
Wstitanium has developed a series of high-performance MMO titanium anode products, widely used in alkaline water electrolysis (AWE), proton exchange membrane water electrolysis (PEMWE), and anion exchange membrane water electrolysis (AEMWE). Mixed metal oxide (MMO) titanium anodes reduce energy consumption by 30-40% compared to traditional nickel-based anodes. Energy consumption per unit of hydrogen production can be reduced by 0.5-1.0 kWh/Nm³. They can withstand current densities up to 10,000 A/m², 2-3 times that of traditional nickel-based anodes. They have an exceptionally long service life of 10-20 years, 4-8 times that of traditional nickel-based anodes. The electrode dimensions remain almost unchanged during long-term operation, ensuring stable and consistent electrolyzer performance.
MMO Titanium Anode Coating System
The performance of MMO titanium anodes depends primarily on the elements, structure, and preparation technology of the coating. Different coatings exhibit different electrochemical properties, making them suitable for various water electrolysis hydrogen production technologies and operating conditions. Wstitanium offers the following four mainstream coating systems for the water electrolysis hydrogen production industry:
Iridium-tantalum MMO titanium anodes are prepared via thermal decomposition, using iridium dioxide (IrO₂) as the main catalytic active component and tantalum pentoxide (Ta₂O₅) as a stabilizer and binder. IrO₂ content 80-85% is suitable for applications requiring extremely high efficiency. IrO₂ content 60-65% is suitable for high current density, high temperature, or strongly acidic environments.
- Lifetime ≥ 50,000 hours.
- Current efficiency 95-98%.
- Coating thickness 8-20 μm.
- Current density 1000A-5000A/m².
- Typical molar ratio (IrO₂:Ta₂O₅ = 70:30).
- Oxygen evolution overpotential ≤1.4V (vs. SHE, 1A/cm²).
- Proton exchange membrane (PEM) water electrolysis.
- High current density alkaline water electrolysis.
- High-voltage water electrolysis for hydrogen production (30-80 bar).
- Seawater electrolysis for hydrogen production.

The ruthenium-iridium coating uses ruthenium dioxide (RuO₂) as the catalytically active component, iridium dioxide (IrO₂) to improve stability, and titanium dioxide (TiO₂) as a binder and support. IrO₂ enhances oxidation resistance and lifespan, maintaining high catalytic activity. The ruthenium-iridium-titanium coating is a classic coating for alkaline water electrolysis to produce hydrogen.
- Current efficiency 92-96%.
- Coating thickness 8-20 μm.
- Current density 1000A-4000A/m².
- Coating resistivity ≤10⁻⁴Ω・cm
- Typical molar ratio (RuO₂:IrO₂:TiO₂ = 60:20:20).
- Oxygen evolution overpotential ≤1.35V (vs. SHE, 1A/cm²).
- Alkaline (KOH/NaOH) water electrolysis
- Low-to-medium current density (0.2-0.8 A/cm²) electrolyzer
- Large-scale industrial hydrogen production projects
- Anion exchange membrane (AEM) water electrolysis
Platinum-coated titanium anodes are produced by depositing a layer of metallic platinum onto the surface of a titanium substrate using electroplating or electroless plating techniques. The thickness is typically 0.5-10 μm. Platinum exhibits extremely high catalytic activity for both the hydrogen evolution reaction (HER) and the oxygen evolution reaction (OER). It also demonstrates good stability in both acidic and alkaline environments.
- Small-scale water electrolysis hydrogen production unit
- High-purity hydrogen production (99.999% and above)
- Electrolyzers (e.g., ultra-low temperature, ultra-high pressure)
- Applications requiring extremely high catalytic activity

Composite Oxide Coatings
Wstitanium has developed a series of composite oxide coating systems. For example, the ruthenium-iridium-tin-antimony (RuO₂-IrO₂-SnO₂-Sb₂O₅) coating exhibits extremely high oxygen evolution catalytic activity and good stability. SnO₂ improves the conductivity and porosity of the coating. In alkaline water electrolysis for hydrogen production, its performance is superior to that of ruthenium-iridium-titanium coatings, while the cost is comparable.
- Improved electrocatalytic activity of the coating.
- Increased reaction efficiency.
- More stable crystal structure.
- Improved corrosion resistance and lifespan.
MMO Titanium Anode Comparison
To help you choose the right coating system more intuitively and accurately, Wstitanium has provided a detailed comparison of the key performance parameters of five mainstream coated MMO titanium anodes. All data comes from tests conducted by the Wstitanium laboratory in strict accordance with the national standard GB/T 45092-2024 “Performance Testing and Evaluation of Electrodes for Hydrogen Production via Water Electrolysis”, as well as test reports from authoritative third-party institutions.
| Parameters | IrO₂-Ta₂O₅ | RuO₂-IrO₂ | Platinum (Pt) | IrO₂-Ta₂O₅-SnO₂ | RuO₂-IrO₂-SnO₂-Sb₂O₅ |
|---|---|---|---|---|---|
| Molar Ratio | IrO₂ (70%), Ta₂O₅ (30%) | RuO₂ (60%), IrO₂ (20%), TiO₂ (20%) | Pt | IrO₂ (55%), Ta₂O₅ (25%), SnO₂ (20%) | RuO₂ (55%), IrO₂ (15%), SnO₂ (20%), Sb₂O₅ (10%) |
| Coating Thickness | 8-12 μm | 8-12 μm | 0.5-5 μm | 8-12 μm | 8-12 μm |
| Precious Metal Loading | 15-20 g/m² | 12-18 g/m² | 10-50 g/m² | 10-15 g/m² | 10-15 g/m² |
| Oxygen Evolution Overpotential (1A/cm², vs. SHE @ 30℃) |
≤ 1.40 V | ≤ 1.35 V | ≤ 1.32 V | ≤ 1.41 V | ≤ 1.34 V |
| Oxygen Evolution Overpotential (0.4A/cm², vs. SHE @ 80℃) |
≤ 1.32 V | ≤ 1.26 V | ≤ 1.24 V | ≤ 1.33 V | ≤ 1.25 V |
| Tafel Slope | ≤ 60mV/dec | ≤ 55mV/dec | ≤ 50mV/dec | ≤ 62mV/dec | ≤ 53mV/dec |
| Resistivity | ≤ 5×10⁻⁴ Ω·cm | ≤ 3×10⁻⁴ Ω·cm | ≤ 1×10⁻⁵ Ω·cm | ≤ 4×10⁻⁴ Ω·cm | ≤ 2.5×10⁻⁴ Ω·cm |
| Current Density | 1-4A/cm² | 0.2-1.0A/cm² | 0.1-2.0A/cm² | 1-3A/cm² | 0.3-1.2A/cm² |
| Temperature | 90℃ | 80℃ | 100℃ | 85℃ | 85℃ |
| Max Pressure | 80bar | 30bar | 100bar | 60bar | 30bar |
| pH Range | 0-14 | 1-12 | 0-14 | 0-14 | 1-14 |
| Chloride Resistance | Excellent | Good | Excellent | Extremely Good | Good |
| Oxygen Evolution (Seawater) | 90-92% | 85-90% | 85-90% | 95-97% | 82-87% |
| Reverse Current Resistance | Good | Excellent | Excellent | Good | Excellent |
| PEM Electrolyzer | Excellent | Not Applicable | Good | Excellent | Not Applicable |
| Alkaline Electrolyzer | Excellent | Excellent | Excellent | Excellent | Excellent |
| AEM Electrolyzer | Excellent | Excellent | Excellent | Excellent | Excellent |
| Direct Seawater Electrolysis | Good | Not Applicable | Good | Excellent | Not Applicable |
| Service Life (PEM) | 40,000-60,000 hours | Not Applicable | 10,000-30,000 hours | 35,000-50,000 hours | Not Applicable |
| Service Life (Alkaline) | 60,000-80,000 hours | 30,000-40,000 hours | 20,000-40,000 hours | 50,000-70,000 hours | 35,000-45,000 hours |
| Accelerated Life (1M H₂SO₄, 10A/cm²) |
≥ 100 hours | Not Applicable | ≥ 50 hours | ≥ 80 hours | Not Applicable |
| Accelerated Life (30% KOH, 10A/cm²) |
≥ 200 hours | ≥ 150 hours | ≥ 100 hours | ≥ 180 hours | ≥ 170 hours |
| Ultrasonic Mass Loss (60 min) | ≤ 0.5mg/cm² | ≤ 0.4mg/cm² | ≤ 0.3mg/cm² | ≤ 0.5mg/cm² | ≤ 0.4mg/cm² |
| Cost | High | Medium | Extremely High | Medium-High | Medium |
| Advantages | Extremely strong acid resistance, longest service life, high current density. | Highest catalytic activity, medium cost, good reverse current resistance. | Best conductivity, extremely high activity, high purity. | Extremely strong chloride resistance, high oxygen evolution selectivity, low iridium loading. | Extremely high catalytic activity, good stability, medium cost. |
| Disadvantages | Relatively high cost. | Poor acid resistance, cannot be used for PEM. | Extremely high cost, risk of platinum dissolution. | Relatively few application cases. | Poor acid resistance, cannot be used for PEM. |
Swipe left/right to view full table
MMO Titanium Anode Structure
The shape and structure of the MMO titanium anode are key factors affecting electrolyzer performance. Different shapes offer different efficiencies and specific surface areas, suitable for various electrolyzer designs. Wstitanium possesses advanced titanium machining experience and can customize MMO titanium anodes of various shapes and specifications according to your electrolyzer structure and technical requirements.
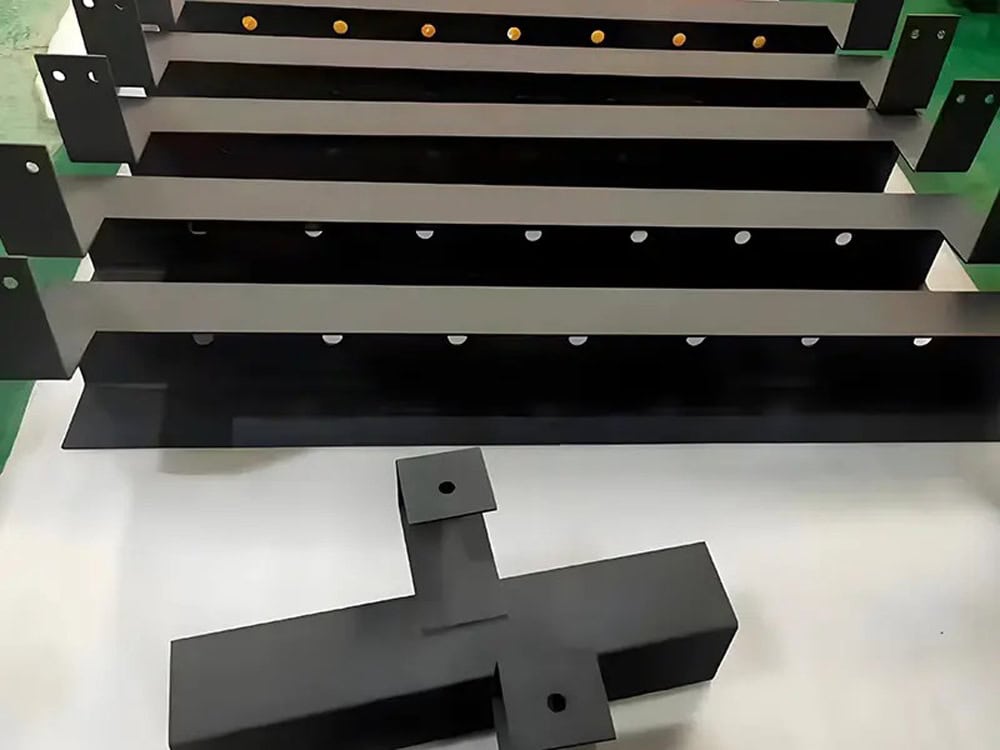
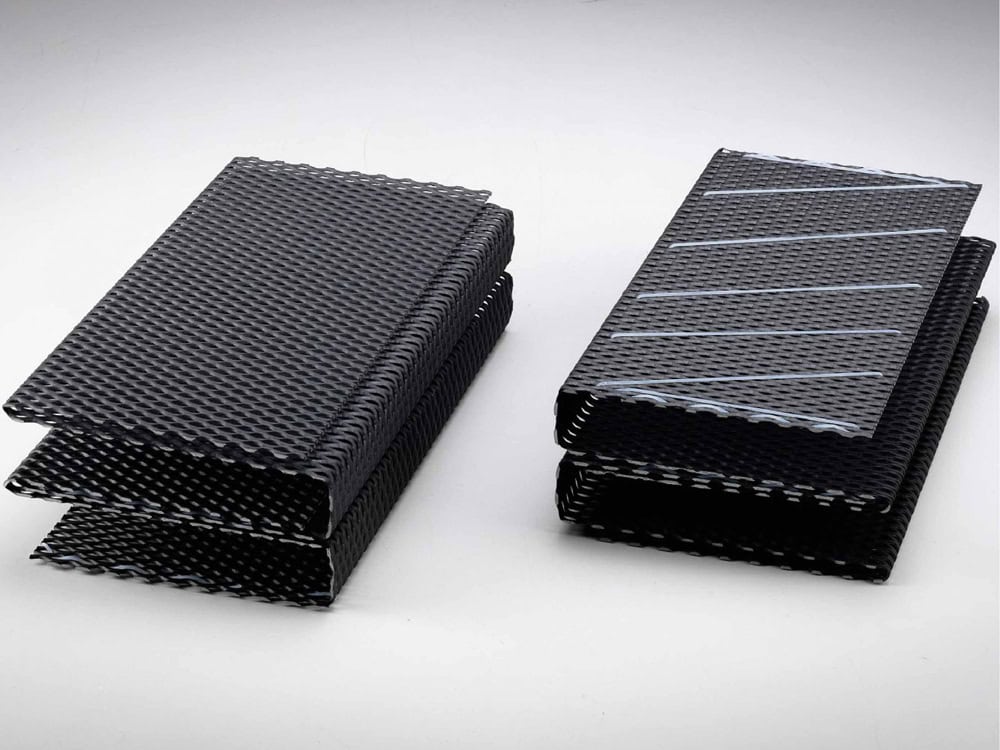
Plate Titanium Anodes
Plate titanium anodes are made from titanium plates through cutting, welding, surface treatment, and coating. They have a simple structure and low cost.
- ASTM B 256 Gr1 or Gr2
- Thickness: 0.5mm - 5.0mm
- Maximum: 23000mm × 1000mm
- Conductive Terminals: φ6mm-φ20mm
- Pressure Filter Type Alkaline Electrolyzer
- Industrial Hydrogen Electrolyzer
- Low Current Density (≤0.6A/cm²) Electrolyzer
- Small Laboratory Electrolyzer

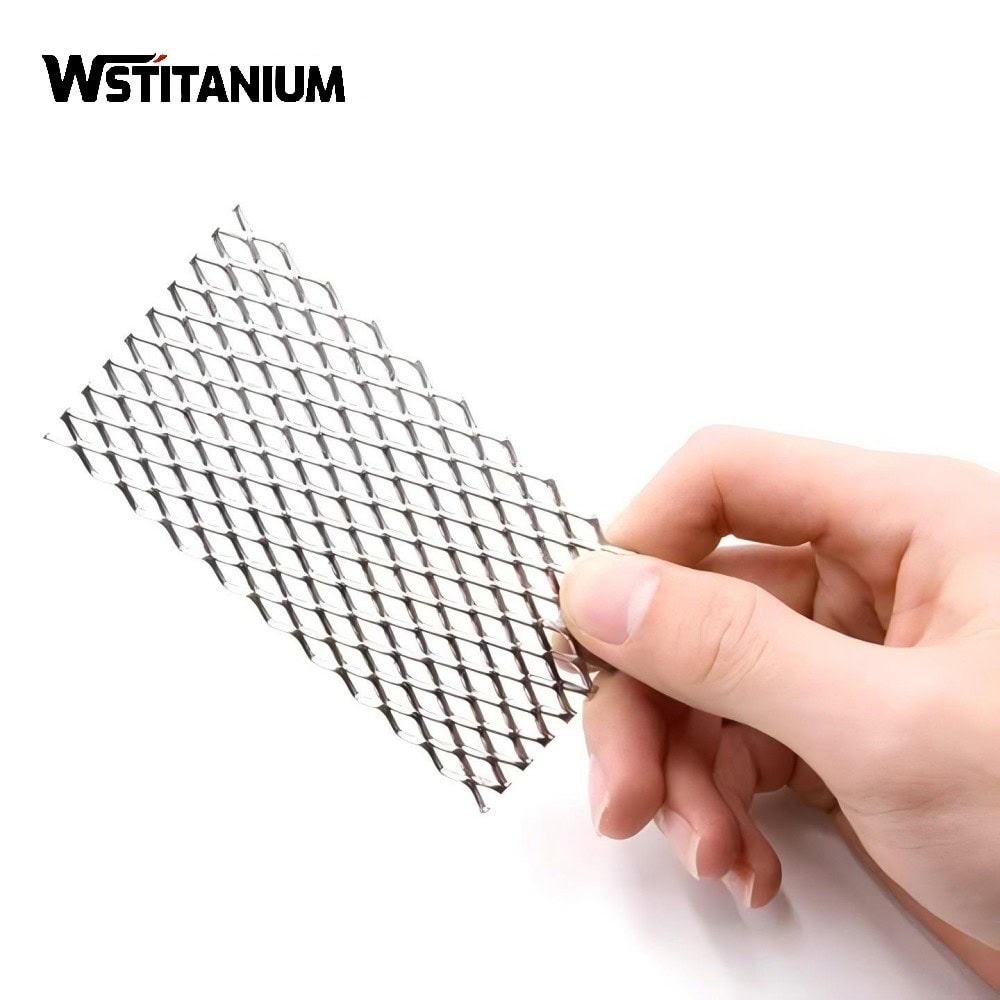
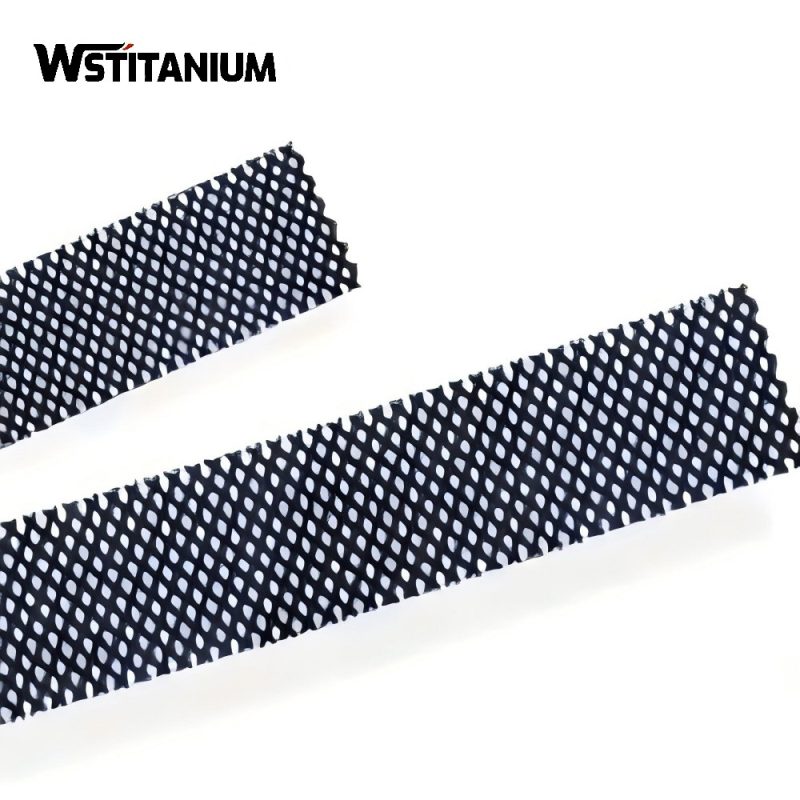
Mesh Titanium Anode
Mesh titanium anodes offer advantages such as large specific surface area, good gas venting, and good electrolyte flow. They are the preferred anode shape.
- Thickness: 1-5mm
- Aperture: 1-10mm
- 2×2mm-10×10mm
- Wire Diameter: 0.5mm-2.0mm
- Alkaline electrolyzer
- Proton exchange membrane (PEM)
- Anion exchange membrane (AEM)
- High current density (>0.6 A/cm²)

Tubular Titanium Anodes
Tubular titanium anodes offer 360° omnidirectional discharge and excellent heat dissipation, making them suitable for tubular electrolytic cells.
- Diameter: φ6mm - φ100mm
- Wall Thickness: 0.5mm - 3.0mm
- Maximum Length: 6000mm
- Wall Thickness: 0.5mm - 5mm
- Seawater hydrogen production system
- High-power-density electrolyzer
- High requirements for gas discharge
- High-voltage electrolyzer
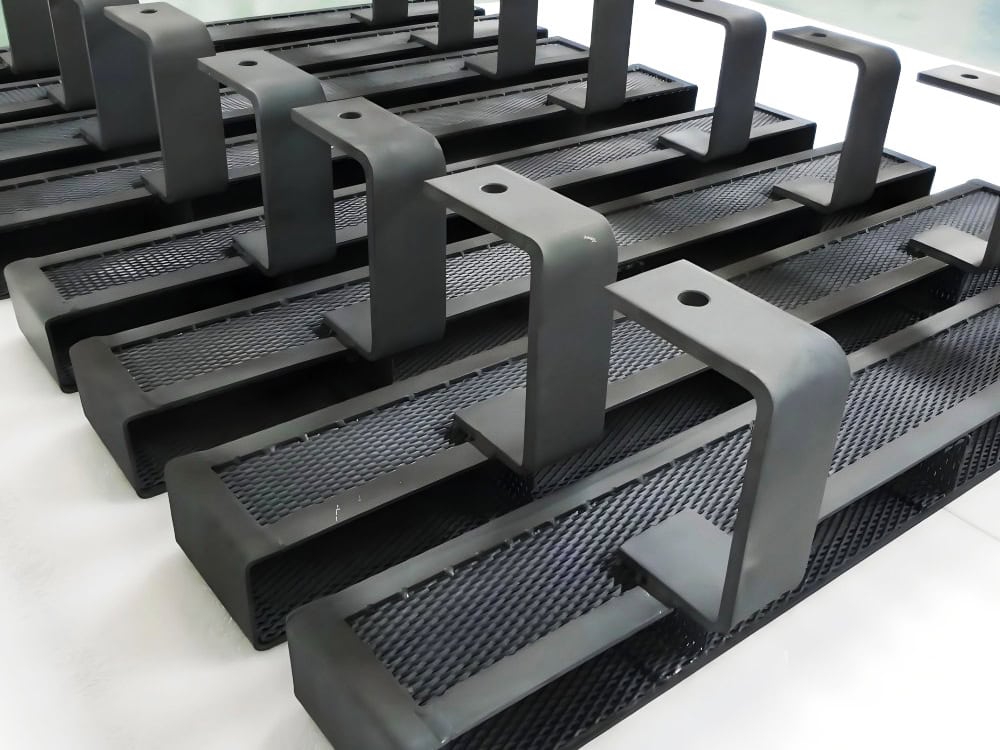
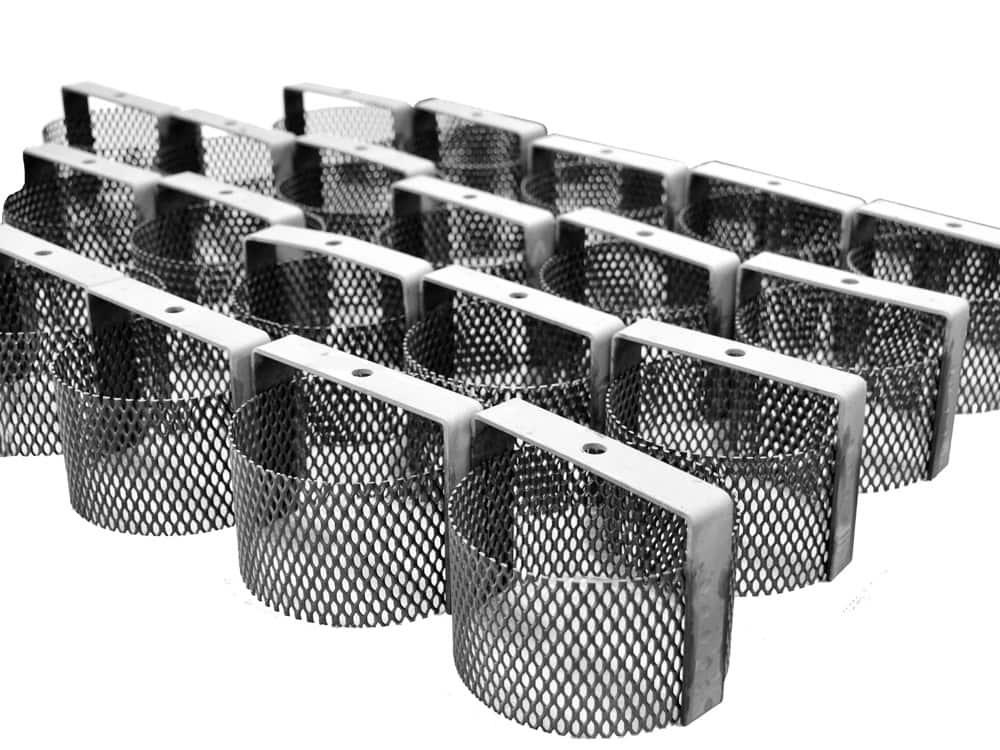
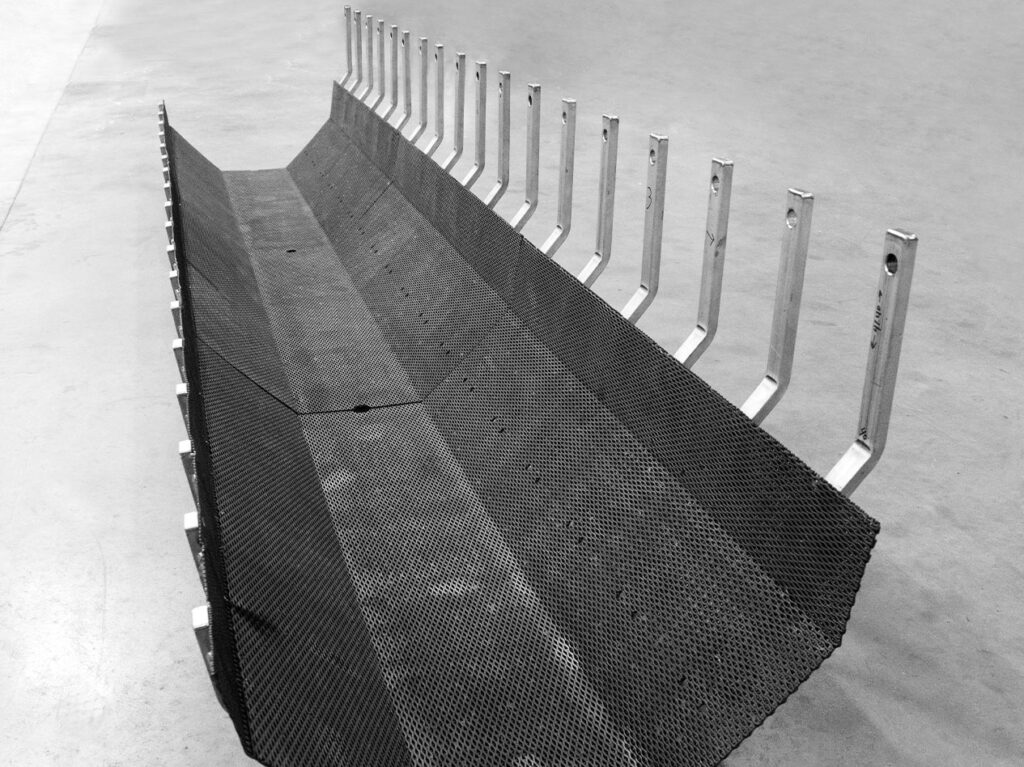
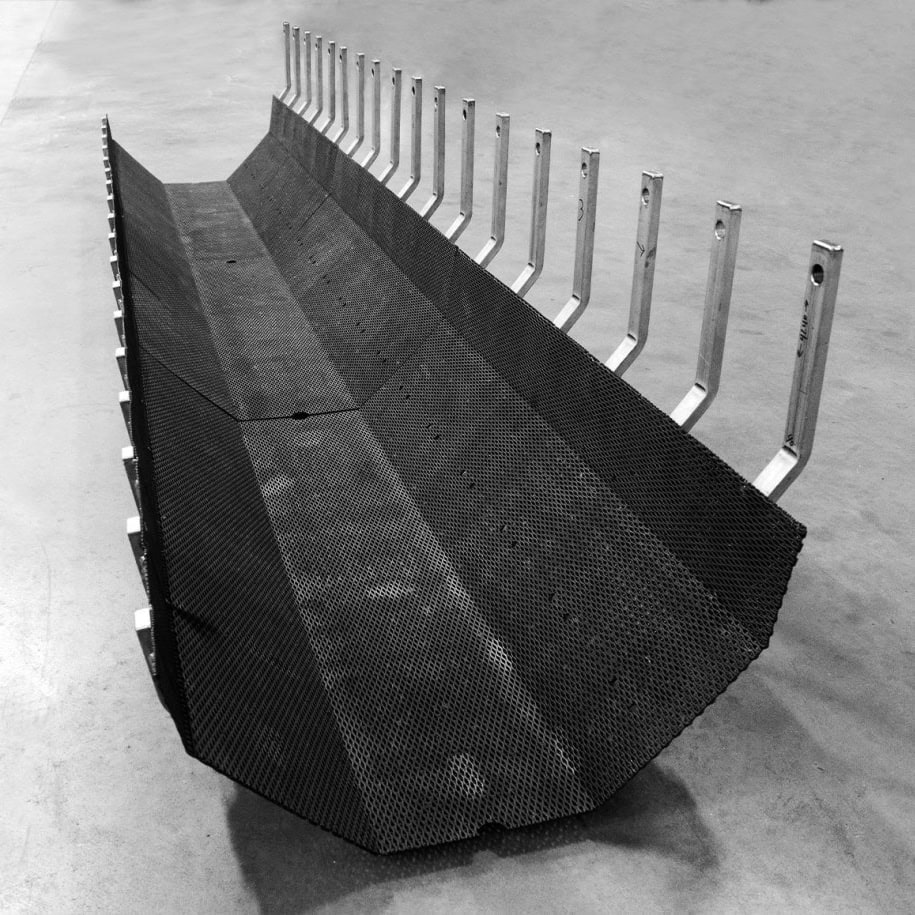
Basket MMO Titanium Anode
- Conductive rods: 10~30mm.
- Thickness: 0.5~2mm.
- Mesh size: 6mm×3mm - 16mm×8mm.
- Cylindrical electrolyzer.
- High current density.
- Direct seawater electrolysis.
- High pressure, high temperature.

Rod MMO titanium anodes
- Diameter: 2mm - 30mm
- Maximum length: 6 meters
- Coating thickness: 5~20μm
- Tube electrolyzer
- Laboratory electrolysis apparatus
- Spiral flow electrolyzer
- Rotating electrode electrolyzer
Custom MMO Titanium Anodes
- Tolerance within ±0.05mm
- Custom MMO coating
- Custom shape
- Fluoride resistant
- Specialty electrolyzers
- Micro-electrolyzers
- Photocatalytic electrolyzers
- Electrochemical electrolyzers
Wstitanium Custom Solutions
Wstitanium understands that every water electrolysis hydrogen production project has its unique requirements and operating conditions. Therefore, Wstitanium offers customized MMO titanium anode solutions. Our customized services cover the entire process, from coating formulation design and structural optimization to manufacturing, ensuring a perfect fit for your electrolyzer system.
Current Density (>3A/cm²)
- Increase coating thickness to 12-30μm
- Optimize porosity to 30-40%
- Improve coating conductivity
- Increase precious metal loading
- Gradient coating structure
High-Temperature (>80℃)
- High-temperature resistant elements (e.g., ZrO₂, HfO₂)
- Improve coating density
- Multi-layer gradient structure
High Pressure (>30bar)
- Increase coating density
- Increase mechanical strength
- Strengthen sealing
- Thicker titanium substrate
Long lifespan (>80,000 hours)
- Precious metal loading 30-40%
- Multi-layer gradient structure
- Addition of stabilizers and antioxidants
- Optimization of coating microstructure
Low cost requirements
- Multi-component composite oxide coating
- Improved precious metal utilization
- Concentrated precious metals on the surface
- Optimized manufacturing technology
Fluctuating power supply
- Improved reverse current resistance
- Added reverse current resistance additives
- Optimized coating conductivity
- Thicker coating
Project Cases
Wstitanium’s MMO titanium anodes have been successfully applied in over 100 water electrolysis hydrogen production projects worldwide. These cover alkaline, PEM, and AEM processes, and range from laboratory research to large-scale industrial hydrogen production.
1. 80MW "Source-Grid-Load-Storage Hydrogen" Project
The project has a total installed capacity of 2 million kilowatts, including 1.5 million kilowatts of wind power and 500,000 kilowatts of photovoltaic power. An 80MW water electrolysis hydrogen production system will be constructed, producing 20,000 tons of green hydrogen annually.
- Temperature: 80℃
- Current density: 0.4 A/cm²
- Electrolyzer: Pressure filter alkaline electrolyzer (30% KOH electrolyte)
- Pressure: 1.6 MPa, Lifespan requirement: ≥80,000 hours
Wstitanium Solution
Coating: Ruthenium-iridium-tin-antimony oxide coating (RuO₂:IrO₂:SnO₂:Sb₂O₅=55:15:20:10). This coating offers higher catalytic activity, better resistance to reverse current, and a longer service life. Suitable for fluctuating power supply conditions coupled with renewable energy. Shape: 3-layer mesh structure (2×4mm diamond mesh, 1.0mm wire diameter). Manufacturing: Over 2400 large mesh anodes, with a total reaction area exceeding 12,000m². All products were manufactured within 30 days.
Results
Electrolyzer voltage was below 1.82V, 0.08V lower than average. Unit hydrogen production power consumption ≤4.3kWh/Nm³. Current efficiency ≥96.5%. Withstood harsh operating conditions with load fluctuations ranging from 30% to 110%. The voltage decay rate is only 0.012%/1000 hours, significantly better than nickel-based anodes. Under similar operating conditions, nickel-based anodes have a decay rate of 0.035%/1000 hours. The expected lifespan exceeds 90,000 hours.
2. Seawater Electrolysis for Hydrogen Production
110 kW Thermally Coupled Seawater Direct Electrolysis Hydrogen Production System. This system aims to develop a highly efficient, stable, and low-cost seawater direct electrolysis hydrogen production technology, solving the problem of traditional water electrolysis hydrogen production relying on freshwater resources.
- pH=8.2
- Temperature: 60℃
- Oxygen evolution ≥95%
- Current density: 0.3A/cm²
- Seawater (containing approximately 3.5% chloride ions)
Wstitanium Solution
Coating: Iridium-tantalum-tin oxide coating (IrO₂:Ta₂O₅:SnO₂=60:25:15). This coating exhibits extremely strong resistance to chloride ion corrosion and high oxygen evolution selectivity, effectively suppressing the chlorine evolution side reaction. Shape: Tubular anode (outer diameter φ20mm, wall thickness 1.5mm, length 1000mm). φ3mm circular holes are drilled in the tube wall, with a hole spacing of 10mm.
Results
Oxygen evolution selectivity ≥96%, effectively suppressing the chloride evolution side reaction. Chlorine production is below 10ppm. Cell voltage is stable below 1.90V, and the unit hydrogen production power consumption is ≤4.5kWh/Nm³. Voltage decay rate is 0.02%/1000 hours. The anode has operated stably and continuously in seawater for over 5000 hours without significant corrosion or performance degradation.
3. 20MW PEM Electrolysis Hydrogen Production Project
A 20MW PEM electrolysis system for hydrogen production, with a daily hydrogen production capacity of 2000kg. Hydrogen purity ≥99.999%.
- Proton Exchange Membrane (PEM) Electrolyzer
- Current Density: 2.0 A/cm²
- Temperature: 70℃
- Pressure: 3.0 MPa
- Expected Lifespan: ≥50,000 hours
Wstitanium Solution
Coating System: Iridium-tantalum oxide coating (IrO₂:Ta₂O₅=70:30). Multi-layer gradient structure design, providing extremely high acid resistance and stability. Shape: Porous titanium anode (foamed titanium matrix, porosity 60%, pore size 100μm, thickness 2mm).
Results
Cell voltage stabilized below 1.72V. Unit hydrogen production power consumption ≤4.7kWh/Nm³. Hydrogen purity ≥99.999%. Stable operation for over 12 months with performance degradation less than 2%. Expected lifespan up to 60,000 hours.
4. AEM Electrolysis for Hydrogen Production
AEM electrolysis for hydrogen production combines the advantages of alkaline electrolyzers and PEM electrolyzers. It boasts advantages such as low cost, high efficiency, and fast response speed. It represents an important future development direction for water electrolysis hydrogen production technology.
- Anion Exchange Membrane (AEM) Electrolyzer
- Operating Current Density: 1.0 A/cm²
- Operating Temperature: 60℃
- Electrolyte: 1M KOH solution
Wstitanium Solution
We provided samples of various coating systems for testing, including ruthenium-iridium-titanium coatings, iridium-tantalum coatings, iridium-tantalum-tin coatings, and multi-component composite oxide coatings. We offered anode samples in various shapes, including plate-like, mesh-like, and porous titanium, as well as samples with different mesh sizes and porosities.
Results
Oxygen evolution overpotential of multi-component composite oxide coating ≤1.38V (1A/cm², 60℃). Current efficiency ≥96%. Compared to traditional ruthenium-iridium-titanium coatings, the amount of precious metals used is reduced by 30%, significantly reducing the cost of AEM electrolyzers.
5. 100MW Alkaline Water Electrolysis for Hydrogen Production
A 100MW alkaline water electrolysis hydrogen production system, with an annual output of 25,000 tons of green hydrogen.
- Alkaline Electrolyzer (30% KOH electrolyte)
- Current Density: 0.6A/cm²
- Temperature: 85℃
- Pressure: 2.0MPa
- Lifespan: ≥80,000 hours
Wstitanium Solution
Coating: Ruthenium-iridium titanium oxide coating (RuO₂:IrO₂:TiO₂=50:30:20). This coating exhibits excellent catalytic activity and extremely high stability. It is particularly suitable for the long-life requirements of large-scale industrial hydrogen production projects. Two-layer mesh structure (3×6mm diamond mesh, wire diameter 1.2mm). Copper conductive rods to reduce contact resistance.
Results
The project is currently under construction. Wstitanium has completed the manufacturing and delivery of the first batch of products. Product quality has been highly recognized by the customer. The electrolyzer voltage will be stabilized below 1.85V. Unit hydrogen production power consumption ≤4.4kWh/Nm³.
FAQ
The MMO titanium anode acts as the anode, participating in the oxygen evolution reaction (OER): 2H₂O → O₂ + 4H⁺ + 4e⁻. It catalyzes the OER, reducing the overpotential and energy consumption. It also conducts current, ensuring uniform current distribution. Finally, it withstands electrochemical corrosion during electrolysis.
Wstitanium products meet a variety of international standards and certification requirements, including:
ISO 9001:2015 Quality Management System Certification
ISO 45001 Occupational Health and Safety Management System Certification
RoHS Certification
REACH Certification
CE Certification.
Fluoride ions are a “killer” of MMO titanium anodes. They damage the passivation film on the titanium substrate surface, causing pitting corrosion and ultimately anode failure. Even trace amounts of fluoride ions (>1 ppm) can cause serious damage to the anode.
Strictly control the purity of the electrolyte to prevent the introduction of fluoride impurities.
Use deionized water to prepare the electrolyte.
Choose a coating system with better fluoride resistance.
Reduce the operating current density and temperature.
Regularly monitor the fluoride ion content in the electrolyte.
Add a fluoride removal device before the electrolytic cell.







{kind=link}
{kind=link}
{kind=link}