

In the field of seawater electrolysis, MMO titanium anodes have become the mainstream choice due to their superior electrochemical performance. Seawater electrolysis technology, as a highly efficient and environmentally friendly electrochemical technology, plays an increasingly important role in seawater desalination, chlorination from seawater, hydrogen production from seawater, and marine corrosion protection. Wstitanium, a leading MMO titanium anode manufacturer in China, provides customized solutions to global customers. Our products are widely used in various fields such as coastal power plants, seawater desalination plants, ship ballast water treatment systems, mariculture, marine cathodic protection, and hydrogen production through seawater electrolysis.

This page will provide a comprehensive and in-depth introduction to MMO titanium anode technology applied in seawater electrolysis, including coating systems, performance parameters, application industries, shape types, selection guidelines, project case studies, and frequently asked questions. We will cite authoritative academic literature and industry standards to ensure the accuracy and reliability of all data and descriptions, helping you to fully understand MMO titanium anode technology for seawater electrolysis.
MMO Titanium Anodes for Seawater Electrolysis Coating Systems
The core performance of MMO titanium anodes depends on their surface mixed metal oxide coating. The composition, structure, and preparation technology of the coating determine the anode’s electrocatalytic activity, corrosion resistance, current efficiency, and lifespan. In seawater electrolysis, seawater contains high concentrations of chloride ions (approximately 19,000 ppm), dissolved oxygen, microorganisms, and various impurities such as calcium, magnesium, potassium, sodium, and bromine. This places extremely stringent requirements on the anode coating performance. Wstitanium has developed a variety of MMO coating systems suitable for seawater electrolysis environments. We have over 20 mature MMO titanium anode coating formulations. We can customize the most suitable coating solution based on your specific operating conditions.
RuO₂-TiO₂
Ruthenium-titanium coatings are particularly suitable for the chlorine evolution reaction (CER). In seawater electrolysis, the chlorine evolution reaction is one of the most important anolyte reactions: 2Cl⁻ → Cl₂ + 2e⁻ (standard electrode potential 1.36V vs SHE). The generated chlorine gas reacts rapidly with water to produce hypochlorous acid (HClO) and hypochlorite ions (ClO⁻). These are strong oxidizing agents with highly effective sterilization and disinfection properties.
- Typical 40mol% RuO₂ and 60mol% TiO₂
- Current efficiency ≥95%
- Resistant to 19000ppm chloride ions
- pH 2-12
- Operating temperature: ≤80℃
- For seawater electrolysis for chlorination
- For ship ballast water treatment
- For marine aquaculture disinfection
- For circulating water algae control
- For port and dock disinfection

IrO₂ significantly improves the corrosion resistance and stability of coatings, especially under high current density, high temperature, and complex water quality conditions. Wstitanium’s research shows that the coating exhibits optimal overall performance when the molar ratio of RuO₂:IrO₂:TiO₂ is 40:20:40. This ratio maintains high chlorination catalytic activity while providing excellent corrosion resistance and stability.
- Current density ≤ 5000 A/m²
- pH 2-13
- Better anti-scaling performance
- Operating temperature ≤ 80℃
- Current efficiency ≥95%
- For chlorination via seawater electrolysis
- For high-load seawater treatment
- For marine cathodic protection
- For seawater desalination pretreatment

Iridium-tantalum coatings are primarily suitable for the oxygen evolution reaction (OER). The main components of iridium-tantalum coatings are iridium dioxide (IrO₂) and tantalum pentoxide (Ta₂O₅). IrO₂ is the main electrocatalytically active component, exhibiting extremely low oxygen evolution overpotential (approximately 1.385V vs SCE) and excellent electrocatalytic activity. Ta₂O₅, acting as a stabilizer and support, possesses extremely high chemical stability and corrosion resistance, significantly improving the stability and lifespan of the coating.
- Current efficiency ≥90%
- Excellent resistance to strong acids
- Extremely high chemical stability
- Design life 30-50 years
- pH 0-14
- For seawater hydrogen production
- For seawater desalination electrodialysis
- For marine cathodic protection
- For high-oxygen seawater treatment
- For seawater uranium and lithium extraction

Platinum possesses extremely high electrocatalytic activity and chemical stability. In seawater electrolysis, platinum coatings are primarily used in specialized applications with extremely high performance requirements. Platinum exhibits exceptionally high catalytic activity for both chlorine evolution and oxygen evolution reactions, with extremely low overpotentials. The annual consumption rate of platinum coatings is extremely low, only 0.1-0.3 mg/A·a, resulting in an exceptionally long service life.
- Current density ≤10000 A/m²
- Design life 50 years
- Platinum coating ≥99.5%
- Uniformity error ≤±0.01μm
- Coating thickness 0.5-5μm
- Noble metal loading 10-50 g/m²
- Cyanide-free plating
- For high-precision seawater electrolysis
- For deep-sea exploration electrodes
- For high-purity seawater treatment

MMO Titanium Anode Comparison
To help you understand the performance differences of MMO titanium anodes with different coating systems, Wstitanium has compiled the following detailed parameter comparison table. All data comes from our laboratory tests and actual engineering application verification, and also references authoritative international academic literature and industry standards. We have rigorously tested and verified each parameter to ensure the accuracy and reliability of the data. Disclaimer: The data was obtained under constraints and is not a fixed value. It is for reference only and should not be used as the basis for final judgment.
| Coating | Molar Composition | Main Reaction | CER Overpotential (V vs SCE @2kA/m²) | OER Overpotential (V vs SCE @2kA/m²) | Recommended Working Current Density (A/m²) | Max Short-term Current Density (A/m²) | pH Range | Working Temperature (℃) | Coating Thickness (μm) | Precious Metal Loading (g/m²) | Design Service Life (Year) | Annual Consumption Rate (mg/A·a) | Chloride Resistance | Reverse Current Resistance | Anti-scaling Ability | Cost Index |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ru-Ti | RuO₂(40%)-TiO₂(60%) | Chlorine Evolution | ≤1.13 | ≥1.75 | 100-2000 | 3000 | 2-12 | 0-60 | 5-10 | 8-12 | 5-10 | 1.0-1.5 | Excellent | Moderate | Moderate | 1 |
| Ru-Ir | RuO₂(40%)-IrO₂(20%)-TiO₂(40%) | Mainly Chlorine Evolution | ≤1.15 | ≥1.70 | 200-3000 | 5000 | 1-13 | 0-70 | 8-15 | 10-15 | 10-20 | 0.5-1.0 | Excellent | Good | Good | 1.5 |
| Ir-Ta | IrO₂(70%)-Ta₂O₅(30%) | Oxygen Evolution | ≥1.40 | ≤1.385 | 100-2500 | 4000 | 0-14 | 0-80 | 8-15 | 12-18 | 20-30 | 0.3-0.5 | Good | Excellent | Excellent | 2 |
| Ru-Ir-Ta | RuO₂(35%)-IrO₂(35%)-Ta₂O₅(30%) | CER + OER Mixed | ≤1.18 | ≤1.45 | 200-4000 | 6000 | 0-14 | 0-80 | 10-20 | 15-25 | 15-25 | 0.4-0.8 | Excellent | Excellent | Excellent | 2.2 |
| Pt | Pt | CER + OER Mixed | ≤1.10 | ≤1.35 | 500-10000 | 15000 | 0-14 | 0-100 | 0.5-5 | 10-50 | 30-50 | 0.1-0.3 | Excellent | Excellent | Excellent | 5 |
| Sn-Sb | SnO₂(90%)-Sb₂O₃(10%) | Oxygen Evolution | ≥1.50 | ≤1.55 | 100-1500 | 2500 | 1-12 | 0-60 | 10-20 | 5-10 | 3-5 | 1.5-2.0 | Moderate | Moderate | Moderate | 0.8 |
| Lead Dioxide | PbO₂ | Oxygen Evolution | ≥1.55 | ≤1.50 | 200-2000 | 3000 | 0-12 | 0-70 | 50-100 | - | 5-8 | 1.0-1.5 | Good | Poor | Poor | 0.7 |
1. The above parameters are typical values only. Actual performance may vary depending on specific coating formula, manufacturing technology and working conditions. Wstitanium can adjust coating formula and preparation process according to customer requirements to achieve optimal performance.
2. Design service life refers to the expected life under standard working conditions: seawater chloride concentration 19000ppm, pH 7.5-8.5, temperature 25℃, working current density at the midpoint of long-term range, no reverse current, seawater pre-treated to remove large suspended solids.
3. Actual service life depends on multiple factors including current density, working temperature, seawater quality, maintenance status, start-stop frequency, etc. Generally, every doubling of current density reduces service life by ~50%; every 10℃ rise in temperature reduces service life by ~30%.
4. Annual consumption rate refers to the annual consumption of precious metal in coating under standard conditions, a key indicator for evaluating anode economy. Lower consumption rate indicates better long-term economy.
5. Chloride resistance refers to coating stability in high chloride environments. Chloride concentration in seawater is ~19000ppm, and may exceed 30000ppm in concentrated seawater.
6. Reverse current resistance refers to coating stability under reverse current impact, critical for cathodic protection, electrodialysis and pressure-driven water treatment systems. Reverse current can reduce precious metals in coating, accelerating failure.
7. Anti-scaling ability refers to coating resistance to Ca/Mg scale formation. Scaling increases cell voltage, reduces current efficiency, and may cause anode failure in severe cases.
8. Cost index is based on Ru-Ti coating (1.0) as reference for relative cost. Higher index means higher initial purchase cost. However, coatings with higher initial cost often have longer service life and lower maintenance cost, leading to better overall life-cycle economy.
MMO Titanium Anodes for the Seawater Electrolysis Industry
Seawater electrolysis technology has been widely applied in various industries and fields, becoming a key technology for promoting marine economic development and achieving carbon neutrality goals. MMO titanium anodes, as a core component of seawater electrolysis systems, play an irreplaceable role in these industries. Wstitanium’s MMO titanium anode products for seawater electrolysis have been successfully applied in dozens of projects.
1. Power Plant Circulating Water Treatment
Coastal power plants are one of the largest application areas for seawater electrolysis technology. Seawater contains a large number of microorganisms, algae, and shellfish. These organisms attach and grow on the inner walls of condensers and pipes, forming biofouling. Power plants use seawater electrolysis to produce chlorine for sterilization, algae removal, and biofouling prevention in circulating water. Sodium hypochlorite (NaClO) produced by seawater electrolysis is a highly efficient and broad-spectrum bactericide, effectively killing bacteria, algae, and shellfish larvae in seawater and preventing biofouling formation. Wstitanium recommends customized ruthenium-iridium coated MMO titanium anode components.
2. Seawater Desalination
Seawater desalination is a crucial way to address the global freshwater shortage. It involves electrolyzing seawater to produce chlorine, which is then used for sterilization and algae control, preventing biofouling of reverse osmosis membranes and heat exchangers. Electrodialysis is suitable for desalinating high-salinity seawater and brackish water. Concentrated seawater is then electrolyzed to recover useful substances (such as salt, bromine, and magnesium) or to achieve harmless treatment. Ruthenium-iridium-titanium coated MMO titanium anodes are recommended for seawater desalination pretreatment. Iridium-tantalum coated MMO titanium anodes are recommended for electrodialysis seawater desalination.
3. Ballast Water Treatment System
Ballast water refers to seawater injected into a ship’s ballast tanks to maintain stability and draft. Seawater electrolysis is one of the most mainstream ballast water treatment technologies. This technology electrolyzes seawater in the ballast tanks to produce strong oxidizing substances such as sodium hypochlorite, killing harmful organisms and pathogens in the ballast water. Seawater electrolysis has advantages such as high treatment efficiency, small footprint, low operating costs, and simple operation, making it particularly suitable for large ships. Wstitanium recommends an iridium-tantalum coating.
4. Marine Aquaculture
Seawater electrolysis, as a green and environmentally friendly water quality control technology, is increasingly being applied in the marine aquaculture industry. The sodium hypochlorite produced by seawater electrolysis effectively kills bacteria, viruses, and parasites in seawater, preventing aquatic diseases. Simultaneously, the micro-nano bubbles generated during electrolysis increase dissolved oxygen levels in the water, improving water quality and promoting the growth of aquatic animals. We recommend ruthenium-iridium-titanium coated MMO titanium anodes specifically designed for marine aquaculture.
5. Marine Cathodic Protection
Marine structures such as cross-sea bridges, offshore platforms, subsea pipelines, and port terminals are exposed to seawater for extended periods and suffer severe electrochemical corrosion. Cathodic protection is one of the most effective methods to prevent corrosion of marine engineering structures. Impressed current cathodic protection systems supply cathodic current to the protected structure via an external DC power supply, thereby inhibiting corrosion reactions. MMO titanium anodes are the most commonly used auxiliary anodes in impressed current cathodic protection systems.
6. Seawater Electrolysis for Hydrogen Production
Hydrogen production via seawater electrolysis eliminates the need for desalination, reducing production costs. Simultaneously, the rapid development of renewable energy sources such as offshore wind and solar power provides ample green electricity for this process. Offshore wind power-to-hydrogen production can solve the problem of wind power integration, achieving a perfect combination of “green electricity + green hydrogen.” This is an important direction for future hydrogen energy development. Wstitanium recommends iridium-tantalum coated MMO titanium anodes.
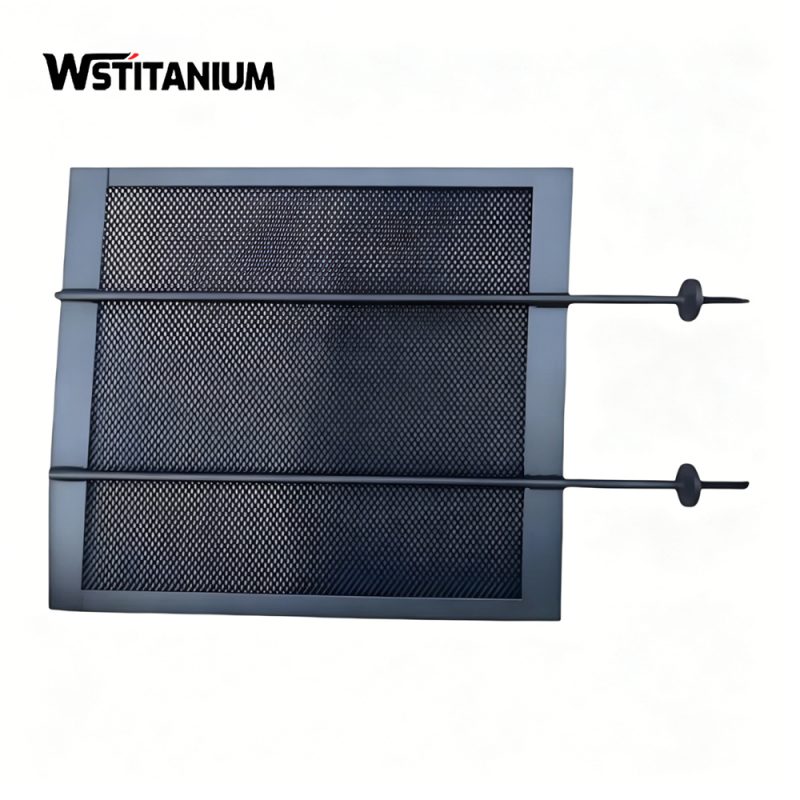
MMO Titanium Anode Shape and Structure
The shape and structure of the MMO titanium anode affect electrolyte flow, bubble escape, current distribution, and electrolysis efficiency. Wstitanium customizes MMO titanium anodes of various shapes and sizes for seawater electrolysis.

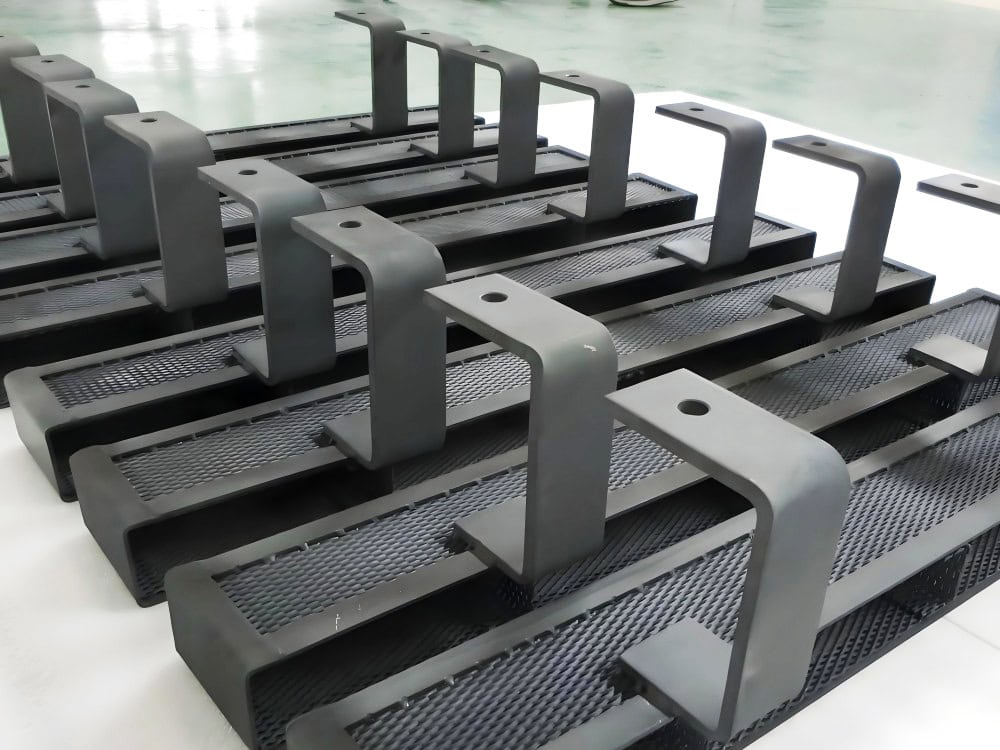
Mesh Anode
- Thickness: 0.5-2.0mm
- Mesh size: 1×2mm-10×20mm
- Maximum size: 1200×2000mm
- Surface finish: Sandblasting, acid pickling
- Uniform current distribution
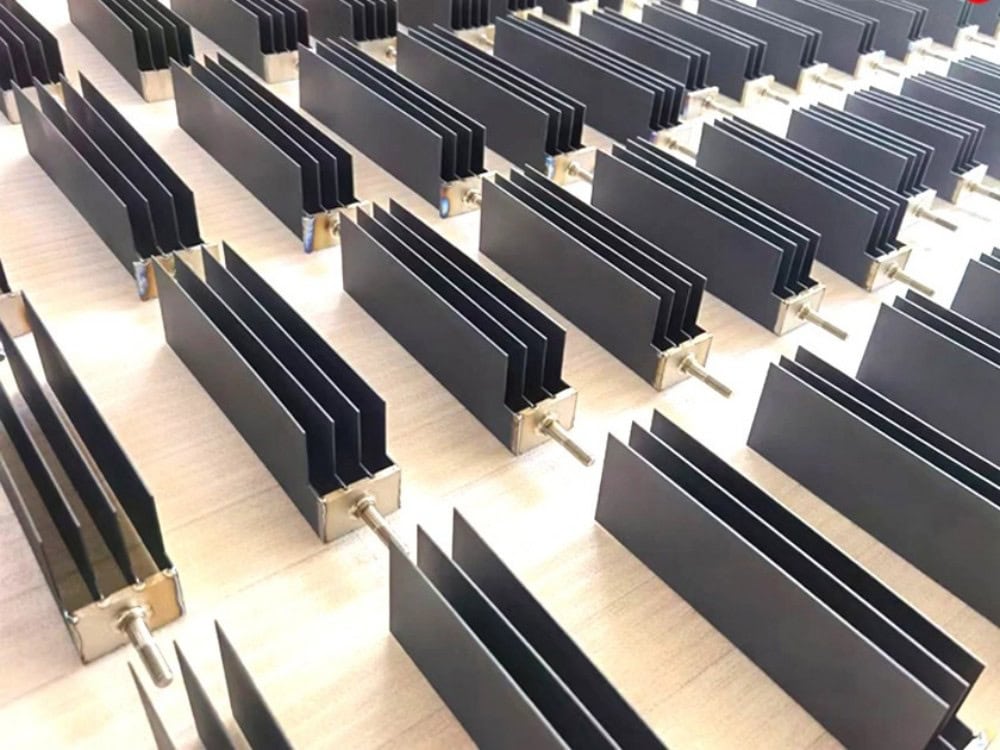
Plate Anode
- Thickness: 0.8-5.0mm
- Maximum size: 1500×3000mm
- Surface finish: Sandblasting, acid pickling
- Flatness tolerance: ≤0.5mm/m
- High mechanical strength
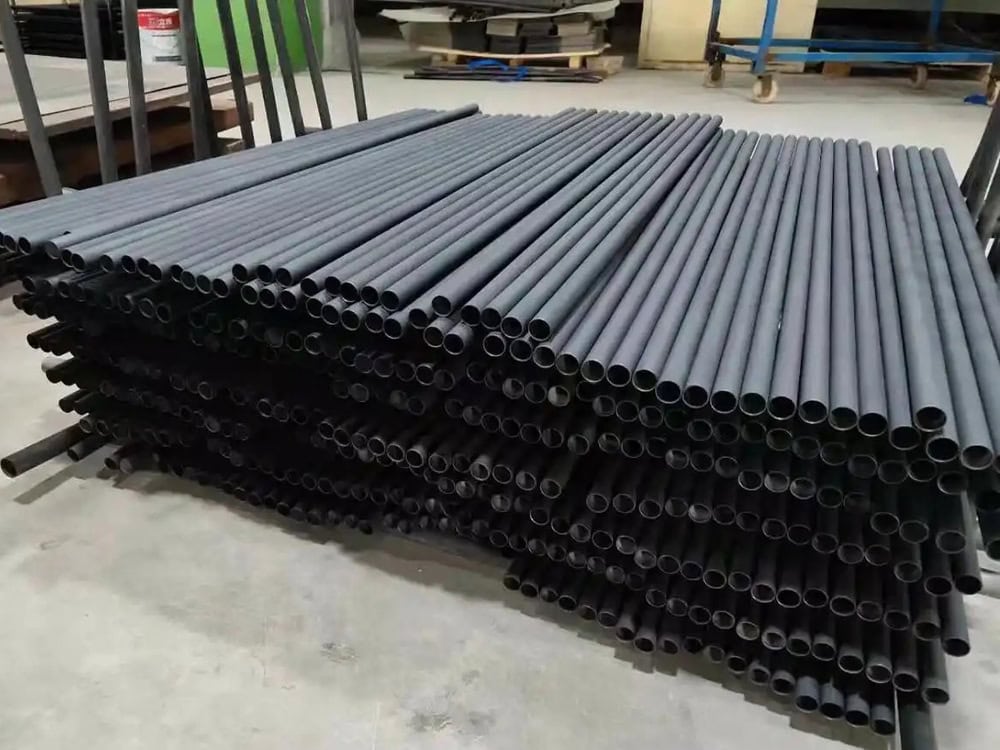
Tubular Anode
- Outer diameter: 10-100mm
- Wall thickness: 0.5-3.0mm
- Length: 0.5-6.0m
- Coating: All coatings
- Outer & inner surfaces

Rod Anode
- Low cost
- Diameter: 3-50mm
- Length: 0.1-3.0m
- Surface: Sandblasting, acid pickling
- Connection: Threaded, welded
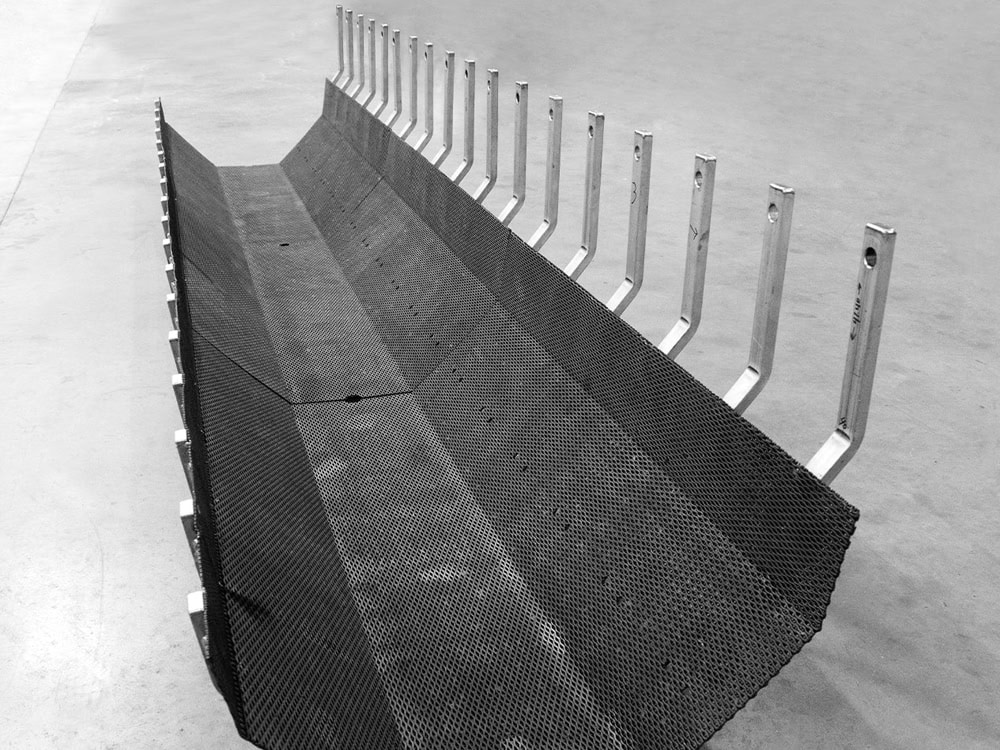
Basket Anode
- Mesh Size: 2×4mm-5×10mm
- Customized according to electrolytic cell
- Inner and outer surface coatings
- Extremely high specific surface area
- Excellent electrolyte flowability
Custom Shaped Anode
- Annular titanium anode
- Spiral titanium anode
- Disc titanium anode
- Grid titanium anode
- Ribbon/Strip Titanium Anode
MMO Titanium Anode Selection Guide
Choosing the right MMO titanium anode is crucial for the performance, efficiency, and lifespan of a seawater electrolysis system. An incorrect selection can lead to premature anode failure, decreased system efficiency, increased costs, or even system malfunction. Wstitanium has compiled the following detailed guide to selecting MMO titanium anodes for seawater electrolysis to help you choose the most suitable product.
Add Your Heading Text Here
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Add Your Heading Text Here
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Operating Conditions
- Chloride ion concentration (typically 19000 ppm)
- pH (typically 7.5-8.5)
- Temperature (typically 0-30℃)
- Impurities (suspended solids, heavy metal ions, fluoride ions, etc.)
- Salinity range
- Chlorine evolution, oxygen evolution, or both
- Operating current density (A/m²)
- Operating voltage (V)
- Current efficiency requirement (%)
- Design service life (years)
- Electrolyte type and structure
- Electrolyte flow and velocity
- Reverse current resistance requirements
- Scale resistance requirements
- Installation space
- Cost budget
Select Suitable Coating System
Choose the most suitable coating system based on your operating conditions, especially the main electrochemical reactions and corrosive environment. This is the most critical step in selecting an MMO titanium anode.
| Main Reaction | Recommended Coating | Typical Working Conditions | Not Suitable Working Conditions |
|---|---|---|---|
| Chlorine Evolution Dominant (CER) | Ru-Ti Series, Ru-Ir-Ti Series | Seawater electrolysis for chlorine, ballast water treatment, seawater aquaculture disinfection, recirculating water treatment | Strongly acidic environments, high oxygen evolution reaction (OER) environments |
| Oxygen Evolution Dominant (OER) | Ir-Ta Series | Seawater electrolysis for hydrogen production, electrodialysis seawater desalination, concrete cathodic protection | High chloride concentration environments, high current density chlorine evolution environments |
| CER + OER Mixed Reactions | Ru-Ir-Ta Series | Complex seawater environments, cathodic protection systems, coupled hydrogen and chlorine production systems | Projects with very high cost sensitivity |
| Special Requirements | Pt Series, Sn-Sb Series, Lead Dioxide (PbO₂) | High precision applications, high current density, strong oxidizing environments | General industrial applications (due to excessive cost) |
Choosing the Anode Shape and Structure
Based on your electrolyzer design and technical requirements, select the most suitable anode shape and structure.
| Shape | Advantages | Disadvantages | Recommended Applications |
|---|---|---|---|
| Mesh | High specific surface area, good electrolyte circulation, easy gas bubble release, lightweight | Relatively low mechanical strength | Seawater electrolysis for chlorine production, aquaculture disinfection, cathodic protection, seawater desalination pretreatment |
| Plate | High mechanical strength, uniform current distribution, flat surface | Smaller specific surface area, relatively difficult gas bubble release | Ballast water treatment, electrodialysis, seawater electrolysis for hydrogen production, high-precision electrolytic cells |
| Tubular | Compact structure, suitable for flowing electrolyte, usable on both inner and outer surfaces | Relatively complex fabrication | Cathodic protection for deep wells and pipelines, flow-through electrolysis systems |
| Rod | Simple structure, easy installation, suitable for confined spaces | Small specific surface area | Small electrolytic devices, localized cathodic protection, laboratory equipment |
| Strip | Good flexibility, suitable for long-distance protection, easy installation | Relatively low current output | Cathodic protection for tank bottoms, long-distance pipelines, and concrete structures |
| Basket | High specific surface area, high current output, compact structure | Complex fabrication, high cost | Large-scale industrial electrolytic cells, large seawater treatment systems |
1. Ensure uniform gap between anode and cathode to avoid current concentration.
2. Optimize electrolyte flow channels to reduce "gas blockage" effect.
3. Design a reasonable conductive structure to lower contact resistance.
4. Consider ease of installation and maintenance.
5. Adopt modular design for easy replacement and upgrade.
Determine Anode Specifications and Quantity
Based on your system current requirements and the current density of the selected anodes, determine the required total anode area. Determine the number and size of the anodes based on their shape and specifications.
Calculation Formulas:
Required Total Anode Area = Total System Current / Anode Operating Current Density
Number of Anodes = Required Total Anode Area / Effective Area of a Single Anode
Important Notes:
1. The operating current density should be selected within the recommended range and should not exceed the maximum allowable current density of the anodes; otherwise, the anode lifespan will be significantly shortened.
2. A certain margin should be considered, typically 10-20%, to cope with system load changes and anode performance degradation.
3. For large systems, anodes should be divided into multiple groups for easier control and maintenance.
FAQ
In seawater electrolysis, the following two reactions mainly occur on the surface of the MMO titanium anode:
Chlorine evolution reaction (CER): 2Cl⁻ → Cl₂ + 2e⁻, standard electrode potential 1.36V vs SHE.
Oxygen evolution reaction (OER): 2H₂O → O₂ + 4H⁺ + 4e⁻, standard electrode potential 1.23V vs SHE.
In most seawater electrolysis applications, the chlorine evolution reaction is the dominant reaction because seawater contains a high concentration of chloride ions (approximately 19,000 ppm). However, in some applications, such as seawater electrolysis for hydrogen production, the oxygen evolution reaction is the dominant reaction.
The design life of MMO titanium anodes for seawater electrolysis depends on various factors, including the coating system, operating current density, operating temperature, seawater quality, and maintenance conditions. Generally:
Ruthenium-titanium coating: 5-10 years.
Ruthenium-iridium-titanium coating: 10-20 years.
Iridium-tantalum coating: 20-30 years.
Ruthenium-iridium-tantalum coating: 15-25 years.
Platinum coating: 30-50 years.
The main signs of MMO titanium anode failure include:
1.A significant increase in cell voltage (usually more than 0.3V).
2.A significant decrease in current efficiency.
3.A significant reduction in product yield.
4.Peeling, cracking, or discoloration on the anode surface.
5.The presence of titanium ions or noble metal ions in the electrolyte.
If any of these occur, the anode may have failed and needs to be replaced or recoated promptly.
Yes, impurities in seawater can have a certain impact on the performance of MMO titanium anodes:
1. Suspended solids: These can deposit on the anode surface, covering active sites and reducing current efficiency.
2. Organic matter: This can oxidize the anode surface, consuming current and reducing current efficiency.
3. Calcium and magnesium ions: These can form scale on the anode surface, increasing cell voltage.
4. Fluoride ions: These can damage the passivation film of the titanium substrate, leading to rapid anode failure.
Wstitanium’s optimized coating formulation can mitigate the effects of these impurities to some extent. We recommend installing a pretreatment device before the electrolysis system to remove large suspended solids and excessive impurities from the seawater.
The reverse current resistance of MMO titanium anodes varies depending on the coating system:
1. Ruthenium-titanium coating: Moderate reverse current resistance, can only withstand small reverse current surges.
2. Ruthenium-iridium-titanium coating: Good reverse current resistance.
3. Iridium-tantalum coating: Excellent reverse current resistance.
4. Ruthenium-iridium-tantalum coating: Excellent reverse current resistance.
5. Platinum coating: Excellent reverse current resistance.
If your system has reverse current, it is recommended to choose an anode with an iridium-tantalum, ruthenium-iridium-tantalum, or platinum coating.
The operating temperature range of MMO titanium anodes depends on the coating system and the titanium substrate material:
Ruthenium-titanium coating: 0-60℃
Ruthenium-iridium-titanium coating: 0-70℃
Iridium-tantalum coating: 0-80℃
Ruthenium-iridium-tantalum coating: 0-80℃
Platinum coating: 0-100℃
For operation at even higher temperatures, special high-temperature coatings and titanium alloy substrates must be selected.
The maximum allowable current density for MMO titanium anodes depends on the coating system:
Ruthenium-titanium coating: ≤3000A/m²
Ruthenium-iridium-titanium coating: ≤5000A/m²
Iridium-tantalum coating: ≤4000A/m²
Ruthenium-iridium-tantalum coating: ≤6000A/m²
Platinum coating: ≤15000A/m²
In practical applications, it is recommended to select an appropriate operating current density and not exceed the maximum allowable current density, otherwise the anode’s lifespan will be significantly shortened.
Select a suitable coating system and anode shape.
Control the operating current density within the recommended range.
Control the operating temperature within the recommended range.
Pre-treat seawater to remove impurities.
Regularly clean the anode surface to remove scale and deposits.
Avoid frequent start-ups and shutdowns and reverse current surges.
Regularly inspect and maintain the system.
Coating formulation customization: Customizing the most suitable coating system based on the customer’s operating conditions.
Substrate customization: Providing titanium substrates of various materials and specifications.
Shape and structure customization: Customizing anodes of various shapes and structures according to customer drawings and requirements.
Anode assembly customization: Designing and manufacturing complete anode assemblies.
Special function customization: Developing anodes with special functions such as anti-scaling, anti-reverse current, and anti-fluoride ion.
Small batch trial production and mass production.
Project consultation and solution design
Sample production and testing
On-site installation guidance and technical training
Anode operation monitoring and fault diagnosis
Maintenance guidance
Recoating service for old anode coatings
24-hour technical support hotline
Global after-sales service network
Excellent resistance to chloride ion corrosion, enabling stable operation in high-salinity seawater.
Extremely low oxygen evolution overpotential, resulting in low energy consumption.
High current efficiency, leading to high hydrogen production efficiency.
Long service life and low maintenance costs.
Good dimensional stability, preventing contamination of hydrogen products.
Suitable for large-scale hydrogen production due to its ability to withstand high current densities.
In a seawater electrolysis chlorination system, the concentration of sodium hypochlorite is typically 0.5-1.0 g/L (based on available chlorine). If a higher concentration is required, concentrated brine electrolysis can be used, achieving a sodium hypochlorite concentration of 5-10 g/L.
Strong resistance to reverse current, as ballast water treatment systems typically apply reverse current for self-cleaning during drainage.
Small size and compact structure, due to limited installation space on ships.
High reliability, as maintenance is difficult when ships are at sea.
Adaptability to changes in seawater temperature and salinity.
Certified by IMO and various national classification societies.






{kind=link}
{kind=link}
{kind=link}