

MMO Titanium Anodes: A Complete Solution for Electroplating
Wstitanium manufactures high-performance, long-life, customized MMO titanium anodes for electroplating industry. The following includes: coating systems, product shapes, full-scenario application solutions, selection guides, project case studies, and frequently asked questions. Wstitanium provides global electroplating companies with a complete, professional, and practical MMO titanium anode application solution.
MMO Titanium Anode Coating System
The coating is the core of the MMO titanium anode, determining its electrocatalytic activity, corrosion resistance, lifespan, and current efficiency. Wstitanium has developed four major types of electroplating MMO titanium anode coating systems, strictly adhering to ASTM international standards.

Wstitanium’s nanoscale sol-gel preparation technology (classic ratio 60% RuO₂-20% IrO₂-20% TiO₂) forms an active coating with a honeycomb porous structure. The porosity reaches 38%-45%. The effective electrochemical reaction area is more than 6 times higher than that of ordinary thermal decomposition coatings.
- Chlorine evolution overpotential: ≤1.12V vs SHE
- Oxygen evolution overpotential: ≤1.48V vs SHE
- Coating adhesion: ≥25MPa
- Current efficiency: ≥92%
- Design life: 3-5 years
- pH: 1-12
Applications: Acidic/alkaline zinc plating, acidic/alkaline copper plating, nickel plating, zinc-nickel plating, electrolytic degreasing, low-concentration chromic acid plating, electroplating wastewater treatment, etc.

Iridium-tantalum is a highly corrosion-resistant coating system designed for strong acidity and high oxygen evolution conditions. Extremely strong resistance to strong acid corrosion; stable performance in high-concentration chromic acid, sulfuric acid, nitric acid, and other strongly oxidizing plating solutions. Wstitanium has developed a high-performance molar ratio (70% IrO₂ content, 30% Ta₂O₅).
- Oxygen evolution overpotential: ≤1.35V vs SHE
- Chlorine evolution overpotential: ≤1.28V vs SHE
- Coating adhesion: ≥30MPa
- Current efficiency: ≥88%
- Design life: 3-8 years
- pH: 0-14
Applications: Hard chrome plating, high-concentration acidic copper plating, stainless steel electropolishing, precious metal electrowinning and recovery, high-concentration acidic wastewater treatment, etc.
Platinum is a highly stable coating system specifically designed for high-end precision electroplating and precious metal electroplating. The platinum coating thickness is precisely controlled between 0.5-10μm, with a coating density ≥99.9%. It exhibits extremely strong electrochemical stability, remaining non-soluble and non-contaminating the plating solution in any environment.
- Oxygen Evolution Overpotential: ≤1.40V vs SHE
- Chlorine Evolution Overpotential: ≤1.20V vs SHE
- Coating Adhesion: ≥35MPa
- Current Efficiency: ≥95%
- Design Life: 5-12 years
- pH: 0-14
Applications: Gold plating, silver plating, rhodium plating, etc.; high-precision electroplating in aerospace, medical devices, high-end electronic components, semiconductor wafer electroplating, and other scenarios with extremely high requirements for plating precision and purity.

Ruthenium-Iridium-Tin coating is a cost-effective coating system for high-salt, high-chloride-ion, and high-current-density (500-2000A/m²) electroplating. SnO₂ further enhances the coating’s resistance to chloride ion corrosion and passivation.
- Chloride evolution overpotential: ≤1.10V vs SHE
- Oxygen evolution overpotential: ≤1.45V vs SHE
- Coating adhesion: ≥30MPa
- Current efficiency: ≥93%
- Design life: 4-6 years
- pH: 1-12
Applications: Continuous zinc/tin plating production lines for strip steel, large-scale barrel plating production lines, high-salt electroplating, metal recovery from electroplating wastewater, etc.
Full Range of MMO Titanium Anodes for Electroplating
Wstitanium offers a full range of customizable MMO titanium anodes to meet the diverse installation, tank structures, and operating conditions required for electroplating. All products use high-purity Gr1/Gr2 titanium of ASTM B265 standard as the base material, ensuring mechanical strength and corrosion resistance.

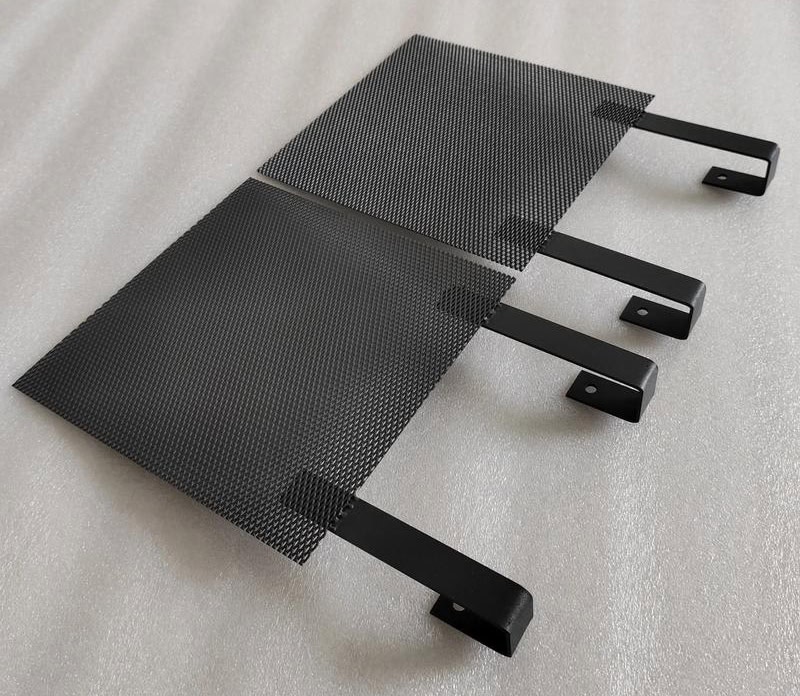
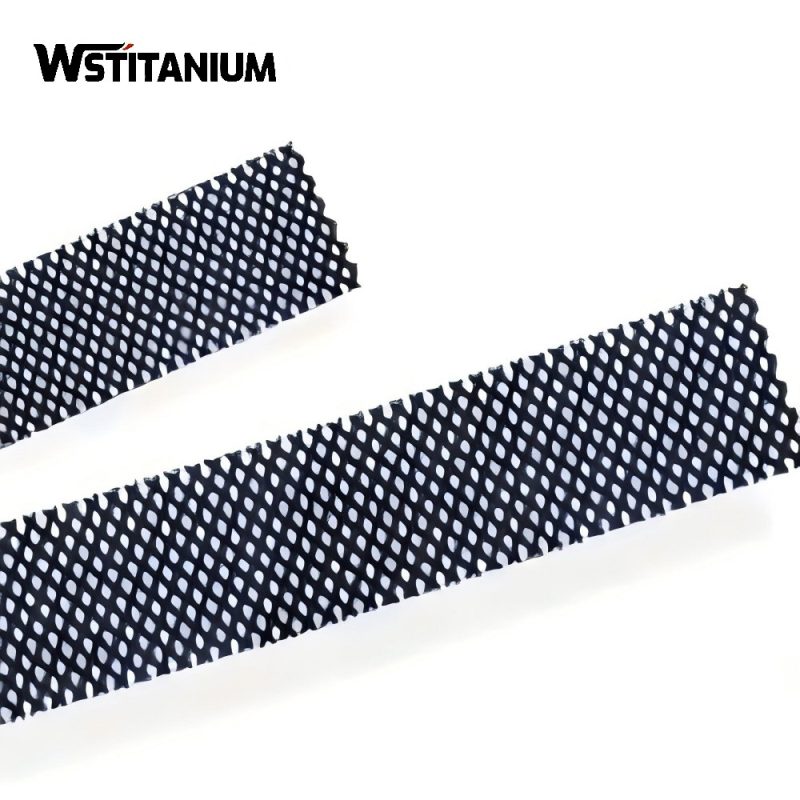
MMO Titanium Mesh Anodes
Titanium mesh thickness 0.5-3mm, width up to 1500mm, length unlimited. Uniform current distribution, deviation ≤3%. Flexible bending, cutting, welding, etc. Applications: PCB circuit board electroplating, barrel plating, electrolytic degreasing, electropolishing, etc.
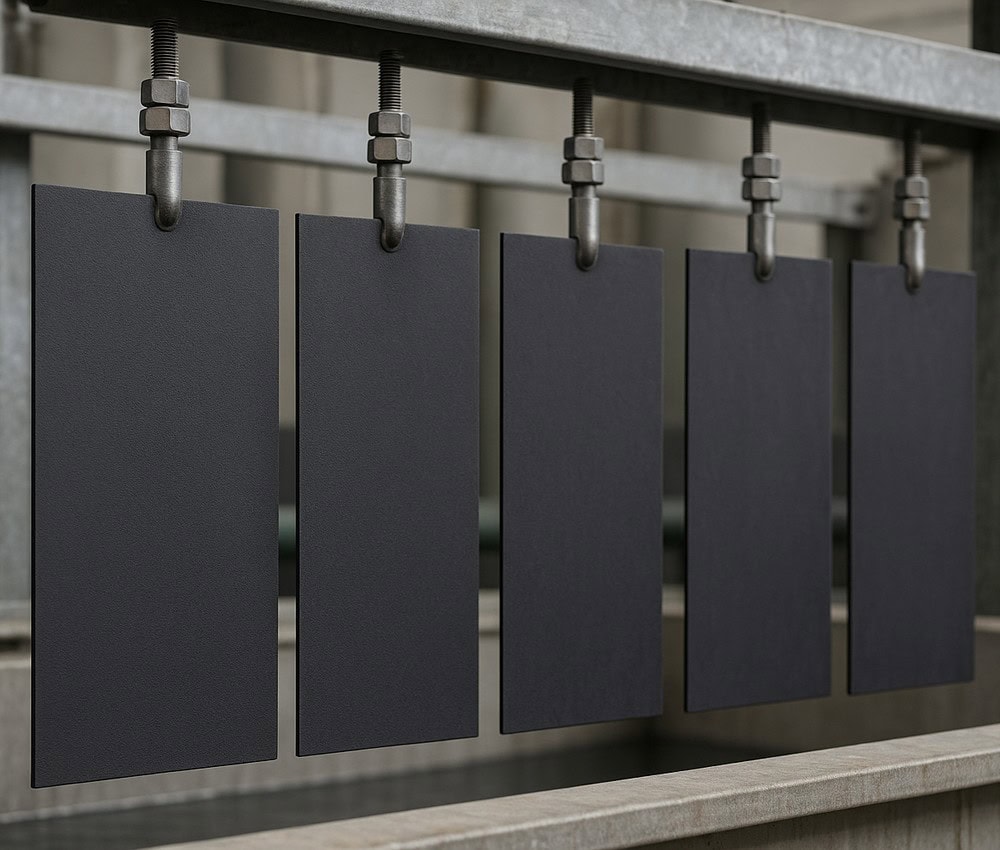
MMO Titanium Plate Anode
Suitable for high-power, high-current-density electroplating applications. Thickness 0.5-10mm, width up to 2000mm, length up to 6000mm. Suitable for uniform electroplating of large-area workpieces. Applications: hard chrome plating, automotive parts electroplating, etc.

MMO Titanium Tube Anode
Diameter 6-114mm, length up to 6000mm. Uniform radial current distribution, coating thickness uniformity deviation ≤3%. Applications: Cylinder inner wall chrome plating, pipe inner wall electroplating, bearing inner ring electroplating, deep hole electroplating, etc.

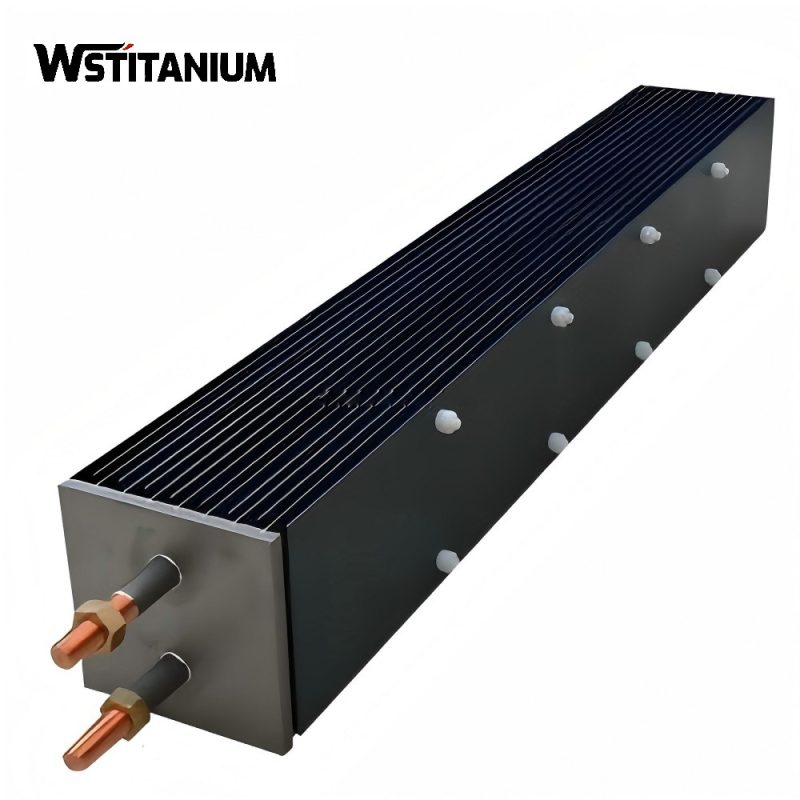
MMO Titanium Basket Anode
Matching titanium conductive rods, titanium hangers, insulating bases, etc. Integrated welding. Customized single-cell, multi-cell, irregular-shaped, and multi-layer designs. Applications: Rack plating, barrel plating, electroplating of jewelry/electronic components/small workpieces, etc.
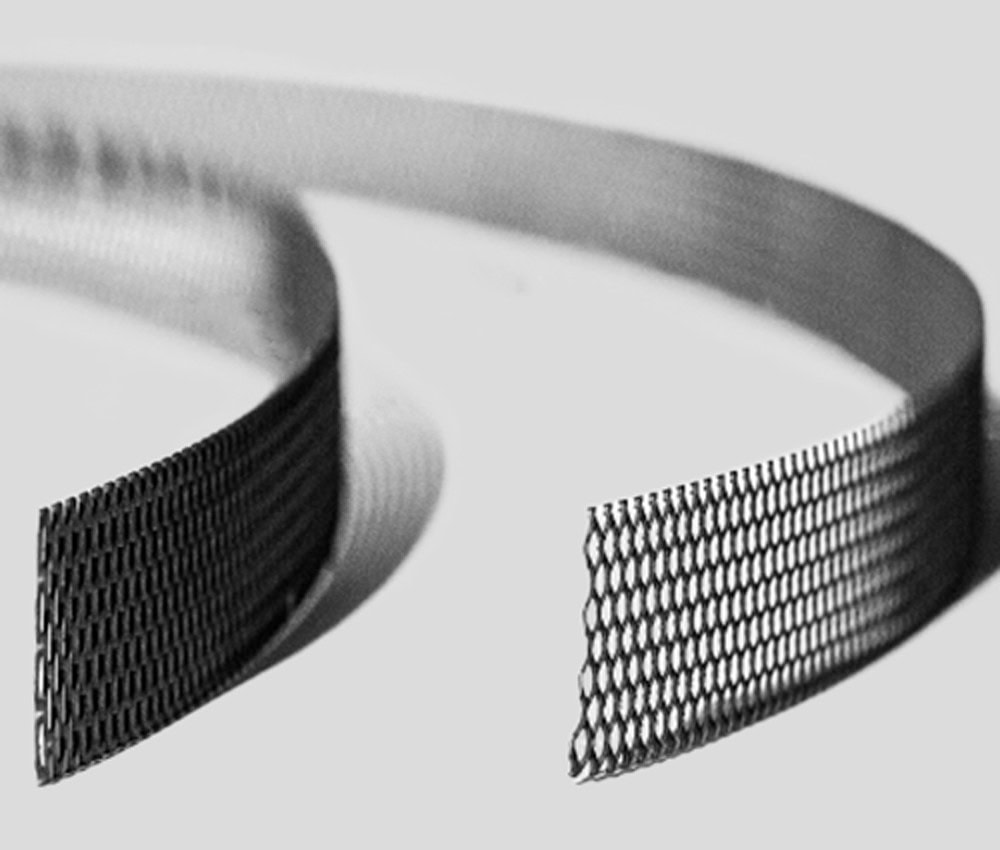
MMO Titanium Flexible Anode
Thickness: 0.3-2mm, Width: 10-500mm, Length: Customizable. Suitable for high-speed continuous electroplating production lines. Maximum speed up to 200m/min. Applications: Zinc/tin plating production lines, copper/aluminum strip electroplating, coil electroplating, etc.
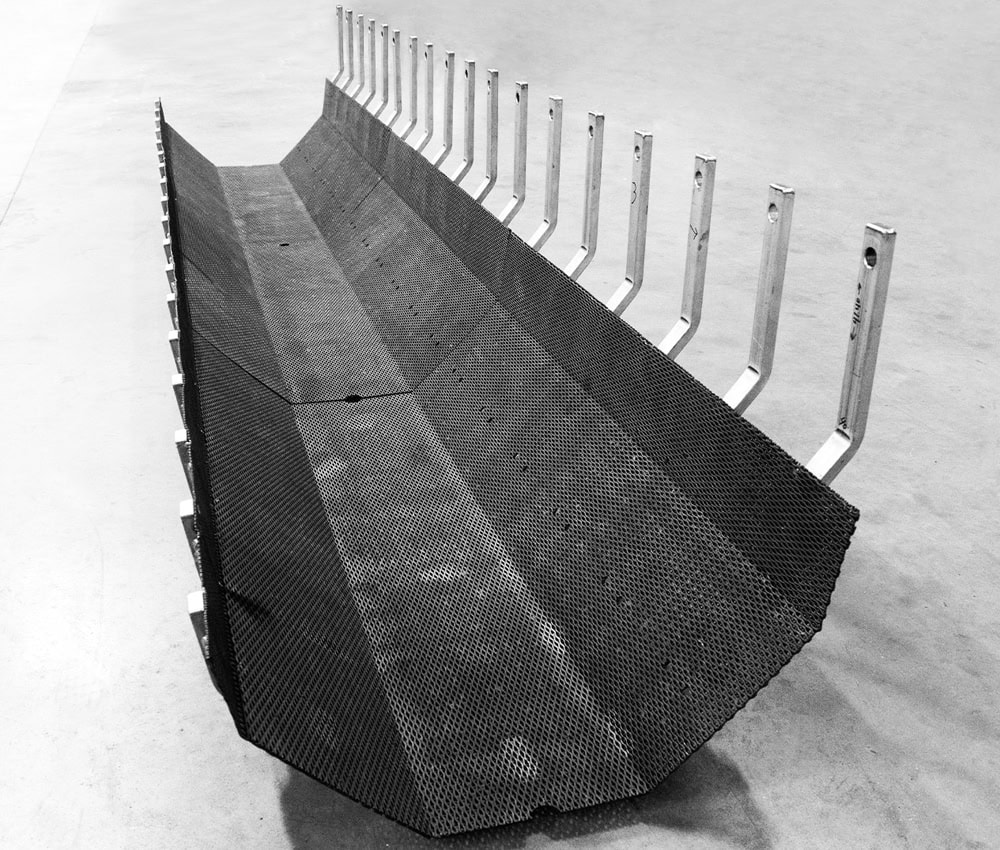
Customized MMO titanium anode
We can customize non-standard MMO titanium anodes of any shape, size, and coating system according to your electroplating tank structure, workpiece shape, and parameters, including bent, curved, disc, and grid anode geometries. Customer satisfaction >99.8%.
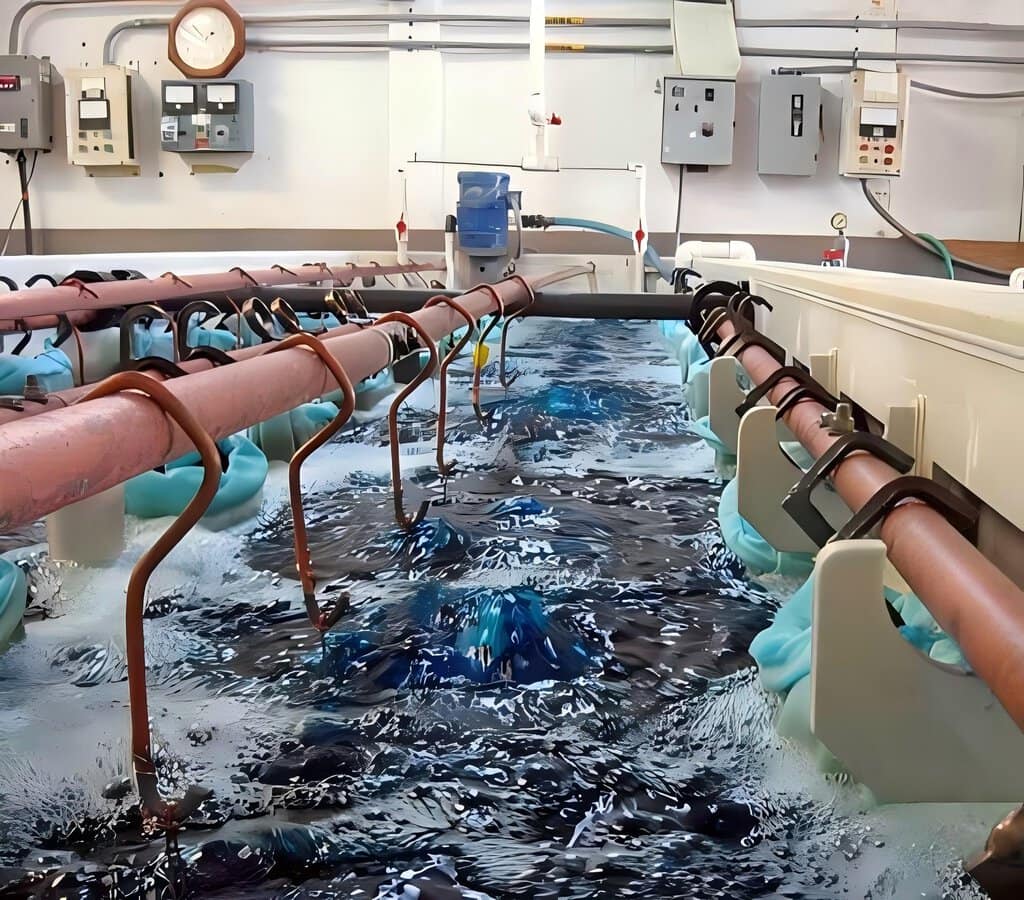
MMO Titanium Anodes for Electroplating Solutions
MMO titanium anodes remain insoluble and non-passivated under various electroplating conditions, including acidic, alkaline, and high current density environments. MMO titanium anodes effectively reduce electroplating reaction overpotential, lower tank voltage by 15%-30%, increase current efficiency by 10%-50%, and significantly reduce energy consumption.

1. MMO Titanium Anode For Electroplating Zinc
An Indian auto parts manufacturer has invested in an alkaline cyanide-free electroplating zinc production line, primarily providing zinc plating services for automotive fasteners and chassis brackets.
- ZnO 9-11g/L
- NaOH 110-130g/L
- Organic amine brightener 8-10ml/L
- Plating Solution: Cyanide-free alkaline zincate
- pH: 12.5-13.5
- Temperature: 35-45℃
- Current Density: 1500A/m²
- Existing Anode: #0 Pure Zinc Soluble Anode
Pure zinc anodes are prone to passivation and uneven dissolution. Coating thickness uniformity deviation exceeds 22%. Zinc anode utilization rate is only 71%. The product qualification rate was only 83%.
Wstitanium Solutions
Ruthenium-iridium titanium mesh anodes for 4 production lines, 3×6mm standard titanium mesh substrate. Coating load 15g/m², design life 5 years. It is perfectly suited for the high pH and high chloride ion conditions of alkaline cyanide-free zinc plating. The anodes are arranged symmetrically on both sides, with an optimized spacing of 80mm.
Results After the Upgrade
Zinc coating uniformity deviation decreased from 22% to 4.5%. Product qualification rate increased from 83% to 98.7%. Zinc utilization rate increased from 71% to 98.8%. Plating bath replacement cycle extended from 2 months to 12 months. Wastewater treatment costs decreased by 65%. It complies with REACH regulations for cyanide-free and low-hazardous waste.

2. MMO Titanium Anode For Nickel Plating
An electronic connector manufacturer in Illinois, USA, has eight high-speed, fully automated nickel plating production lines providing nickel plating services for connectors used in new energy vehicles and consumer electronics.
- Boric acid 35-40g/L
- Nickel chloride 45-55g/L
- Nickel sulfate 280-300g/L
- Plating Solution: Watt-type acidic
- pH: 3.8-4.5
- Brightener 0.8-1.2ml/L
- Current density: 2000A/m²
- Operating temperature: 50-55℃
The electrolytic dissolution of nickel horns generates a large amount of anode sludge, contaminating the plating solution. The product defect rate is as high as 3.2%. The salt spray test pass rate is only 88%.
Wstitanium Solutions
Ruthenium-iridium coated titanium anode basket, welded from 2×4mm titanium mesh. The anode basket size matches the existing tank 1:1, suitable for acidic nickel plating and high chloride ion conditions. Precious metal coating load: 12g/m². Design life: 3 years.
Results After the Upgrade
Nickel plating pinholes, pitting, and peeling defects reduced by 98%+. Product defect rate reduced from 3.2% to 0.25%-. Coating thickness uniformity deviation reduced from 18% to 3.8%. Coating thickness compliance rate in deep cavity areas: 100%.
3. MMO Titanium Anode for Copper Plating
A Taiwanese PCB manufacturer with 12 VCP vertical continuous electroplating production lines (acid sulfate blind via filling copper plating) for 20-layer high aspect ratio PCB motherboards.
- Plating Solution: Acidic Sulfate
- Copper Sulfate 180-220g/L
- Sulfuric Acid 50-70g/L
- Chloride Ion 50-70ppm
- pH: <1 (Strongly Acidic)
- Temperature: 32-38℃
- Current Density: 2600A/m²
- Soluble Phosphor Bronze Balls
The dissolution of phosphor bronze balls produces copper powder and anode sludge, contaminating the plating solution and causing defects such as burrs, pits, and pinholes in the PCB plating layer. Short circuit and open circuit defects reach 3.5%.
Wstitanium Solutions
Platinum-coated titanium mesh anode, 1.5mm thick ultra-thin titanium mesh, 2×3mm mesh size. Platinum coating thickness 3μm, coating load 10g/m². Design life 5 years, perfectly suited for the high-precision, highly acidic conditions of PCB copper plating. Optimized electrode spacing to 40mm.
Results After the Upgrade
PCB short-circuit and open-circuit failure rates reduced from 3.5% to 0.18%. Product scrap rate reduced by 95%. TP value of 20:1 high aspect ratio blind vias increased from 55% to 95%, completely solving the problems of voids and lack of copper in vias. Consumable costs reduced by 90%. Additive consumption reduced by 45%.

4. MMO Titanium Anodes for Hard Chrome Plating
Six large-scale gantry-type hard chrome plating production lines in Malaysia. The core technology is chromic anhydride-based hard chrome plating, providing hard chrome plating services for hydraulic cylinders and piston rods in engineering machinery. Maximum workpiece length is 6 meters, with a plating thickness requirement of 30-100μm.
- Chromic Anhydride - Sulfuric Acid
- Chromic Anhydride 240-260g/L
- Sulfuric Acid 2.4-2.6g/L
- Trivalent Chromium 2-5g/L
- pH: <1
- Temperature: 55-65℃
- Current Density: 6000A/m²
- Lead-Antimony Alloy Anode (Pb-Sb7%)
Lead-antimony alloy anodes easily form a lead sulfate passivation film in chromic acid plating solutions, causing the tank voltage to continuously rise from the initial 6V to over 10V. Electricity costs continue to increase. Severe lead anode leaching contaminates the plating solution. Product qualification rate is only 81%.
Wstitanium Solutions
Iridium-tantalum gradient-coated titanium anode. Gr1 high-purity titanium plate substrate, 5mm thick, precious metal coating load 25g/m². Design life 3 years, perfectly suited for the strong acidity, strong oxidation, and high oxygen evolution conditions of hard chrome plating.
Results After the Upgrade
Chromium plating pinholes and pitting defects reduced by 99%, plating hardness stabilized above HV1000, adhesion improved by 30%. Product yield increased from 81% to 98.8%. Tank voltage stabilized at around 5.2V, a decrease of 3.5V compared to before the upgrade.

5. MMO Titanium Anode for Cyanide-Free Gold Plating
A Swiss jewelry manufacturer providing high-end gold plating services for top global luxury brands. Four precision plating production lines. The plating technology is cyanide-free sulfite plating.
- Sulfite-based, Cyanide-free, Alkaline
- Sodium Gold Sulfite 8-12g/L
- Sodium Sulfite 60-80g/L
- Sodium Citrate 10-15g/L
- pH: 6.5-7.5
- Brightener 1-2ml/L
- Temperature: 45-55℃
- Current Density: 300A/m²
Current efficiency is only 82%. Irregularly shaped jewelry and complex designs are prone to uneven plating thickness, inconsistent color, and incomplete plating. The product scrap rate is as high as 4.5%, resulting in significant gold loss.
Wstitanium Solutions
Platinum-coated titanium mesh anode. Gr1 high-purity titanium substrate, platinum coating thickness 5μm. Coating load 10g/m², designed life 6 years. The coating can be repeatedly refurbished and recoated after failure, perfectly suited to the high purity and high precision requirements of cyanide-free gold plating.
Results After the Upgrade
The gold plating has a uniform color, without blackening or color difference issues. Thickness uniformity deviation ≤3%. The problem of incomplete plating on complex irregular parts is completely solved. Product scrap rate reduced from 4.5% to below 0.3%. Current efficiency increased from 82% to 96.5%. Gold recovery rate increased from 92% to 99.92%.

6. MMO Titanium Anodes for Stainless Steel Electropolishing
A well-known Dutch medical device manufacturer with three fully automated electropolishing production lines. The core technology is the phosphoric acid-sulfuric acid system for electropolishing stainless steel, used for 316L stainless steel orthopedic screws, plates, and surgical instruments. Surface roughness requirement: Ra ≤ 0.025 μm.
- Sulfuric acid 20-25%
- Phosphoric acid 65-70%
- Corrosion inhibitor, brightener 3-5%
- Phosphoric acid-sulfuric acid mixed system
- pH: <1
- Temperature: 50-60℃
- Current density: 3000A/m²
The surface roughness cannot consistently meet the Ra≤0.025μm requirement. The product qualification rate is only 88%. The lead anode has a lifespan of only 2 months, and the electrolyte is contaminated with lead impurities. Electrolyte procurement and hazardous waste disposal costs are extremely high. The cell voltage fluctuates greatly, increasing from an initial 8V to over 15V, resulting in persistently high energy consumption.
Wstitanium Solutions
Iridium-tantalum-titanium anode. Gr1 high-purity titanium plate substrate, 3mm thick, coating load 20g/m². Design life 3 years, perfectly suited for the strong acidity, strong oxidation, and high oxygen evolution conditions of electropolishing.
Results After the Upgrade
Operating temperature reduced from 60℃ to 40℃. Workpiece surface roughness stably controlled at Ra≤0.02μm. Issues such as flow marks, pitting, and over-corrosion were completely resolved, increasing the product qualification rate from 88% to 99.2%.

7. Titanium Anodes for Electroplating Wastewater Treatment
A plating industrial park in the Czech Republic houses 12 plating companies, covering zinc plating, nickel plating, copper plating, chromium plating, and precious metal plating. The wastewater discharge is 3000 m³/day, containing heavy metals such as cyanide, hexavalent chromium, nickel, copper, and zinc, as well as high concentrations of COD and ammonia nitrogen.
- Total Cyanide: 15-30 mg/L
- Influent COD: 600-800 mg/L
- Total Chromium: 30-50 mg/L
- Influent Ammonia Nitrogen: 80-120 mg/L
- Nickel Ions: 20-40 mg/L
- Copper Ions: 15-30 mg/L
- Zinc Ions: 10-20 mg/L
- pH: 2-12 (Very fluctuating)
The Fenton oxidation technology has unstable removal efficiency for COD and cyanide. Effluent COD and total cyanide frequently exceed standards. Wastewater reuse rate is only 20%.
Wstitanium Solutions
Primary Cyanolysis System for Cyanide and Chromium Removal: Ruthenium-iridium-titanium mesh anode group. Effective area per anode group: 120 m². Coating load: 15 g/m². Design life: 3 years. Primarily responsible for cyanide complex breaking, hexavalent chromium reduction, and heavy metal removal.
Secondary COD Deep Degradation Electrolysis System: Iridium-tantalum-titanium mesh anode group. Effective area per anode group: 180 m². Coating load: 20 g/m². Design life: 3 years. Primarily responsible for the deep removal of recalcitrant COD and ammonia nitrogen.
Results After the Upgrade
The effluent COD is consistently below 30 mg/L, with a removal rate ≥95%. Total cyanide effluent is <0.1 mg/L, with a removal rate ≥99.8%. Hexavalent chromium effluent is <0.02 mg/L. Total chromium effluent is <0.5 mg/L, with a removal rate ≥99.9%. Heavy metals such as nickel, copper, and zinc effluent are all below 0.1 mg/L, with a removal rate ≥99.9%. Wastewater reuse rate has increased from 20% to 65%. Reagent consumption is reduced by 85% compared to Fenton technology. Hazardous waste generation is reduced by 90%. The energy consumption per ton of water for the electrochemical system is only 6.8 kWh.
A Comprehensive Comparison of All Anodes for Electroplating
To help global electroplating customers more clearly select the right anode, Wstitanium has conducted a comprehensive comparison of MMO titanium anodes with different coating systems, based on ASTM international standard testing and combined with real-world measurement data from the electroplating industry. All data comes from authoritative third-party testing institutions and feedback from global customers, ensuring authenticity, accuracy, and traceability.
| Comparison | Ru-Ir | Ir-Ta | Pt | Ru-Ir-Sn |
|---|---|---|---|---|
| Core Coating Composition | 60%RuO2-20%IrO2-20%TiO2 | 70%IrO2-30%Ta2O5 | Pure Pt/PtO2 | 50%RuO2-20%IrO2-20%SnO2-10%TiO2 |
| Chlorine Evolution Overpotential (vs SHE, 200A/m²) |
≤1.12V | ≤1.28V | ≤1.20V | ≤1.10V |
| Oxygen Evolution Overpotential (vs SHE, 200A/m²) |
≤1.48V | ≤1.35V | ≤1.40V | ≤1.45V |
| Current Efficiency | ≥92% | ≥88% | ≥95% | ≥93% |
| pH | 1-12 | 0-12 | 0-14 | 1-12 |
| Strong Acid Resistance | Good | Excellent | Excellent | Good |
| Chloride Ion Resistance | Excellent | Good | Excellent | Excellent |
| High Current Resistance | Good | Good | Excellent | Excellent |
| Design Service Life | 3-5 Years | 3-6 Years | 5-8 Years | 4-6 Years |
| Design Life (Strong Corrosion) |
1-2 Years | 1-3 Years | 3-5 Years | 2-4 Years |
| Recommended Applications | Conventional zinc plating, copper plating, nickel plating, electrolytic degreasing, barrel plating. | Hard chrome plating, electropolishing, strong acid electroplating, precious metal recovery. | Precious metal electroplating (gold, silver plating, etc.), high-precision PCB electroplating, aerospace electroplating. | Continuous zinc/tin plating, high-speed electroplating, high current density electroplating, high-salt bath electroplating. |
| Cost Performance | Extremely High | Medium | Relatively Low | Extremely High |
MMO Titanium Anodes for Electroplating Selection Guide
Based on 12+ years of experience in electroplating anode manufacturing and data from over 1000 electroplating customers worldwide, Wstitanium has developed this selection guide. Even if you have no experience with MMO anodes, you can complete the initial selection using this guide. Before selecting an MMO titanium anode, you need to understand the following core operating conditions. These parameters will determine the coating system, product form, and size specifications. This is also the core basis for providing you with accurate selection solutions.
1. Optimal Coating System
Choosing the wrong coating system can lead to short anode life, substandard performance, and even rapid failure. Wstitanium has compiled a list of optimal coating systems for all types of electroplating technologies:
| Electroplating Technology | Plating Solution | Recommended Coating | Alternative Coating |
|---|---|---|---|
| Acid Zinc Plating, Alkaline Zinc Plating | Weak acid / weak alkaline, containing chloride ions | Ru-Ir | Ru-Ir-Sn |
| Zinc-Nickel Electroplating | Weak alkaline | Pt | Ru-Ir |
| Acid / Alkaline Copper Plating | Weak acid / weak alkaline, high requirements for plating solution purity | Ru-Ir | Pt |
| PCB Through-Hole / Blind Hole Copper Plating | Weak acidic, high precision requirements | Pt | Ru-Ir |
| Nickel Plating, Electroless Nickel Plating | Weak acid / weak alkaline, easy to produce anode sludge | Ru-Ir | Ru-Ir-Sn |
| Hard Chrome Plating | Strongly acidic, high concentration chromic acid, strong oxidizing | Ir-Ta | Pt |
| Trivalent Chromium Plating | Weak acidic, high requirements for hexavalent chromium suppression | Ru-Ir | Ir-Ta |
| Gold Plating, Silver Plating | Weak acid / neutral, extremely high requirements for coating purity | Pt | None |
| Stainless Steel / Aluminum Electropolishing | Strongly acidic, high concentration mixed acid, strong oxidizing | Ir-Ta | Pt |
| Electrolytic Degreasing / Pre-Electroplating Treatment | Strongly alkaline, high requirements for degreasing efficiency | Ru-Ir | Ru-Ir-Sn |
| Continuous Zinc / Tin Plating for Strip Steel | High salt, high current density, high-speed continuous production | Ru-Ir-Sn | Ru-Ir |
| Aluminum Anodizing | Strongly acidic, high voltage, high oxygen evolution | Ir-Ta | Ru-Ir |
| Metal Recovery from Electroplating Waste Liquid | Strongly acidic, complex composition, strong corrosivity | Ir-Ta / Ru-Ir-Sn | Pt |
| Electroplating Wastewater Treatment | Complex composition, large pH fluctuation, strong corrosivity | Ru-Ir / Ir-Ta | Ru-Ir-Sn |
2. Determining the Anode Shape
Anode shape determines the uniformity of current distribution, ease of installation and maintenance, and compatibility with existing production lines. Wstitanium has compiled the optimal product form for different scenarios.
For standard rack plating, small plating tanks, and decorative plating: MMO titanium mesh anodes are the preferred choice due to their lightweight nature, uniform current distribution, easy installation, and high cost-effectiveness.
For hard chrome plating, large sheet metal plating, and high-power plating tanks: MMO titanium plate/sheet anodes are the preferred choice. They offer high mechanical strength, can withstand high current densities, and exhibit strong dimensional stability.
For plating deep holes, inner walls, and tubular workpieces: MMO titanium rod/tube anodes are the preferred choice, penetrating deep into the workpiece cavity and providing 360° uniform current distribution, perfectly solving the challenges of deep hole plating.
For rack plating, barrel plating, and batch plating of small parts: Dedicated titanium anode baskets/frames are the preferred choice, directly replacing existing lead anode baskets. They are used with anode bags for easy maintenance.
For continuous plating production lines of strip steel, coils, and wires: Strip/strip MMO titanium anodes are the preferred choice, enabling seamless ultra-long dimensions. They provide uniform current distribution throughout the line and are suitable for high-speed continuous production.
For irregularly shaped tanks, special workpieces, and non-standard plating equipment: Fully customized MMO anodes are recommended. Titanium Anodes. Wstitanium can customize anodes of any shape and size according to your drawings and working conditions.
3. Calculating the Effective Anode Area
The effective anode area determines the working current density of the anode. It is crucial for ensuring long-term stable operation and achieving the designed service life of the anode. Wstitanium provides a simple and accurate calculation formula.
Total Effective Anode Area (m²) = Total Operating Current of the Production Line (A) ÷ Recommended Operating Current Density (A/m²)
We have compiled recommended operating current density ranges for different electroplating technologies. Strictly adhering to these ranges during design will ensure the anode reaches its designed service life and prevent rapid anode failure due to excessive current density.
| Electroplating Technology | Recommended Working Current Density | Maximum Withstand Current Density |
|---|---|---|
| Conventional Zinc Plating, Copper Plating, Nickel Plating | 100-500 A/m² | 2000 A/m² |
| Hard Chrome Plating, Electropolishing | 200-800 A/m² | 3000 A/m² |
| Precious Metal Electroplating (Gold Plating, Silver Plating, etc.) | 50-300 A/m² | 1500 A/m² |
| High-Precision PCB Electroplating | 100-600 A/m² | 2500 A/m² |
| Continuous Strip Steel Electroplating, High-Speed Electroplating | 500-2000 A/m² | 5000 A/m² |
| Electrolytic Degreasing, Pre-Treatment | 100-800 A/m² | 3000 A/m² |
| Electrowinning Metal Recovery, Wastewater Treatment | 200-1000 A/m² | 3000 A/m² |
Example: A hard chrome plating production line has a total operating current of 1000A. The recommended current density is 500A/m². Therefore, the total effective anode area = 1000A ÷ 500A/m² = 2m². You need to select an iridium-tantalum coated titanium plate anode with a total effective area of not less than 2m².
4. Precious Metal Loading
Coating load (i.e., the precious metal content per unit area, unit: g/m²) determines the anode’s design life. A higher coating load results in a longer lifespan. Wstitanium has compiled recommended coating loads for different coating systems and design lives.
| Coating | Design Life 1-2 Years | Design Life 3-5 Years | Design Life 5-8 Years |
|---|---|---|---|
| Ru-Ir | ≥5 g/m² | ≥10 g/m² | ≥20 g/m² |
| Ir-Ta | ≥10 g/m² | ≥20 g/m² | ≥30 g/m² |
| Pt | ≥2 g/m² (Thickness ≥1 μm) | ≥5 g/m² (Thickness ≥2.5 μm) | ≥10 g/m² (Thickness ≥5 μm) |
| Ru-Ir-Sn | ≥8 g/m² | ≥15 g/m² | ≥25 g/m² |
5. Electrode Spacing
Electrode spacing (the distance between the anode and cathode workpiece) affects the tank voltage, energy consumption, and current distribution uniformity. Wstitanium provides recommended electrode spacing values commonly used in the electroplating industry.
Conventional rack plating, small electroplating tanks: Recommended electrode spacing 50-100mm.
Hard chrome plating, large workpiece electroplating: Recommended electrode spacing 80-150mm.
PCB electroplating, high-precision electroplating: Recommended electrode spacing 30-80mm.
Continuous steel strip electroplating, high-speed electroplating: Recommended electrode spacing 10-30mm.
Follow the principles:
The anodes should be evenly distributed on both sides of the cathode workpiece to ensure consistent distance between all surfaces of the workpiece and the anode, avoiding problems such as excessive local current and excessively thick plating layers.
The effective length of the anode should extend beyond the top and bottom ends of the workpiece to avoid excessively thin plating layers at the top and bottom edges.
The conductive connection of the anode should use a titanium conductive rod/base to avoid galvanic corrosion caused by dissimilar metal contact, which leads to increased contact resistance and increased tank voltage.
For deep holes and irregularly shaped workpieces, a special auxiliary anode should be used to ensure the uniformity of the coating in the inner cavity and dead corners of the workpiece.
Common Selection Misconceptions
Misconception 1: All electroplating technologies can use the same MMO anode coating.
Avoidance: Different electroplating technologies have vastly different plating bath systems, oxygen/chlorine reaction ratios, and corrosivity. A matching coating system must be selected. For example, hard chrome plating requires an iridium-tantalum coating; using a common ruthenium-iridium coating will cause the anode to fail rapidly within 1-3 months.
Misconception 2: Higher current density means faster plating speed, regardless of the anode’s tolerance range.
Avoidance: Each coating anode has a maximum withstand current density. Operating above the recommended current density for extended periods will lead to rapid coating peeling, titanium substrate passivation, and a significantly shortened anode lifespan.
Misconception 3: Focusing only on the initial purchase price while ignoring the total lifespan cost.
Avoidance: The core value of MMO titanium anodes lies in their long lifespan, low energy consumption, and low maintenance costs. Low-priced, inferior anodes often use low-purity substrates and coatings with low precious metal content, resulting in a lifespan of only 3-6 months and ultimately higher overall costs. Wstitanium consistently adheres to a high-quality positioning, providing customers with the optimal full lifecycle cost solutions.
Misconception 4: Anode area calculation only considers the projected area, ignoring the effective reaction area.
Avoidance: The effective reaction area of a titanium mesh anode is 2-3 times the projected area. Calculating based solely on the projected area will result in insufficient anode area. The actual current density will far exceed the design value, leading to rapid anode failure. We will accurately calculate the effective reaction area for you, ensuring long-term stable anode operation.
If you are unsure how to select a model, or have special operating requirements, please submit your operating parameters and needs on the “Get A Quote” page. Our dedicated electroplating application engineers will provide you with one-on-one free selection solutions, drawing design, and cost calculation services within 24 hours. Of course, Wstitanium also provides application case studies from industry benchmark customers for reference.
FAQ
A: An MMO titanium anode (Mixed Metal Oxide Titanium Anode), also called a dimensionally stable anode (DSA), is an insoluble anode with a substrate of ASTM standard Gr1/Gr2 high-purity titanium, coated with an active coating of precious metal oxides such as ruthenium, iridium, platinum, and tantalum.
Differences between electroplating MMO titanium anodes and water treatment MMO anodes:
Coating formulations differ: Electroplating anodes have optimized formulations for different electroplating solution systems and oxygen/chlorine reaction ratios, better suited to the precise current control requirements of electroplating technology. Water treatment anodes are mainly designed for the strong oxidation needs of wastewater treatment, with a more general formulation, which cannot meet the stringent requirements of electroplating technology for coating uniformity and plating solution purity.
Coating precision differs: Electroplating-specific anodes have higher coating precision, with an in-plane coating load deviation of ≤3%, ensuring extremely uniform current distribution. Water treatment anodes have relatively lower requirements for coating precision.
Different substrates and shapes: Electroplating anodes can be customized in a full range of shapes, including mesh, plate, rod, tube, basket, and irregular shapes. Anodes for water treatment are mainly in plate, mesh, and tube types.
A: In most cases, Wstitanium’s electroplating-specific MMO titanium anodes can directly replace your existing traditional anodes on your electroplating line at a 1:1 ratio, without any modifications to the electroplating tank, rectifier power supply, or production line structure. We will customize them 1:1 according to the size, mounting hole positions, and conductivity method of your existing anodes, allowing for direct installation and use.
A: The design lifespan of MMO titanium anodes for electroplating is strongly related to the coating system and operating parameters. Under normal operating conditions:
Ruthenium-iridium/Ruthenium-iridium-tin: 3-5 years;
Iridium-tantalum (hard chrome/electroplated): 1-3 years;
Platinum: 5-8 years, up to 10 years or more under stable operating conditions.
The key factors affecting anode lifespan include:
Operating current density: Long-term operation exceeding the recommended current density will lead to rapid coating peeling, passivation of the titanium substrate, and a significant reduction in lifespan.
Plating bath environment: Strongly acidic, highly oxidizing, and high chloride ion concentrations will accelerate coating wear and relatively shorten lifespan.
Operating temperature: Long-term operation at temperatures exceeding 60℃ will accelerate coating aging and reduce lifespan.
Coating load: The higher the precious metal coating load, the longer the lifespan.
Routine maintenance: Regular cleaning, avoiding reverse current, and avoiding no-load operation can effectively extend the service life of the anode.
A: Absolutely not. Wstitanium’s electroplating-specific MMO titanium anodes use a highly stable noble metal oxide coating. During electroplating, it only acts as an electrocatalyst. The coating itself does not dissolve or leach, and will not release any heavy metal ions into the plating solution.
A: Hard chrome plating must use iridium-tantalum (IrO₂-Ta₂O₅) MMO titanium anodes. This is the globally recognized optimal choice in the hard chrome plating industry, for the following reasons:
Hard chrome plating uses a high-concentration chromic acid plating solution, which is a highly acidic, highly oxidizing, and oxygen-evolving environment. Ruthenium-iridium coatings will dissolve and fail rapidly under these conditions, with a lifespan of only 1-3 months.
Iridium-tantalum coatings exhibit exceptional resistance to strong acids and oxidizing corrosion. They remain stable in high-concentration chromic acid plating solutions, exhibiting no passivation or dissolution, extremely low oxygen evolution overpotential, and long-term stable tank voltage. Their service life is more than 10 times that of ruthenium-iridium coatings.
Wstitanium’s iridium-tantalum coatings utilize gradient coating technology, further enhancing adhesion and corrosion resistance. The designed lifespan is 3-5 years under hard chromium plating conditions.
A: Platinum-coated titanium anodes are preferred for precious metal electroplating such as gold and silver for the following three key reasons:
**Exceptional Electrochemical Stability:** The platinum coating does not dissolve or leach in any gold or silver plating solution, preventing contamination. It perfectly guarantees the purity and color of the gold and silver plating.
**Extremely High Current Efficiency:** The platinum coating has moderate hydrogen and oxygen evolution overpotentials, with a current efficiency ≥95%, significantly improving the deposition efficiency of gold and silver and greatly reducing production costs.
**Extra-Long Service Life:** Platinum-coated titanium anodes are designed for a service life of 5-8 years. The coating can be repeatedly refurbished and recoated after failure. The total life-cycle cost is relatively low. It is the standard product in the global high-end precious metal electroplating industry.
A: For acidic nickel and copper plating, ruthenium-iridium coated MMO titanium anodes are the preferred choice, with the following key advantages:
Compatible with acidic plating solutions: Ruthenium-iridium coatings exhibit excellent corrosion resistance and electrochemical stability in acidic plating solutions, without passivation, dissolution, or contamination of the plating solution.
High current efficiency: Ruthenium-iridium coatings have a moderate oxygen evolution overpotential, current efficiency ≥92%, and long-term stable tank voltage, reducing energy consumption by more than 20% compared to traditional soluble anodes.
Extremely high cost-effectiveness: The initial purchase cost of ruthenium-iridium coatings is significantly lower than that of platinum-based coatings. The design life can reach 3-5 years. It is the most widely used anode product for acidic nickel and copper plating worldwide.
If your copper plating technology involves high-precision through-hole/blind-hole copper plating on PCBs, requiring extremely high plating precision, we recommend choosing platinum-coated titanium anodes. These anodes offer superior current distribution uniformity and plating precision control.
A: For alkaline zinc plating systems, ruthenium-iridium or ruthenium-iridium-tin MMO titanium anodes are preferred. The core compatibility and special requirements are as follows:
Alkaline Corrosion Resistance: The pH value of alkaline zinc plating systems is typically between 12 and 14. Ruthenium-iridium and ruthenium-iridium-tin coatings exhibit excellent corrosion resistance under strongly alkaline conditions, remaining non-passivated and non-dissolving over long-term operation, making them perfectly suited for alkaline zinc plating systems.
Chlorine Evolution Catalytic Activity: Alkaline zinc plating systems typically contain a high concentration of chloride ions. Ruthenium-iridium and ruthenium-iridium-tin coatings have extremely low chloride evolution overpotentials and current efficiencies ≥93%, effectively improving the fineness and uniformity of the zinc plating layer.
Special Requirements: Titanium mesh anodes should be preferred for alkaline zinc plating systems to ensure smooth electrolyte circulation.
A: The recommended operating temperature for Wstitanium MMO titanium anodes specifically designed for electroplating is ≤65℃. The electrochemical performance and service life of the anode fully meet design requirements.
Ruthenium-iridium/Ruthenium-iridium-tin coatings: Short-term maximum 120℃.
Iridium-tantalum coatings: Short-term maximum 150℃.
Platinum coatings: Short-term maximum 180℃.
High temperatures significantly impact the lifespan of anods. When the operating temperature consistently exceeds 65°C, the coating wear rate doubles for every 10°C increase in temperature. Simultaneously, high temperatures accelerate the oxidation of the titanium substrate, leading to passivation. If your electroplating technology operates at temperatures consistently above 65°C, please inform us in advance. Wstitanium will customize a high-temperature resistant coating formula specifically for you.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
A: Wstitanium’s electroplating-specific MMO titanium anodes fully comply with EU REACH and RoHS regulations, as well as global environmental regulations such as the US EPA and California Proposition 65. The products do not contain restricted heavy metals such as lead, cadmium, mercury, and hexavalent chromium. They contain no toxic or harmful substances, completely eliminating the environmental compliance risks associated with traditional lead anodes.
We can provide RoHS and REACH test reports issued by globally recognized third-party testing institutions, as well as a complete set of certification documents including ISO9001 quality management system certification, product performance test reports, and accelerated life test reports.






{kind=link}
{kind=link}
{kind=link}