
In persulfate production, the performance of MMO titanium anodes determines current efficiency, energy consumption, product purity, and the stability and economy of the entire system. Persulfates (including ammonium persulfate, sodium persulfate, potassium persulfate, etc.) play an indispensable role in modern industry as important strong oxidants. They are widely used in areas such as printed circuit board etching in the electronics industry, bleaching in the textile industry, oil well fracturing in the petroleum industry, advanced oxidation technologies for environmental remediation, and polymerization initiators for polymer materials.
On an industrial scale, persulfates are almost entirely produced by electrolysis. The core reaction involves oxidizing sulfate ions (SO₄²⁻) or bisulfate ions (HSO₄⁻) at the anode surface to generate persulfate ions (S₂O₈²⁻). With a standard redox potential of 2.01V, it is one of the strongest known peroxide oxidants. The overall reaction equation for the electrolytic production of persulfate is:

- 2HSO₄⁻ → S₂O₈²⁻ + H₂↑
- 2SO₄²⁻ → S₂O₈²⁻ + 2e⁻
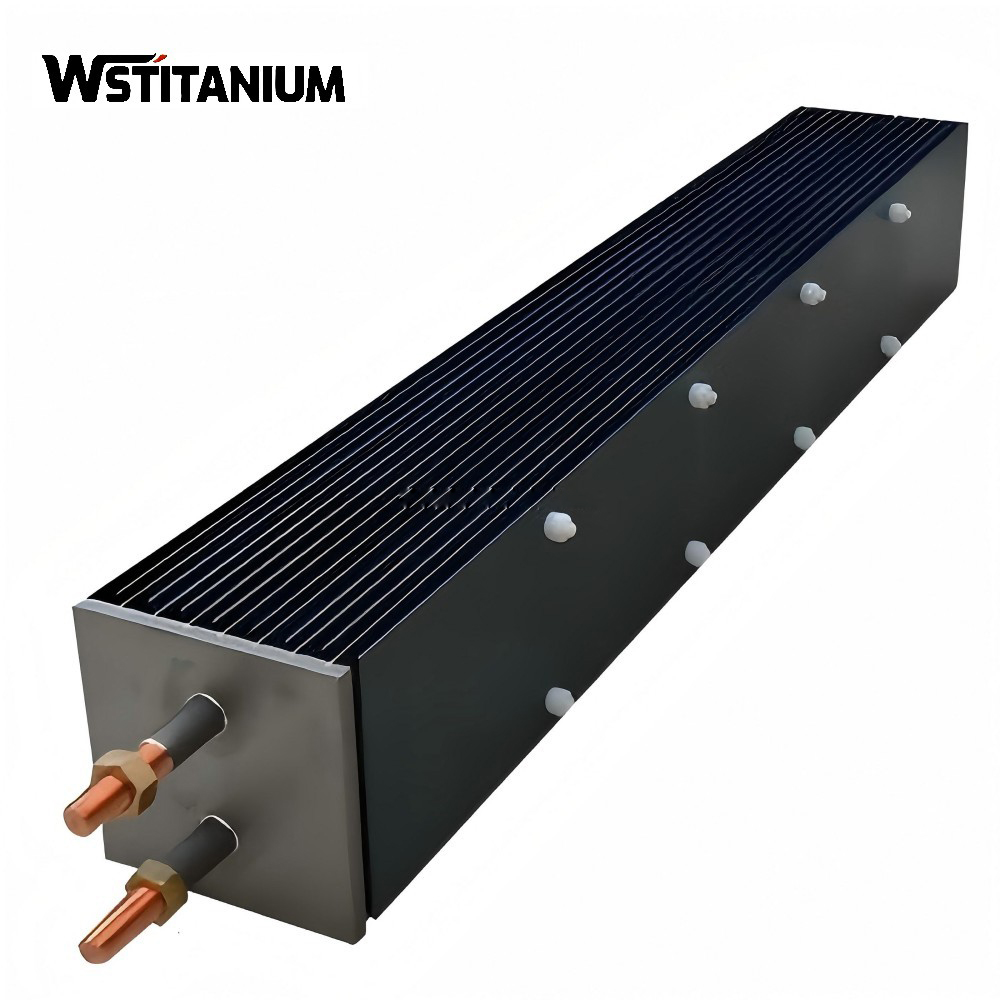
MMO Titanium Anode Coating Systems for Persulfate Production
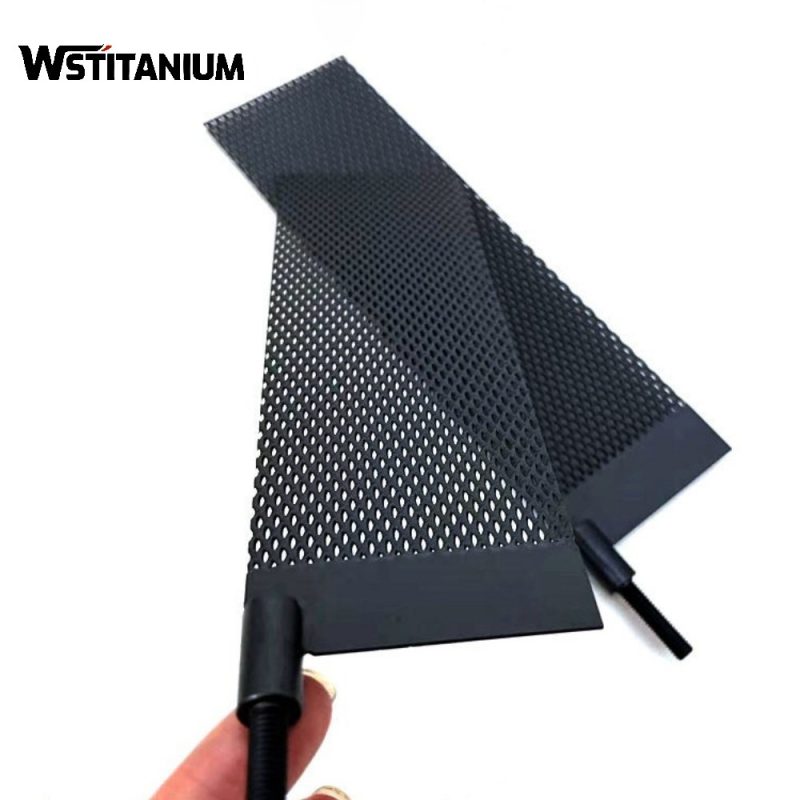
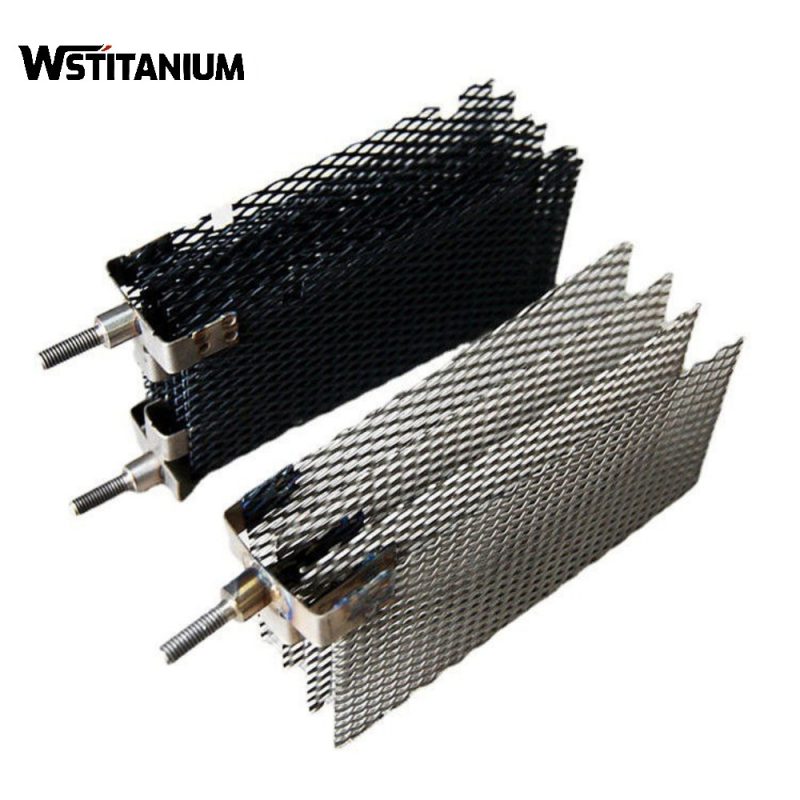
Wstitanium, a leading MMO titanium anode manufacturer in China, provides high-performance, customized titanium anode solutions to the global electrochemical industry. For persulfate production, we have developed platinum-coated titanium anodes, iridium-tantalum-coated titanium anodes, and lead dioxide-coated titanium anodes. Our products have been successfully applied in over 30 persulfate production plants, significantly reducing energy consumption and improving efficiency and product quality.
In persulfate electrolysis, sulfate ions are adsorbed on the platinum surface and their oxidation is promoted to generate persulfate radicals (SO₄⁻・). Two sulfate radicals combine to form persulfate ions (S₂O₈²⁻). Simultaneously, an oxygen evolution reaction (OER) occurs on the platinum surface: 2H₂O → O₂↑ + 4H⁺ + 4e⁻.
- Current efficiency: 85%-92%
- Oxygen evolution overpotential: 1.6V vs. SHE
- Excellent corrosion resistance
- Current density ≤10000A/m²
- pH 1-14
- Lifespan: 3-8 years

Iridium-tantalum coated titanium anodes are high-performance oxygen-evolving MMO titanium anodes. Iridium oxide (IrO₂) is the main electrocatalytic active component, exhibiting extremely low oxygen evolution overpotential. Tantalum oxide (Ta₂O₅) acts as a stabilizer, forming a stable solid solution structure with iridium oxide.
- Oxygen evolution overpotential: 0.22V (vs. SHE 1A/dm²)
- Iridic chloride (H₂IrCl₆・6H₂O), purity ≥99.99%
- Tantalum pentachloride (TaCl₅), purity ≥99.99%
- Thermal decomposition sintering at 450-550℃
- Solvents: n-Butanol, isopropanol, etc.
- Current density ≤50000A/m²
- pH 1-14

Lead dioxide possesses a high oxygen evolution overpotential (approximately 1.7V vs. SHE) and good conductivity. In persulfate electrolysis, it effectively suppresses the oxygen evolution side reaction and improves current efficiency. The lead dioxide coating exhibits good corrosion resistance and chemical stability, and is not easily dissolved in acidic environments. Lead dioxide has two crystalline forms: α-PbO₂ and β-PbO₂. Among them, β-PbO₂ exhibits higher conductivity and electrocatalytic activity, and is the commonly used crystalline form in persulfate production.
- Suppresses Oxygen Evolution Side Reaction
- Current Efficiency 92%-94%
- Low Cost
- Higher Cost-Effectiveness
- Current Density ≤3000A/m²
MMO Titanium Anode Comparison
To help you better select the right MMO titanium anode product, Wstitanium has provided a detailed comparison of the performance parameters of MMO titanium anodes for the three main coating systems mentioned above, as shown in the table below:
| Performance | Platinum (Pt) | IrO₂-Ta₂O₅ | PbO₂ |
|---|---|---|---|
| Active Element | Metallic Platinum (Pt) | Iridium Oxide (IrO₂), Tantalum Oxide (Ta₂O₅) | Lead Dioxide (PbO₂) |
| Oxygen Evolution Overpotential (vs. SHE, 1A/dm²) | ~1.6 V | ~1.42 V | ~1.70 V |
| Current Efficiency | 85%–92% | 82%–88% | 92%–94% |
| Current Density | 1000–10000 A/m² | 500–5000 A/m² | 500–3000 A/m² |
| Temperature | ≤ 150°C | ≤ 85°C | ≤ 70°C |
| pH Range | 1–14 | 1–14 | 1–7 |
| Coating Thickness | 0.2–10 µm | 5–20 µm | 50–200 µm |
| Precious Metal Loading | 5–50 g/m² | 10–40 g/m² | - |
| Coating Adhesion | ≥ 30 MPa | ≥ 30 MPa | ≥ 25 MPa |
| Resistivity | ≤ 10 µΩ·cm | ≤ 10 µΩ·cm | ≤ 50 µΩ·cm |
| Service Life | 3–8 years | 2–5 years | 1–3 years |
| Product Purity | No impurities | No impurities | Trace lead ions |
| Energy Consumption Level | Low | Lowest | Medium |
| Initial Cost | High | Medium-High | Low |
| Long-Term Cost | Medium | Low | Medium |
| Production Scale Suitability | Large, Medium | Large, Medium, Small | Medium, Small |
Project Cases
Wstitanium’s MMO titanium anode products have been successfully applied in numerous persulfate production companies worldwide. Below are a few typical engineering case studies:
Case 1: Ammonium Persulfate and Sodium Persulfate
One of Italy’s largest persulfate producers has invested in multiple ammonium persulfate and sodium persulfate production lines. Its existing electrolytic cells used platinum sheet anodes, which suffered from problems such as expensive platinum sheets, rapid consumption, and high maintenance costs.
Project Requirements:
- Reducing anode costs and maintenance expenses
- Improving current efficiency and reducing energy consumption
- Extending anode lifespan
- Ensuring product purity
Wstitanium Solution
Wstitanium plating employed pulse electroplating technology to prepare a platinum coating. The platinum content was 20 g/m², and the coating thickness was 2 μm. A titanium mesh substrate was used, with a mesh size of 12.7 mm × 4.5 mm and a thickness of 1.5 mm. A titanium frame and conductive rods were designed to ensure uniform current distribution. The existing electrolytic cell was appropriately modified to accommodate the new anode installation.
Results
Current efficiency increased from 82% to 88%. Energy consumption per ton of product decreased from 1350 kWh to 1220 kWh. Anode lifespan was extended from 2 years to 5 years, reducing anode replacement frequency and maintenance costs. Compared to platinum sheet anodes, initial costs were reduced by approximately 40%, and long-term operating costs were reduced by approximately 60%. Product purity remained consistently above 99.5%.
Case 2: Sodium Persulfate
A leading Polish fine chemical company primarily produces high-purity sodium persulfate. The sodium persulfate is mainly supplied to the electronics and pharmaceutical industries. Its original electrolytic cells used lead alloy anodes, which suffered from high energy consumption, lead ion contamination of the products, and short lifespan.
Project Requirements
- Eliminate lead ion contamination
- Improve product purity
- Reduce energy consumption and operating costs
- Extend anode lifespan
- Comply with EU environmental standards
Wstitanium Solution
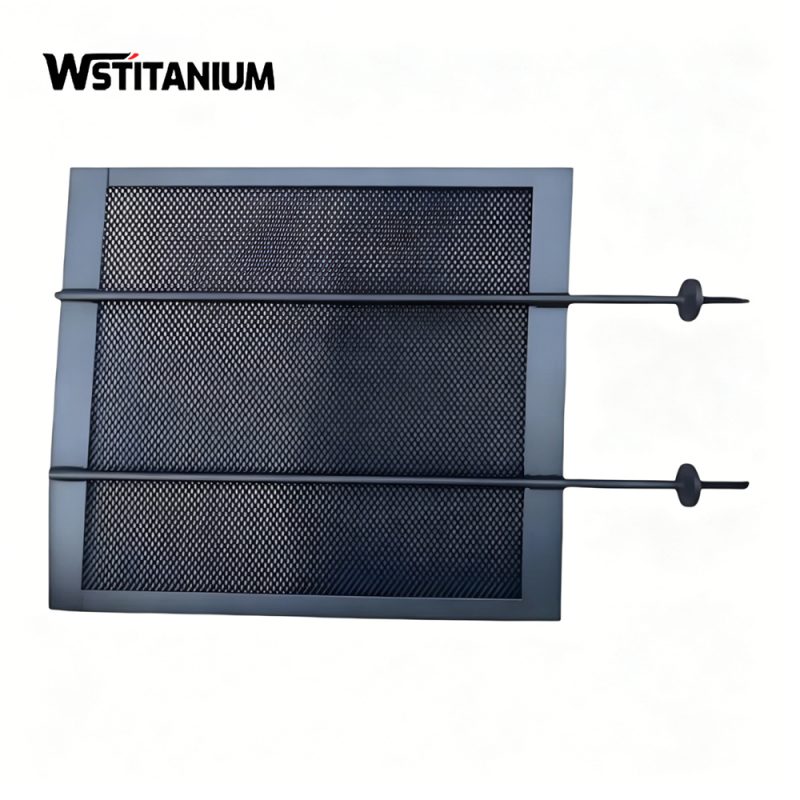
Wstitanium developed a multi-layered gradient iridium-tantalum coating. The iridium-tantalum ratio is 70:30, with a precious metal content of 20 g/m². A Gr2 titanium plate substrate, 3 mm thick, with dimensions of 1200 mm × 800 mm, is used. Copper-plated titanium conductive connections ensure excellent conductivity.
Results
Lead ion contamination was completely eliminated, achieving a product purity of over 99.9%, meeting electronic and pharmaceutical grade requirements. Energy consumption per ton of product was reduced from 1500kWh to 1250kWh. The anode lifespan has been extended from 1 year to 3 years. Lead pollution has been eliminated, meeting EU environmental standards. Cell voltage fluctuations are smaller, resulting in more stable production.
Case Study 3: Potassium Persulfate Production
A medium-sized chemical company in the Czech Republic primarily produces potassium persulfate, mainly supplying the European market. Its existing electrolytic cells used graphite anodes, which suffered from problems such as dimensional instability, rapid consumption, low current efficiency, and high energy consumption.
Project Requirements
- Reduced anode costs and maintenance expenses
- Improved current efficiency and reduced energy consumption
- Extended anode lifespan
- High return on investment

Wstitanium Solution
Wstitanium offers an economical and practical lead dioxide-coated titanium mesh anode solution. It features a 100μm thick β-PbO₂ coating with a tin-antimony oxide underlayer. The titanium mesh substrate has a mesh size of 6mm × 3.5mm and a thickness of 1mm. A simple and reliable bolt connection is designed for easy installation and maintenance.
Results
Current efficiency increased from 75% to 85%. Energy consumption per ton of product decreased from 1600kWh to 1350kWh. Anode lifespan increased from 6 months to 2 years. The anode structure is simple and easy to operate and maintain, reducing anode replacement frequency and maintenance costs.
FAQ
There are three main MMO titanium anode coating systems commonly used in persulfate production: platinum (Pt) coating, iridium-tantalum (IrO₂-Ta₂O₅) coating, and lead dioxide (PbO₂) coating. The following factors should be considered when choosing a coating system:
Product purity requirements: If extremely high product purity is required, platinum or iridium-tantalum coatings should be chosen. If purity requirements are not particularly high, lead dioxide coatings are preferable.
Current density: If the operating current density is high (>5000 A/m²), platinum coatings should be chosen. If the operating current density is medium (1000-5000 A/m²), iridium-tantalum coatings should be chosen. If the operating current density is low (<3000 A/m²), lead dioxide coatings are preferable.
Energy consumption requirements: If energy consumption is a concern, iridium-tantalum coatings should be chosen because they have the lowest oxygen evolution overpotential.
Cost budget: If the budget is limited, lead dioxide coatings can be chosen. If the budget is sufficient, platinum or iridium-tantalum coatings can be chosen.
Service life requirements: If a long service life is required, platinum or iridium-tantalum coatings should be chosen.
Platinum content: Higher platinum content results in better electrocatalytic activity and corrosion resistance, leading to a longer lifespan, but also higher costs. For persulfate production, a platinum content of 10-30 g/m² is recommended.
Coating thickness: Thicker coatings result in a longer lifespan, but excessive thickness can lead to cracking and peeling, also increasing costs. For persulfate production, a platinum coating thickness of 1-5 μm is recommended.
Wstitanium will recommend the most suitable platinum content and coating thickness based on the customer’s specific process conditions and lifespan requirements to achieve the best cost-effectiveness.
The iridium-tantalum ratio in iridium-tantalum coated titanium anodes is a key factor affecting their performance. Iridium oxide (IrO₂) is the main electrocatalytic active component, providing oxygen evolution reaction (OER) catalytic activity; tantalum oxide (Ta₂O₅) is a stabilizer, enhancing the coating’s corrosion resistance and adhesion to the titanium substrate.
When the iridium-tantalum ratio is 70:30, the coating achieves optimal overall performance:
Sufficient iridium oxide content ensures excellent electrocatalytic activity and a low OER overpotential.
Appropriate tantalum oxide content allows for the formation of a stable solid solution structure with iridium oxide, effectively inhibiting its dissolution in acidic environments.
he coating exhibits strong adhesion to the titanium substrate, preventing detachment.
The coating achieves an optimal balance between conductivity and corrosion resistance.
Of course, Wstitanium can also adjust the iridium-tantalum ratio according to specific customer needs to meet different application scenarios.
In persulfate production, the main purpose of adding inhibitors is to suppress the oxygen evolution reaction (OER) and improve current efficiency. The OER not only reduces current efficiency and increases energy consumption, but also leads to increased electrolyte temperature and accelerates the corrosion of the anode coating.
Thiocyanates: such as ammonium thiocyanate and sodium thiocyanate. They can adsorb onto the anode surface, occupying active sites for the OER, thereby inhibiting its occurrence.
Fluorides: such as ammonium fluoride and sodium fluoride. Fluorides accelerate the corrosion of the titanium matrix; therefore, their concentration must be strictly controlled.
Wstitanium’s technical engineers will recommend the most suitable type and dosage of inhibitor based on your operating conditions to achieve optimal oxygen suppression and current efficiency.
Wstitanium’s MMO titanium anode product prices are primarily calculated based on the following factors:
Coating system: Different coating systems have significantly different prices. Platinum coatings are the most expensive, followed by iridium-tantalum coatings, and lead dioxide coatings are the least expensive.
Precious metal content: The higher the precious metal content, the higher the price.
Anode shape and size: The more complex the anode shape and the larger the size, the higher the processing difficulty and the higher the price.
Titanium substrate material and thickness: Different titanium substrate materials and thicknesses have different prices.
Connection: Different connection methods have different processing costs.
Order quantity: The larger the order quantity, the lower the unit price.
We will provide a detailed quotation based on the customer’s specific needs, clearly listing all costs to ensure transparent and reasonable pricing.





{kind=link}
{kind=link}
{kind=link}