
MMO titanium anodes are the ideal anode material for chlorine dioxide production due to their excellent conductivity, catalytic activity, corrosion resistance, and dimensional stability. Traditional anode materials such as graphite, lead alloys, and platinum suffer from severe corrosion, short lifespan, high energy consumption, and secondary pollution in the harsh environment of chlorine dioxide production. Wstitanium has developed a series of MMO titanium anode products that operate stably for extended periods under highly acidic and high-current-density conditions. Chlorine dioxide production efficiency can reach over 92%, with a lifespan exceeding 5 years, helping over 30 companies worldwide significantly reduce operating costs and improve efficiency. This article will detail the technical aspects, product types, customized solutions, application cases, and service commitments of MMO titanium anodes used in chlorine dioxide production to help you choose the most suitable product.

Chlorine Dioxide Production
Chlorine dioxide (ClO₂) is a highly efficient, broad-spectrum, and safe oxidant and disinfectant, widely used globally in water treatment, food processing, medical and health applications, and paper bleaching. Compared to traditional chlorine disinfection, chlorine dioxide has advantages such as strong bactericidal ability, long-lasting disinfection effect, and no production of carcinogenic byproducts such as trihalomethanes (THMs). It has been classified as a Class A1 safe disinfectant by the World Health Organization (WHO).
Currently, chlorine dioxide production methods are mainly divided into two categories: chemical methods and electrolytic methods. Chemical methods suffer from high risks associated with raw material transportation and storage, complex operations, and numerous byproducts. Electrolytic chlorine dioxide production technology, with its advantages of safety and environmental friendliness, simple operation, readily available raw materials, and high product purity, has become the fastest-growing mainstream technology in recent years.
MMO Titanium Anode Coating for Chlorine Dioxide Production
The core of the MMO titanium anode is its surface coating of mixed metal oxides. This coating determines the anode’s electrocatalytic activity, selectivity, corrosion resistance, and lifespan. For the electrochemical environment of chlorine dioxide production, Wstitanium has developed four main coating systems.
Ruthenium-iridium-titanium (RuO₂) is currently the most widely used and technologically mature MMO titanium anode coating system for chlorine dioxide production. This coating system uses ruthenium oxide (RuO₂) as the main catalytically active component, iridium oxide (IrO₂) as the corrosion-resistant enhancing component, and titanium oxide (TiO₂) as the framework stabilizing component.
- Lifespan: 5-8 years
- Coating thickness: 8-12μm
- Chlorine dioxide purity: 92%+
- Noble metal loading: 8-25g/m²
- pH: 2-7
- Current efficiency: >85%
- Operating temperature: <60℃
- Current density: <1500A/m²
- Relatively low cost
- For most chlorine dioxide generators
- High chlorine evolution catalytic activity
- Chlorine evolution overpotential: ≤1.13 V (vs SCE, 2000 A/m²)
RuO₂-IrO₂-SnO₂

Ruthenium-titanium coatings are currently the most widely used chlorine-evolving anode coatings. This coating uses ruthenium dioxide (RuO₂) as the main active component and titanium dioxide (TiO₂) as the framework component. The two form a solid solution structure, exhibiting good electrical conductivity and catalytic activity.
- Ruthenium oxide (RuO₂): 35-55 mol%
- Iridium oxide (IrO₂): 20-30 mol%
- Tin oxide (SnO₂): 10-20 mol%
- Titanium oxide (TiO₂): 15-25 mol%
- Lifespan: 6-9 years
- Chlorine dioxide purity 94%+
- Strong resistance to poisoning
- Coating adhesion ≥30 MPa
It is suitable for chlorine dioxide generators used in industrial wastewater treatment containing a lot of impurities, and for drinking water treatment systems that require high purity of chlorine dioxide.

Iridium-tantalum binary coatings are high-performance coating systems specifically designed for strongly acidic, high-potential operating conditions. Although their chlorine evolution catalytic activity is slightly lower than that of ruthenium-based coatings, they exhibit extremely excellent corrosion resistance and oxidation resistance.
- pH 0-14
- Iridium Oxide (IrO₂): 50-70 mol%
- Tantalum Oxide (Ta₂O₅): 30-50 mol%
- Lifespan: 8-12 years
- Oxygen Diffusion: 10⁻¹⁴ cm²/s
- Operating Potential: 5.0 V
Iridium oxide (IrO₂) is the main catalytically active component of the coating. IrO₂ is almost insoluble in strongly acidic and strongly oxidizing environments. IrO₂ exhibits good catalytic activity for both the oxygen evolution reaction (OER) and the chlorine evolution reaction (CYR).
MMO Titanium Anode Comparison
To help you understand the performance differences between different coating systems more intuitively and comprehensively, Wstitanium has provided a detailed comparison of key parameters for three MMO titanium anode coatings. All data are typical values for Wstitanium products under standard test conditions.
| Parameter | Ru-Ir-Ti | Ru-Ir-Sn | Ir-Ta | Gradient Composite Coating | Test Standard / Method |
|---|---|---|---|---|---|
| Coating Composition | RuO₂-IrO₂-TiO₂ | RuO₂-IrO₂-SnO₂-TiO₂ | IrO₂-Ta₂O₅ | Ti-Ir transition layer + Ru-Ir-Ti catalytic layer + Ir-Ta protective layer | X-Ray Fluorescence Spectrometry (XRF) |
| Coating Thickness | 6–10 µm | 7–12 µm | 8–15 µm | 8–13 µm | Scanning Electron Microscope (SEM) |
| Precious Metal Loading | 15–25 g/m² | 18–30 g/m² | 25–40 g/m² | 20–35 g/m² | Gravimetric Method |
| Chlorine Evolution Potential (vs SCE, 2000 A/m²) | ≤ 1.13 V | ≤ 1.10 V | ≤ 1.20 V | ≤ 1.11 V | Linear Sweep Voltammetry (LSV) |
| Oxygen Evolution Potential (vs SCE, 2000 A/m²) | ≤ 1.60 V | ≤ 1.58 V | ≤ 1.55 V | ≤ 1.57 V | Linear Sweep Voltammetry (LSV) |
| ClO₂ Selectivity | ≥ 90% | ≥ 92% | ≥ 88% | ≥ 93% | Iodometric Titration |
| Current Density | 100–2000 A/m² | 100–2500 A/m² | 100–3000 A/m² | 100–3000 A/m² | - |
| Operating Voltage | 1.5–3.5 V | 1.4–3.4 V | 1.6–5.0 V | 1.4–3.5 V | - |
| pH Range | 2–8 | 1–9 | 0–14 | 0–12 | - |
| Temperature | ≤ 60°C | ≤ 65°C | ≤ 80°C | ≤ 70°C | - |
| Coating Adhesion | ≥ 25 MPa | ≥ 30 MPa | ≥ 35 MPa | ≥ 40 MPa | Scratch Test |
| Resistivity | ≤ 1×10⁻⁴ Ω·cm | ≤ 8×10⁻⁵ Ω·cm | ≤ 1.2×10⁻⁴ Ω·cm | ≤ 9×10⁻⁵ Ω·cm | Four-Point Probe Method |
| Accelerated Life Test (1mol/L H₂SO₄, 20000 A/m²) | ≥ 3000 h | ≥ 3500 h | ≥ 8000 h | ≥ 5000 h | NACE TM0108 |
| Service Life | 5–8 years | 6–9 years | 8–12 years | 8–12 years | Field Application Data |
| Cost-Performance Rating | ★★★★★ | ★★★★☆ | ★★★☆☆ | ★★★★☆ | - |
| Advantages | Mature technology, low cost | High activity, high resistance to poisoning | Extremely high corrosion resistance | Optimal comprehensive performance | - |
| Disadvantages | Low acid resistance | Slightly higher cost | Low chlorine evolution activity, high cost | Complex preparation technology | - |
Wstitanium Custom Solutions
Wstitanium understands that each customer’s chlorine dioxide production system has unique technical requirements and operating conditions. Therefore, we provide customized solutions.
Plate Titanium Anode
Plate titanium anodes use ASTM B265 Grade 1 or Grade 2 pure titanium plates as the substrate, which are manufactured through cutting, welding, surface treatment, and coating. They are typically 0.5-3.0 mm thick. Higher current densities require thicker plates. Titanium conductive rods are welded in. Sandblasting and pickling create a rough surface, improving the adhesion between the coating and the substrate. Current distribution is relatively uniform. Plate anodes of any size and shape can be customized according to the size of the electrolytic cell, including square, rectangular, and circular shapes. Plate titanium anodes also have some limitations: such as small specific surface area, poor electrolyte flow, and difficulty in bubble escape.
- For flat-plate electrolyzers
- For diaphragmless electrolysis
- For those with limited budgets
| Parameter | Custom Specification | Default | Tolerance | Notes |
|---|---|---|---|---|
| Substrate | ASTM B265 Grade 1 / Grade 2 Titanium | Grade 2 | - | Grade 1 offers better corrosion resistance; Grade 2 provides higher strength |
| Length | 10–3000 mm | - | ±0.5 mm | Max length up to 6000 mm |
| Width | 10–2000 mm | - | ±0.5 mm | Max width up to 2000 mm |
| Thickness | 0.3–10.0 mm | 1.0 mm | ±0.05 mm | Higher current density requires greater recommended thickness |
| Conductor Material | ASTM B348 Grade 2 Pure Titanium | Grade 2 | - | Copper-clad titanium conductors are available |
| Conductor Diameter | 6–30 mm | 12 mm | ±0.1 mm | Selected based on current magnitude |
| Conductor Length | 50–500 mm | 100 mm | ±1.0 mm | Selected based on electrolyzer structure |
| Conductor Welding | Any position | One end center | - | Welding position can be customized |
| Coating System | Ru-Ir-Ti / Ru-Ir-Sn / Ir-Ta / Gradient Multi-Layer | Ru-Ir-Ti | - | Selected based on operating conditions |
| Coating Thickness | 5–20 µm | 8 µm | ±1 µm | Longer life requirements require thicker coatings |
| Precious Metal Loading | 10–50 g/m² | 20 g/m² | ±2 g/m² | Based on budget and life requirements |
| Surface Treatment | Sandblasting + Pickling / Pickling Only / Polishing | Sandblasting + Pickling | - | Sandblasting + pickling provides the best adhesion |
| Edge Treatment | Straight cut / Rounded / Chamfered / Edged | Straight cut | - | Rounded and chamfered edges available |
| Mounting Holes | Custom any position and size | - | ±0.1 mm | Customizable aperture, position, and quantity |
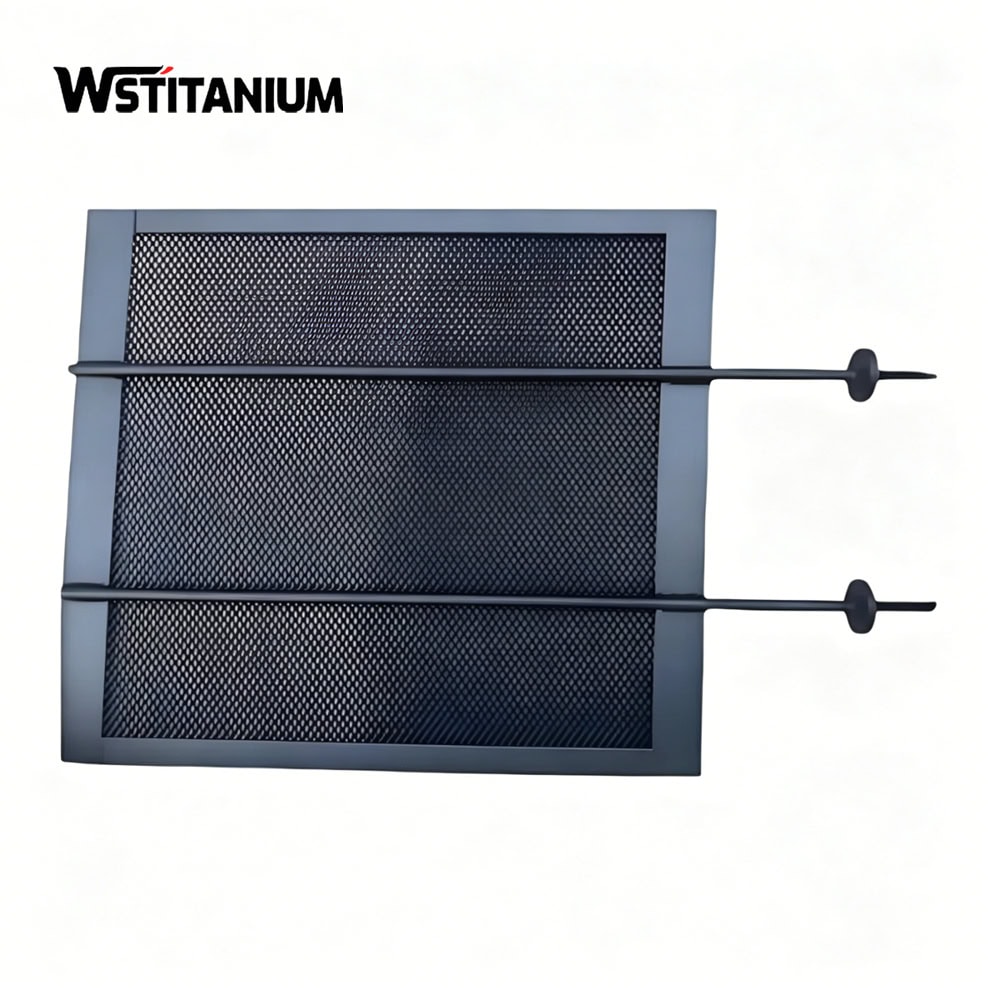
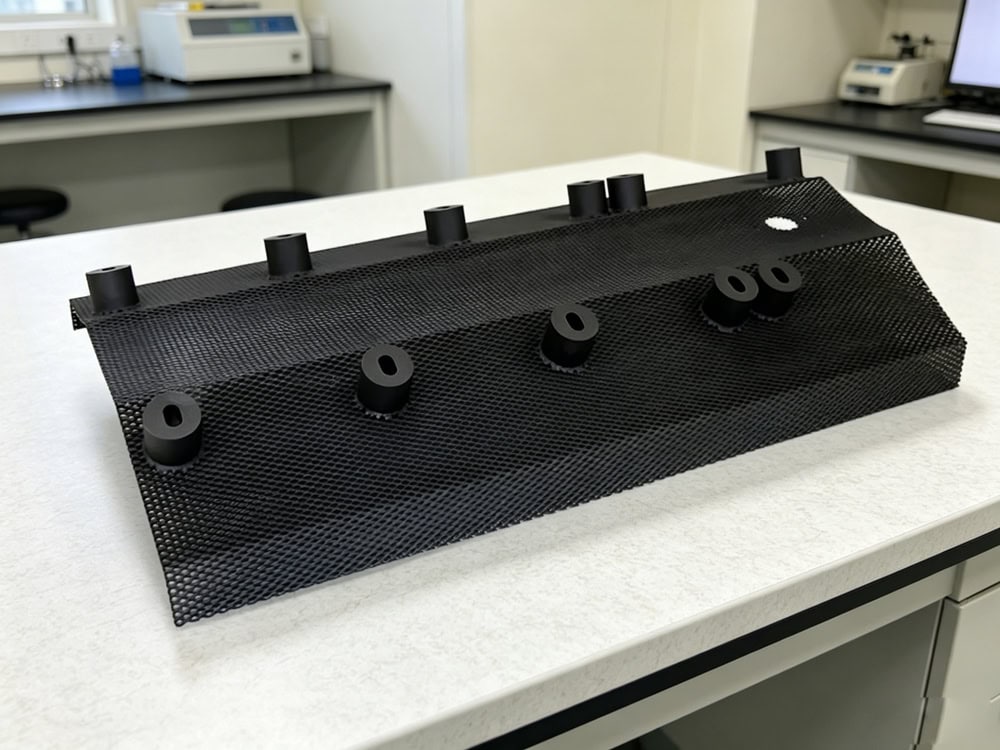
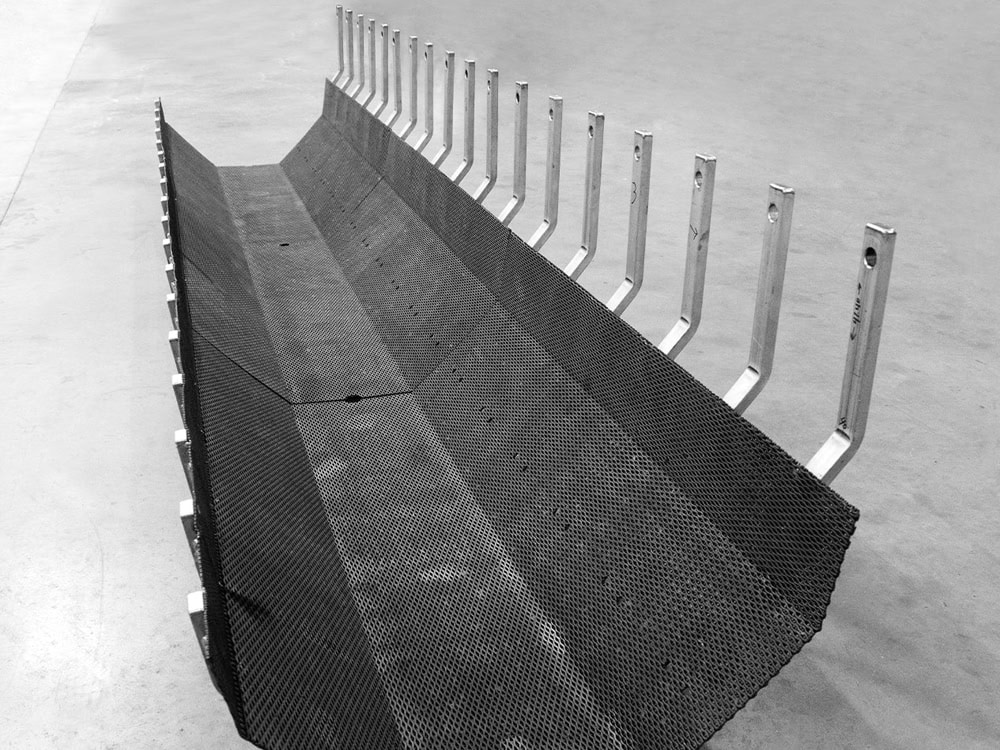
Mesh Titanium Anode

Mesh titanium anodes are one of the most widely used anode shapes in chlorine dioxide production. They offer advantages such as large specific surface area, good electrolyte flow, and easy bubble escape, significantly improving electrolysis efficiency and reducing energy consumption. Mesh sizes include 1×2 mm, 2×4 mm, 3×6 mm, 4×8 mm, and 5×10 mm. Mesh thickness ranges from 0.5 to 1.5 mm. Titanium conductive rods or copper terminals are welded on. For larger mesh anodes, titanium reinforcing ribs are typically welded to the back. The specific surface area of a mesh titanium anode is 30-50% larger than that of a plate anode of the same size. However, mesh titanium anodes also have some limitations, such as complex manufacturing technology, low mechanical strength, and a tendency to accumulate scale.
- For diaphragm electrolysis
- For applications requiring high electrolysis efficiency
| Parameter | Custom Specification | Default | Tolerance | Notes |
|---|---|---|---|---|
| Substrate | ASTM B265 Grade 1 / Grade 2 Pure Titanium | Grade 2 | - | - |
| Length | 10–3000 mm | - | ±0.5 mm | Max length up to 3000 mm |
| Width | 10–2000 mm | - | ±0.5 mm | Max width up to 2000 mm |
| Thickness | 0.3–3.0 mm | 0.8 mm | ±0.05 mm | - |
| Mesh Opening | 1×2 mm / 2×4 mm / 3×6 mm / 4×8 mm / 5×10 mm / 6×12 mm / Custom | 3×6 mm | - | Customizable |
| Mesh Shape | Diamond / Square / Round | Diamond | - | Diamond mesh is the most widely used |
| Conductor Material | ASTM B348 Grade 2 Pure Titanium | Grade 2 | - | Copper conductor bars are available |
| Conductor Diameter | 6–30 mm | 12 mm | ±0.1 mm | - |
| Conductor Length | 50–500 mm | 100 mm | ±1.0 mm | - |
| Coating System | Ru-Ir-Ti / Ru-Ir-Sn / Ir-Ta / Gradient Multi-Layer | Ru-Ir-Ti | - | - |
| Coating Thickness | 5–20 µm | 8 µm | ±1 µm | - |
| Precious Metal Loading | 10–50 g/m² | 20 g/m² | ±2 g/m² | - |
| Surface Treatment | Sandblasting + Pickling / Pickling Only | Sandblasting + Pickling | - | - |
| Edge Treatment | Edged / Straight cut / Rounded | Edged | - | Edging improves mechanical strength |
| Reinforcing Ribs | Custom quantity and position | - | - | For large-sized mesh anodes |
| Mounting Holes | Custom any position and size | - | ±0.1 mm | - |
| Marking | Custom product logo and serial number | - | - | - |
Tubular Titanium Anodes

Tubular titanium anodes offer uniform current distribution and are suitable for tubular electrolytic cells, making them the preferred anode shape for large-scale industrial chlorine dioxide production systems. The tubular titanium anode uses seamless pure titanium tubing of ASTM B338 Grade 1 or Grade 2 as the base material, manufactured through cutting, welding, surface treatment, and coating processes. Titanium flanges, end caps, or threaded titanium connectors can be welded to both ends. It allows for a large surface area within a smaller space, significantly reducing the volume and footprint of the electrolytic cell.
- ASTM B338 Seamless Titanium Tube
- Diameter: φ10mm-φ100mm
- Wall Thickness: 0.5-3.0mm
| Parameter Category | Custom Specification | Default | Tolerance | Notes |
|---|---|---|---|---|
| Substrate | ASTM B338 Grade 1 / Grade 2 Seamless Pure Titanium Tube | Grade 2 | - | Welded titanium tubes are also available |
| Outer Diameter | 6–114 mm | 25 mm | ±0.1 mm | Available sizes: 19, 25, 32, 38, 50, 63, 76, 89, 108, 114 mm |
| Wall Thickness | 0.3–5.0 mm | 1.0 mm | ±0.05 mm | Higher working pressure requires greater wall thickness |
| Length | 50–6000 mm | - | ±1.0 mm | Max length up to 6000 mm |
| Connection Type | Flange / Threaded / Welded / Clamp | Flange | - | - |
| Flange Standard | GB/T 9119 / ANSI B16.5 / JIS B2220 / DIN | GB/T 9119 | - | Custom non-standard flanges available |
| Flange Material | ASTM B381 Grade 2 Pure Titanium | Grade 2 | - | - |
| Thread Type | NPT / PT / G / M | NPT | - | Custom thread types available |
| Coating System | Ru-Ir-Ti / Ru-Ir-Sn / Ir-Ta / Gradient Multi-Layer | Ru-Ir-Ti | - | - |
| Coating Thickness | 5–20 µm | 8 µm | ±1 µm | - |
| Precious Metal Loading | 10–50 g/m² | 20 g/m² | ±2 g/m² | - |
| Surface Treatment | Sandblasting + Pickling / Pickling Only | Sandblasting + Pickling | - | - |
| Inner Surface Coating | Optional | None | - | Products with both inner and outer surface coatings available |
| Pressure Rating | PN10 / PN16 / PN25 / PN40 | PN16 | - | Higher pressure ratings can be customized |
| Marking | Custom product logo and serial number | - | - | - |
Custom Titanium Anode Services
Wstitanium utilizes advanced CNC machining centers, laser cutting machines, and welding robots to precisely process materials according to your provided CAD or STEP drawings. This includes geometric shapes such as circles, baskets, and spirals. Professional electrochemical simulation software and experienced simulation engineers simulate and analyze the flow field and current distribution within the electrolyzer based on your provided drawings and parameters.
- Predict electrolyte flow.
- Predict current distribution.
- Optimize anode shape and size.
- Predict anode performance and energy.
- Predict anode performance and energy.
- Design a reasonable support and fixing structure.
For Different Chlorine Dioxide Production Technologies
There are many technologies for manufacturing chlorine dioxide. Different technologies have different requirements for anode materials. Wstitanium’s MMO titanium anode products are suitable for all current mainstream chlorine dioxide manufacturing technologies and are optimized for the characteristics of each technology.
| Production Method | Raw Materials | ClO₂ Purity | Raw Material Cost | Equipment Investment | Operating Cost | Safety | Environmental Friendliness | Recommended Coating | Service Life |
|---|---|---|---|---|---|---|---|---|---|
| Electrolytic Sodium Chloride Method | NaCl | 60–80% | Low | Medium | Medium | High | High | Ru-Ti, Ru-Ir | 3–8 years |
| Electrolytic Sodium Chlorite Method | NaClO₂ | 90–97% | High | Medium-High | High | High | High | Ru-Ir | 5–12 years |
| Electrolytic Sodium Chlorate Method | NaClO₃ | 95–98% | Medium-High | High | Medium-High | High | High | Ru-Ir | 8–12 years |
| Hydrochloric Acid - Sodium Chlorite Method | NaClO₂ + HCl | 90–95% | High | Low | High | Medium | Medium | Ru-Ti | 3–5 years |
| Chlorine - Sodium Chlorite Method | NaClO₂ + Cl₂ | 95–98% | Medium | Low | Medium | Low | Medium | Ru-Ir | 3–5 years |
| Methanol Reduction Method | NaClO₃ + H₂SO₄ + CH₃OH | 95–98% | Low | High | Low | Low | Low | Ru-Ir | 5–8 years |
FAQ
The full name of an MMO titanium anode is Mixed Metal Oxides titanium anode, also known as a size-stabilized anode (DSA). It uses pure titanium as a substrate, coated with one or more layers of mixed metal oxide coatings composed of metal oxides such as ruthenium, iridium, tantalum, and titanium. Compared with traditional graphite anodes, lead-based anodes, and platinum anodes, MMO titanium anodes have the following significant differences and advantages:
| Performance Indicator | MMO Titanium Anode | Graphite Anode | Lead Anode | Platinum Anode |
|---|---|---|---|---|
| Dimensional Stability | Excellent, no dimensional change during electrolysis | Poor, gradually dissolves and consumes | Fair, dissolves slowly | Excellent |
| Service Life | 5–12 years | 6–12 months | 1–2 years | 3–5 years |
| Chlorine Evolution Overpotential | Low, ≤ 1.13 V (vs SCE, 2000 A/m²) | High, approx. 1.3 V | Very high, approx. 1.5 V | Low, approx. 1.15 V |
| Energy Consumption | Low | High | Very high | Low |
| Pollution | Non-polluting, does not dissolve into electrolyte | Polluting, produces carbon particles | Polluting, produces lead ions | Non-polluting |
| Current Density | High, up to 3000 A/m² | Low, ≤ 1000 A/m² | Low, ≤ 800 A/m² | High, up to 5000 A/m² |
| Maintenance Cost | Low, no frequent replacement needed | High, frequent replacement required | High, frequent replacement required | Medium |
| Price | Medium | Low | Low | Very high |
The electrochemical environment for chlorine dioxide production has the following characteristics:
Acidic medium: pH typically between 2 and 6.
High chloride ion concentration: The electrolyte contains a large number of chloride ions.
High oxidation potential: The standard electrode potential for the chlorine dioxide formation reaction is 1.599 V (vs SHE).
Complex reaction system: Multiple parallel reactions exist simultaneously, including chlorine evolution, oxygen evolution, and chlorine dioxide formation.
MMO titanium anodes are suitable for chlorine dioxide production because:
Excellent acid and chloride ion corrosion resistance: Stable operation in acidic, chloride-containing media for extended periods.
High oxidation potential stability: Withstands high oxidation potentials without being oxidized or dissolved.
Good electrocatalytic activity and selectivity: Efficiently catalyzes the oxidation of chloride ions to chlorine dioxide while suppressing side reactions.
Dimensional stability: Maintains stable electrode spacing, ensuring stable electrolysis efficiency.
Long service life: Significantly reduces equipment maintenance costs and downtime.
Compared to chemical methods, electrolytic chlorine dioxide production has the following advantages:
High safety: It eliminates the need for storing and using hazardous chemicals such as hydrochloric acid, sulfuric acid, and chlorine, avoiding the risks of leaks and explosions.
Good environmental performance: No wastewater discharge, making it environmentally friendly.
Simple operation: High degree of automation, simple operation, no need for specialized chemical operators.
Low operating costs: Low raw material costs, especially for large-scale production, resulting in significant operating cost advantages.
Stable product quality: Continuous production ensures stable product quality.
On-site production as needed: Chlorine dioxide can be produced as needed, avoiding losses and safety risks during storage and transportation.
The energy consumption of chlorine dioxide production via electrolysis depends on the production technology, anode performance, and operating parameters.
Sodium chloride electrolysis: 3.5-5.0 kWh/kg ClO₂
Sodium chlorite electrolysis: 2.5-4.0 kWh/kg ClO₂
Sodium chlorate electrolysis: 3.0-4.5 kWh/kg ClO₂
Wstitanium’s MMO titanium anodes effectively reduce the chlorine evolution overpotential and improve current efficiency, thereby reducing energy consumption. Compared to ordinary anodes, our products can reduce energy consumption by 10-20%.
Yes, MMO titanium anodes are not only used in chlorine dioxide production, but also in many other electrochemical applications, including:
Sodium hypochlorite production, chlor-alkali industry, electroplating, metal recovery, cathodic protection, water electrolysis for hydrogen production, organic electrosynthesis, wastewater treatment, and seawater desalination.
Wstitanium has developed corresponding specialized coating systems and products for different application areas to meet various needs.
Customized Anode Shape and Size: Customized anodes of any shape and size to fit the electrolytic cell structure.
Customized Coating Systems: Customized coatings with special formulations based on customer operating conditions.
Customized Precious Metal Load: Adjusted precious metal load according to lifespan requirements and budget.
Customized Conductive Structure: Customized conductive structures based on power connection methods.
Customized Complete Anode Assembly: Design and manufacture of complete anode assemblies.
Wstitanium’s MMO titanium anode products meet the following international standards:
ASTM B265: Standard Specification for Titanium and Titanium Alloy Plates, Sheets and Strips
ASTM B338: Standard Specification for Seamless Tubes of Titanium and Titanium Alloys
ASTM B348: Standard Specification for Titanium and Titanium Alloy Bars and Billets
YS/T 828-2022: Titanium Anodes for Cathodic Protection
GB/T 23756-2021: Titanium-Based Oxide Anodes for Electrochemical Applications
HG/T 2471-2007: Metal Anodes for Electrolytic Cells
ISO 9001:2015: Quality Management System Requirements








{kind=link}
{kind=link}
{kind=link}