

Full Range of MMO Titanium Anodes For Chlor-alkali Solutions
MMO titanium anodes exhibit exceptional resistance to strong acids, high salts, and corrosion, making them suitable for all complex operating conditions in the chlor-alkali industry (high-impurity brine, high temperature, high current density). They possess high catalytic activity, effectively suppressing the oxygen evolution reaction (OER). Current efficiency is ≥96%. MMO titanium anodes do not cause substrate dissolution or heavy metal precipitation, thus preventing pollution of the electrolyte, products, and environment. Wstitanium‘s full range of chlor-alkali-specific MMO titanium anodes strictly adheres to five authoritative standards: ASTM B265-2025 (titanium materials), GB/T 23756-2021 (electrodes), HG/T 2471-2007 (electrodes), Euro Chlor BAT 2024 (environmental protection), and The Chlorine Institute (safety). Support for SGS and RoHS third-party quality inspection.
MMO Titanium Anode Coating
The function of the MMO coating is to reduce the overpotential of the chlorine evolution reaction (CER). A lower chlorine evolution overpotential results in lower energy consumption in the electrolyzer. Wstitanium optimizes Ru-series, Ir-series, Ru-Ir-series, and Ir-Ta-series coatings based on brine purity, current density, and operating temperature, adjusting the proportion of precious metals, loading, and sintering temperature to ensure perfect matching of coating performance with operating conditions.
RuO₂-TiO₂
RuO₂ serves as the active catalytic center for chlorine evolution, responsible for reducing the chlorine evolution overpotential and improving current efficiency. TiO₂ acts as the support, enhancing the adhesion between the coating and the substrate.
- Molar ratio: RuO₂ 70% + TiO₂ 30%
- Precious metal loading: 8~20 g/m²
- Temperature: ≤85℃
- Chlorine evolution potential: ≤1.13V
- Accelerated life (ALT): ≥3000 min
- Current efficiency: ≥96%
- Coating adhesion: ≥25MPa

IrO₂ effectively resists corrosion from brine impurities (Ca²⁺, Mg²⁺, Fe³⁺), high temperatures, and strong acids. Suitable for diaphragm-type chlor-alkali processes and high-impurity brine conditions. It is one of Wstitanium’s core customized coatings.
- RuO₂ 60% + IrO₂ 20% + TiO₂ 20%
- Precious metal loading ≥15g/㎡
- Temperature: ≤95℃
- Chlorine evolution potential: ≤1.10V
- Current efficiency: ≥98%
- Coating thickness: 8-30μm
- Enhanced lifespan: ≥3000min

Suitable for ion-exchange membrane chlor-alkali production, chlorate production, and waste chlorine recovery electrolysis. No heavy metal precipitation; chlorine purity ≥99.8%; caustic soda purity ≥32.5%. Wstitanium provides a 5-year standard warranty.
- Molar ratio: IrO₂ 60% + Ta₂O₅ 40%
- Coating load: 12~30g/㎡
- Chlorine evolution potential: ≤1.14V
- Current efficiency: ≥96.5%
- Coating adhesion: ≥32MPa
- Temperature: 85~95℃
- Current density: 300~5000A/m²

RuO₂-IrO₂-SnO₂
Ruthenium-iridium-tin coating is a high-performance coating system developed for chlor-alkali industry derivative scenarios (sodium hypochlorite preparation, chlorate production, chlorine-containing tail gas treatment, etc.).
- pH : 4-12
- RuO₂:IrO₂:SnO₂=30:10:60~40:15:45
- Current efficiency annual degradation ≤3%

Rare Earth
Rare earth elements such as lanthanum, cerium, neodymium, and praseodymium enhance the chlorine evolution catalytic activity. Crystal particle size is refined to 20-50 nm, improving structural stability.
- Chlorine evolution potential ≤ 1.07V
- Increases lifespan by 50%-100%.
- Current efficiency ≥98%

Custom Coating
Based on electrolyte elements, operating temperature, current density, pH, etc., the molar ratios of Ru, Ir, Ta, Sn, and rare earth elements are precisely controlled to balance catalytic activity, corrosion resistance, and cost.
- Fluoride ion resistant coating
- High temperature resistant coating
- Customized coating thickness 10-50μm
MMO Titanium Anode Shape
The titanium matrix forms the “skeleton” of the MMO titanium anode, supporting the coating and conducting current. Its shape and structure determine the anode’s specific surface area, current distribution, and electrolyte flow, thus affecting electrolysis efficiency and operational stability. Wstitanium offers a full range of MMO titanium anodes with various shapes and structures to meet the needs of different electrolytic cell types, installation spaces, and operating conditions in the chlor-alkali chemical industry.
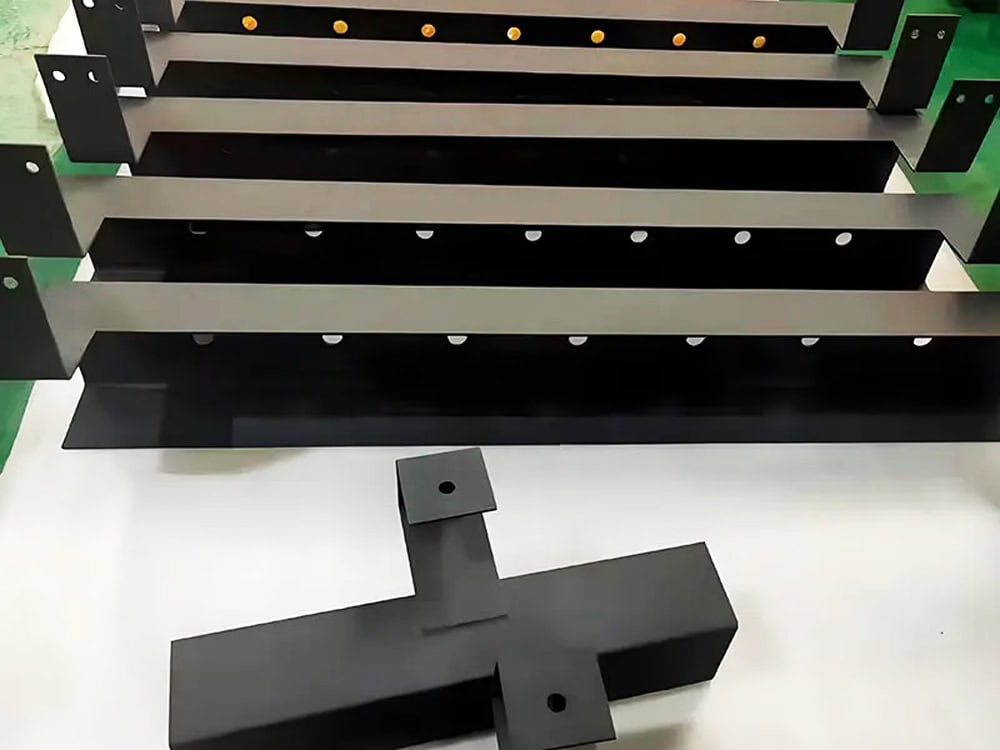
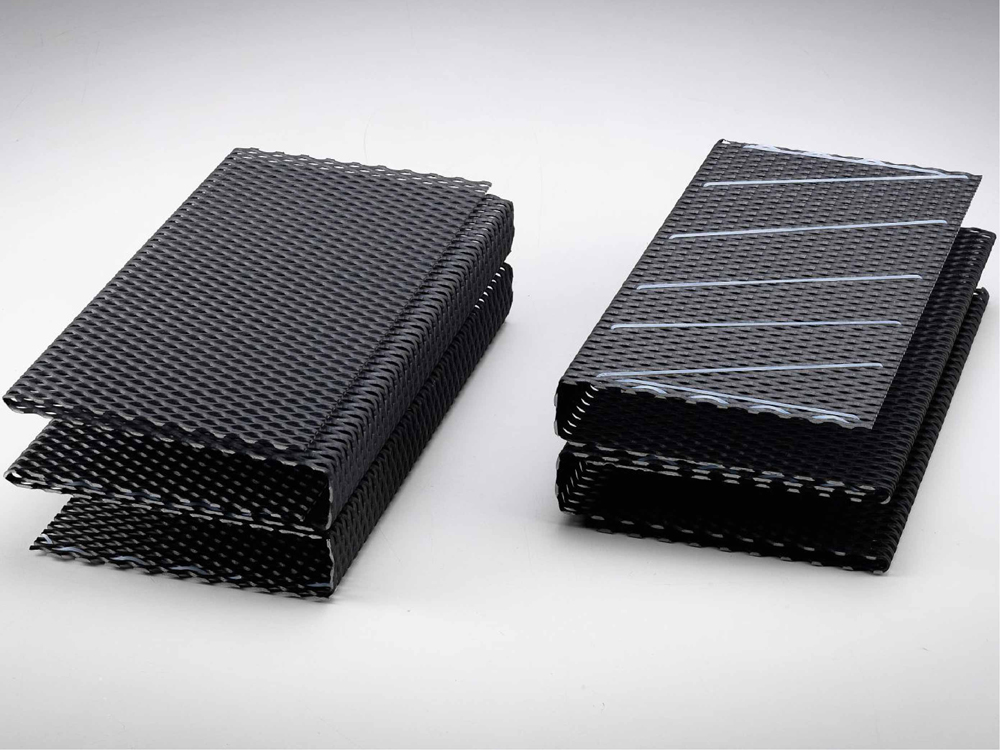
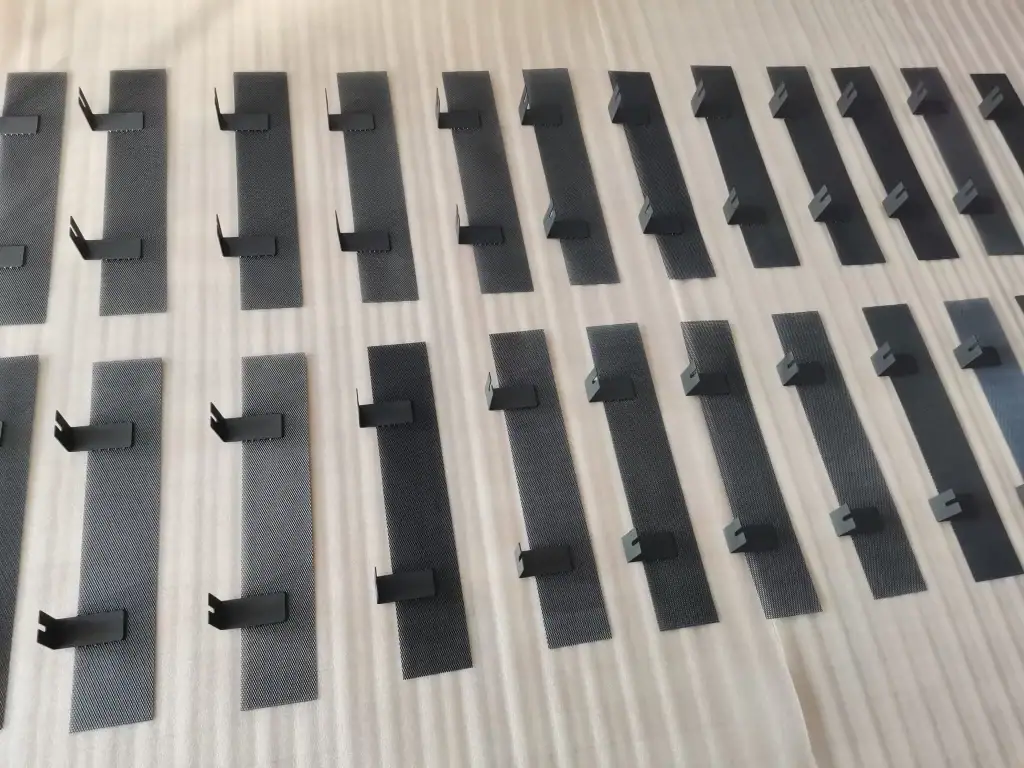
MMO Plate Titanium Anode
Thickness: 0.5-6mm. Maximum size: 3000mm × 1000mm. Precisely cut to electrolytic cell dimensions, including punching, chamfering, welding of conductive lugs, and threaded holes.

MMO Titanium Mesh Anode
Thickness: 0.5-2mm. Mesh size: 3×6mm, 4×8mm, 5×10mm. Titanium wire diameter: 0.5-2mm. Standard mesh count: 10-40 mesh; custom plain weave and twill weave available.
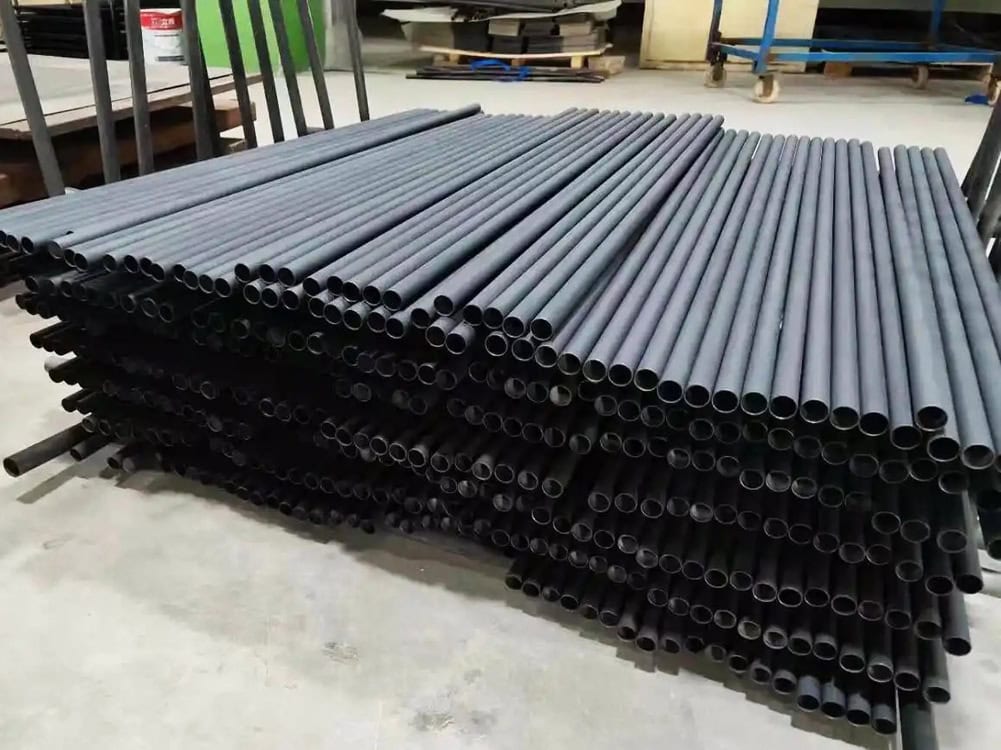
MMO Tubular Titanium Anode
Outer diameter 10-50mm, wall thickness 0.5-3mm, maximum length up to 6000mm. Customized single/double-end sealing, welded conductive rods, flanges, etc.

MMO Titanium Rod Anodes
Based on Gr1/Gr2 titanium rods conforming to ASTM B348 standards. Diameter 5-50mm, maximum length 3000mm. Straightness deviation ≤0.1mm/m. Uniform current distribution. Coating uniformity deviation ≤10%. Chlorine evolution potential deviation ≤20mV.
MMO Titanium Mesh Anode
Mesh sizes: 3×6, 4×8, 5×10mm. Surface flatness deviation ≤0.05mm/m. Wire diameter: 0.5-2mm. Mesh count: 10-40 mesh. Custom weaves available: plain, twill, satin, etc. Current density deviation ≤5%. Surface area of the mesh structure is 3-5 times higher than that of plate anodes.
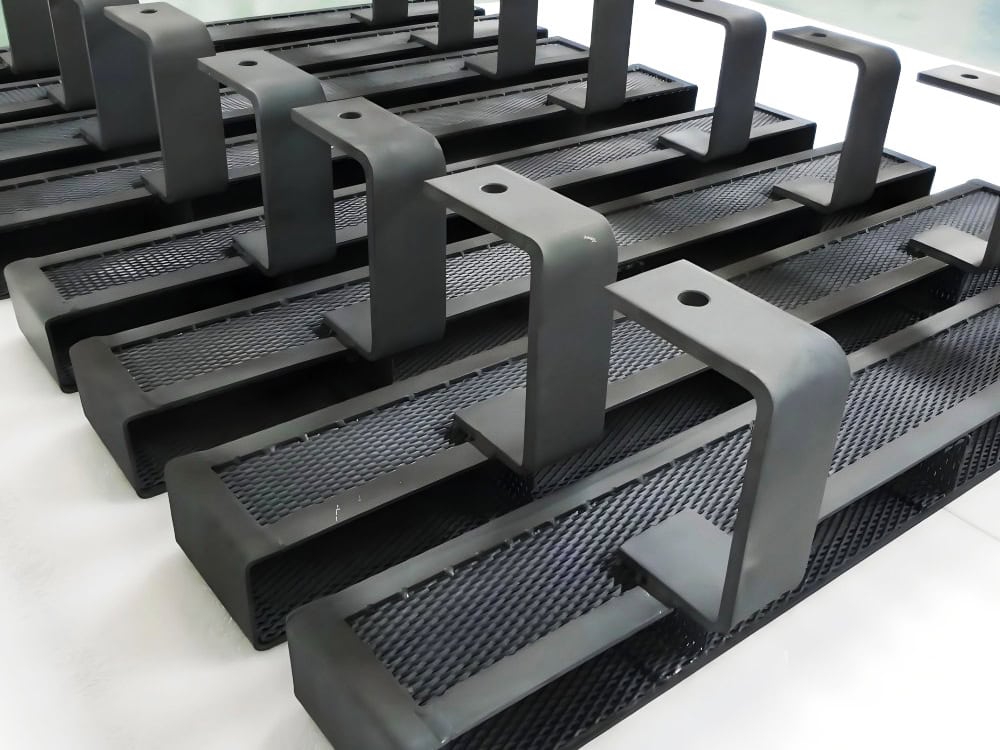
MMO Titanium Basket Anode
Suitable for electrolysis of high-impurity brine, by-product brine, and precious metal recovery in the chlor-alkali industry. Diameter 100-1000mm, height 500-3000mm. 360° uniform current distribution. Maximum size 3000mm×2000mm×1500mm. Custom shapes available: round, square, arc, and irregular.
Selection Guide
The selection of MMO titanium anodes is crucial in determining whether they can achieve expected performance, reach their design life, and meet energy conservation and emission reduction goals in chlor-alkali production. Based on standards such as HG/T 2471-2011 and HG/T 2951-2012, Wstitanium has summarized a scientific, rigorous, and chlor-alkali-specific MMO titanium anode selection guide. This guide helps you select the anode product that best suits your operating conditions and offers the optimal cost-performance ratio.

Operating Condition Parameters
Operating condition parameters are the foundation of anode selection. A comprehensive and accurate understanding of the actual electrolysis conditions is essential for precise selection.
NaCl Concentration
Saturated brine (300-310 g/L), dilute brine (around 200 g/L), or low-concentration brine (3-5%)? Different brine concentrations require different catalytic activity for chlorine evolution at the anode.
pH
Determine the operating pH value of the electrolyte and its fluctuation range. The pH value for chlor-alkali electrolysis is typically 2-4. The pH range is wider for dechlorination and sodium hypochlorite applications. Different pH values require different corrosion resistance from the coating.
Operating Temperature
Determine the normal operating temperature of the electrolyte, as well as the maximum temperature fluctuation. Ion-exchange membrane electrolyzers typically operate at 80-90℃, while diaphragm methods can reach 95℃. For every 10℃ increase in temperature, the corrosion rate of the coating doubles.
Impurity Content
When the F⁻ content is ≥50 ppb, a highly corrosion-resistant coating system must be selected. Calcium and magnesium ions will scale on the anode surface, leading to a decrease in current efficiency. Sulfate ions will promote the oxygen evolution side reaction. Heavy metal ions such as manganese, iron, and lead will cause catalyst poisoning.
Electrical operating
Electrical parameters determine the anode current load and coating thickness design. For ion-exchange membrane electrolyzers, the current load is 3000-6000 A/m², for diaphragm electrolyzers it’s 1500-2000 A/m², and for sodium hypochlorite generators it’s 1000-2000 A/m². Higher current density places higher demands on the catalytic activity and stability of the coating, requiring a thicker coating.
Electrolyzer Structure
The structure of the electrolyzer determines the substrate shape, size, and installation of the anode. The electrode spacing of an ion-exchange membrane electrolyzer is typically 2-3 mm. It’s crucial to clarify whether the anode is bolted, welded, or slotted, and the location, size, and number of the conductive lugs.
Coating System
The coating system is the core of the selection process, determining the electrocatalytic performance, corrosion resistance, and lifespan of the anode. We have developed precise matching rules for coating system selection based on different operating conditions.
| Working Condition | Characteristics | Recommended Coating | Coating Thickness | Service Life |
|---|---|---|---|---|
| Normal | Purified saturated brine, F⁻ ≤ 50ppb, extremely low impurity content. Operating current density ≤ 4000A/m², temperature ≤ 85℃. | Ruthenium Coating | 8-12 μm | 5-6 years |
| Medium Load | Purified saturated brine, F⁻ ≤ 50ppb, low impurity content. Operating current density 4000-6000A/m², temperature ≤ 90℃. | Ruthenium-Iridium Coating | 12-18 μm | 8-10 years |
| High Load | Saturated brine, medium impurity content. F⁻ ≤ 100ppb, operating current density ≤ 6000A/m², temperature ≤ 95℃. | Ruthenium-Iridium Coating | 15-20 μm | 7-8 years |
| Extreme Condition | Brine with high impurity content, F⁻ ≥ 100ppb. High sulfate and heavy metal content. Operating current density ≥ 6000A/m², temperature ≥ 90℃. | Iridium-Tantalum Coating | 18-25 μm | 8-12 years |
| Low Concentration Brine | Dilute brine / low-concentration brine (≤ 5%). pH value 4-10. Operating current density ≤ 2000A/m², temperature ≤ 60℃. | Ruthenium-Iridium Coating (High Ru Ratio) | 10-15 μm | 5-7 years |
| High Salinity Wastewater Treatment | High salinity wastewater, pH value 6-9. Contains organic matter and ammonia nitrogen. Operating current density ≤ 2000A/m². | Iridium-Tantalum Coating | 10-15 μm | 3-5 years |
Coating Thickness
The design of coating thickness needs to be determined comprehensively based on the operating current density, design life, and corrosiveness of the operating conditions. At high current densities, the active material in the coating is consumed at a faster rate, requiring a thicker coating to ensure the designed life. For example, at a current density of 4000 A/m², a coating thickness of 12 μm is sufficient for a lifespan of over 3 years. At a current density of 6000 A/m², a coating thickness of 18 μm is required to guarantee the same lifespan.
The longer the design life, the thicker the coating: The coating consumption rate is relatively stable. For every 2 years increase in design life, the coating thickness needs to be increased by 3-5 μm.
The more corrosive the operating conditions, the thicker the coating: In highly corrosive conditions with high impurities, high temperatures, and high pH fluctuations, the corrosion rate of the coating is faster, requiring a thicker coating.
It is important to note that a thicker coating is not always better. An excessively thick coating can increase internal stress, making it prone to cracking and peeling, ultimately reducing the anode’s lifespan. Wstitanium designs the optimal coating thickness based on operating parameters to achieve a balance between performance and cost.
Precious Metal Loading
The loading of precious metals such as ruthenium and iridium in the coating determines the catalytic activity, stability, and cost of the anode.
**Normal Operating Conditions:** Using RuO₂ as the core active material, with a RuO₂ molar percentage of 30%-50%, ensures chlorine evolution catalytic activity while controlling the amount of precious metals used, improving cost-effectiveness.
**Medium-High Load Conditions:** Increasing the proportion of IrO₂, with an IrO₂ molar percentage of 10%-20%, improves the coating’s resistance to oxygen corrosion and stability, extending its service life.
**Extreme Operating Conditions:** Further increasing the proportions of IrO₂ and Ta₂O₅, with an IrO₂ molar percentage of 15%-25% and a Ta₂O₅ molar percentage of 5%-10%, significantly improves the coating’s corrosion resistance and impurity resistance, making it suitable for extreme operating conditions.
Wstitanium utilizes rare earth doping and nanostructure optimization technologies based on cost budgets and performance requirements. While ensuring performance, we reduce the amount of precious metals used, providing you with a cost-effective selection solution.
MMO Titanium Anodes for Chlor-Alkali Solutions
The core of the chlor-alkali industry is the electrolysis of saturated brine. MMO titanium anodes, as a core component of the electrolysis system, are used throughout the entire chlor-alkali production process. Based on a deep understanding of the entire chlor-alkali industry chain, Wstitanium has created a comprehensive MMO titanium anode product matrix covering all scenarios from “caustic soda production process to derivative chlorine product production to supporting environmental protection treatment.” We provide chlor-alkali enterprises with anode solutions for all scenarios.
Caustic Soda Production via Ion-Exchange Membrane Process
Ion-exchange membrane (IEM) caustic soda production is one of the most advanced chlor-alkali production technologies globally. Its core component is the ion-exchange membrane electrolyzer. A cation exchange membrane divides the electrolyzer into an anode chamber and a cathode chamber. Saturated purified brine enters the anode chamber, where a chlorine evolution reaction occurs on the anode surface to generate chlorine gas. Sodium ions pass through the ion-exchange membrane into the cathode chamber, where they combine with hydroxide ions generated at the cathode to form caustic soda. Hydrogen gas is simultaneously generated in the cathode chamber.

Typical Operating Characteristics:
Electrolyte: Saturated purified NaCl solution, concentration 300-310 g/L, pH 2-4, operating temperature 80-90℃, extremely low impurity content (Ca²⁺, Mg²⁺ ≤ 20 ppb, F⁻ ≤ 50 ppb).
Electrical Parameters: Operating current density 3000-6000 A/m², cell voltage 2.8-3.2 V, continuous 24-hour operation, annual operating time ≥ 8000 hours.
Performance requirements: Extremely low chlorine evolution overpotential; ultra-high chlorine evolution reaction selectivity (current efficiency ≥95%); ultra-long service life (design life ≥8 years); extremely uniform current distribution; excellent dimensional stability, ensuring inter-electrode spacing deviation with the ion exchange membrane ≤±0.1mm, avoiding damage to the ion exchange membrane.
Wstitanium Solution
Preferred ruthenium-iridium coating system. Ensures a stable low chlorine evolution potential at the anode, suppresses oxygen evolution side reactions, and reduces Ru dissolution and loss. The substrate uses Gr1 pure titanium stretched mesh. Precisely customized mesh size, plate thickness, overall dimensions, and conductive lug structure perfectly adapt to mainstream brand ion exchange membrane electrolyzers, achieving a 1:1 replacement with the original anode without any modification to the electrolyzer.
Results:
Electricity consumption per ton of alkali was reduced by 80-150 kWh. Anode life was ≥8 years. Chlorine evolution reaction current efficiency was ≥95%, and chlorine purity was ≥99.5%.

Dechlorination System for Brine
The brine discharged from the ion-exchange membrane electrolyzer contains a certain amount of dissolved chlorine. Without dechlorination treatment, not only will chlorine be wasted, but it will also corrode equipment and pipelines. Therefore, dechlorination treatment is essential. Electrolytic catalytic dechlorination, as a highly efficient and environmentally friendly new dechlorination technology, requires no chemical reagents. Electrolysis oxidizes the dissolved chlorine and hypochlorite ions in the brine into chlorine gas for recovery. The dechlorination efficiency can reach over 99%. The MMO titanium anode is the core component of the electrolytic dechlorination unit.

Typical Operating Characteristics
Electrolyte: Low-concentration NaCl solution (approximately 200g/L), containing dissolved chlorine and hypochlorite ions, pH 4-6, operating temperature 60-70℃.
Electrical Parameters: Operating current density 1000-2000A/m². Operating conditions fluctuate with the brine flow rate and chlorine content.
Performance Requirements: Excellent catalytic activity for low-concentration chloride ion oxidation, good resistance to operating condition fluctuations, strong corrosion resistance, and long service life.
Wstitanium Solution
Utilizing a ruthenium-iridium coating system. Optimizing the RuO₂ content in the coating enhances chlorine evolution catalytic activity under low chloride ion concentrations. A titanium braided mesh anode, with higher porosity and specific surface area, improves the contact efficiency between the electrolyte and the anode, thereby increasing dechlorination efficiency.
Results
Dechlorination efficiency of brine ≥99%. Outlet free chlorine content ≤1mg/L. No need to add sodium sulfite or other chemical agents, reducing costs. Reduces sulfate carryover during brine purification. Recovered chlorine can be reintegrated into the chlorine pipeline network, improving chlorine recovery rate. Prevents corrosion of pipelines and resin towers.

Sodium hypochlorite preparation
Chlor-alkali plants generate a certain amount of waste chlorine gas and tail gas during production. Simultaneously, the plant’s circulating water and wastewater treatment systems require large quantities of sodium hypochlorite for sterilization, algae removal, and disinfection. Preparing sodium hypochlorite through the electrolysis of low-concentration brine is a safe, convenient, and low-cost technology. It achieves the harmless treatment of waste chlorine gas and self-sufficiency in sodium hypochlorite for the plant’s own use. The MMO titanium anode is the core component of the sodium hypochlorite generator.
Typical Operating Characteristics
Low-concentration NaCl solution (3-5%), neutral pH, operating temperature 40-50℃. Operating current density 1000-2000 A/m², cell voltage 3-5 V. Requirements: High chlorine evolution catalytic activity, high sodium hypochlorite generation efficiency, excellent reverse current resistance, and long service life.
Wstitanium Solution
Utilizes ruthenium- or ruthenium-iridium coated systems. Tubular titanium anodes are preferred, ensuring 360° uniform current distribution. Electrolyte circulates within the tube. Customized anode assemblies of varying specifications are available to accommodate sodium hypochlorite generators ranging from 50g/h to 10kg/h.
Results
Sodium hypochlorite generation efficiency ≥90%. Operating energy consumption ≤3.5kWh/kg. Anode lifespan ≥5 years. Achieves resource utilization of waste chlorine gas and self-sufficiency in sodium hypochlorite, reducing costs while meeting the plant’s environmental sterilization requirements.
Diaphragm Electrolytic Cells for Caustic Soda Production
Diaphragm electrolytic cells are a traditional technology in the chlor-alkali industry. They use asbestos diaphragms (or modified diaphragms) to separate the anode and cathode chambers. Traditionally, graphite anodes are used, which suffer from high energy consumption, short lifespan, and significant pollution. MMO titanium anodes can completely solve these problems.
Typical Operating Conditions
Saturated NaCl solution, concentration 310-320 g/L, pH 3-5, operating temperature 90-95℃, relatively high impurity content in the brine. Operating current density 1500-2000 A/m², cell voltage 3.5-4.0 V. Key pain points: Rapid graphite anode wear, requiring replacement every 8-12 months. High cell voltage, high energy consumption, exceeding 2600 kWh per ton of caustic soda. Low chlorine purity, high carbon impurity content.

Wstitanium Solution
Uses a ruthenium-iridium coating system. Plate-shaped perforated anodes or grid-type anodes. Customized 1:1 to the original diaphragm electrolyzer dimensions, perfectly replacing the original graphite anodes. Rare earth element stabilizers are added to improve the structural stability of the coating at 95℃, preventing cracking and peeling under long-term high-temperature operation. Optimized coating density enhances resistance to fluoride ion and sulfate impurities, preventing passivation of the titanium substrate.
Results
Cell voltage decreased from 3.8V to 3.2V. Electricity consumption per ton of caustic soda decreased by 400-500kWh. Based on a 100,000-ton/year caustic soda plant, this translates to annual electricity savings exceeding US$2 million. Anode lifespan increased from 1 year to over 5 years, significantly reducing replacement costs and downtime losses. Chlorine purity increased from 95% to over 99%, eliminating carbon impurity contamination.







{kind=link}
{kind=link}
{kind=link}