

In electrophoretic coating systems, the anode is the core component determining quality, efficiency, and cost. With the continuous development of electrochemical technology, mixed metal oxide coated titanium anodes (MMO titanium anodes) have gradually become the preferred anode material for electrophoretic coating.
MMO Titanium Anode Coating System
The core of MMO titanium anodes lies in their surface metal oxide coating. The elements, structure, and manufacturing technology of the coating determine the anode’s electrochemical performance, corrosion resistance, and lifespan. For the characteristics of electrophoretic coating (primarily oxygen evolution reaction, weakly acidic to neutral environment, and medium current density), Wstitanium has developed various specialized coating systems to meet different customized needs.
The coating of MMO titanium anodes typically consists of a conductive phase and a stable phase:
Conductive phase: Noble metal oxides, such as iridium dioxide (IrO₂), ruthenium dioxide (RuO₂), platinum (Pt), etc. They possess excellent conductivity and electrocatalytic activity, significantly reducing the overpotential of the oxygen evolution reaction and improving electrolysis efficiency.
Stable phase: Refractory metal oxides, such as tantalum pentoxide (Ta₂O₅), titanium dioxide (TiO₂), tin dioxide (SnO₂), etc. They possess extremely high chemical stability and corrosion resistance, protecting the titanium substrate from corrosion and enhancing the adhesion of the coating.

- pH: 1-14.
- Current density: ≤4000A/m².
- Annual coating loss: ≤1mg/A・a.
- Typical molar ratio: IrO₂-Ta₂O₅ = 70:30.
- Oxygen evolution overpotential: 1.2-1.3V.
Iridium-tantalum MMO titanium anodes are the most widely used and highest-performing coating system in the electrophoresis industry. It uses iridium dioxide as the conductive phase and tantalum pentoxide as the stable phase. Applications include electrophoretic coating of large parts such as automotive bodies and chassis, and appliance housings.

- pH: 1-12
- Relatively low cost
- RuO₂-IrO₂-TiO₂ molar ratio: 40:30:30
- Resistivity: 10⁻⁴-10⁻⁵ Ω・m
- Coating strength: ≥15MPa
Ruthenium-iridium coatings use ruthenium dioxide and iridium dioxide as the mixed conductive phases and titanium dioxide as the stabilizing phase. It maintains stable performance even in electrophoretic paints containing small amounts of chloride ions. It is suitable for electrophoretic coating of small to medium-sized workpieces.
- Lower oxygen evolution overpotential
- Current density up to 5000A/m²
- Lifespan up to 8-10 years
- No pinholes or defects
Iridium-tantalum-platinum coating is based on iridium-tantalum coating with the addition of a small amount of platinum (typically 5%-10%) to further improve the electrocatalytic activity and corrosion resistance of the coating. It is used in applications requiring extremely high electrophoretic quality, such as high-capacity, continuous production lines.

Pt
- Extremely high chemical stability.
- Extremely low contact resistance.
- Good scratch resistance.
- Repairable by replating.
Platinum coating is a layer of pure platinum deposited on the surface of a titanium substrate through electroplating or electroless plating. The thickness is typically 0.5-10 μm. It is used in applications requiring extremely high electrophoretic purity, such as medical equipment and food packaging.
MMO Titanium Anode Comparison
To help you understand the performance differences of MMO titanium anodes with different coating systems in more detail, Wstitanium has compiled the following comparison. All data comes from our laboratory tests and actual engineering applications.
| Parameters | IrO₂-Ta₂O₅ | RuO₂-IrO₂-TiO₂ | IrO₂-Ta₂O₅-Pt | Pt | Standard |
|---|---|---|---|---|---|
| Molar Ratio | 70% IrO₂ + 30% Ta₂O₅ | 40% RuO₂ + 30% IrO₂ + 30% TiO₂ | 65% IrO₂ + 25% Ta₂O₅ + 10% Pt | 100% Pt | X-ray Diffraction (XRD) |
| Precious Metal Loading | 10-15 g/m² | 8-12 g/m² | 15-20 g/m² | 5-10 g/m² | X-ray Fluorescence Spectroscopy (XRF) |
| Coating Thickness | 8-12 μm | 6-10 μm | 12-16 μm | 0.5-5 μm | Scanning Electron Microscopy (SEM) |
| Resistivity | 10⁻⁴-10⁻⁵ Ω·m | 10⁻⁴-10⁻⁵ Ω·m | 10⁻⁵-10⁻⁶ Ω·m | 10⁻⁶-10⁻⁷ Ω·m | Four-Point Probe Method |
| Adhesion | ≥25 MPa | ≥20 MPa | ≥20 MPa | ≥25 MPa | Tape Peeling Method + Bending Test |
| Surface Roughness (Ra) | 0.8-1.6 μm | 1.6-3.2 μm | 0.4-0.8 μm | 0.1-0.4 μm | Surface Profiler |
| Porosity | ≤1% | ≤2% | ≤0.5% | ≤0.1% | Copper Sulfate Immersion Method |
| Temperature | -40℃~80℃ | -40℃~70℃ | -40℃~90℃ | -40℃~100℃ | Thermal Cycle Test |
| pH | 1-14 | 2-12 | 1-14 | 0-14 | Long-Term Immersion Test |
Electrochemical Performance Comparison
| Parameter Item | IrO₂-Ta₂O₅ | RuO₂-IrO₂-TiO₂ | IrO₂-Ta₂O₅-Pt | Pt | Standard |
|---|---|---|---|---|---|
| Oxygen Evolution Potential (1000A/m²) | 1.2-1.3 V (vs SHE) | 1.3-1.4 V (vs SHE) | 1.15-1.25 V (vs SHE) | 1.25-1.35 V (vs SHE) | Linear Sweep Voltammetry (LSV) |
| Chlorine Evolution Potential (1000A/m²) | 1.35-1.45 V (vs SHE) | 1.15-1.25 V (vs SHE) | 1.3-1.4 V (vs SHE) | 1.3-1.4 V (vs SHE) | Linear Sweep Voltammetry (LSV) |
| Rated Current Density | ≤2000 A/m² | ≤1500 A/m² | ≤5000 A/m² | ≤3000 A/m² | Accelerated Life Test |
| Maximum Current Density | ≤5000 A/m² | ≤4000 A/m² | ≤6000 A/m² | ≤10000 A/m² | Short-term Overload Test |
| Current Efficiency (Chlorine Evolution) | ≥95% | ≥90% | ≥98% | ≥92% | Coulometry |
| Cell Voltage (2000A/m²) | 2.5-3.0 V | 3.0-3.5 V | 2.3-2.8 V | 2.8-3.3 V | Actual Electrolysis Test |
| Power Consumption (2000A/m²) | 2.5-3.0 kWh/m²·h | 3.0-3.5 kWh/m²·h | 2.3-2.8 kWh/m²·h | 2.8-3.3 kWh/m²·h | Actual Electrolysis Test |
| Accelerated Life (2A/cm², 1M H₂SO₄) | ≥5000 Hours | ≥3000 Hours | ≥8000 Hours | ≥4000 Hours | NACE TM0108-2012 |
| Service Life | 5-8 Years | 3-5 Years | 8-10 Years | 5-7 Years | Actual Engineering Application Data |
Application Comparison
| Coating System | Suitable Applications | Unsuitable Applications |
|---|---|---|
| Iridium-Tantalum Coating | Automobile bodies, chassis, home appliance casings, engineering machinery, and most other cathodic electrophoretic coating scenarios | Electrophoretic paint systems containing high concentrations of chloride ions (>500mg/L) |
| Iridium-Titanium Coating | Small and medium-sized hardware, ordinary steel structures, agricultural machinery and other scenarios sensitive to cost | High-output, continuous production electrophoretic production lines |
| Iridium-Tantalum-Platinum Coating | High-end automotive, luxury home appliances, precision instruments and other scenarios requiring extremely high coating quality; 24-hour continuous production electrophoretic production lines | Small electrophoretic production lines with very limited budgets |
| Platinum Coating | Anode electrophoresis, color electrophoresis, medical equipment, food packaging and other special electrophoretic technologies | Large-size, large-area electrophoretic anodes (excessively high cost) |
MMO Titanium Anode Structure for Electrophoresis
The shape and structure of MMO titanium anodes are crucial factors in the quality and efficiency of electrophoretic coating. Different anode shapes offer different electric field distributions and applicable ranges. Wstitanium designs and manufactures various shapes of MMO titanium anodes based on your electrophoresis tank structure, workpiece shape, and production technology to ensure optimal coating results.
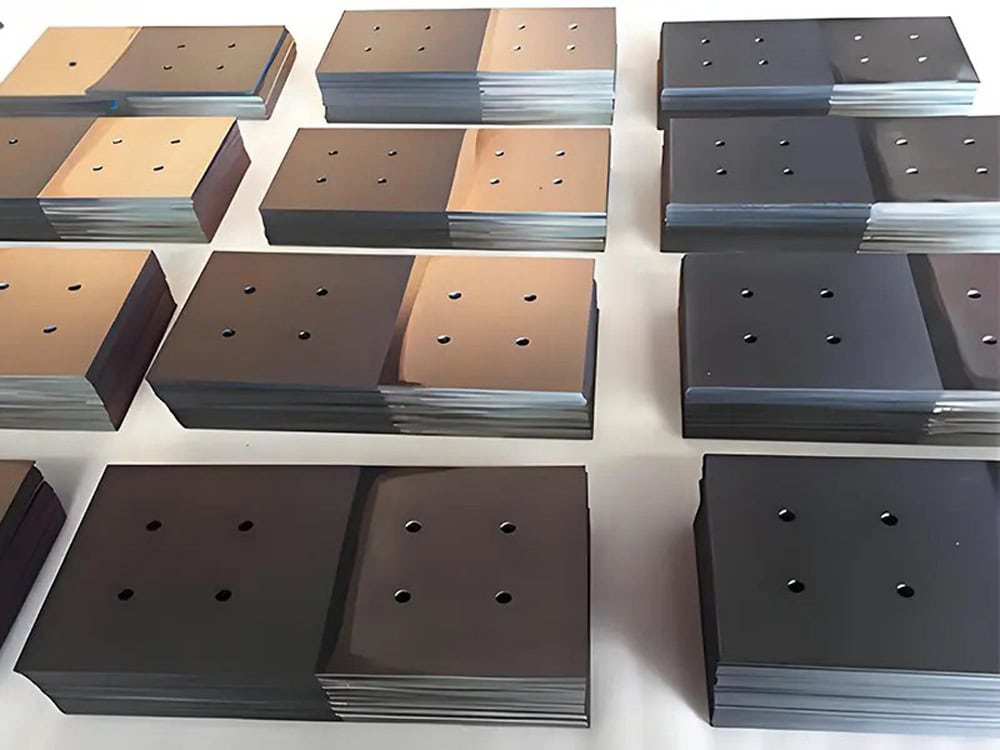
Plate MMO Titanium Anode
- ASTM B265 Gr1 or Gr2
- Thickness: 1.0-10.0mm
- Maximum size: 3000mm × 1000mm
- Connection: Welded conductive rod or flange
Plate MMO titanium anodes are relatively inexpensive. They offer a large effective area and strong current carrying capacity. They are suitable for electrophoretic coating of flat workpieces.

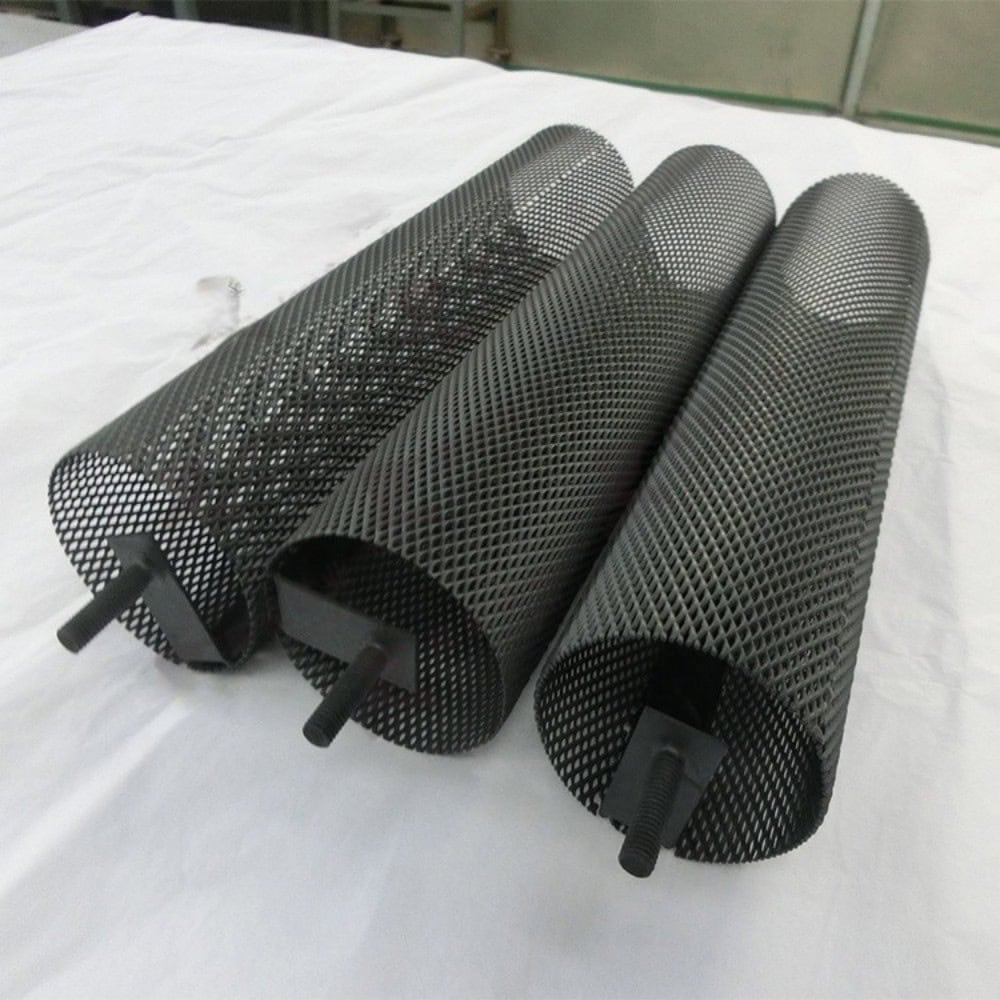
Tube MMO Titanium Anode
- ASTM B338 Gr1 or Gr2 Titanium Tube
- Outer Diameter: Φ25mm-Φ100mm
- Wall Thickness: 1.0-3.0mm
- Maximum Length: 6000mm
Tube MMO titanium anodes are typically used in conjunction with anode films to form anode tube assemblies. They offer uniform electric field distribution and are less prone to paint buildup.

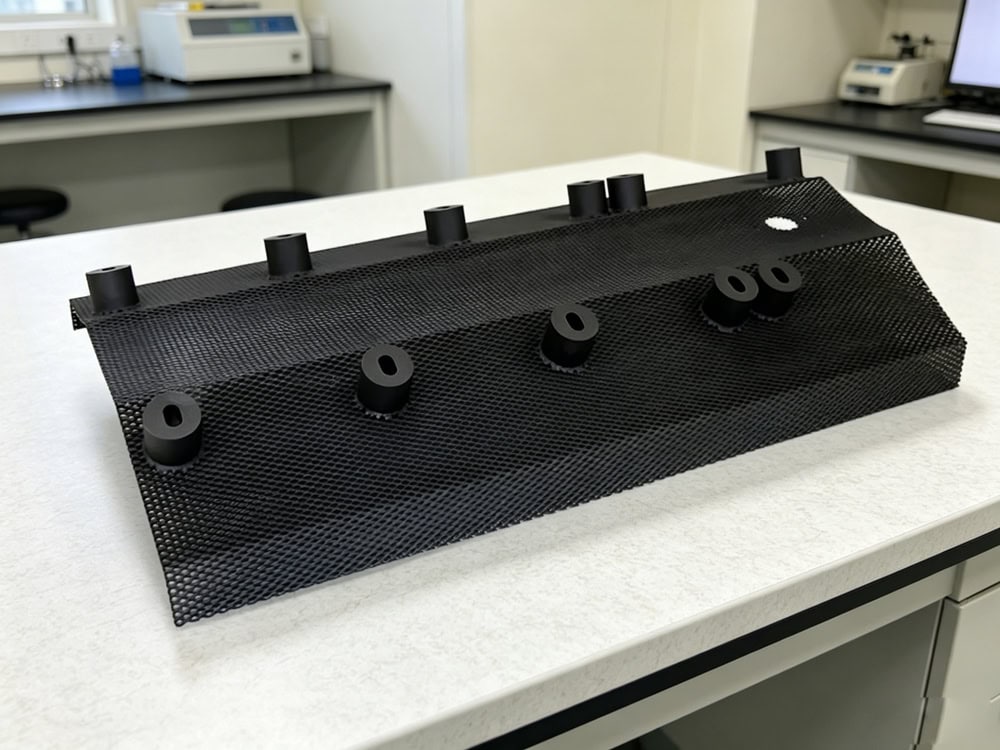
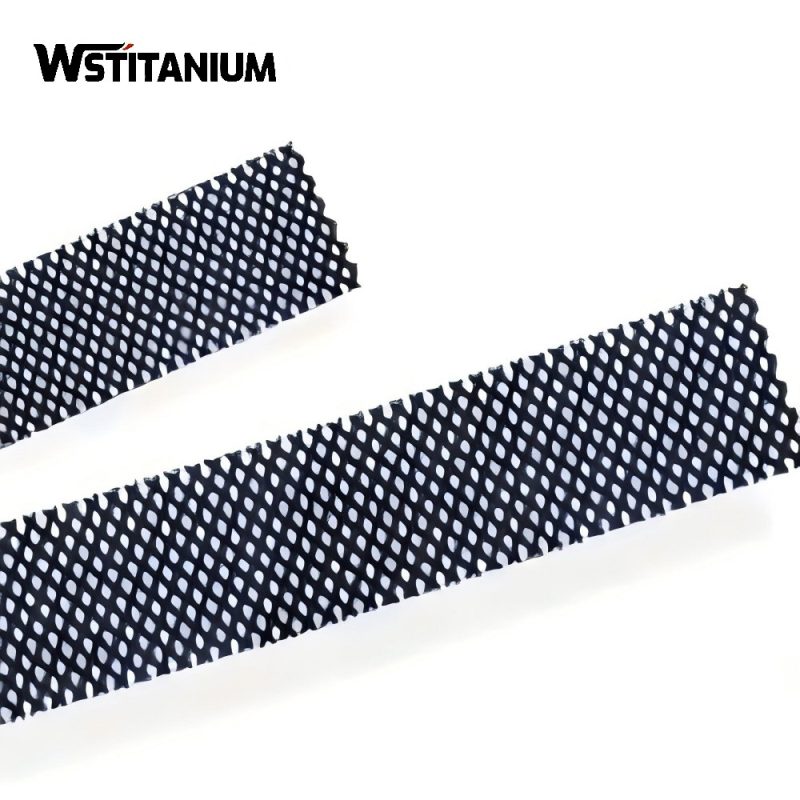
Mesh MMO Titanium Anode
- Thickness: 1.0-3.0mm
- Wire Diameter: 0.5-3.0mm
- Mesh Size: 1mm×1mm-10mm×10mm
- Maximum Size: 3000mm×1000mm
Mesh MMO titanium anodes have a porous structure with good permeability, allowing electrophoretic paint to flow freely. They have a large specific surface area and uniform current distribution.

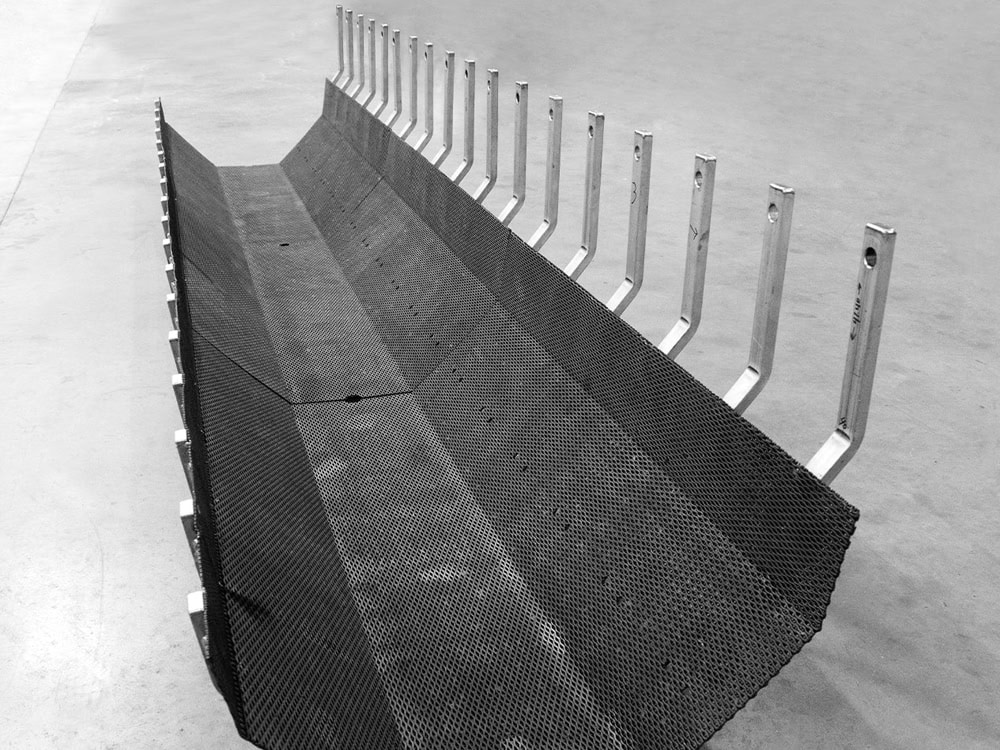
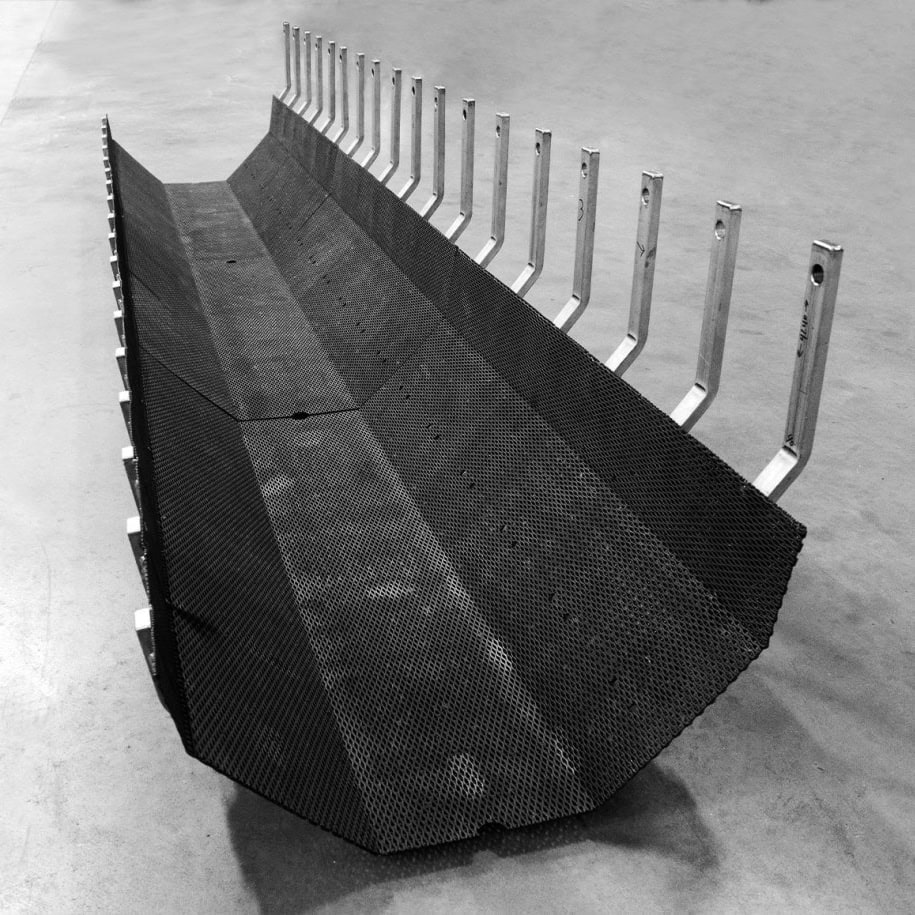
Arc MMO Titanium Anode
- Thickness: 2.0-5.0mm
- Customizable radius of curvature
- ASTM B265 Gr1 or Gr2 Titanium Plate
- Maximum size: 2000mm × 1000mm
Arc MMO titanium anodes better match the contour shape of the workpiece, effectively reducing the “edge effect.” The effective area is 15%-20% larger than that of a flat anode of the same size.

MMO Titanium Rod Anodes
- ASTM B348 Titanium Rod
- Diameter: Φ3mm-Φ100mm
- Maximum Length: 6000mm
- Connection: Welded titanium terminals
MMO titanium rod anodes are suitable for anode systems in small electrophoresis tanks, and for internal cavities and gaps in complex workpieces. They are not suitable for electrophoretic coating of large-area workpieces.
Custom MMO Titanium Anode
- One-Stop Service
- Following Samples
- Multiple Connection Options
- Following STP and CAD Drawings
Wstitanium designs and manufactures MMO titanium anodes with various complex geometries, such as annular, disc, basket, and spiral shapes, to meet your specific requirements.
Wstitanium Customized Solutions
Wstitanium understands that every customer’s electrophoretic coating production line has unique characteristics and needs. Therefore, we not only provide standard-specification MMO titanium anode products, but also focus on providing customized overall solutions. Our customized solutions cover everything from anode system design and product manufacturing to installation, commissioning, and after-sales service, ensuring optimal performance and return on investment.
Customized Coating Systems
Wstitanium also develops customized coating formulations for special electrophoresis processes or operating conditions, including:
- Adjusting the proportions of components in the coating to optimize electrochemical performance
- Adding special additives to improve the coating's corrosion resistance or anti-fouling ability
- Developing multi-layer composite coating structures to meet different performance requirements
- Specialized coatings for high-solids electrophoretic paints, lead-free electrophoretic paints, etc.
Wstitanium offers full-parameter customization services for various types of MMO titanium anodes. Below is our main customization specification range:
Plate MMO Titanium Anode Custom Specifications
| Parameter Item | Customization Range | Standard Specifications | Remarks |
|---|---|---|---|
| Base Material | Gr1, Gr2, Gr5 | Gr2 | Other titanium alloy materials are available |
| Thickness | 0.5mm – 20.0mm | 2.0mm, 3.0mm | Higher thickness means higher mechanical strength but higher cost |
| Length | 10mm – 6000mm | 1000mm, 2000mm | Maximum 6000mm titanium plate available |
| Width | 10mm – 2000mm | 300mm, 400mm, 500mm | Maximum 2000mm wide titanium plate available |
| Coating System | Ir-Ta, Ru-Ir, Ir-Ta-Pt | Iridium-Tantalum | Other coatings can be customized on request |
| Precious Metal Loading | 5g/m² – 30g/m² | 10g/m², 12g/m², 15g/m² | Higher loading results in longer service life |
| Coating Thickness | 5μm – 25μm | 8μm, 10μm, 12μm | Proportional to precious metal loading |
| Conductive Rod Material | Gr1, Gr2, Copper-clad Titanium | Gr2 | Copper-clad titanium rods are recommended for high-current applications |
| Conductive Rod Diameter | Φ6mm – Φ50mm | Φ12mm, Φ16mm, Φ20mm | Selected according to current magnitude |
| Conductive Rod Length | 50mm – 500mm | 100mm, 150mm, 200mm | Customized according to installation requirements |
| Connection Method | Welding, Bolted Connection | Welding | Bolted connection is easier to replace but has higher contact resistance |
| Surface Treatment | Sandblasting, Pickling, Polishing | Sandblasting | Sandblasting improves coating adhesion |
Custom Specifications for Tube MMO Titanium Anodes
| Parameters | Customization Range | Default Specifications | Remarks |
|---|---|---|---|
| Base Material | Gr1, Gr2 | Gr2 | Seamless titanium tube, compliant with ASTM B338 standard |
| Outer Diameter | Φ10mm – Φ200mm | Φ50mm, Φ60mm, Φ75mm | Common specs: Φ50mm×2mm and Φ60mm×3mm |
| Wall Thickness | 0.5mm – 5.0mm | 2.0mm, 3.0mm | Thicker wall = longer service life |
| Length | 100mm – 6000mm | 1000mm, 1500mm, 2000mm | Max processable length: 6000mm ultra-long tube |
| Coating System | Ir-Ta, Ru-Ir, Ir-Ta-Pt | Ir-Ta | Ir-Ta coating is preferred for electrophoretic coating |
| Precious Metal Loading | 8g/m² – 20g/m² | 10g/m², 12g/m² | Adjustable according to service life requirements |
| Coating Thickness | 6μm – 16μm | 8μm, 10μm | Proportional to precious metal loading |
| End Cap Material | Gr1, Gr2 | Gr2 | Welded connection with titanium tube |
| Conductive Rod Material | Gr1, Gr2, Copper-clad Titanium | Copper-clad Titanium | Copper-clad Ti rod mandatory for high-current fields |
| Conductive Rod Diameter | Φ10mm – Φ30mm | Φ16mm, Φ20mm | Selected based on current magnitude |
| Anode Membrane Material | Polypropylene (PP), Polyvinylidene Fluoride (PVDF) | PP | PVDF has better corrosion resistance but higher cost |
| Anode Membrane Pore Size | 0.1μm – 0.5μm | 0.2μm | Effectively blocks electrophoretic paint particles from entering anode chamber |
| Anode Membrane Thickness | 0.2mm – 0.5mm | 0.3mm | Thicker membrane = higher mechanical strength |
MMO Titanium Mesh Anode Custom Specifications
| Parameters | Customization Range | Default Specifications | Remarks |
|---|---|---|---|
| Base Material | Gr1, Gr2 | Gr2 | Woven mesh or expanded mesh |
| Wire Diameter | 0.3mm – 5.0mm | 1.0mm, 1.5mm, 2.0mm | Larger wire diameter = higher mechanical strength |
| Mesh Size | 0.5mm×0.5mm – 20mm×20mm | 2mm×2mm, 5mm×5mm, 10mm×10mm | Smaller mesh size = larger specific surface area |
| Mesh Shape | Square, Rhombus, Hexagon | Square | Rhombus shape has higher mechanical strength |
| Thickness | 0.8mm – 6.0mm | 1.5mm, 2.0mm, 3.0mm | Including wire diameter and mesh thickness |
| Length | 10mm – 3000mm | 1000mm, 1500mm | Maximum length: 3000mm |
| Width | 10mm – 2000mm | 300mm, 400mm, 500mm | Maximum width: 2000mm |
| Frame | Gr1, Gr2 | Gr2 | Used for fixing titanium mesh and connecting conductive rods |
| Frame Size | 10mm×2mm – 50mm×5mm | 20mm×3mm | Selected according to titanium mesh size |
| Coating Type | Ir-Ta, Ru-Ir, Ir-Ta-Pt | Iridium-Tantalum | Customizable according to customer requirements |
| Precious Metal Loading | 8g/m² – 18g/m² | 10g/m², 12g/m² | Adjustable according to service life requirements |
| Coating Thickness | 6μm – 14μm | 8μm, 10μm | Proportional to precious metal loading |
MMO Titanium Arc Anode Custom Specifications
| Parameters | Customization Range | Default Specifications | Remarks |
|---|---|---|---|
| Base Material | Gr1, Gr2 | Gr2 | Titanium plate formed by bending |
| Thickness | 2.0mm – 10.0mm | 3.0mm, 4.0mm | Greater thickness = stronger deformation resistance |
| Bending Radius | 50mm – 5000mm | 500mm, 1000mm, 1500mm | Customized according to workpiece shape |
| Bending Angle | 15° – 180° | 90°, 120°, 150° | Customized according to workpiece shape |
| Length | 100mm – 4000mm | 1000mm, 1500mm, 2000mm | Maximum length: 4000mm |
| Width | 100mm – 1000mm | 300mm, 400mm, 500mm | Maximum width: 1000mm |
| Coating Type | Ir-Ta, Ir-Ta-Pt | Ir-Ta | Ir-Ta-Pt coating recommended for high-end applications |
| Precious Metal Loading | 10g/m² – 20g/m² | 12g/m², 15g/m² | Adjustable according to service life requirements |
| Coating Thickness | 8μm – 16μm | 10μm, 12μm | Proportional to precious metal loading |
| Conductive Rod Material | Gr1, Gr2, Copper-clad Titanium | Titanium | Copper-clad titanium rod mandatory for high-current applications |
| Conductive Rod Diameter | Φ12mm – Φ30mm | Φ16mm, Φ20mm | Selected based on current magnitude |
| Lifting Lug Material | Gr1, Gr2, 316L Stainless Steel | Gr2 | Stainless steel lugs have lower cost but poorer corrosion resistance |
MMO Titanium Anode Quality Inspection
| Item | Standard | Testing Method | Acceptance Criteria | Testing Frequency |
|---|---|---|---|---|
| Chemical Elements | ASTM B265, GB/T 3620 | Direct Reading Spectrometer | Meet TA1/TA2 chemical composition requirements | Per batch |
| Mechanical Properties | ASTM B265, GB/T 3621 | Universal Testing Machine | Tensile strength ≥345MPa, Yield strength ≥275MPa, Elongation ≥20% | Per batch |
| Surface | ASTM B265, GB/T 3621 | Visual Inspection | No cracks, folds, pores, inclusions and other defects | Per piece |
| Precious Metal Purity | Enterprise Standard | Chemical Analysis | Purity ≥99.9% | Per batch |
| Organic Solvent Purity | Enterprise Standard | Gas Chromatography | Purity ≥99.5% | Per batch |
| Sandblasting Roughness | Enterprise Standard | Surface Roughness Tester | Ra=3.2-6.3 μm | 1 piece per 10 pieces |
| Sintering Temperature & Time | Enterprise Standard | Temperature Recorder | 480℃×60min, Temperature accuracy ±5℃ | Per furnace |
| Flatness | Drawing Requirements | Flat Plate + Feeler Gauge | Flatness ≤0.5mm/m | Per piece |
| Bending Degree | Drawing Requirements | Platform + Feeler Gauge | Bending degree ≤0.5mm/m | Per piece |
| 析氧过电位 (Oxygen Evolution Overpotential) | Enterprise Standard | Linear Sweep Voltammetry (LSV), 1M H₂SO₄ solution, 25℃ | Ir-Ta coating ≤1.3V (vs SHE), Ru-Ir coating ≤1.4V (vs SHE), Ir-Ta-Pt coating ≤1.25V (vs SHE) | 3 pieces per batch |
| Accelerated Life Test | NACE TM0108-2012 | 2A/cm² current density, 1M H₂SO₄ solution, 25℃ | Ir-Ta coating ≥5000 hours, Ru-Ir coating ≥3000 hours, Ir-Ta-Pt coating ≥8000 hours | 1 piece per quarter |
| Precious Metal Loading | Enterprise Standard | X-ray Fluorescence Spectrometry (XRF) | Deviation within ±5% | 3 pieces per batch |
| Coating Thickness | Enterprise Standard | Scanning Electron Microscope (SEM) | Deviation within ±10% | 3 pieces per batch |
| Adhesion | ASTM B571 | 180° Bending Test + Tape Peel Test | No coating peeling | 3 pieces per batch |
| Resistivity | Enterprise Standard | Four-probe Method | Ir-Ta coating ≤10⁻⁴Ω·m, Ru-Ir coating ≤10⁻⁴Ω·m, Ir-Ta-Pt coating ≤10⁻⁵Ω·m | 3 pieces per batch |







{kind=link}
{kind=link}
{kind=link}