

MMO (Mixed Metal Oxide) titanium anodes, also known as Size Stabilized Anodes (DSA®), have gradually become the preferred anode material for electrowinning. In hydrometallurgy, electrowinning is a core technology for extracting high-purity metals from leaching solutions. Its efficiency, cost, and product quality depend on the performance of the anode material. Traditional lead alloy anodes and graphite anodes, due to their high energy consumption, short lifespan, and product contamination, can no longer meet the demands of a highly efficient and sustainable metallurgical industry.
As a Chinese MMO titanium anode manufacturer, Wstitanium provides customized anode solutions to metallurgical companies in over 30 countries worldwide. This guide comprehensively introduces MMO titanium anodes used in electrowinning, including coating systems, shape types, project case studies, and frequently asked questions. We are committed to providing you with the most accurate and authoritative technical information to help you choose the most suitable anode product.
MMO Titanium Anode Coating for Electrowinning
Over 90% of the performance of MMO titanium anodes depends on the noble metal oxide coating on their surface. The coating not only determines the anode’s electrocatalytic activity and oxygen/chlorine evolution overpotential, but also affects its corrosion resistance and service life. Wstitanium has developed four mature coating systems based on the different characteristics of electrowinning.
Iridium-tantalum based coatings are the highest-performing oxygen evolution reaction (OER) coating systems. They utilize iridium oxide (IrO₂) as the main electrocatalytic active component and tantalum oxide (Ta₂O₅) as a stabilizer. The optimal ratio is 70% IrO₂ + 30% Ta₂O₅. The resistivity is approximately 10⁻⁴ Ω・cm.
In a 1 mol/L H₂SO₄ solution, at a current density of 1 A/cm², the oxygen evolution potential is approximately 1.385 V (vs. SCE), which is 300-400 mV lower than that of a lead anode. It operates stably for extended periods in high-concentration sulfuric acid (≤500 g/L) electrolytes, and remains stable even in 1000 g/L sulfuric acid. Operating at current densities of 100-2000 A/m², it is particularly suitable for high-current-density electrowinning. Its lifespan is 3-8 years, with an annual loss rate of only 1-3 mg/A. It exhibits strong resistance to reverse current and can withstand reverse current surges during power outages.

- For copper electrowinning
- For nickel electrowinning
- For cobalt electrowinning
- For manganese electrowinning
- For sulfate system electrowinning
Ruthenium-iridium based coatings are a multifunctional coating system that balances chlorine and oxygen evolution performance. It uses ruthenium oxide (RuO₂) and iridium oxide (IrO₂) as active components and titanium oxide (TiO₂) as a stabilizer. It is suitable for electrolyte systems containing chloride ions. Wstitanium’s ruthenium-iridium based coatings employ a multi-layer structure: a bottom layer of RuO₂-TiO₂, a middle layer of RuO₂-IrO₂-TiO₂, and a top layer of IrO₂-Ta₂O₅. This ensures chlorine evolution activity while improving corrosion resistance and lifespan.
In a 1 mol/L NaCl solution, at a current density of 1 A/cm², the chlorine evolution potential is approximately 1.12 V (vs. SCE). The oxygen evolution potential is approximately 1.45V (vs. SCE), and it operates stably in chloride-oxygen mixed systems. It also operates stably in electrolytes with chloride ion concentrations up to 5000 ppm. Current efficiency reaches 92%. Coating adhesion is ≥15 MPa.

- For Seawater Desalination and Related Electrowinning
- Electrowinning that Simultaneously Produces Chlorine and Oxygen
- Electrowinning for Chloride Systems
- For Sulfate Systems Containing Chloride Ions
The lead dioxide anode uses titanium as a substrate, with a dense β-PbO₂ active layer formed on the surface through electrodeposition. Wstitanium’s titanium-based lead dioxide anode design is as follows: titanium substrate → antimony-tin oxide intermediate layer → α-PbO₂ transition layer → β-PbO₂ active layer. This effectively solves the problems of easy coating peeling and short lifespan of traditional titanium-based lead dioxide anodes.
The antimony-tin oxide intermediate layer improves the adhesion between the coating and the substrate. β-PbO₂ exhibits good conductivity and oxygen evolution electrocatalytic activity. The oxygen evolution overpotential is approximately 1.70V (vs. SCE). The cost is only 1/3 to 1/2 of that of iridium-tantalum based coatings. The current efficiency reaches 93-95%. No anode sludge is generated.

- For Zinc Electrowinning (Large-scale)
- For Copper Electrowinning (Cost-sensitive)
- For Nickel Electrowinning (Sulfate System)
- For Cobalt Electrowinning (Sulfate System)
A uniform layer of metallic platinum is deposited on the surface of a titanium substrate through electroplating or electroless plating. Platinum-titanium anodes exhibit extremely high electrocatalytic activity and chemical stability. Platinum is chemically very stable and insoluble in most acid, alkali, and salt solutions.
Platinum exhibits extremely high electrocatalytic activity with very low oxygen evolution and chlorine evolution overpotentials. The oxygen evolution overpotential of platinum is approximately 1.52V (vs. SCE), and the chlorine evolution overpotential is approximately 1.18V (vs. SCE). Current densities range from 100-10000 A/m², making it suitable for high current density electrodeposition. With a service life of 10-20 years, it boasts the longest service life among all coating systems. However, its cost is very high.

- Precious Metal Electrowinning (Gold, Silver, Platinum, Palladium)
- High-Purity Metal Electrowinning
- Electrowinning for Special Requirements
- Laboratory Research
MMO Titanium Anode Comparison
To help you select the appropriate coating system, Wstitanium has comprehensively compared the key technical parameters of four main coated MMO titanium anodes. All data comes from our laboratory tests and actual engineering application verification, and references standards such as HG/T 4763-2014 “Ruthenium-Iridium Titanium Metal Oxide Coated Anodes” and YS/T 1056-2015 “Iridium-Tantalum Titanium Metal Oxide Coated Anodes”.
Electrochemical performance comparison
Electrochemical performance is the most important performance indicator of MMO titanium anodes, which determines the energy consumption and efficiency of electrodeposition.
| Parameter | IrO₂-Ta₂O₅ | RuO₂-IrO₂ | PbO₂ | Pt | Test Standard |
|---|---|---|---|---|---|
| Oxygen Evolution Potential (vs. SCE, 1A/cm²) | 1.385V | 1.45V | 1.70V | 1.52V | HG/T 4763-2014 |
| Chlorine Evolution Potential (vs. SCE, 1A/cm²) | 1.25V | 1.12V | 1.35V | 1.18V | HG/T 4763-2014 |
| Current Efficiency | 94–96% | 92–94% | 93–95% | 95–98% | Enterprise Standard |
| Polarization Curve Slope (mV/dec) | 40–50 | 35–45 | 60–70 | 30–40 | Electrochemical Workstation Test |
| Exchange Current Density (A/cm²) | 1×10⁻⁶ | 5×10⁻⁶ | 1×10⁻⁷ | 1×10⁻⁵ | Electrochemical Workstation Test |
| Coating Resistivity (Ω·cm) | 1×10⁻⁴ | 5×10⁻⁵ | 2×10⁻⁴ | 1×10⁻⁵ | Four-Point Probe Method |
Comparison of physical properties
Physical properties affect the mechanical strength, processing performance, and lifespan of MMO titanium anodes.
| Parameter | Ir-Ta | Ru-Ir | Lead Dioxide (PbO₂) | Platinum (Pt) | Test Standard |
|---|---|---|---|---|---|
| Coating Thickness | 5–20 μm | 5–20 μm | 0.5–2.0 mm | 1–15 μm | Eddy Current Thickness Measurement / Metallographic Method |
| Coating Density (g/cm³) | 6.5–7.0 | 6.0–6.5 | 9.3–9.6 | 21.4 | Archimedes Method |
| Coating Hardness (HV) | 600–800 | 500–700 | 700–900 | 400–600 | Vickers Hardness Tester |
| Adhesion Strength (MPa) | ≥15 | ≥15 | ≥20 | ≥10 | Tensile Test Method |
| Porosity | ≤5% | ≤5% | ≤1% | ≤0.5% | Potassium Ferricyanide Method |
| Thermal Shock Stability | 300℃/5 cycles, no peeling | 300℃/5 cycles, no peeling | 200℃/5 cycles, no peeling | 400℃/5 cycles, no peeling | Enterprise Standard |
Application Condition Comparison
Application condition comparison helps you choose the most suitable coating system based on your specific application conditions.
| Parameter | Ir-Ta | Ru-Ir | Lead Dioxide (PbO₂) | Platinum (Pt) | Remarks |
|---|---|---|---|---|---|
| Applicable Electrolyte System | Sulfate System | Chloride / Sulfate Mixed System | Sulfate System | All Systems | - |
| Maximum H₂SO₄ Concentration | 500g/L | 300g/L | 400g/L | 1000g/L | 25℃ |
| Maximum Cl⁻ Concentration | 500ppm | 5000ppm | 300ppm | 10000ppm | 25℃ |
| Maximum F⁻ Concentration | 50ppm | 30ppm | 30ppm | 100ppm | 25℃ |
| Maximum Operating Temperature | 80℃ | 70℃ | 60℃ | 90℃ | Continuous operation |
| Recommended Current Density | 200–1000A/m² | 200–800A/m² | 300–600A/m² | 500–5000A/m² | Long-term stable operation |
| Limit Current Density | 2000A/m² | 1500A/m² | 800A/m² | 10000A/m² | Short-term operation |
| pH Range | 0–7 | 0–10 | 0–6 | 0–14 | - |
Cost Comparison
Cost comparison helps you assess the long-term economic viability of different coating systems.
| Parameter | Ir-Ta | Ru-Ir | Lead Dioxide (PbO₂) | Platinum (Pt) | Remarks |
|---|---|---|---|---|---|
| Initial Cost | High | Medium-High | Low | Extremely High | Same area comparison |
| Service Life | 3–8 years | 2–5 years | 2–3 years | 10–20 years | Standard electrowinning conditions |
| Annual Average Cost | Medium | Medium | Low | Medium-High | Initial cost / service life |
| Recoatability | Yes | Yes | Yes | Yes | Titanium substrate is reusable |
| Recoating Cost | Medium | Medium | Low | High | About 60–80% of the new anode |
| Recoating Times of Titanium Substrate | 3–5 times | 3–5 times | 2–3 times | 5–10 times | Depends on substrate corrosion condition |
| Investment Payback Period | 1–2 years | 1–2 years | 0.5–1 year | 2–3 years | Compared with lead anode |
Overall Performance Rating
The overall performance rating evaluates the four coating systems from multiple dimensions to help you make a comprehensive choice.
| Performance | Ir-Ta | Ru-Ir | Lead Dioxide (PbO₂) | Platinum (Pt) | Weight |
|---|---|---|---|---|---|
| Electrocatalytic Activity | ★★★★☆ | ★★★★☆ | ★★★☆☆ | ★★★★★ | 25% |
| Corrosion Resistance | ★★★★☆ | ★★★☆☆ | ★★★☆☆ | ★★★★★ | 20% |
| Service Life | ★★★★☆ | ★★★☆☆ | ★★☆☆☆ | ★★★★★ | 20% |
| Energy Saving Effect | ★★★★★ | ★★★★☆ | ★★★☆☆ | ★★★★★ | 15% |
| Environmental Friendliness | ★★★★★ | ★★★★★ | ★★★★☆ | ★★★★★ | 10% |
| Economy | ★★★☆☆ | ★★★☆☆ | ★★★★★ | ★★☆☆☆ | 10% |
| Comprehensive Score | 9 | 8 | 7.5 | 9.5 | 100% |
MMO Titanium Anode Custom Solutions
Different metal electrowinning processes require different electrolyte compositions, temperatures, and current densities, which in turn impose varying performance requirements on the anode. Wstitanium has developed customized anode solutions for a variety of common electrowinning metals. Our technical engineers will recommend the most suitable coating system, anode shape, and specifications based on your specific operating conditions to ensure optimal results.
MMO Titanium Anodes for Copper Electrowinning Solutions
Copper electrowinning is the final step in the hydrometallurgical copper refining process. It typically uses a copper sulfate-sulfuric acid electrolyte system. Traditional lead-calcium-tin alloy anodes suffer from problems such as high cell voltage, high energy consumption, and lead contamination of the cathode copper.
Operating conditions of copper electrowinning
| Parameter | Range | Optimal Range | Remarks |
|---|---|---|---|
| Electrolyte Composition | Cu²+: 30–50 g/L | Cu²+: 40–45 g/L | - |
| H₂SO₄: 150–200 g/L | H₂SO₄: 170–180 g/L | ||
| Fe³+: 0.5–3.0 g/L | Fe³+: 1.0–2.0 g/L | ||
| Electrolyte Temperature | 30–50℃ | 40–45℃ | Excessively high temperature will accelerate coating corrosion |
| Current Density | 200–350 A/m² | 250–300 A/m² | High current density can increase production capacity but will shorten anode service life |
| Cell Voltage | 2.0–2.5 V | 2.1–2.3 V | Can be reduced by 0.15–0.2 V after using MMO titanium anode |
| Electrode Gap | 75–100 mm | 80–90 mm | Too small electrode gap may cause short circuit, while too large gap will increase energy consumption |
| Electrolysis Cycle | 5–7 days | 6 days | Depends on current density and cathode thickness requirements |
| Cl⁻ Concentration | <50 ppm | <30 ppm | Excessively high chloride ion concentration will accelerate titanium substrate corrosion |
| F⁻ Concentration | <20 ppm | <10 ppm | Fluoride ions have a strong corrosive effect on titanium substrate |
Recommended Coating Systems
For copper electrowinning, Wstitanium recommends iridium-tantalum based coatings (IrO₂-Ta₂O₅) or titanium-based lead dioxide coatings (Ti/PbO₂).
Iridium-tantalum based coatings: Suitable for applications requiring high copper purity and longer lifespan. Under standard conditions, lifespan can reach 5-8 years, with a cell voltage 150-170mV lower than lead anodes, resulting in significant energy savings.
Titanium-based lead dioxide coatings: Suitable for cost-sensitive large-scale projects. Under standard conditions, lifespan can reach 2-3 years, with a cell voltage 100-150mV lower than lead anodes, offering excellent cost-effectiveness.
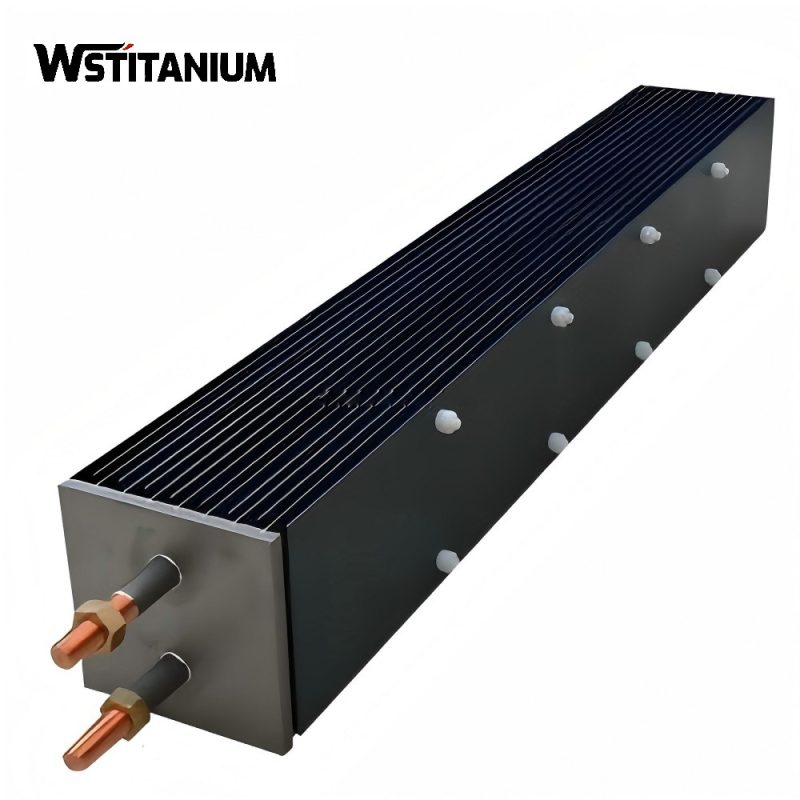
Recommended anode shape and specifications
| Anode Shape | Recommended Specification | Applicable Scenario |
|---|---|---|
| Plate Anode | Thickness: 2.0–3.0 mm | Conventional electrowinning cell |
| Size: Customized according to electrolytic cell | Large-scale production | |
| Conduction: Titanium-Copper Composite Rod | High requirements for current distribution | |
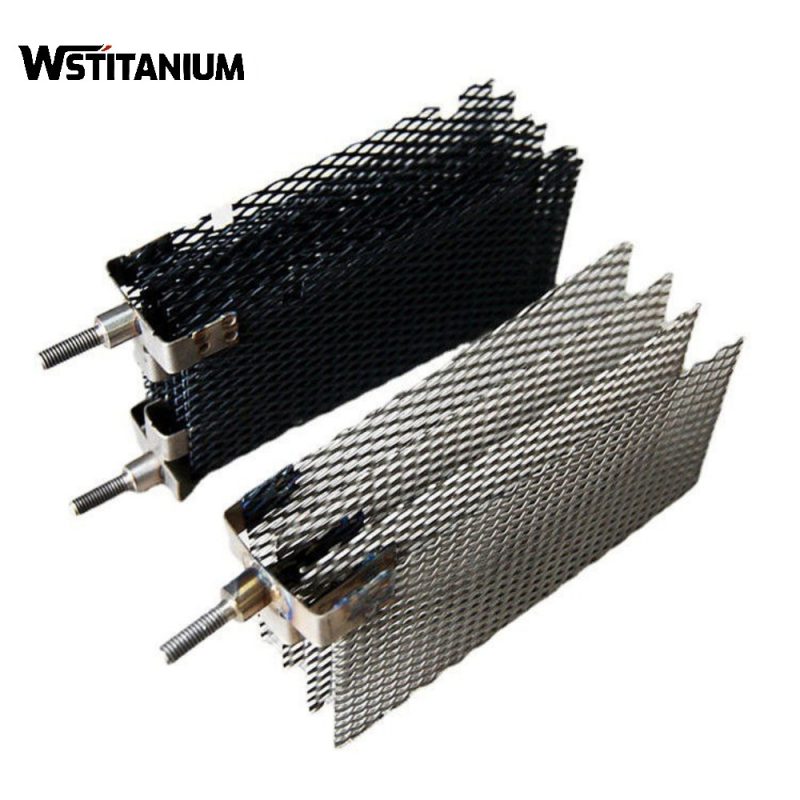
| Mesh Anode | Thickness: 1.5–2.0 mm | High current density conditions |
| Mesh Opening: 10 mm × 10 mm | Projects with strict energy consumption requirements | |
| Frame: 3 mm thick titanium frame | Electrolytic cells with fast electrolyte circulation speed | |
| Grid Type Anode | Titanium Strip: 5 mm × 50 mm | Large electrolytic cells |
| Spacing: 25 mm | High-capacity projects | |
| Conduction: Titanium-Copper Composite Rods at both ends | Conditions with large amount of bubble generation |
MMO Titanium Anodes for Zinc Electrowinning Solutions
Zinc electrowinning typically uses a zinc sulfate-sulfuric acid electrolyte system. Traditional lead-silver alloy anodes (containing 0.5-1.0% silver) suffer from problems such as high cell voltage, high energy consumption, lead contamination of the cathode zinc, excessive anode sludge, and high silver consumption. Wstitanium’s MMO titanium anodes have been applied in several large zinc smelters, achieving significant economic and environmental benefits.
Typical zinc electrowinning operating conditions
| Parameter | Range | Optimal Range | Remarks |
|---|---|---|---|
| Electrolyte Composition | Zn²+: 50–60 g/L | Zn²+: 55 g/L | - |
| H₂SO₄: 150–180 g/L | H₂SO₄: 160–170 g/L | ||
| Mn²+: 3–5 g/L | Mn²+: 4 g/L | ||
| Electrolyte Temperature | 35–45℃ | 38–42℃ | Excessively high temperature will accelerate coating corrosion and electrolyte evaporation |
| Current Density | 400–600 A/m² | 450–550 A/m² | Zinc electrowinning usually adopts higher current density to improve production capacity |
| Cell Voltage | 3.2–3.8 V | 3.3–3.5 V | Can be reduced by 0.2–0.3 V after using MMO titanium anode |
| Electrode Gap | 60–80 mm | 70–75 mm | Zinc electrowinning usually adopts smaller electrode gap to reduce energy consumption |
| Electrolysis Cycle | 24–48 hours | 36 hours | Depends on current density and cathode thickness requirements |
| Cl⁻ Concentration | <300 ppm | <200 ppm | Excessively high chloride ion concentration will accelerate coating corrosion and generate chlorine gas |
| F⁻ Concentration | <30 ppm | <20 ppm | Fluoride ions have a strong corrosive effect on titanium substrate |
Recommended Coating Systems
For zinc electrowinning, Wstitanium recommends titanium-based lead dioxide coatings (Ti/PbO₂) or iridium-tantalum coatings (IrO₂-Ta₂O₅).
Titanium-based lead dioxide coating: This is currently the most widely used anode coating in the zinc electrowinning industry. It has advantages such as low cost, stable performance, and good compatibility with traditional lead anodes. Under standard conditions, its service life can reach 2-3 years. The cell voltage is 200-300mV lower than that of lead-silver anodes, resulting in significant energy savings.
Iridium-tantalum coating: Suitable for applications with extremely high product quality requirements or electrolytes containing high chloride ion concentrations. Under standard conditions, its service life can reach 3-5 years, with higher current efficiency. Iridium-tantalum coatings have excellent corrosion resistance and operate stably in electrolytes containing high chloride ion concentrations.
Recommended anode shape and specifications
| Anode Shape | Recommended Specification | Applicable Scenario |
|---|---|---|
| Plate Anode | Thickness: 3.0–4.0 mm | Conventional electrowinning cell |
| Size: Customized according to electrolytic cell | Large-scale production | |
| Conduction: Titanium-Copper Composite Rod | - | |
| Grid Type Anode | Titanium Strip: 6 mm × 60 mm | Large electrolytic cells |
| Spacing: 20 mm | High-capacity projects | |
| Conduction: Titanium-Copper Composite Rods at both ends | Processes with high requirements for bubble detachment (preferred) | |
| Mesh Anode | Thickness: 2.0 mm | High current density processes |
| Mesh Opening: 12 mm × 25 mm | Projects with strict energy consumption requirements | |
| Frame: 3 mm thick titanium frame | - |
MMO Titanium Anodes for Nickel Electrodeposition Solutions
Nickel electrowinning, depending on the electrolyte system, is divided into sulfate systems and chloride systems. Traditional lead alloy anodes and stainless steel anodes suffer from problems such as high energy consumption, short lifespan, and product contamination. Wstitanium’s MMO titanium anodes for nickel electrowinning can adapt to different electrolyte systems and provide excellent performance.
Nickel electrowinning operating conditions
| Parameter | Conventional Range | Optimal Range | Remarks |
|---|---|---|---|
| Electrolyte Composition | Ni²+: 60–80 g/L | Ni²+: 70 g/L | - |
| H₂SO₄: 100–150 g/L | H₂SO₄: 120 g/L | ||
| Na₂SO₄: 100–150 g/L | Na₂SO₄: 120 g/L | ||
| Electrolyte Temperature | 50–60℃ | 55℃ | Excessively high temperature will accelerate coating corrosion |
| Current Density | 200–300 A/m² | 250 A/m² | - |
| Cell Voltage | 2.5–3.0 V | 2.6–2.8 V | Can be reduced by 0.3–0.5 V after using MMO titanium anode |
| Electrode Gap | 80–100 mm | 90 mm | - |
| Electrolysis Cycle | 7–10 days | 8 days | Depends on current density and cathode thickness requirements |
| Cl⁻ Concentration | <500 ppm | <300 ppm | Excessively high chloride ion concentration will accelerate coating corrosion |
| F⁻ Concentration | <50 ppm | <30 ppm | Fluoride ions have a strong corrosive effect on titanium substrate |
Chloride systems
Chloride systems have advantages such as good conductivity, high current density, and large production capacity, but they are highly corrosive and have high requirements for equipment and anodes.
| Parameter | Conventional Range | Optimal Range | Remarks |
|---|---|---|---|
| Electrolyte Composition | Ni²+: 60–80 g/L | Ni²+: 70 g/L | - |
| Cl⁻: 150–200 g/L | Cl⁻: 180 g/L | ||
| pH: 1.5–2.5 | pH: 2.0 | ||
| Electrolyte Temperature | 60–70℃ | 65℃ | Excessively high temperature will accelerate coating corrosion and generate chlorine gas |
| Current Density | 200–400 A/m² | 300 A/m² | Chloride system can adopt higher current density |
| Cell Voltage | 2.0–2.5 V | 2.2–2.4 V | Can be reduced by 0.2–0.3 V after using MMO titanium anode |
| Electrode Gap | 80–100 mm | 90 mm | - |
| Electrolysis Cycle | 7–10 days | 8 days | Depends on current density and cathode thickness requirements |
| F⁻ Concentration | <30 ppm | <20 ppm | Fluoride ions have a strong corrosive effect on titanium substrate |
Recommended Coating Systems
Sulfate Systems: Iridium-tantalum coating (IrO₂-Ta₂O₅) is recommended. Under standard conditions, it has a service life of 3-5 years, and the cell voltage is 300-500mV lower than that of lead anodes, resulting in significant energy savings. Iridium-tantalum coatings exhibit excellent acid resistance and oxygen evolution electrocatalytic activity, making them ideal for nickel electrowinning in sulfate systems.
Chloride Systems: Ruthenium-iridium coating (RuO₂-IrO₂-TiO₂) is recommended. It possesses excellent resistance to chloride ion corrosion and chloride evolution electrocatalytic activity, with a service life of 2-4 years under standard conditions. Ruthenium-iridium coatings can operate stably in electrolytes with high chloride ion concentrations while also exhibiting good oxygen evolution performance.
Recommended anode shape and specifications
| Anode Shape | Recommended Specification | Applicable Scenario |
|---|---|---|
| Plate Anode | Thickness: 2.0–3.0 mm | Conventional electrowinning cell |
| Size: Customized according to electrolytic cell | Suitable for both systems | |
| Conduction: Titanium-Copper Composite Rod | - | |
| Mesh Anode | Thickness: 1.5–2.0 mm | High current density processes |
| Mesh Opening: 10 mm × 10 mm | Projects with strict energy consumption requirements | |
| Frame: 3 mm thick titanium frame | - | |
| Tubular Anode | Diameter: Φ25 mm – Φ50 mm | Swirl electrowinning process |
| Length: Customized according to electrolytic cell | Electrolytic cells with special structure | |
| Conduction: End conductive head | - |
MMO Titanium Anodes for Cobalt Electrowinning Solutions
Cobalt electrowinning typically uses a cobalt sulfate-sulfuric acid electrolyte system. Traditional lead alloy anodes suffer from severe lead contamination, high energy consumption, and short lifespan. Wstitanium’s MMO titanium anodes for cobalt electrowinning meet the stringent requirements for high-purity cobalt production.
Cobalt Electrowinning Process Conditions
The process conditions for cobalt electrowinning are similar to those for nickel electrowinning, but the requirements for product purity are higher. The following are typical cobalt electrowinning process conditions:
| Parameter | Conventional Range | Optimal Range | Remarks |
|---|---|---|---|
| Electrolyte Composition | Co²+: 30–50 g/L | Co²+: 40 g/L | - |
| H₂SO₄: 100–150 g/L | H₂SO₄: 120 g/L | ||
| Na₂SO₄: 50–100 g/L | Na₂SO₄: 80 g/L | ||
| Electrolyte Temperature | 50–60℃ | 55℃ | Excessively high temperature will accelerate coating corrosion |
| Current Density | 150–250 A/m² | 200 A/m² | Cobalt electrowinning usually adopts lower current density to ensure product quality |
| Cell Voltage | 2.5–3.0 V | 2.6–2.8 V | Can be reduced by 0.3–0.5 V after using MMO titanium anode |
| Electrode Gap | 80–100 mm | 90 mm | - |
| Electrolysis Cycle | 7–10 days | 8 days | Depends on current density and cathode thickness requirements |
| Cl⁻ Concentration | <500 ppm | <300 ppm | Excessively high chloride ion concentration will accelerate coating corrosion and contaminate the product |
| F⁻ Concentration | <50 ppm | <30 ppm | Fluoride ions have a strong corrosive effect on titanium substrate |
Recommended Coating System
Wstitanium recommends using an iridium-tantalum coating (IrO₂-Ta₂O₅) for cobalt electrodeposition. Cobalt electrodeposition requires extremely high product purity. The iridium-tantalum coating exhibits excellent chemical stability, is virtually insoluble during use, and ensures high purity of the cobalt cathode. Under standard conditions, its service life can reach 2-3 years.
Recommended anode shape and specifications
| Anode Shape | Recommended Specification | Applicable Scenario |
|---|---|---|
| Plate Anode | Thickness: 2.0–3.0 mm | Conventional electrowinning cell |
| Size: Customized according to electrolytic cell | Large-scale production (preferred) | |
| Conduction: Titanium-Copper Composite Rod | - | |
| Mesh Anode | Thickness: 1.5–2.0 mm | High current density processes |
| Mesh Opening: 10 mm × 10 mm | Projects with strict energy consumption requirements | |
| Frame: 3 mm thick titanium frame | - | |
| Tubular Anode | Diameter: Φ25 mm – Φ50 mm | Swirl electrowinning process |
| Length: Customized according to electrolytic cell | Small electrolytic cells | |
| Conduction: End conductive head | - |
MMO Titanium Anodes for Manganese Electrowinning Solutions
Manganese electrowinning typically uses a manganese sulfate-ammonium sulfate electrolyte system. Traditional lead alloy anodes suffer from problems such as high cell voltage, high energy consumption, severe lead contamination, and excessive anode sludge. MMO titanium anodes effectively solve these problems.
Manganese Electrowinning Operating Conditions
The operating conditions for manganese electrowinning are quite specific; the electrolyte is weakly acidic. Manganese dioxide easily deposits on the anode surface. The following are typical manganese electrowinning process conditions:
| Parameter | Conventional Range | Optimal Range | Remarks |
|---|---|---|---|
| Electrolyte Composition | Mn²+: 30–40 g/L | Mn²+: 35 g/L | - |
| (NH₄)₂SO₄: 100–120 g/L | (NH₄)₂SO₄: 110 g/L | ||
| pH: 6.0–7.0 | pH: 6.5 | ||
| Electrolyte Temperature | 35–45℃ | 40℃ | Excessively high temperature will accelerate ammonium salt decomposition and coating corrosion |
| Current Density | 300–400 A/m² | 350 A/m² | - |
| Cell Voltage | 3.5–4.0 V | 3.6–3.8 V | Can be reduced by 0.3–0.5 V after using MMO titanium anode |
| Electrode Gap | 60–80 mm | 70 mm | - |
| Electrolysis Cycle | 24–36 hours | 30 hours | Depends on current density and cathode thickness requirements |
| Cl⁻ Concentration | <300 ppm | <200 ppm | Excessively high chloride ion concentration will accelerate coating corrosion and generate chlorine gas |
| F⁻ Concentration | <30 ppm | <20 ppm | Fluoride ions have a strong corrosive effect on titanium substrate |
Recommended Coating Systems
Wstitanium recommends using iridium-tantalum-based coatings (IrO₂-Ta₂O₅) or titanium-based lead dioxide coatings (Ti/PbO₂) for manganese electrodeposition.
Iridium-tantalum-based coatings: Excellent corrosion resistance and electrocatalytic activity, effectively inhibiting manganese dioxide deposition on the anode surface. Under standard conditions, the service life can reach 2-3 years.
Titanium-based lead dioxide coatings: Lower cost, stable performance, suitable for cost-sensitive projects. Under standard conditions, the service life can reach 1-2 years.
Recommended anode shape and specifications
| Anode Shape | Recommended Specification | Applicable Scenario |
|---|---|---|
| Plate Anode | Thickness: 2.0–3.0 mm | Conventional electrowinning cell |
| Size: Customized according to electrolytic cell | Large-scale production (preferred) | |
| Conduction: Titanium-Copper Composite Rod | - | |
| Mesh Anode | Thickness: 1.5–2.0 mm | High current density processes |
| Mesh Opening: 10 mm × 10 mm | Projects with strict energy consumption requirements | |
| Frame: 3 mm thick titanium frame | - |
MMO Titanium Anodes for Precious Metal Electrowinning Solutions
Precious metal (gold, silver, platinum, palladium, etc.) electrowinning is commonly used to recover precious metals from low-concentration solutions. This places extremely high demands on the electrocatalytic activity and corrosion resistance of the anode.
Gold electrowinning operating conditions
Gold electrowinning typically uses potassium gold cyanide solution, which is the main method for recovering gold from cyanide leaching solutions.
| Parameter | Conventional Range | Optimal Range | Remarks |
|---|---|---|---|
| Electrolyte Composition | Au(CN)₂⁻: 0.5–5.0 g/L | Au(CN)₂⁻: 1.0–3.0 g/L | - |
| NaOH: 0.5–2.0 g/L | NaOH: 1.0 g/L | ||
| Free CN⁻: 0.05–0.2 g/L | Free CN⁻: 0.1 g/L | ||
| Electrolyte Temperature | 20–40℃ | 30℃ | Excessively high temperature will accelerate cyanide decomposition |
| Current Density | 50–150 A/m² | 100 A/m² | Gold electrowinning usually adopts lower current density to ensure product quality |
| Cell Voltage | 1.5–2.5 V | 2.0 V | Can be reduced by 0.2–0.3 V after using MMO titanium anode |
| Electrode Gap | 50–100 mm | 75 mm | - |
| Electrolysis Cycle | 24–72 hours | 48 hours | Depends on gold concentration and current density |
Silver electrowinning operating conditions
Silver electrowinning typically uses a potassium silver cyanide solution, which is the main method for recovering silver from cyanide leaching solutions.
| Parameter | Conventional Range | Optimal Range | Remarks |
|---|---|---|---|
| Electrolyte Composition | Ag(CN)₂⁻: 1.0–10.0 g/L | Ag(CN)₂⁻: 3.0–5.0 g/L | - |
| NaOH: 0.5–2.0 g/L | NaOH: 1.0 g/L | ||
| Free CN⁻: 0.1–0.5 g/L | Free CN⁻: 0.2 g/L | ||
| Electrolyte Temperature | 20–40℃ | 30℃ | Excessively high temperature will accelerate cyanide decomposition |
| Current Density | 50–200 A/m² | 150 A/m² | - |
| Cell Voltage | 1.5–2.5 V | 2.0 V | Can be reduced by 0.2–0.3 V after using MMO titanium anode |
| Electrode Gap | 50–100 mm | 75 mm | - |
| Electrolysis Cycle | 24–72 hours | 48 hours | Depends on silver concentration and current density |
Recommended Coating Systems
Wstitanium recommends platinum plating (Ti/Pt) or iridium-tantalum plating (IrO₂-Ta₂O₅) for precious metal electrowinning.
Platinum Coating: Extremely high electrocatalytic activity and corrosion resistance, high current efficiency, and long lifespan. Suitable for precious metal recovery projects with extremely high performance requirements. Under standard conditions, its lifespan can reach 10-20 years.
Iridium-tantalum Coating: Excellent performance and lower cost than platinum plating, suitable for medium-scale precious metal recovery projects. Under standard conditions, its lifespan can reach 3-5 years.
Recommended anode shape and specifications
| Anode Shape | Recommended Specification | Applicable Scenario |
|---|---|---|
| Basket Anode | Basket body: Titanium mesh welding | Low concentration precious metal solution recovery |
| Filling: Titanium ball (Φ5mm) | High current density process (preferred) | |
| Conduction: Central titanium rod | - | |
| Mesh Anode | Thickness: 1.0–1.5 mm | Conventional precious metal electrowinning |
| Mesh opening: 5mm × 10mm | Medium concentration solution | |
| Frame: 2mm thick titanium frame | - | |
| Tubular Anode | Diameter: Φ10mm – Φ25mm | Small electrolytic cell |
| Length: Customized according to electrolytic cell | Laboratory research | |
| Conduction: End conductive head | - |
FAQ
The working principle of an MMO titanium anode is based on the electrocatalytic effect of its surface noble metal oxide coating.
In a sulfate system, the oxygen evolution reaction is: 2H₂O → O₂↑ + 4H⁺ + 4e⁻
In a chloride system, the chlorine evolution reaction is: 2Cl⁻ → Cl₂↑ + 2e⁻
The noble metal oxide coating not only reduces the overpotential of these reactions but also enables long-term stable operation in highly corrosive electrolytes. The titanium substrate, acting as both a support and conductor, exhibits excellent corrosion resistance and conductivity.
The choice of a suitable coating system depends primarily on the electrolyte system and operating conditions:
Sulfate systems (e.g., copper, zinc, nickel, cobalt, manganese electrodeposition): Iridium-tantalum coatings (IrO₂-Ta₂O₅) or titanium-based lead dioxide coatings (Ti/PbO₂) are recommended.
Chloride systems (e.g., nickel, cobalt, copper electrodeposition): Ruthenium-iridium coatings (RuO₂-IrO₂-TiO₂) are recommended.
Noble metal electrodeposition (e.g., gold, silver, platinum, palladium): Platinum-plated coatings (Ti/Pt) or iridium-tantalum coatings are recommended.
For cost-sensitive large-scale projects: Titanium-based lead dioxide coatings are recommended.
For projects with extremely high product quality requirements: Iridium-tantalum coatings or platinum-plated coatings are recommended.
Wstitanium’s technical engineers will recommend the most suitable coating system for you.
MMO titanium anodes are sensitive to certain impurities in the electrolyte, particularly:
Fluoride ions (F⁻): Fluoride ions corrode the titanium substrate. The fluoride ion content in the electrolyte should not exceed 50 ppm (iridium-tantalum and ruthenium-iridium coatings) or 30 ppm (lead dioxide coatings). If the fluoride ion content is high, special protective measures are required.
Cyanide ions (CN⁻): Cyanide ions form stable complexes with titanium, corroding the titanium substrate. The cyanide ion content in the electrolyte should not exceed 10 ppm.
Chloride ions (Cl⁻): Ruthenium-iridium coatings have good resistance to chloride ions and can operate in electrolytes with high chloride ion content. Iridium-tantalum and lead dioxide coatings have relatively poor resistance to chloride ions, requiring a chloride ion content not exceeding 500 ppm.
If your electrolyte contains high levels of impurities, please inform us when ordering. We will recommend suitable coating systems and protective measures for you.
No. MMO titanium anodes are insoluble anodes, practically insoluble, and do not release contaminating ions into the electrolyte. Therefore, they will not contaminate cathode products. MMO titanium anodes can reduce the lead content of cathode copper from 5 ppm to below 1 ppm, and the lead content of cathode zinc from 10 ppm to below 2 ppm.
The specific current density range for MMO titanium anodes depends on the coating system:
Iridium-tantalum: 100-2000 A/m²
Ruthenium-iridium: 100-1500 A/m²
Lead dioxide coating: 200-800 A/m²
Platinum coating: 500-10000 A/m²
We recommend selecting an appropriate current density based on operating conditions and design life. Excessively high current densities will significantly shorten the anode’s lifespan.






{kind=link}
{kind=link}
{kind=link}