

Mixed metal oxide (MMO) titanium anodes are gradually replacing traditional soluble phosphor bronze and lead anodes, becoming the preferred electrode material for high-end PCB manufacturing. Wstitanium, with its internal investments in advanced CNC machining centers, laser cutting machines, and accumulated technology, provides PCB manufacturers with high-performance, high-reliability, and customized MMO titanium anode solutions.
Coating Systems of MMO Titanium Anodes
The performance of MMO titanium anodes primarily depends on the noble metal oxide coating on their surface. The chemical elements, microstructure, thickness, and preparation technology of the coating determine the anode’s electrocatalytic activity, corrosion resistance, and lifespan. Wstitanium has developed various specialized coating systems tailored to the different technical characteristics and operating conditions of PCB electroplating, meeting diverse needs from acidic copper plating to high-precision HDI board through-hole plating.

- For acidic electroplating
- For acidic tin/nickel plating
- For chloride copper plating
- Current density ≤1000A/m²
- Temperature ≤60℃
- Lifespan 5-8 years
A typical molar ratio is RuO₂:IrO₂:TiO₂ = 30:10:60. This ensures high electrocatalytic activity while significantly improving the coating’s corrosion resistance and service life.

- Oxygen evolution overpotential: 1.35-1.45V
- For strongly acidic electrolytes
- Current density ≤4000A/m²
- For acidic copper plating
- Temperature ≤80℃
- Lifespan 8-15 years.
IrO₂-Ta₂O₅ is high-performance coating systems designed for oxygen evolution reactions (OER). A typical molar ratio is IrO₂:Ta₂O₅ = 70:30. They exhibit extremely low OER overpotential and excellent resistance to acid corrosion.

- Oxygen evolution overpotential: 1.40-1.50V
- Chlorine evolution overpotential: 1.05-1.15V
- For PCB gold, silver, and palladium plating
- Current density ≤12000A/m²
- Temperature ≤100℃
- Lifespan: 3-5 years.
Platinum (Pt) coatings are formed by depositing pure platinum onto a titanium substrate via electroplating or electroless plating. Typical coating thicknesses range from 0.5 to 5.0 μm. High Cost.
Comparison of Coating Systems
To help you better select the appropriate coating system, Wstitanium has provided a detailed comparative analysis of the performance characteristics and applicable scope of three main coating systems, as shown in the table below:
| Performance | RuO₂-IrO₂-TiO₂ | IrO₂-Ta₂O₅ | Pt |
|---|---|---|---|
| Reaction | Mainly Oxygen Evolution | Mainly Oxygen Evolution | Oxygen Evolution and Chlorine Evolution |
| Oxygen Evolution Overpotential (1mol/L H₂SO₄, 25℃) | 1.45-1.55V | 1.35-1.45V | 1.40-1.50V |
| Chlorine Evolution Overpotential (1mol/L NaCl, 25℃) | 1.10-1.20V | 1.25-1.35V | 1.05-1.15V |
| Acid Corrosion Resistance | Good | Excellent | Excellent |
| Chloride Ion Corrosion Resistance | Excellent | Good | Excellent |
| Coating Wear Rate | 0.1-0.3mg/A·year | 0.03-0.10mg/A·year | 0.2-0.5mg/A·year |
| Service Life | 5-8 years | 8-15 years | 2-3 years (2.5μm) |
| Relative Cost | 1 | 1.5 | 6 |
| Application | Acid Etchant Regeneration, Micro-etchant Regeneration, Acid Tin Plating | Acid Copper Plating, Through-hole Electroplating, Blind-hole Electroplating, Pulse Electroplating | Gold Plating, Silver Plating, Palladium Plating and other Precision Electroplating |
Titanium Substrate Comparison
Grade 1 titanium has higher purity and better corrosion resistance, and is mainly used to manufacture anodized products with extremely high corrosion resistance requirements. Grade 2 titanium has better mechanical strength and mechanical properties, and is the most commonly used matrix material, suitable for most PCB electroplating applications.
| Element | Grade 1 Titanium | Grade 2 Titanium |
|---|---|---|
| Titanium (Ti) | ≥99.6% | ≥99.2% |
| Iron (Fe) | ≤0.20% | ≤0.30% |
| Oxygen (O) | ≤0.18% | ≤0.25% |
| Carbon (C) | ≤0.08% | ≤0.10% |
| Nitrogen (N) | ≤0.03% | ≤0.03% |
| Hydrogen (H) | ≤0.015% | ≤0.015% |
MMO Titanium Anode Shape Types
Wstitanium offers a variety of MMO titanium anode products in various shapes and structures. We can tailor the most suitable anode shape and structure to your tank size and requirements.
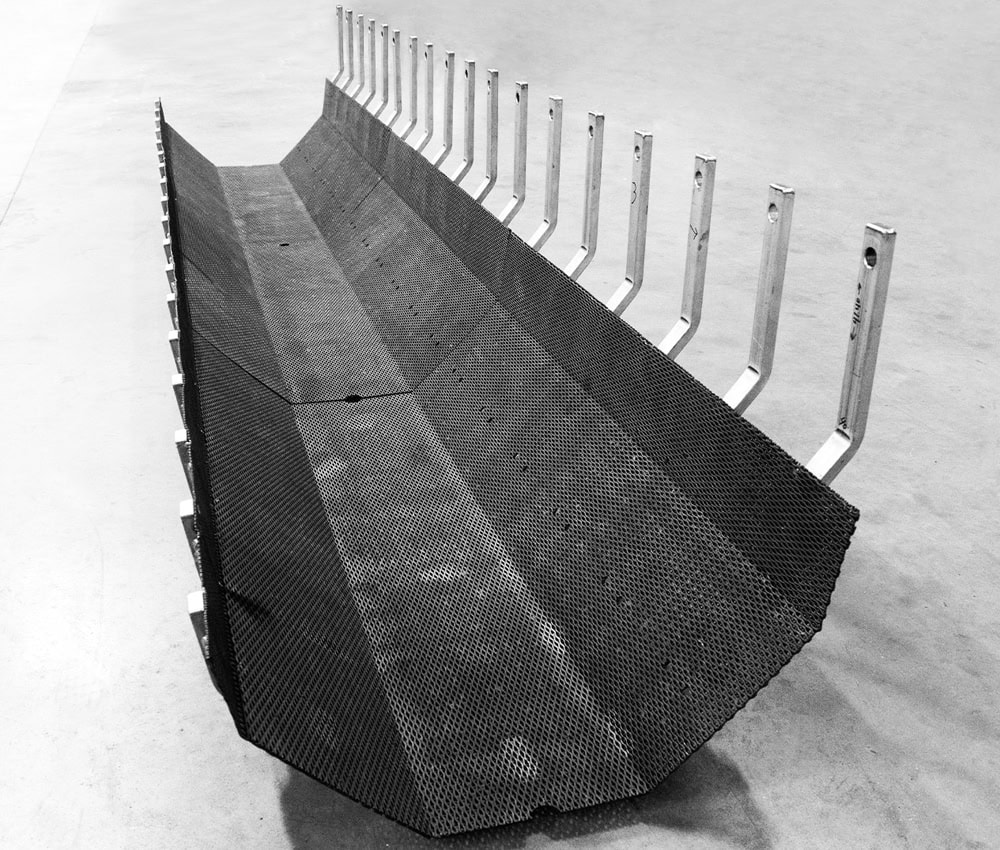
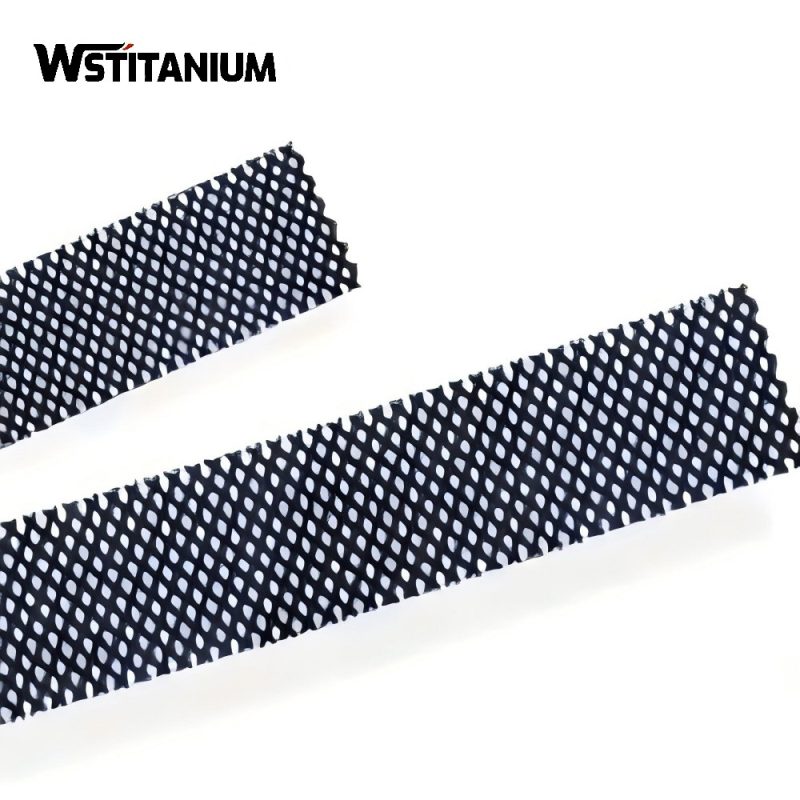
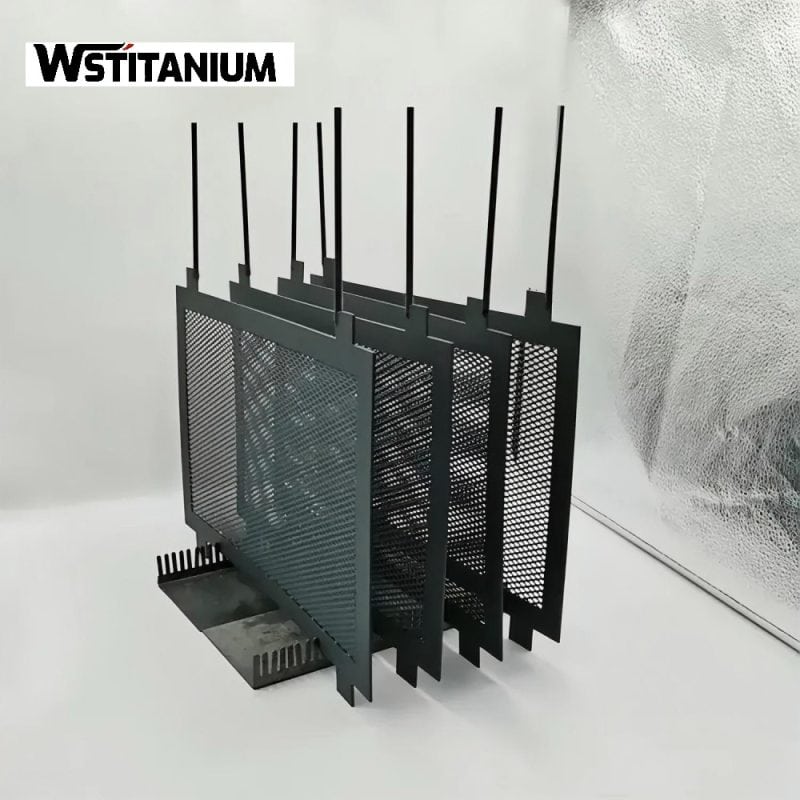
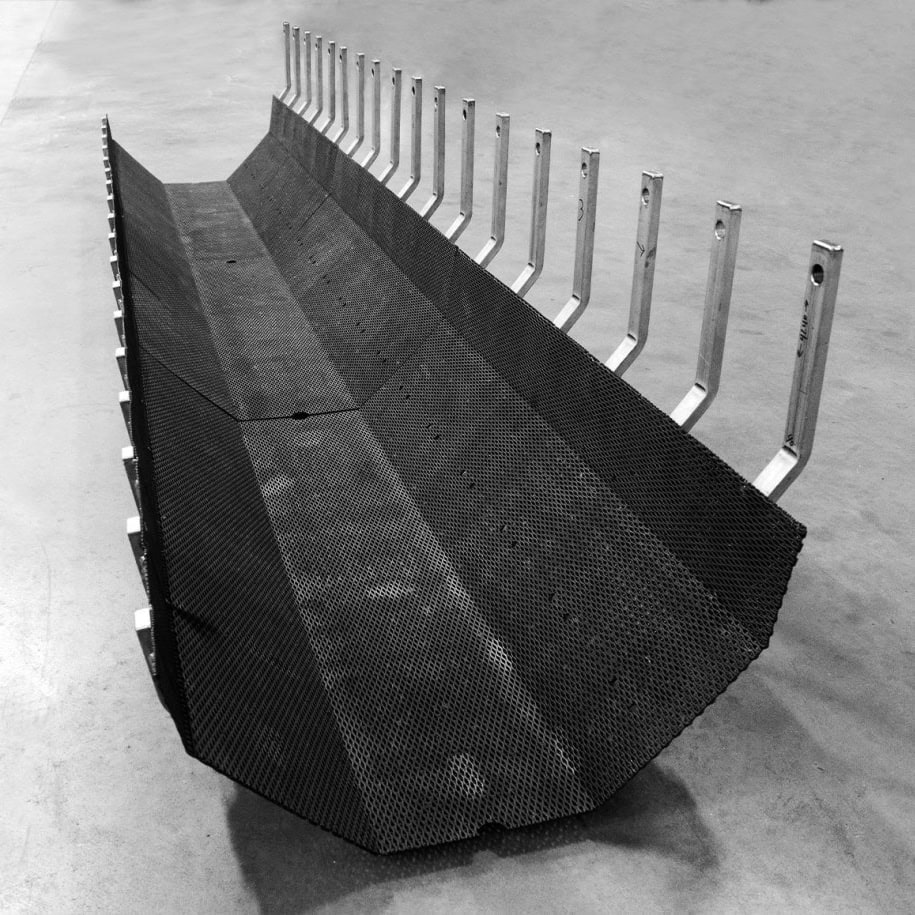
Mesh Titanium Anode

Mesh titanium anodes are one of the most widely used anode shapes in PCB electroplating. They are made by mechanically expanding or punching a titanium plate into a mesh structure with regularly spaced pores, and then coating it with an MMO coating. The mesh structure has a high porosity (typically 40-70%), ensuring good electrolyte flow and improving the uniformity of current distribution. Compared to a plate structure of the same size, the mesh structure has a larger specific surface area, reducing the actual current density.
- For acid tin plating
- For pulse plating
- For VCP line acid copper plating
- For gold plating, silver plating, etc.
- For through-hole plating and via-filling plating
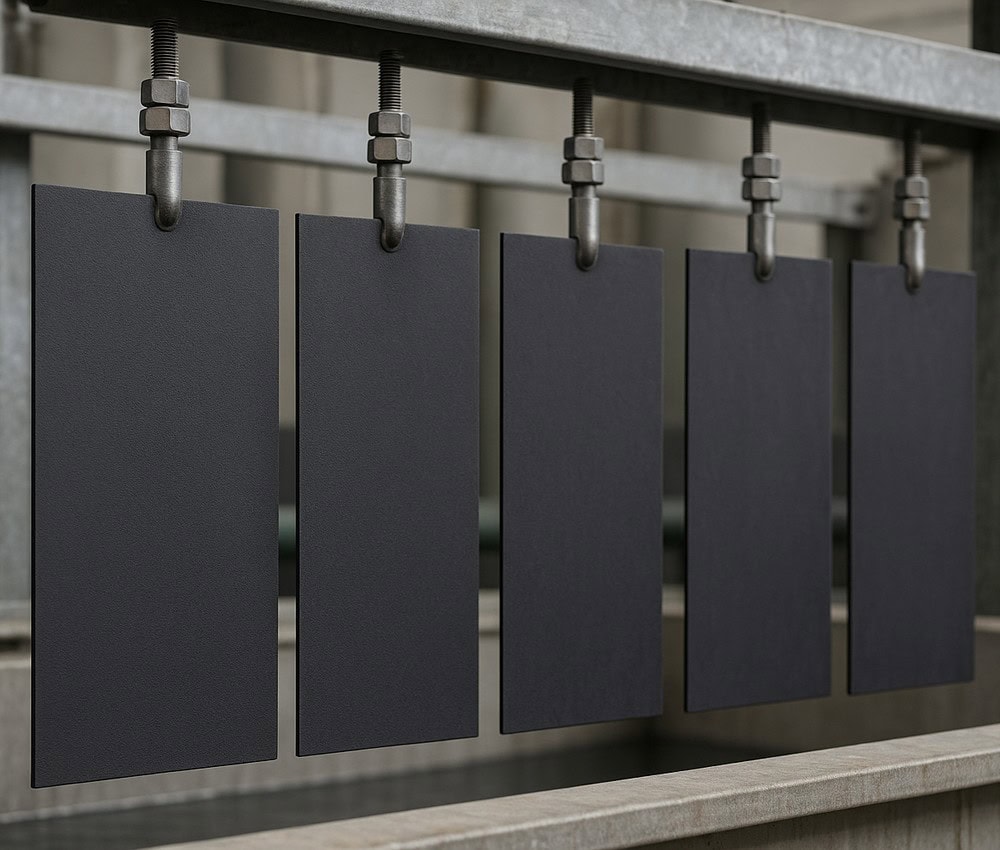
Plate Titanium Anodes

They feature a simple structure, high mechanical strength, and uniform current distribution. Wstitanium offers plate titanium anodes in various thicknesses and sizes, with typical specifications as follows: Thickness: 0.5-5.0mm; Width: ≤1500mm; Length: ≤3000mm; Surface finish: sandblasting, pickling, polishing. The most commonly used plate thickness is 1.0-2.0mm.
- For small rack plating tanks
- For laboratory electroplating
- For precision electroplating
- For horizontal electroplating equipment
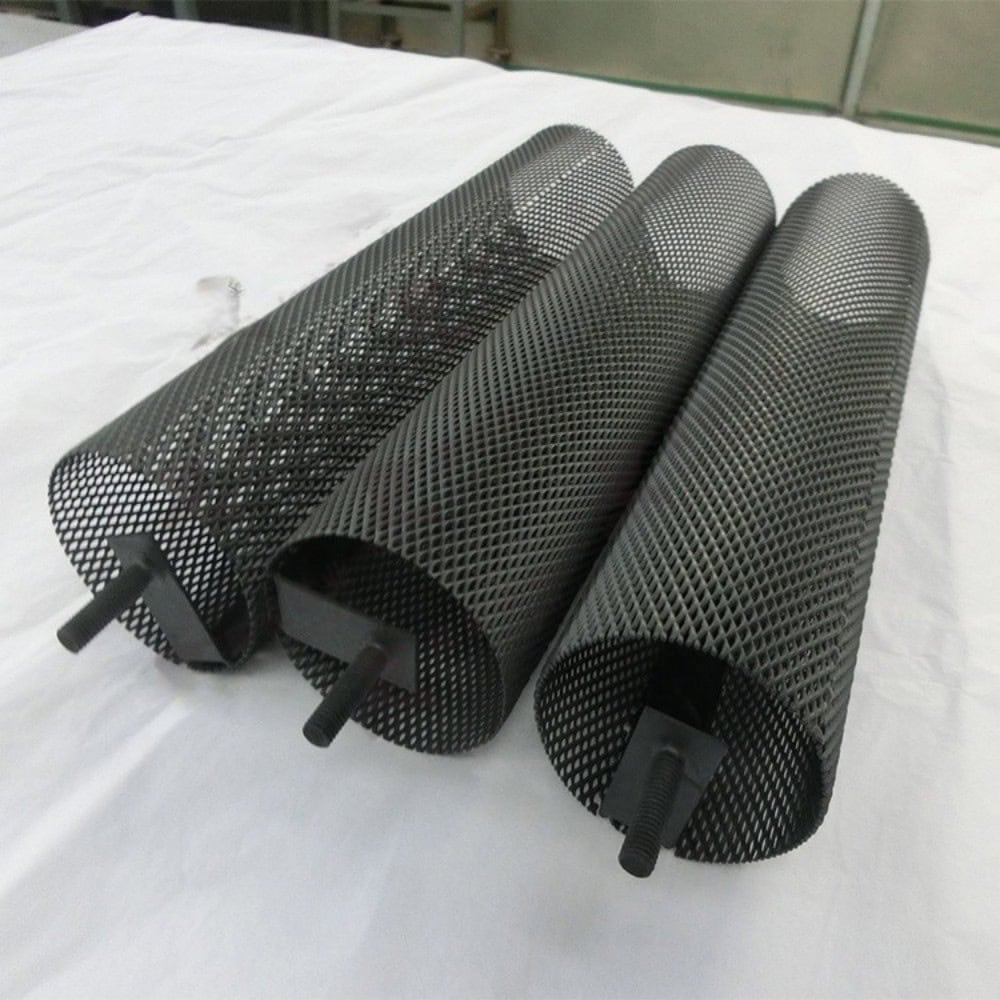
Titanium Rod Anodes

Titanium rod anodes are made by cutting titanium rods to the required length and then coating them with an MMO coating. They feature a simple structure, high mechanical strength, and suitability for small-area, high-current-density electroplating applications. Wstitanium offers titanium rod anodes in various diameters and lengths, with typical specifications as follows: Diameter: 3-20mm; Length: ≤3000mm; Surface finish: sandblasting, pickling, polishing.
- Small experimental tank
- Local electroplating
- As an auxiliary anode
- Some special electroplating applications
MMO Titanium Anodes for PCB Electroplating Project Cases
Wstitanium’s MMO titanium anode products have been successfully applied in the production lines of numerous PCB manufacturers worldwide. They have helped customers improve product quality, reduce production costs, and increase production efficiency. Below are some of our typical engineering case studies:
1. VCP Line Acid Copper Plating
A Korean PCB manufacturer invested in 10 Vertical Continuous Plating (VCP) lines. They were previously using traditional soluble phosphor bronze ball anodes. The following pain points existed:
1. Uneven anode dissolution led to unstable current distribution. The plating thickness uniformity was poor. The through-hole plating thickness ratio (TP value) was only 75-80%.
2. Large amounts of anode sludge were generated, contaminating the plating solution. The plating pass rate was only 93%.
3. Each line required 8 hours of downtime per month for maintenance.
4. Large fluctuations in copper ion concentration affected the stability of quality.

Wstitanium Solution
Wstitanium replaced the original soluble phosphorus copper ball anodes with iridium-tantalum coated mesh titanium anodes. Mesh size: 2.5×4.6mm, plate thickness: 1.0mm, coating thickness: 12μm. The anode arrangement and spacing were optimized to improve the uniformity of current distribution.
Results
Coating thickness uniformity was significantly improved, with the through-hole coating thickness ratio (TP value) increasing from 75-80% to 90-95%. Coating quality was significantly improved, with a substantial reduction in defects such as pinholes and pitting. Product yield increased to 98.5%. Maintenance downtime per line was reduced from 8 hours per month to 2 hours per year. Copper ion concentration remained stable within ±0.5g/L. Overall costs were reduced by 15-20%.

2. HDI Electroplating
A Malaysian manufacturer specializing in High-Density Interconnect (HDI) boards, primarily producing HDI boards for mobile phones, tablets, and automotive electronics, faces extremely high requirements for through-hole plating. The imported titanium anodes previously used had the following problems:
1. Inadequate through-hole filling effect, resulting in significant depressions.
2. Anode lifespan of only 3-4 years, leading to high replacement costs.

Wstitanium Solution
Wstitanium developed a dedicated high-performance iridium-tantalum coated titanium mesh anode for their customers:
1. Optimized iridium-tantalum coating formulation.
2. Multi-layer gradient structure design.
3. Mesh size: 2.5 × 4.6 mm.
4. Board thickness: 1.2mm, Coating thickness: 15μm
Results
1. Indentation reduced from 15-20 μm to 5-8 μm.
2. Anode lifespan extended to 8-10 years.
3. Product yield increased from 90% to 97%.
3. PCB Wastewater Treatment
A professional PCB wastewater treatment and resource recycling company in China primarily provides acid etching solution regeneration and copper recovery services to surrounding PCB manufacturers. Previously, they used graphite anodes, which had the following problems:
1. Graphite anodes are easily corroded and worn.
2. Short lifespan, only 3-6 months.
3. High anode consumption, frequent replacement, increasing costs.
4. Graphite particles contaminate the regeneration etching solution.
5. Low current efficiency and high energy consumption.

Wstitanium Solution
Wstitanium recommended a ruthenium-iridium coated plate-shaped titanium anode:
Coating system: Ruthenium-iridium based, coating thickness: 12μm.
Board thickness: 2.0mm, dimensions: 1000×500mm.
Optimized coating formula improved the corrosion resistance and stability of the anode in high chloride and high copper ion environments.
Results
The operation of the etching solution regeneration system was significantly improved:
1. Anode lifespan has been extended from 3-6 months to 5-8 years.
2. The regenerated etching solution is free of graphite particle impurities, resulting in better etching performance.
3. Current efficiency has increased by 15-20%, and energy consumption has decreased by 15%.
4. Operating costs have decreased by more than 30%.
FAQ
MMO titanium anodes are suitable for PCB electroplating primarily because they offer the following advantages:
1. Excellent dimensional stability: During electroplating, the size and shape of the MMO titanium anode remain unchanged, providing a stable current distribution, ensuring uniform coating thickness, and improving the through-hole coating thickness ratio (TP value).
2. Strong corrosion resistance: MMO titanium anodes operate stably for extended periods in strongly acidic, high-current-density electroplating environments without being corroded or dissolved.
3. High electrocatalytic activity: The MMO coating has an extremely low oxygen evolution overpotential, reducing tank voltage, decreasing energy consumption, and improving electrolysis efficiency.
4. Long service life: The service life of MMO titanium anodes can reach 5-15 years, significantly reducing replacement frequency and maintenance costs.
5. Environmentally friendly and pollution-free: MMO titanium anodes do not release toxic metal ions into the plating solution and do not produce anode sludge, meeting environmental protection requirements.
In PCB electroplating, the most commonly used MMO titanium anode coating system is the iridium-tantalum (IrO₂-Ta₂O₅) coating. This is because:
1. Excellent oxygen evolution performance: The iridium-tantalum coating has an extremely low oxygen evolution overpotential, allowing for efficient oxygen evolution reaction in acidic copper plating, reducing tank voltage and energy consumption.
2. Excellent acid corrosion resistance: The iridium-tantalum coating operates stably in strongly acidic copper sulfate plating solutions for extended periods without corrosion or dissolution.
3. Good resistance to anodic dissolution: The IrO₂-Ta₂O₅ solid solution structure formed by the iridium-tantalum coating effectively prevents iridium anodic dissolution, extending the anode’s lifespan.
4. Good compatibility with electroplating additives: The iridium-tantalum coating has minimal decomposition effect on brighteners, leveling agents, and other additives commonly used in acidic copper plating, maintaining the stability of the plating solution additives.
Difference | RuO₂-IrO₂-TiO₂ | IrO₂-Ta₂O₅ |
|---|---|---|
| Main Reaction | Chlorine evolution as main reaction, with oxygen evolution as secondary | Oxygen evolution as main reaction |
| Oxygen Evolution Overpotential | Relatively high (1.45-1.55V) | Relatively low (1.35-1.45V) |
| Chlorine Evolution Overpotential | Relatively low (1.10-1.20V) | Relatively high (1.25-1.35V) |
| Acid Corrosion Resistance | Good | Excellent |
| Chloride Ion Corrosion Resistance | Excellent | Good |
| Service Life | 5-8 years | 8-15 years |
| Relative Cost | Relatively low | Relatively high |
| Applications | Acid etchant regeneration, micro-etchant regeneration, acid tin plating | Acid copper plating, through-hole electroplating, blind-via electroplating, pulse electroplating |
In short, if your PBC plating mainly involves chlorine evolution reactions (such as regeneration from chlorine-containing etching solutions), a ruthenium-iridium coating is recommended. If your PBC plating mainly involves oxygen evolution reactions (such as acidic copper plating), an iridium-tantalum coating is recommended.






{kind=link}
{kind=link}
{kind=link}