

One-stop MMO Titanium Anode For Hydrometallurgical Manufacturer
Wstitanium is a professional manufacturer of MMO titanium anode for hydrometallurgy. Ir-Ta/Ru-Ir coated anodes are custom-engineered for copper, zinc, nickel-cobalt and precious metal electrowinning, featuring ultra-high corrosion resistance, 92%+ current efficiency and 6000+ hours accelerated life. We provide one-stop customization, third-party quality inspection reports and fast global delivery, helping mining & metallurgical plants reduce energy consumption and maintenance costs significantly.
MMO Titanium Anode Coating System
The coating system is the core technological barrier of MMO titanium anodes. It determines the anode’s lifespan, current efficiency, corrosion resistance, and energy consumption under hydrometallurgical conditions of high acidity, high chloride ion concentration, and high current density. Wstitanium has developed 3 exclusive customized coating systems for different electrolyte systems, metal types, and current conditions in hydrometallurgical processes. All coatings utilize high-temperature multilayer sintering technology, and their adhesion meets ASTM B571 standards. Electrochemical performance is comparable to top international products, while costs are reduced by more than 40%.

Iridium-tantalum coating is the gold standard for hydrometallurgical sulfuric acid systems. It is the preferred configuration for large copper, zinc, and rare earth smelters. ASTM B265 Gr1 purity ≥99.6%. Coating thickness ranges from 4-25 μm, with adhesion ≥20 MPa.
- pH: 0.5-7
- Lifespan: 3-8 years
- Metal purity >99.99%
- Current efficiency ≥92%
- Accelerated life test ≥6000h
- Oxygen evolution ≤1.4V (vs SSE)

Ruthenium-iridium coating is specifically designed for high chloride ion and sulfate-chloride mixed electrolytes. It is a core choice for nickel, cobalt, and manganese recovery in new energy sources and metal recovery from metallurgical wastewater. The substrate is based on ASTM B265 Gr2.
- Lifespan 3-6 years
- Sintering density ≥96%
- Chronicity tolerance 150g/L
- Accelerated life test ≥5000h
- Current density 1000-5000A/m²
- Operating temperature: -20℃~90℃

The platinum-iridium coating is custom-designed for refining 99.999% ultra-high purity precious metals. The combined properties of platinum and iridium oxide ensure no attenuation of catalytic activity, making it suitable for cyanide and weakly acidic electrolytes.
- Lifespan 5-10 years
- Tolerance to cyanide ions
- Accelerated life test ≥ 8000h
- Operating Temperature: <120°C
- Current Density: 1000-12000A/m²
- For palladium and platinum recovery
Based on your specific operating conditions, Wstitanium offers coating formulation modification services, including: high-temperature resistant modified coatings (suitable for electrolytes above 90℃), low-loss modified coatings (suitable for low current densities), anti-pollution modified coatings (suitable for high-impurity mineral slurry electrolytes), and energy-saving modified coatings (exclusively for new energy green electricity metallurgy).
Full Range of MMO Titanium Anode for hydrometallurgy
Wstitanium offers a product matrix of six standardized MMO titanium anode shapes plus custom-designed products. All products support customization of size, aperture, thickness, welding, and terminals, and are compatible with vertical, horizontal, deep, annular, small, and large industrial electrolytic cells. The coating provides full coverage without any blind spots.

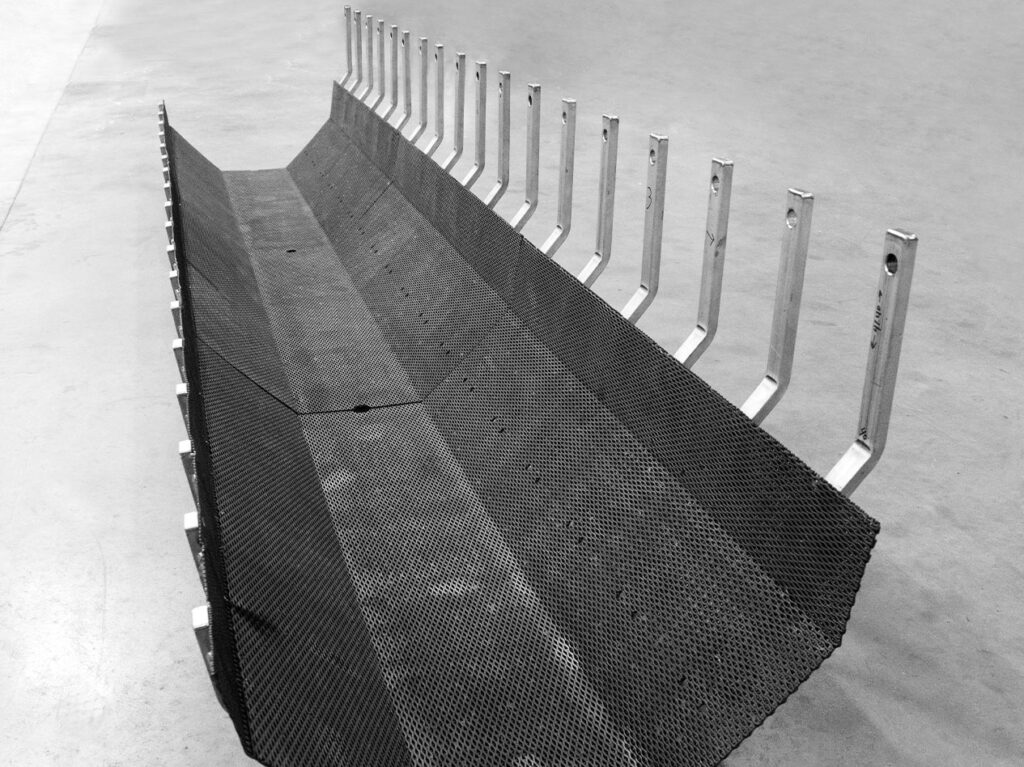
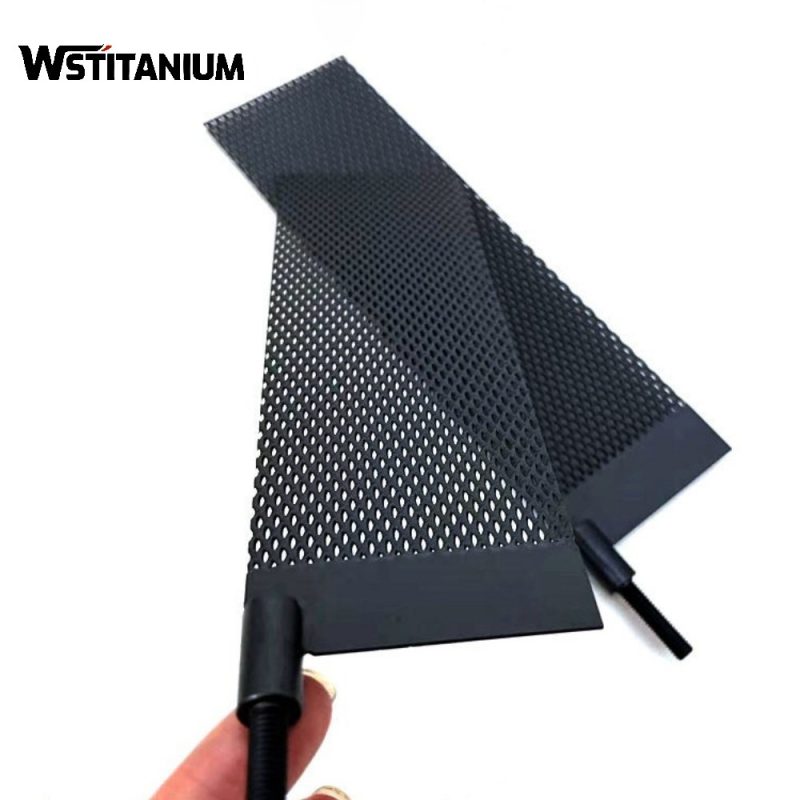
MMO Titanium Mesh Anode
Titanium mesh anodes are suitable for large-scale, mass electrolytic production. The substrate thickness ranges from 0.5 to 3.0 mm, and mesh sizes include diamond, square, and rectangular holes. Standard sizes are 5×10 mm and 10×20 mm, with a maximum size of 3000×1000 mm.
MMO Titanium Plate Anodes
Titanium plate anodes have a thickness of 1.0-10.0mm. Surface flatness error is ≤±0.1mm. Drilling, chamfering, edge banding, and insulation sealing are supported. Dimensions are customized 1:1 to the electrolytic cell cavity. Zero current distribution deviation.

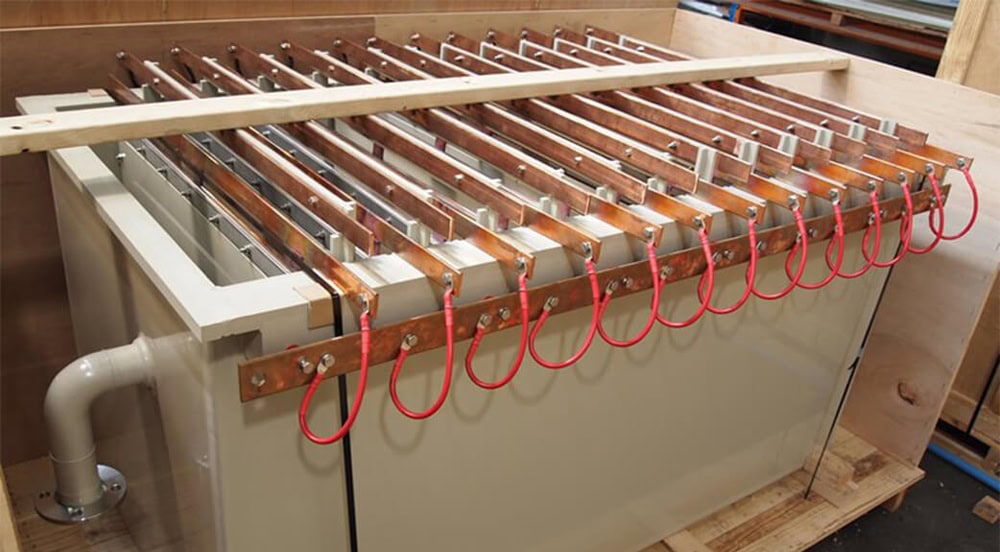
MMO Titanium Tube Anodes
Titanium tube anodes feature 360° double-sided coating technology, specifically designed for deep-tank, annular-tank, and tubular electrolytic processes. Tube diameter: Φ10-Φ100mm. Maximum length: 3000mm. Suitable for high-concentration, high-viscosity electrolytes.

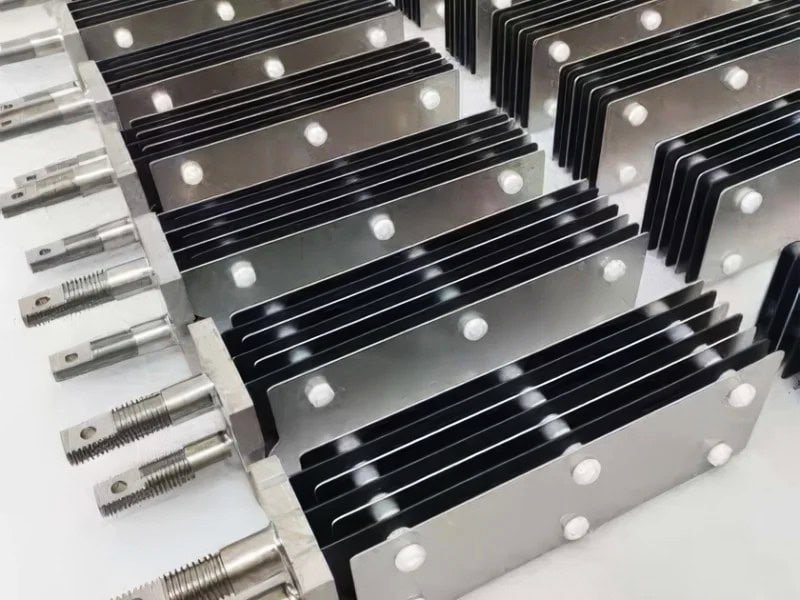
MMO Titanium Rod Anode
Titanium rod anodes are designed for micro-electrolysis equipment and trace metal extraction. Diameter range: Φ3-Φ30mm. Length: 100-3000mm. Top welded with pure copper conductive terminals. Insulated for leakage and short-circuit protection, ensuring high safety.
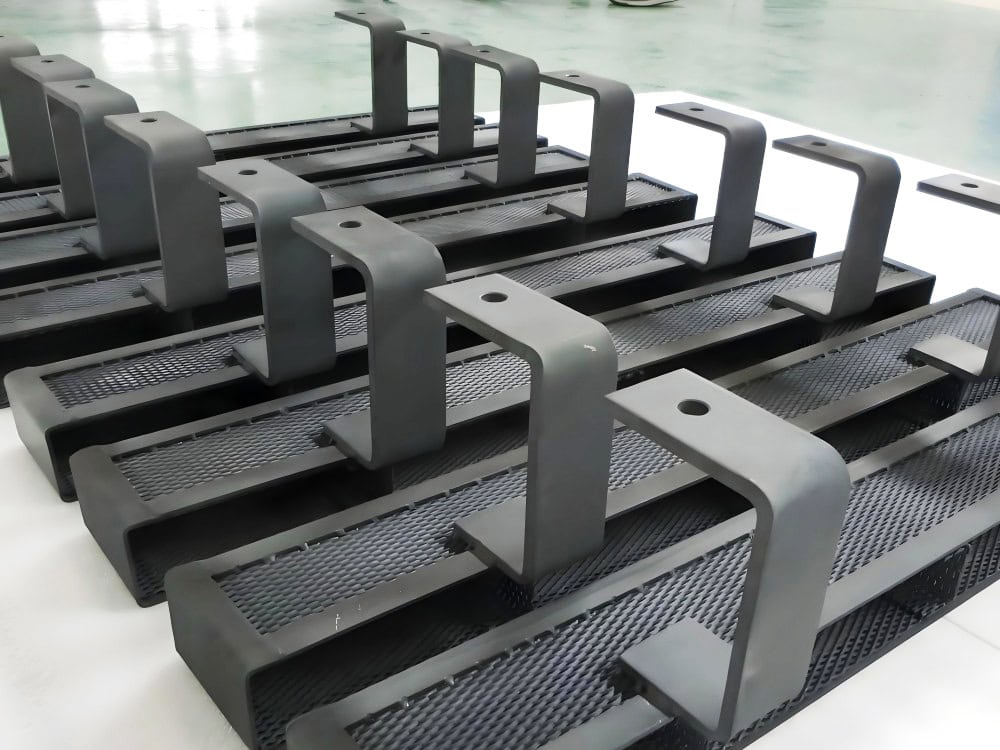
MMO Titanium Basket Anode
The titanium basket anode is integrally welded and designed for slurry, granular, and high-impurity electrolytes. Customizable basket size and mesh. Non-clogging, large slag capacity, suitable for solid-liquid mixed electrolysis. Full coating coverage, no conductive blind spots.
Customizable Irregular Shapes
Wstitanium offers full custom-shaped services (arc, fan, mesh combination, bent anode). Engineers provide free drawing optimization. 100% compatible with existing electrolytic cells. 7-day sampling, 15-day batch delivery. Electrochemical performance and dimensional precision quality inspection.
MMO Titanium Anodes For All Hydrometallurgical Scenarios
MMO titanium anodes, with their low overpotential, high current efficiency, strong corrosion resistance, long lifespan, and lack of secondary pollution, have comprehensively penetrated all scenarios in hydrometallurgy, covering the electrowinning purification of copper, zinc, nickel, cobalt, and manganese.

Copper Electrowinning
IrO₂-Ta₂O₅ oxygen-evolving coating is suitable for the strongly acidic (H₂SO₄ concentration 150-200 g/L) and high current density conditions of copper electrodeposition. The oxygen evolution overpotential of the MMO titanium anode is only 0.4-0.5V (vs SCE), which is more than 0.6V lower than that of traditional lead alloy anodes. The electrodeposition cell voltage is stably controlled at 1.7-1.9V. The cathode copper yield reaches 100%.

Zinc Electrowinning
Customized IrO₂-Ta₂O₅ oxygen-evolving coating, suitable for the complex conditions of zinc electrowinning, including strong acidity, high current density, and manganese ion content. Its lifespan reaches 5-8 years. The electrowinning cell voltage is stably controlled at 2.5-2.7V. DC power consumption per ton of zinc is reduced to 2500-2700 kWh. Anode sludge formation is reduced by more than 80% compared to traditional lead-silver anodes.

Nickel-Cobalt Electrowinning
Nickel-cobalt electrowinning systems are typically high-concentration sulfuric acid systems (H₂SO₄ concentration 100-150 g/L), with an IrO₂-Ta₂O₅ oxygen-evolving coating recommended. For chloride systems, a RuO₂-IrO₂ chloride-evolving coating is recommended. MMO titanium anodes stabilize the cell voltage at 3.0-3.2 V. DC power consumption per ton of nickel is reduced to 3300-3500 kW·h. Its lifespan can reach 6-10 years.

Electrolytic Manganese
For the complex operating conditions of electrolytic manganese, characterized by weak acidity, high ammonium content, and high manganese ion concentration, an IrO₂-Ta₂O₅-SnO₂ coating is recommended. Under simulated manganese electrolysis electrolyte conditions of 10,000 A/m² current density and 40°C, the accelerated lifespan can reach over 150 hours. The actual lifespan is 3-5 years. The electrolytic cell voltage remains stable at 3.3-3.5V.
Gold and Silver Electrowinning
For alkaline cyanide systems used in gold and silver electrowinning, a RuO₂-IrO₂ coating is recommended. Under simulated alkaline cyanide electrolyte, 5000 A/m² current density, and 40℃ conditions, accelerated lifespan can reach over 200 hours. Actual lifespan reaches 10-15 years. MMO titanium anodes significantly improve the electrochemical reaction rate. The primary electrowinning recovery rate of gold and silver reaches over 99.8%.
Cyanide Wastewater Treatment
Cyanide (highly toxic) in wastewater is typically 50-500 mg/L. MMO titanium anode electrocatalytic oxidation treatment is one of the most efficient and environmentally friendly technologies currently available for treating cyanide-containing wastewater. For alkaline conditions in cyanide-containing wastewater, a RuO₂-IrO₂-SnO₂ coating is recommended. Its actual lifespan can reach 5-8 years. The oxidation decomposition rate reaches 99.9%+.
Comprehensive Coating Comparison
To resolve your selection dilemmas and reduce decision-making costs, Wstitanium has compiled a comprehensive comparison table of four major coating systems. This serves as a core basis for metallurgical engineers to select the right system and for purchasing directors to compare prices.
| Comparison Item | IrO₂-Ta₂O₅ | RuO₂-TiO₂ | Pt-IrO₂ | Custom Coating |
|---|---|---|---|---|
| Electrolyte Compatibility | Sulfuric Acid System, Weak Acid System | Chloride System, Mixed Salt System | Cyanide System, High-Purity System | High Temperature / High Impurity Special Conditions |
| Electrochemical Performance | Low Oxygen Evolution, Ultimate Energy Saving | Low Chlorine Evolution, High Stability | Zero Contamination, Ultra-High Purity | Condition-Oriented Optimization |
| Current Efficiency | ≥92% | ≥88% | ≥95% | Customized ≥90% |
| Max Chloride Ion Content | ≤80g/L | ≤150g/L | ≤100g/L | Custom ≤200g/L |
| Laboratory Life | ≥6000h | ≥5000h | ≥8000h | Custom ≥5500h |
| Industrial Life | 3-8 Years | 2-6 Years | 5-10 Years | 2-8 Years |
| Cathode Metal Purity | ≥99.99% | ≥99.95% | ≥99.999% | ≥99.95% |
| Applicable Metals | Copper, Zinc, Rare Earth, Vanadium-Titanium | Nickel, Cobalt, Manganese, Wastewater Metals | Gold, Silver, Platinum, Palladium, Uranium | Special Conditions |
| Cost-Effectiveness Level | Mid-to-High End | High Value | High End | Customized |
| Recommended Shape | Titanium Mesh, Titanium Plate, Spliced Anode | Titanium Mesh, Titanium Basket, Titanium Tube | Titanium Plate, Titanium Rod, Small Custom | Non-standard Custom |
| Target Customers | Large Mines, Leading Smelters | SMEs, Environmental Protection & Recycling Plants | Precious Metal Refineries, Nuclear Industry | Non-standard Conditions, Customized Projects |
MMO Titanium Anode Selection Guide
A significant number of customers make incorrect selections, resulting in shortened anode lifespan and excessive energy consumption due to a lack of professional knowledge. Wstitanium provides a standardized 6-step selection guide for beginners.
Operating Parameters
- Metal: Specify the application (copper/zinc/nickel/cobalt/gold/silver, etc.).
- Electrolyte Elements: Sulfuric acid/chloride/mixed salt/cyanide, specifying chloride ion concentration.
- Operating: Operating current density (A/m²), electrolyte temperature, pH.
- Equipment: Electrolyzer dimensions, installation location, number of anodes, annual operating time.
Titanium Substrate
- For applications requiring strong corrosion, high current, and long lifespan: ASTM B265 Gr1 pure titanium is preferred for its superior corrosion resistance.
- For applications requiring high cost-effectiveness: ASTM B265 Gr2 pure titanium is used, the mainstream standard.
- For applications requiring high strength and impact resistance: Custom Gr9 titanium is used, rarely in conventional hydrometallurgical applications.
Coating Systems
- Iridium-tantalum coating for sulfuric acid systems
- Ruthenium-iridium coating for chloride systems
- Platinum-iridium coating for precious metals
- Custom coatings for high temperatures
Anode Shapes
- Large-area mass-production: titanium mesh
- High-precision, high-purity electrolysis: Titanium plates
- Deep-tank 3D electrolysis: Titanium tubes are selected.
- Solid-liquid mixed slurry: titanium basket.
Details
- Dimensions: Length, width, thickness, hole diameter, pipe diameter, etc.
- Machining: Drilling, welding, edging, insulation, etc.
- Accessories: Conductors, hangers, flanges, seals, etc.
Zero-risk testing
- Samples: Supports sample prototypes
- Delivery: 7 days for sampling, 15 days for bulk orders
- Logistics: Supports FOB, CIF, EXW, and DDP






{kind=link}
{kind=link}
{kind=link}