

In the electrolytic production of chlorates, mixed metal oxide (MMO) titanium anodes have become the primary choice due to their superior performance. Chlorates (including sodium chlorate, potassium chlorate, calcium chlorate, ammonium chlorate, etc.) are essential basic chemicals in the chemical industry. They are widely used in pulp bleaching, water treatment, explosives manufacturing, agricultural herbicides, textile printing and dyeing, and chlorine dioxide production, among other fields.
For chlorate production companies, the anode is crucial to their economic benefits and market competitiveness. High-quality anodes help companies reduce energy consumption by 10%-30%, increase current efficiency by 3%-8%, extend service life by 2-5 times, and significantly reduce costs. Wstitanium, as a leading MMO titanium anode manufacturer in China, provides chlorate production companies with high-performance, long-life, and customized titanium anode solutions. Our products strictly adhere to international standards such as ASTM B265 and ISO 19097-1:2018. This page introduces Wstitanium’s MMO titanium anode products for chlorate production, including coating systems, technical parameters, shapes, customized solutions, engineering cases, and frequently asked questions. We are committed to helping global chlorate producers achieve their goals of cost reduction, efficiency improvement, and green production.

MMO Titanium Anode Coating for Chlorate Production
The performance of MMO titanium anodes depends over 90% on the mixed metal oxide coating on their surface. The elements, microstructure, thickness, preparation technology, and adhesion to the titanium substrate of the coating affect chlorine evolution potential, oxygen evolution potential, current efficiency, corrosion resistance, resistance to impurity deposition, and lifespan.
The electrolysis of chlorate production is a complex electrochemical and chemical reaction coupling process. The overall reaction equation is:
- NaCl + 3H₂O → NaClO₃ + 3H₂↑ ΔH = +216 kJ/mol
The main reaction occurring at the anode surface is the chlorine evolution reaction:
- 2Cl⁻ → Cl₂ + 2e⁻ E⁰ = 1.36V vs. SHE
The generated chlorine gas undergoes a disproportionation reaction in the hot alkaline electrolyte, producing hypochlorite and chlorate ions:
- Cl₂ + H₂O ⇌ HClO + Cl⁻ + H⁺
- HClO ⇌ ClO⁻ + H⁺
- 2HClO + ClO⁻ → ClO₃⁻ + 2Cl⁻ + 2H⁺
Simultaneously, an oxygen evolution side reaction occurs on the anode surface:
- 2H₂O → O₂ + 4H⁺ + 4e⁻ E⁰ = 1.23V vs. SHE
This oxygen evolution side reaction not only reduces current efficiency and increases energy consumption, but also accelerates coating corrosion and failure. Therefore, an ideal MMO titanium anode coating for chlorate production should possess the following characteristics:
- Good electrical conductivity
- Extremely low chlorine evolution overpotential
- Resistance to corrosion by strong oxidizing agents
- High oxygen evolution overpotential to suppress oxygen evolution side reactions
- Resistance to the deposition of impurities such as FePO₄, CaSO₄, and Mg(OH)₂
RuO₂-TiO₂

Ruthenium coating was the first MMO coating system applied to chlorate production. This coating uses ruthenium dioxide (RuO₂) as the main electrocatalytic active component, and titanium dioxide (TiO₂) as a stabilizer and support. RuO₂ significantly reduces the overpotential of the chlorine evolution reaction. TiO₂ improves the chemical stability and mechanical strength of the coating, preventing the dissolution and loss of RuO₂.
- RuO₂ 30-40mol%, TiO₂ 60-70mol%
- Noble metal loading: 8-25g/m²
- Coating porosity: 20%-30%
- Coating thickness: 8-15μm
- Current efficiency ≥94%
- Design life: 5-8 years
- Relatively low cost
- Fluoride ion content in electrolyte <50mg/L
- Chlorine evolution potential: ≤1.08V vs. SCE
- Oxygen evolution potential: ≥1.45V vs. SCE
- Operating current density ≤2500A/m²
- Coating resistivity: ≤5×10⁻⁴ Ω·cm
- Enhanced life: ≥45h (40000A/m²)
- Electrolyte temperature ≤65℃
Iridium dioxide (IrO₂) has a rutile crystal structure with lattice constants a = 4.49 Å and c = 3.15 Å, which are very close to the lattice structures of RuO₂ and TiO₂. Therefore, it forms a continuous solid solution with them. IrO₂ exhibits higher chemical stability and oxidation resistance than RuO₂. IrO₂ also has good electrical conductivity. Furthermore, IrO₂ resists reverse current better than RuO₂.
- pH 1-12
- Current efficiency ≥95%
- Fluoride ion content: <80 mg/L
- Temperature: ≤75℃
- Current density: ≤3000 A/m²
- Design lifespan: 8-12 years
- Porosity: 25%-35%
- RuO₂ 25-35 mol%, IrO₂ 5-15 mol%, TiO₂ 50-70 mol%
- Precious metal loading: 10-20 g/m²
- Coating thickness: 3-8 μm
- Enhanced lifespan: ≥80h (40000A/m²)
- Resistivity: ≤3×10⁻⁴ Ω·cm
- Chlorine evolution potential: ≤1.10V vs. SCE
- Oxygen evolution potential: ≥1.48V vs. SCE
RuO₂-IrO₂-SnO₂

The raw materials inevitably contain impurities such as iron, phosphorus, calcium, and magnesium. These impurities deposit on the anode surface during electrolysis, forming insulating deposits such as FePO₄, CaSO₄, and Mg(OH)₂. This leads to a decrease in current efficiency. SnO₂ reduces the adsorption and deposition of impurity ions on the anode surface. SnO₂ has a high oxygen evolution overpotential, further suppressing the oxygen evolution side reaction. SnO₂ enhances the oxidation resistance and corrosion resistance of the coating.
- Coating thickness: 5-20 μm
- Current efficiency ≥95%
- Resistivity: ≤4×10⁻⁴ Ω·cm
- Current density: ≤3500A/m²
- Design lifespan: 10-15 years
- Fluoride ion content: <100mg/L
- Precious metal loading: 12-25 g/m²
- Electrolyte temperature: ≤80℃
- Coating thickness: 3-8 μm
- Enhanced lifespan: ≥120h (40000A/m²)
- Chlorine evolution potential: ≤1.12V vs. SCE
- Oxygen evolution potential: ≥1.52V vs. SCE

IrO₂-Ta₂O₅ is a coating system developed by Wstitanium for extreme operating conditions, suitable for high current density, high temperature, and highly corrosive environments. Tantalum pentoxide (Ta₂O₅) is a chemically extremely stable oxide with excellent corrosion resistance. Ta₂O₅ prevents the penetration of corrosive media, significantly reducing the corrosion rate of the coating.
- Current density: 5000A/m²
- Noble metal loading: 15-35g/m²
- Thickness: 5-12μm
- Porosity: 25%-35%
- Resistivity: ≤5×10⁻⁴ Ω·cm
- Current efficiency ≥95%
- Fluoride ion content: <150mg/L
- Temperature: ≤90℃
- Design life: 12-18 years
- Reinforcement life: ≥180h (40000A/m²)
- Chlorine evolution potential: ≤1.13V vs. SCE
- Oxygen evolution potential: ≥1.55V vs. SCE
MMO Titanium Anode Comparison
To help you choose the most suitable coating system, Wstitanium has provided a detailed comparison of the key technical parameters of the four main coating systems mentioned above. All data are from standard test results in the Wstitanium laboratory, and the test methods strictly follow GB/T 26136-2010 and HG/T 4593-2014 standards.
| Parameter | Standard/Test Method | RuO₂-TiO₂ | RuO₂-IrO₂ | RuO₂-IrO₂-SnO₂ | RIrO₂-Ta₂O₅ |
|---|---|---|---|---|---|
| Precious Metal Loading | XRF Test | 8–15 g/m² (Ru) | 10–20 g/m² (Ru+Ir) | 12–25 g/m² (Ru+Ir) | 15–35 g/m² (Ru+Ir) |
| Coating Thickness | XRF Test | 2–5 µm | 3–8 µm | 4–10 µm | 5–12 µm |
| Coating Porosity | Compaction Method | 20%–30% | 25%–35% | 30%–40% | 25%–35% |
| Coating Resistivity | Four-Point Probe Method | ≤ 5×10⁻⁴ Ω·cm | ≤ 3×10⁻⁴ Ω·cm | ≤ 4×10⁻⁴ Ω·cm | ≤ 5×10⁻⁴ Ω·cm |
| Chlorine Evolution Potential | 2000 A/m², 25°C, Saturated NaCl, vs. SCE | ≤ 1.08 V | ≤ 1.10 V | ≤ 1.12 V | ≤ 1.13 V |
| Oxygen Evolution Potential | 2000 A/m², 25°C, 1mol/L H₂SO₄, vs. SCE | ≥ 1.45 V | ≥ 1.48 V | ≥ 1.52 V | ≥ 1.55 V |
| Chlorine Evolution Polarization Rate | 200–2000 A/m², Saturated NaCl | ≤ 40 mV | ≤ 40 mV | ≤ 45 mV | ≤ 45 mV |
| Current Efficiency | HG/T 4593-2014 | ≥ 94% | ≥ 95% | ≥ 96% | ≥ 96.5% |
| Current Density | Design Value | ≤ 2500 A/m² | ≤ 3000 A/m² | ≤ 3500 A/m² | ≤ 5000 A/m² |
| Peak Current Density | Design Value | ≤ 4000 A/m² | ≤ 5000 A/m² | ≤ 6000 A/m² | ≤ 8000 A/m² |
| Operating Temperature | Design Value | ≤ 65°C | ≤ 75°C | ≤ 80°C | ≤ 90°C |
| pH Range | Design Value | 1–12 | 0–14 | 0–14 | 0–14 |
| Chloride Resistance | Design Value | < 50 mg/L | < 80 mg/L | < 100 mg/L | < 150 mg/L |
| Reverse Current Resistance | Qualitative Evaluation | Fair | Good | Excellent | Superior |
| Anti-Fouling Resistance | Qualitative Evaluation | Fair | Good | Superior | Excellent |
| Thermal Shock Resistance | Qualitative Evaluation | Fair | Good | Good | Superior |
| Accelerated Life Test | 40000 A/m², 40°C, 1mol/L H₂SO₄ | ≥ 45 h | ≥ 80 h | ≥ 120 h | ≥ 180 h |
| Service Life | Standard Conditions | 5–8 years | 8–12 years | 10–15 years | 12–18 years |
| Relative Cost | Based on Ru-Ti binary coating = 1.0 | 1 | 1.3 | 1.6 | 2 |
| Recommended Application | - | Small/medium standard units High-quality brine Mild operating conditions |
Large modern units Higher current density Moderate conditions |
Poor quality raw brine High impurity content High current efficiency requirement |
Extreme conditions High current density High temperature Maximum life requirement |
| Note: The above data are typical values under standard test conditions. The actual service life will be affected by operating conditions. Wstitanium provides more accurate life prediction and customized coating solutions according to customers' specific working conditions. | |||||
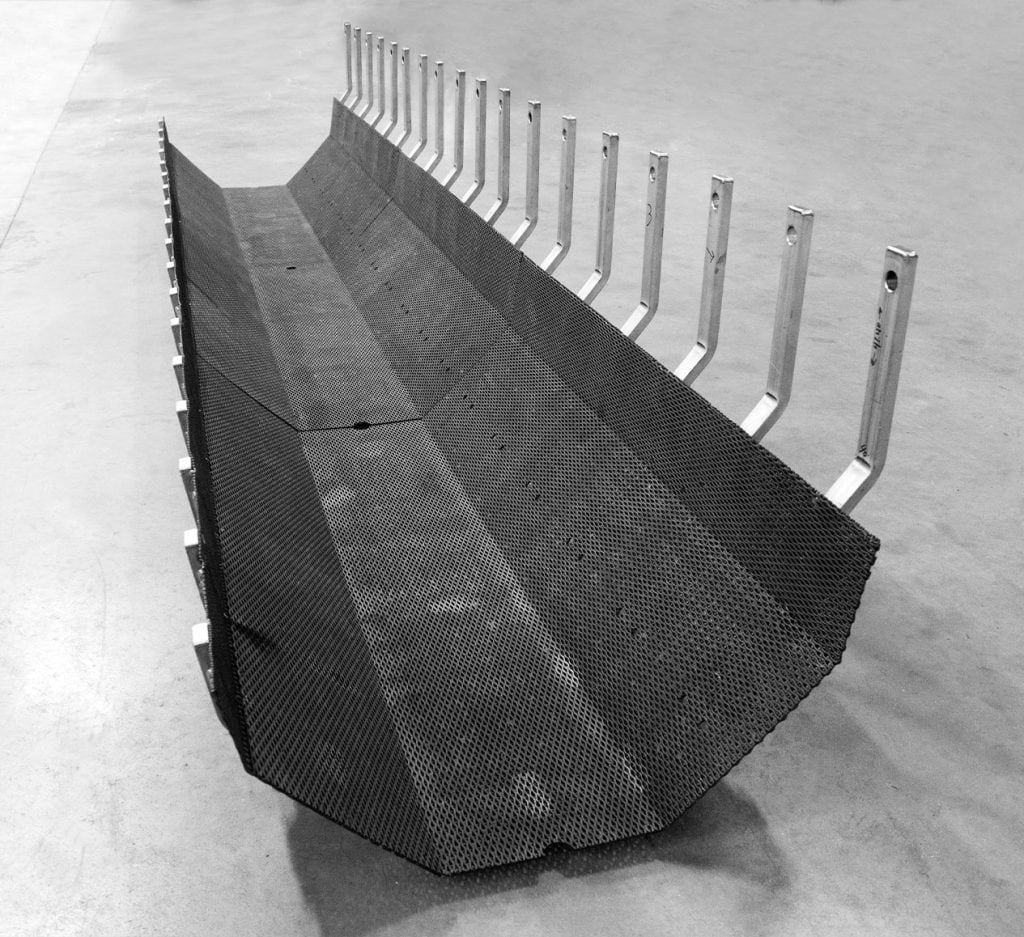
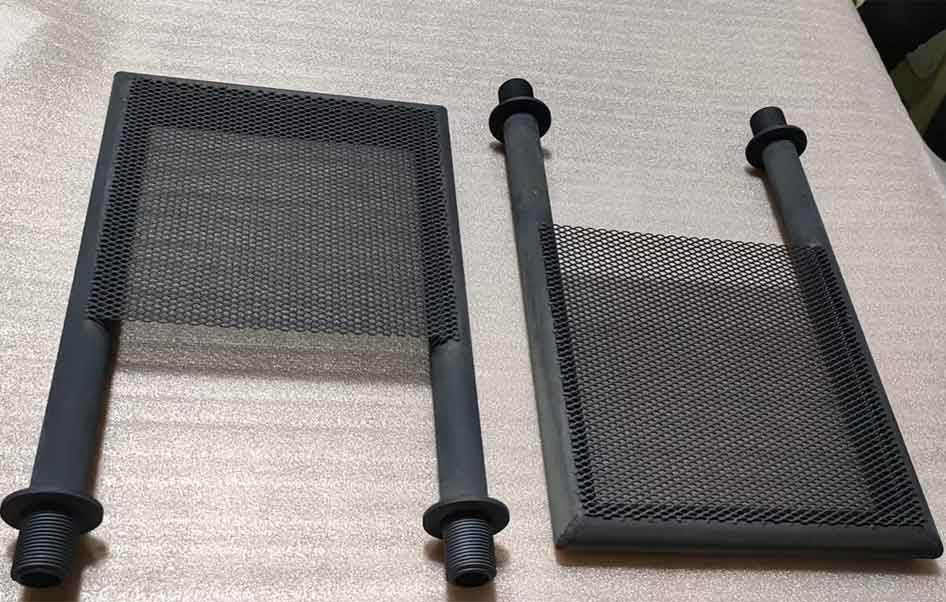
MMO Titanium Anode Structure for Chlorate Production
The shape and structure of the anode are also important factors affecting the performance of the electrolyzer. Different anode shapes have different specific surface areas, current distribution characteristics, gas release performance, and electrolyte flow performance. Wstitanium offers a variety of MMO titanium anode shapes to suit your electrolyzer structure. All anodes use Gr1 or Gr2 pure titanium conforming to ASTM B265 standards as the base material, ensuring excellent mechanical strength and corrosion resistance.
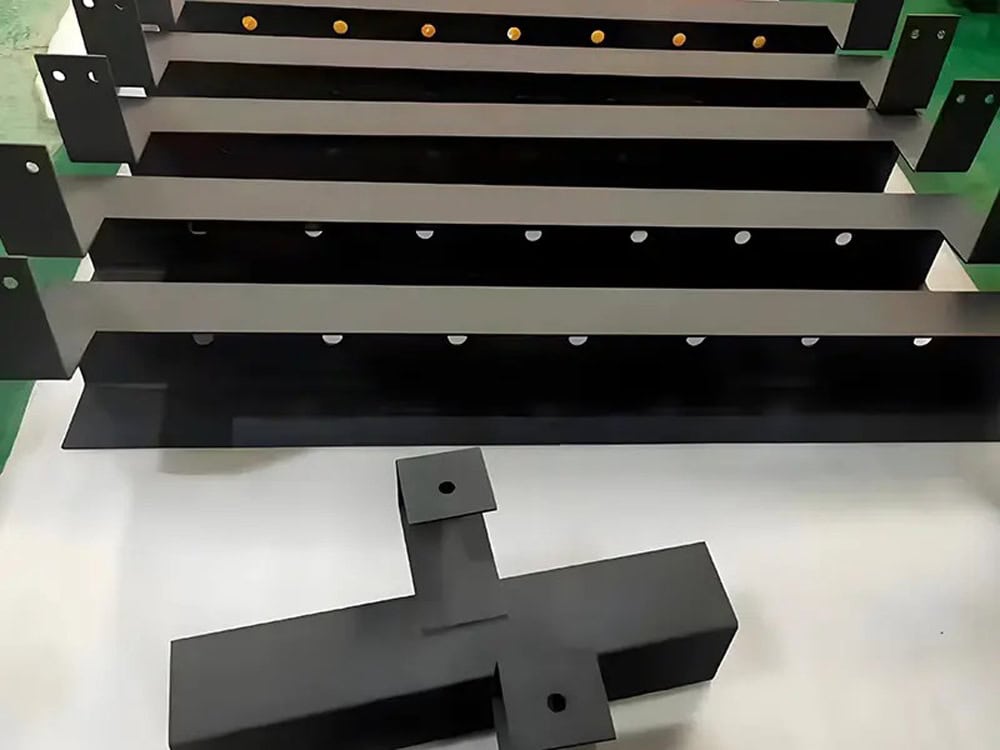
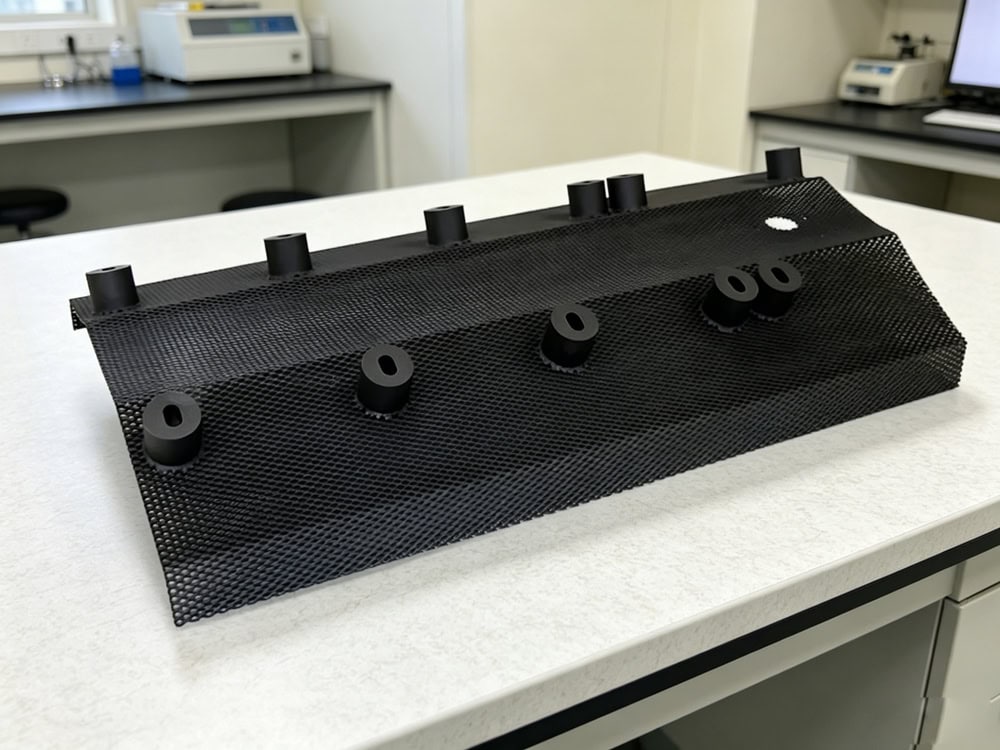
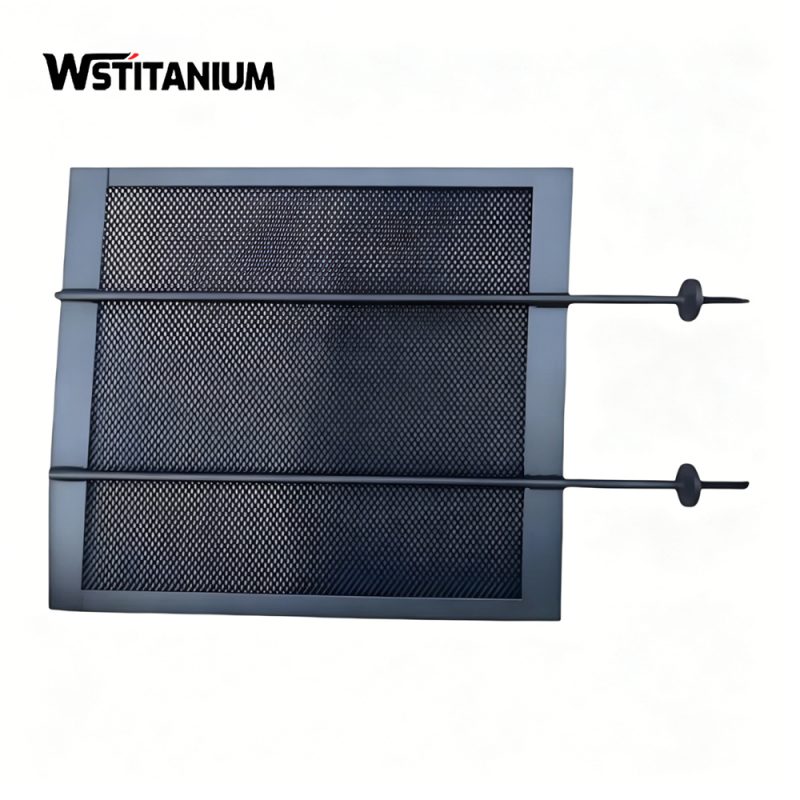
Plate Titanium Anodes
- ASTM B265 Gr1, Gr2
- Thickness: 0.5-10mm
- Maximum Size: 2000mm × 1000mm
- Conductor Rod Diameter: 10-50mm
- Conductor Rod Length: 100-1000mm
- Connection: Welding, Bolts, Flanges

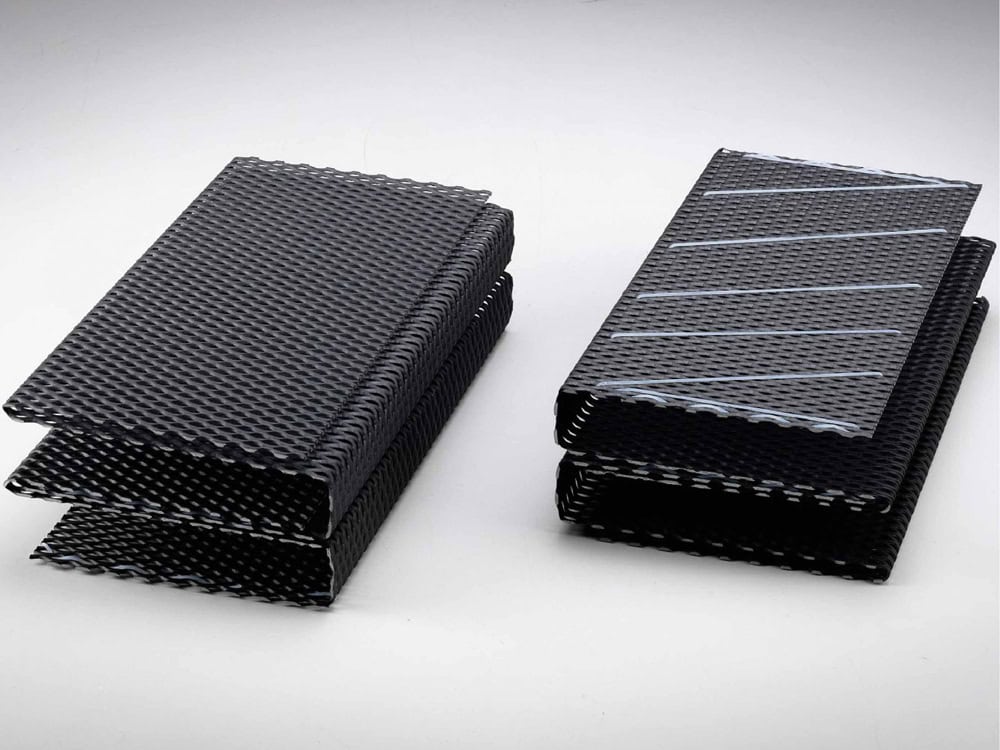
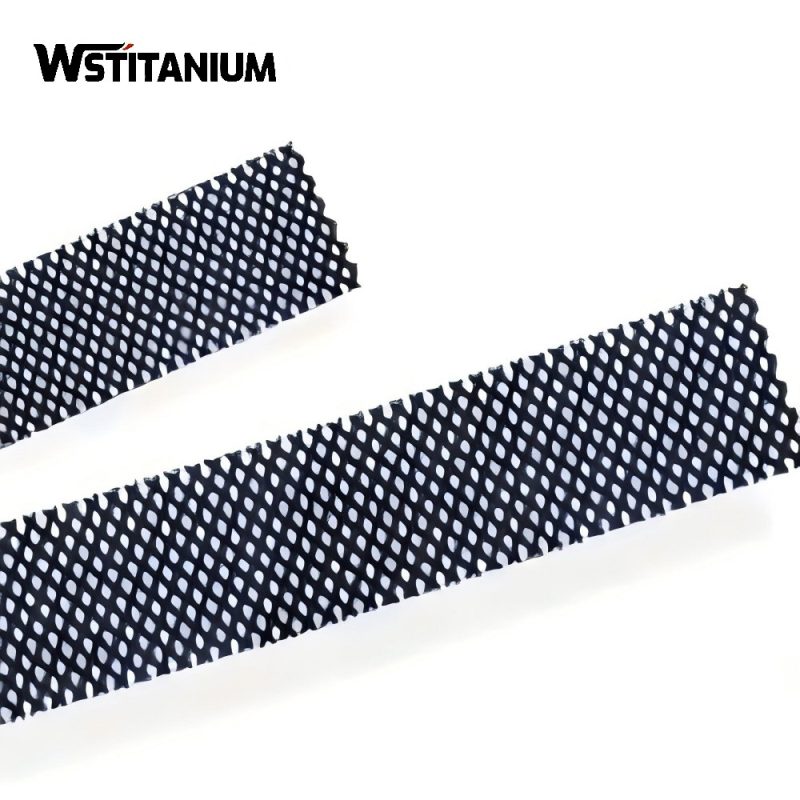
Mesh Titanium Anode
- Wire Diameter: 0.5-3.0mm
- Mesh Size: 1×2mm-5×10mm
- Aperture Ratio: 50%-75%
- Thickness: 1.0-4.0mm
- Maximum Size: 2000mm×1200mm
- Frame Thickness: 2.0-10.0mm

Tubular Titanium Anodes
- 360° Uniform Discharge
- Outer Diameter: 10-110mm
- Wall Thickness: 0.5-5.0mm
- Length: ≤3500mm
- Connections: Threaded, Flange, Welded
- ASTM B265 Seamless Titanium Tube

Titanium Rod Anode
- Diameter: 3-100mm
- ASTM B265 Titanium Rod
- Length: ≤3000mm
- Connection: Threaded, Welded
- Surface Treatment: Fully Coated

Basket Titanium Anode
- Round, rectangular
- Diameter 50-300mm
- Length 100-1000mm
- Terminals: Pure titanium, titanium copper
- Connections: Welding, bolts, cables
- Insulation optional

Custom Manufacturing
- Arc, wave, spiral, circular, etc.
- In-Houses CNC Machining Center
- STP, PDF, Hand-drawn Drawings
- Tolerance: ±0.01mm
- Argon Arc Welding
- Bending Tolerance: ±0.1°
Project Cases
Wstitanium’s MMO titanium anode products have been widely used in chlorate production plants worldwide, achieving significant economic and social benefits. Below are some of our typical project case studies:
Case 1: Sodium Chlorate Production
One of Malaysia’s largest sodium chlorate producers has invested in a 300,000-ton/year sodium chlorate production facility. The ruthenium-titanium binary coated plate anodes have been in use for 8 years and are nearing the end of their service life.
Problems: The anode coating has severely aged, resulting in a significant increase in cell voltage from 3.2V to 3.6V. Current efficiency has decreased significantly from 94% to 90%. DC power consumption per ton of product has increased from 2600kWh to 2850kWh. Some anodes have experienced coating peeling and titanium substrate corrosion.
Wstitanium Solutions
The ruthenium-iridium-tin-titanium coating system exhibits excellent resistance to impurity deposition and corrosion. Mesh anodes offer a larger specific surface area and better gas release performance, increasing current density. Optimized anode spacing and arrangement improve current distribution uniformity.
Results
Cell voltage decreased from 3.6V to 3.2V. Current efficiency increased from 90% to 96.2%. DC power consumption per ton of product decreased from 2850kWh to 2520kWh. Anode lifespan increased from 6 years to 12 years. Product purity increased from 99.5% to 99.8%.
Case 2: Potassium Chlorate Production
A well-known Polish potassium chlorate producer plans to build a new 50,000-ton/year potassium chlorate production facility, employing state-of-the-art diaphragm-less electrolysis technology.
Requirements: The MMO titanium anode must comply with EU environmental and safety standards (RoHS, REACH). Extremely high current efficiency and product purity are required. The facility must be adaptable to frequent start-up and shutdown conditions.

Wstitanium Solution
Wstitanium high-performance ruthenium-iridium-tantalum-titanium coating. This coating offers excellent corrosion resistance, high-temperature stability, and reverse current resistance. The plate-shaped anode provides uniform current distribution, ensuring consistent product quality. All raw materials and production comply with EU RoHS and REACH standards, and relevant certification documents and quality inspection reports are provided.
Results
The product purity reaches over 99.8%. Current efficiency remains stable at 96.5%, achieving industry-leading levels. DC power consumption per ton of product is low: only 2480 kWh, 10% lower than the industry average. After multiple start-ups and shutdowns, anode performance showed no significant decline. As of May 2026, the anode had been operating for 6 years with stable performance, and its expected lifespan exceeds 15 years.
Case 3: Sodium Chlorate Production
An Indonesian medium-sized sodium chlorate producer with an annual capacity of 50,000 tons purchased a batch of MMO titanium anodes in 2015. By 2023, these anodes had been in use for eight years, and the coating had largely failed.
Cell voltage increased, current efficiency decreased, and energy consumption increased. Due to limited budget, the company could not afford to replace all the anodes with new ones. There was a lack of professional anode refurbishment service providers locally. The company requested that the cost of purchasing new MMO titanium anodes be low.

Wstitanium Solution
Comprehensive inspection of the customer’s old anodes: The titanium substrate was in good condition, with no obvious corrosion or deformation, and was fully ready for refurbishment. Advanced coating removal technology thoroughly removed the old coating. Application of Wstitanium’s ruthenium-iridium-titanium coating. This coating system offers excellent performance at a reasonable price, suitable for the customer’s operating conditions.
Results
The refurbished anodes achieved over 95% of the performance of new anodes. The cost was only 60% of purchasing new anodes, saving the customer approximately $400,000. Delivery took only 12 days, 3 days ahead of schedule. As of March 2026, the refurbished anodes had been operating for nearly 3 years with stable performance and an expected lifespan of over 8 years.






{kind=link}
{kind=link}
{kind=link}