinking water electrolysis, functional water generation, and high-end food processing equipment.
4. Ruthenium-Iridium-Tantalum-Ti (Ru-Ir-Ta-Ti): Suitable for complex mixed reaction environments, such as high-load food processing equipment and complex water treatment.
If you are unsure which coating system to choose, please contact our technical engineers. We will recommend the most suitable product based on your specific application needs.
A: Wstitanium food-grade MMO titanium anodes are designed for a lifespan of 5-15 years, depending on factors such as the coating system, operating current density, dielectric properties, and operating conditions.
1. Operating Current Density: Higher current density leads to faster coating wear and shorter lifespan.
2. Dielectric Properties: Fluoride ions and strong oxidants in the dielectric accelerate coating corrosion and aging.
3. Operating Temperature: Higher temperatures result in faster chemical reactions in the coating and shorter lifespan.
4. pH Value: Extreme pH values (too acidic or too alkaline) affect coating stability.
5. Operation: Frequent start-ups and shutdowns and current fluctuations accelerate coating peeling and damage.
6. Maintenance: Regular cleaning and maintenance can extend the anode’s lifespan.
A: Fluoride ions are highly corrosive to both titanium and MMO coatings. Therefore, MMO titanium anodes are not suitable for long-term use in media containing high concentrations of fluoride ions.
1. Ruthenium-iridium titanium coating: Fluoride ion tolerance concentration < 50 mg/L.
2. Iridium-tantalum titanium coating: Fluoride ion tolerance concentration < 100 mg/L.
3. Platinum coating: Fluoride ion tolerance concentration < 200 mg/L.
4. Ruthenium-iridium-tantalum titanium quaternary coating: Fluoride ion tolerance concentration < 150 mg/L.







{kind=link}
{kind=link}
{kind=link}