

For wastewater containing phenolic compounds (C₆H₅OH and its derivatives), mixed metal oxide (MMO) titanium anodes generate strong oxidants such as hydroxyl radicals (・OH), superoxide radicals (・O₂⁻), and active chlorine species (ClO⁻, HClO), rapidly degrading phenolic pollutants.
Wstitanium, a leading MMO titanium anode manufacturer in China, has developed 12 major series and hundreds of coating formulations, providing customized electrocatalytic oxidation solutions for phenol-containing wastewater treatment in various industries and with different water qualities. Our products are widely used in petrochemical, coking, pharmaceutical, phenolic resin, and dye industries. This article comprehensively introduces the coating systems, performance parameters, application industries, shape types, customized solutions, selection guidelines, engineering cases, and common problems of MMO titanium anodes used in phenol catalysis, aiming to provide you with the most professional and comprehensive technical reference.

MMO Titanium Anodes for Phenolic Wastewater
The coating determines the anode’s electrocatalytic performance, corrosion resistance, lifespan, and applicable operating conditions. For the unique characteristics of phenol-containing wastewater (high toxicity, high salinity, high COD, and large pH fluctuations), Wstitanium has developed several specialized coating systems. Each system has its unique advantages and applicable scope.
Ruthenium-iridium coated titanium anodes are suitable for treating high-salinity (Cl⁻ concentration > 1000 mg/L), neutral or weakly alkaline phenolic wastewater containing chloride ions. A RuO₂-IrO₂@Ti anode (Ru:Ir molar ratio = 4:1) treats alkaline (pH=10) phenolic wastewater. Under conditions of a current density of 38 mA/cm² and a NaCl concentration of 0.25 M, the degradation efficiency of 125 mg/L phenol reaches 92.33% within 180 minutes, with a TOC removal rate exceeding 45%. This anode also exhibits excellent stability; after 30 consecutive cycles, the phenol degradation efficiency remains above 90%.
- pH:1-12
- Coating thickness: 8-15μm
- Noble metal loading: 15-30g/m²
- Chlorine evolution overpotential: 1.1-1.2V (vs. SCE)
- Coating resistivity: 10⁻⁴-10⁻³Ω・cm

Iridium-tantalum coating is an oxygen-evolving coating suitable for treating phenol-containing wastewater with high acidity (pH<3) and high sulfate concentration, such as wastewater from petroleum refining, coal chemical industry, and electroplating. Hydroxyl radicals (・OH) generated on the anode surface decompose phenolic compounds. Under optimized conditions of pH=3.5, voltage 5V, FeSO₄・7H₂O dosage 0.1g/L, and H₂O₂ dosage 2.94mmol/L, the phenol removal rate reaches 94.14% and the COD removal rate reaches 40.74% after 2 minutes of reaction.
- Classic molar ratio Ir:Ta = 70:30
- Coating thickness: 10-20μm
- Noble metal loading: 20-40g/m²
- Oxygen evolution overpotential: 1.35-1.45V (vs. SCE)
- Lifespan: 5-10 years
IrO₂-SnO₂-Sb₂O₃
Iridium-tantalum coating is an oxygen-evolving coating suitable for treating phenol-containing wastewater with high acidity (pH<3) and high sulfate concentration, such as wastewater from petroleum refining, coal chemical industry, and electroplating. Hydroxyl radicals (・OH) generated on the anode surface decompose phenolic compounds. Under optimized conditions of pH=3.5, voltage 5V, FeSO₄・7H₂O dosage 0.1g/L, and H₂O₂ dosage 2.94mmol/L, the phenol removal rate reaches 94.14% and the COD removal rate reaches 40.74% after 2 minutes of reaction.
- Classic molar ratio Ir:Ta = 70:30
- Coating thickness: 10-20μm
- Noble metal loading: 20-40g/m²
- Oxygen evolution overpotential: 1.35-1.45V (vs. SCE)
- Lifespan: 5-10 years

Platinum-coated titanium anodes are a general-purpose, high-performance anode. Platinum operates stably for extended periods in extreme environments such as strong acids, strong alkalis, and strong oxidizing agents. Platinum-coated titanium anodes are suitable for treating phenol-containing wastewater under various special conditions, such as wastewater with high fluoride concentrations (F⁻<50mg/L). However, the high price of platinum (approximately $30/g) limits its application.
- Coating thickness: 1-5μm
- Precious metal loading: 5-20g/m²
- Resistivity: 10.5×10⁻⁸Ω・m
- High initial cost
- pH: 1-14
Doping Modified Coating Systems
To further improve the performance of MMO titanium anodes in phenol catalysis, Wstitanium has developed various multi-element doping modified coating systems, such as iridium-ruthenium-tantalum-tin (Ir-Ru-Ta-Sn), iridium-cobalt (Ir-Co), and ruthenium-manganese (Ru-Mn). These doping elements can further optimize the microstructure and catalytic activity of the coating, improving the degradation efficiency and lifetime of the anode.
For example, doping a small amount of cobalt (Co) into the iridium-tantalum coating significantly improves the oxygen evolution catalytic activity of the coating and reduces the oxygen evolution overpotential by 50-100 mV. Doping a small amount of tin (Sn) into the ruthenium-iridium coating improves the surface morphology of the coating, increases the active surface area, and improves the degradation efficiency of phenol.
MMO Titanium Anode Comparison
To help you understand the performance differences of MMO titanium anodes with different coating systems, Wstitanium has provided a detailed comparison of their key technical parameters and applications. Disclaimer: Data are from Wstitanium’s laboratory under specific conditions and constraints; actual performance may vary depending on specific operating conditions.
| Coating | RuO₂-IrO₂ | IrO₂-Ta₂O₅ | IrO₂-SnO₂-Sb₂O₃ | Pt |
|---|---|---|---|---|
| Function | Mainly chlorine evolution, with oxygen evolution capability | Mainly oxygen evolution | High oxygen evolution overpotential, strong oxidation | General purpose, chlorine & oxygen evolution |
| Precious Metal Loading (g/m²) | 15-30 | 20-40 | 8-25 | 5-20 |
| Coating Thickness (μm) | 8-15 | 10-20 | 6-15 | 0.1-5 |
| pH Range | 1-12 | 1-14 | 1-10 | 1-14 |
| Max Operating Temperature (°C) | 70 | 80 | 60 | 80 |
| Recommended Current Density (A/m²) | 500-2000 | 1000-3000 | 300-1500 | 500-2000 |
| Chlorine Evolution Overpotential (V vs. SCE) | 1.1-1.2 | 1.3-1.4 | 1.4-1.5 | 1.2-1.3 |
| Oxygen Evolution Overpotential (V vs. SCE) | 1.4-1.5 | 1.35-1.45 | 1.7-1.8 | 1.5-1.6 |
| Phenol Degradation Efficiency (100mg/L, 2h) | 85%-95% (with Cl⁻) | 75%-85% (with SO₄²⁻) | 80%-90% | 70%-80% |
| COD Removal Efficiency (100mg/L, 2h) | 40%-50% (with Cl⁻) | 35%-45% (with SO₄²⁻) | 45%-55% | 30%-40% |
| Accelerated Life Test (h, 1A/cm², 1M H₂SO₄) | 500-1000 | 2000-5000 | 300-800 | 1000-3000 |
| Service Life (years) | 3-5 | 5-10 | 2-4 | 5-8 |
| Relative Cost | ★★★☆☆ | ★★★★★ | ★★☆☆☆ | ★★★★★★ |
| Applications | High salinity, neutral/weak alkaline phenol-containing wastewater; petrochemical, coking, chlor-alkali industries | High acidity, high sulfate phenol-containing wastewater; electroplating, metallurgy, coal chemical industries | Low-to-medium concentration, refractory phenol-containing wastewater; pharmaceutical, dye, fine chemical industries | Special working conditions, high-demand scenarios; pharmaceutical, food, electronics industries |
MMO Titanium Anodes forPhenolic Industry
Phenolic compounds, as important chemical raw materials and intermediates, are widely used in various industrial sectors. MMO titanium anode electrocatalytic oxidation technology, with its unique advantages, has been widely applied in the treatment of phenol-containing wastewater in the following industries:
Petrochemical Industry
The petrochemical industry is one of the main sources of phenol-containing wastewater. Large amounts of phenol-containing wastewater are generated in crude oil refining, ethylene production, aromatics extraction, synthetic rubber, and synthetic fiber production.
- High phenol concentration: 500-5000 mg/L, even reaching tens of thousands of mg/L.
- Complex composition: In addition to phenol, it also contains cresol, xylenol, naphthol, etc.
- Other components: Petroleum hydrocarbons, sulfides, ammonia nitrogen, and other pollutants.
- High salinity: Cl⁻ and SO₄²⁻ concentrations typically range from 1000-10000 mg/L.
- Vast pH value: Usually acidic or neutral.
- High phenol concentration: 500-5000 mg/L, even reaching tens of thousands of mg/L.

Example: Wstitanium’s RuO₂-IrO₂ coated mesh titanium anodes treat catalytic cracking wastewater. The initial phenol concentration in the wastewater was 1200 mg/L, COD was 8500 mg/L, and Cl⁻ concentration was 3500 mg/L. At a current density of 1500 A/m² and an electrolysis time of 2 hours, the phenol removal rate was 96.5%, and the COD removal rate was 68.2%.
Coking Industry
The coking industry is a crucial sector in the deep processing of coal, generating substantial amounts of coking wastewater during coking, gas purification, and chemical product recovery. Coking wastewater is among the most difficult industrial wastewaters to treat.
- Extremely High Phenolic Concentration:*2000-10000 mg/L, primarily phenol and cresol.
- Diverse Pollutants:Phenolics, cyanides, sulfides, ammonia nitrogen, etc.
- High toxicity: Exhibits strong inhibitory and toxic effects on microorganisms.
- High color intensity: Dark brown, with a color intensity thousands of times higher.
For example, Wstitanium’s RuO₂-IrO₂ coated tubular titanium anodes were used to treat the biochemical effluent from coking wastewater. The initial phenol concentration in the wastewater was 85 mg/L, COD was 320 mg/L, and ammonia nitrogen was 120 mg/L. At a current density of 2000 A/m² and an electrolysis time of 1.5 hours, the phenol removal rate reached 99.2%, the COD removal rate reached 75.6%, the ammonia nitrogen removal rate reached 82.3%, and the color removal rate reached 95%. The treated wastewater can be used as circulating cooling water.

Pharmaceutical Industry
The pharmaceutical industry is an important branch of fine chemicals. The production of antibiotics, vitamins, antipyretics and analgesics, and traditional Chinese medicine extracts generates large amounts of phenol-containing wastewater.
- Phenolic Concentration: From tens of mg/L to thousands of mg/L.
- Complex Composition: Contains various drug intermediates, acids, and alkalis.
- Difficult to Degrade: B/C ratio is typically less than 0.2, resulting in poor biodegradability.
For example: Wstitanium’s IrO₂-SnO₂-Sb₂O₃ coated plate titanium anode treatment for industrial wastewater. The initial phenol concentration in the wastewater was 350 mg/L, COD was 4200 mg/L, and pH=4.5. At a current density of 1000 A/m² and an electrolysis time of 3 hours, the phenol removal rate reached 98.7%, the COD removal rate reached 62.5%, and the B/C ratio increased from 0.15 to 0.42.

Phenolic Resin Industry
Phenolic resin is an important synthetic resin produced by the condensation polymerization of phenol and formaldehyde under the action of a catalyst. It is widely used in wood processing, coatings, adhesives, and insulation materials. The production of phenolic resin generates a large amount of high-concentration phenol- and formaldehyde-containing wastewater.
- Phenolic concentration: 5000-20000 mg/L
- Formaldehyde concentration: 1000-5000 mg/L
- COD: 10000-50000 mg/L
- Strong acidity: pH 1-3
- Large amounts of low molecular weight resin and reaction byproducts

Example: Wstitanium IrO₂-Ta₂O₅ coated mesh titanium anode. The initial phenol concentration in the wastewater is 12000 mg/L, COD is 38000 mg/L, and pH=2.2. At a current density of 2500 A/m² and an electrolysis time of 4 hours, the phenol removal rate reached 95.8%, the formaldehyde removal rate reached 92.3%, and the COD removal rate reached 58.7%.
Dye Industry
The dye industry is a crucial component of the fine chemical industry. The production of dyes, pigments, and printing and dyeing auxiliaries generates large amounts of phenol-containing wastewater.
- Phenolic Concentration: 100-2000 mg/L.
- High Chromatography: Deep colors, with chroma tens of thousands of times higher.
- Complex Composition: Contains various aromatic compounds, azo compounds, etc.
- Difficult to Biodegrade
Example: Wstitanium IrO₂-SnO₂-Sb₂O₃ coated tubular titanium anode. The initial phenol concentration in the wastewater was 650 mg/L, COD was 2800 mg/L, and chroma was 12000 times higher. At a current density of 1200 A/m² and an electrolysis time of 2.5 hours, the phenol removal rate reached 97.6%, the COD removal rate reached 65.3%, and the chroma removal rate 98%.

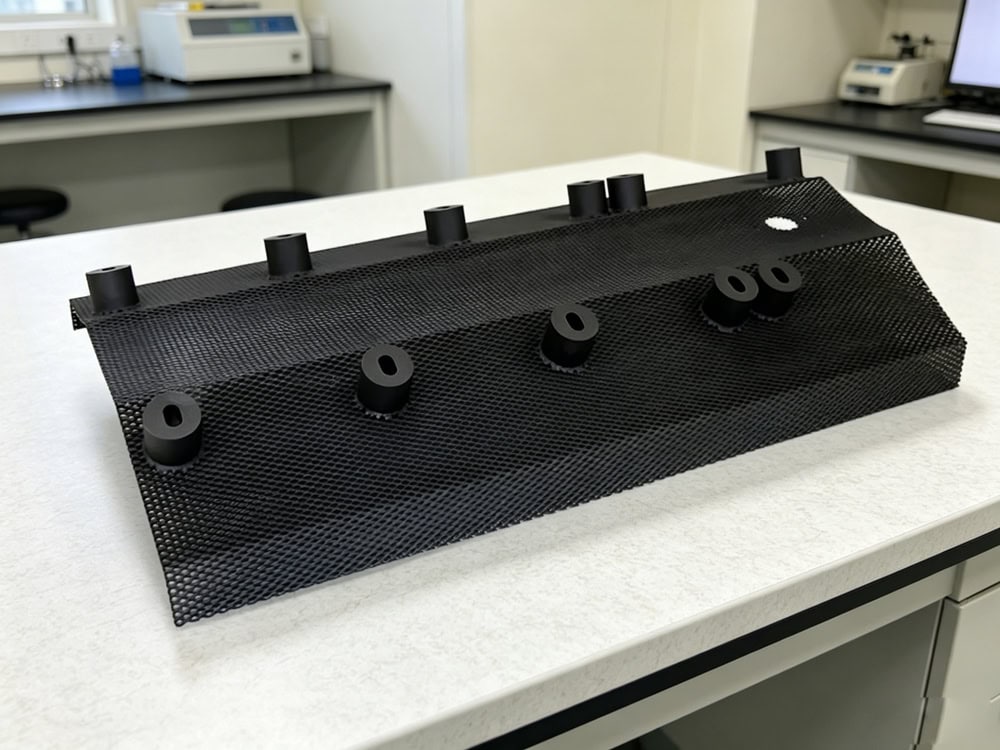
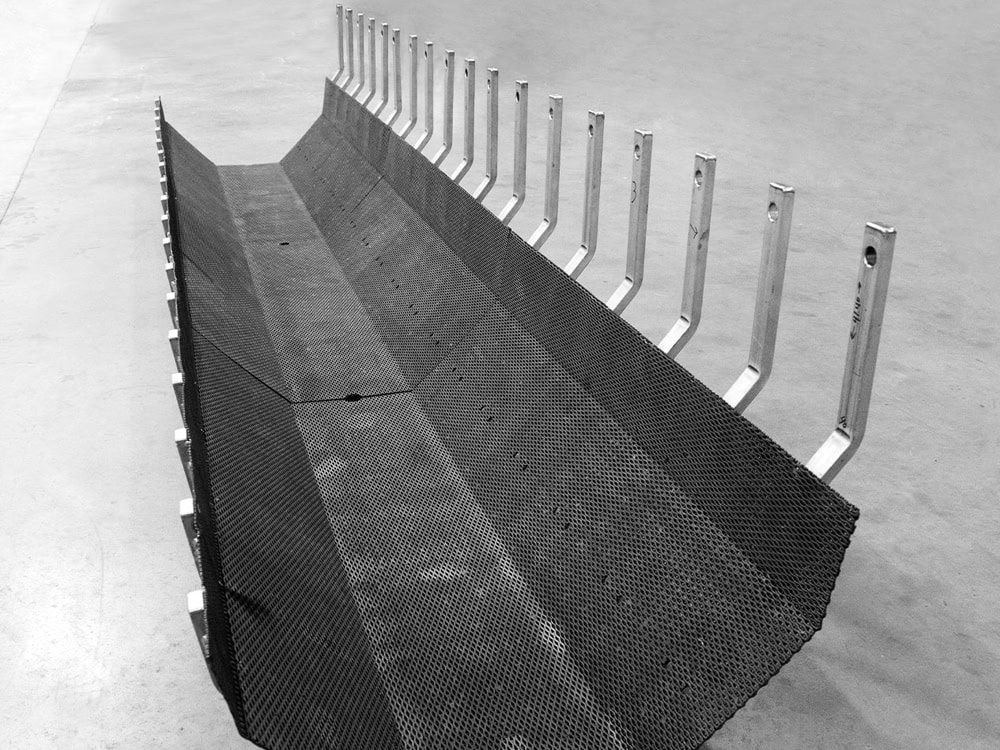
MMO titanium anode structure and shape
To accommodate different types of electrolytic cells, Wstitanium offers a variety of MMO titanium anode shapes. Each shape has its unique advantages and applications.
Plate Titanium Anode
- ASTM B265 Gr1/Gr2 Titanium
- Thickness: 0.5-10mm
- Maximum Size: 1200mm × 1500mm
- Terminals: Welded or Flange
- Relatively uniform current distribution

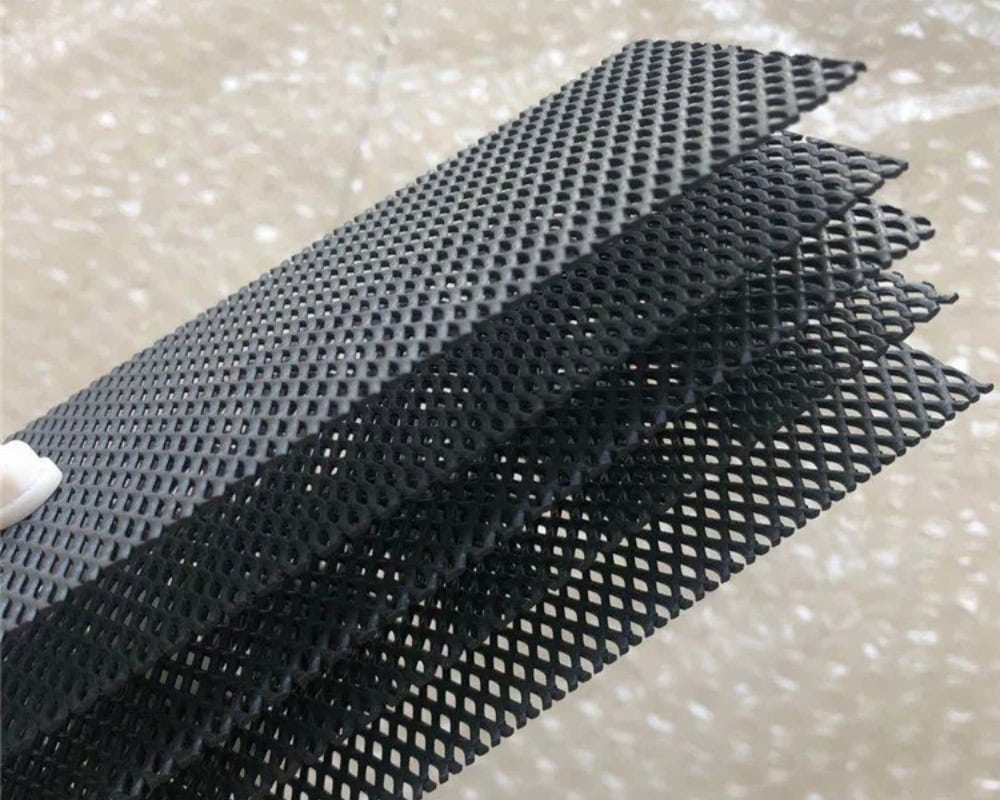
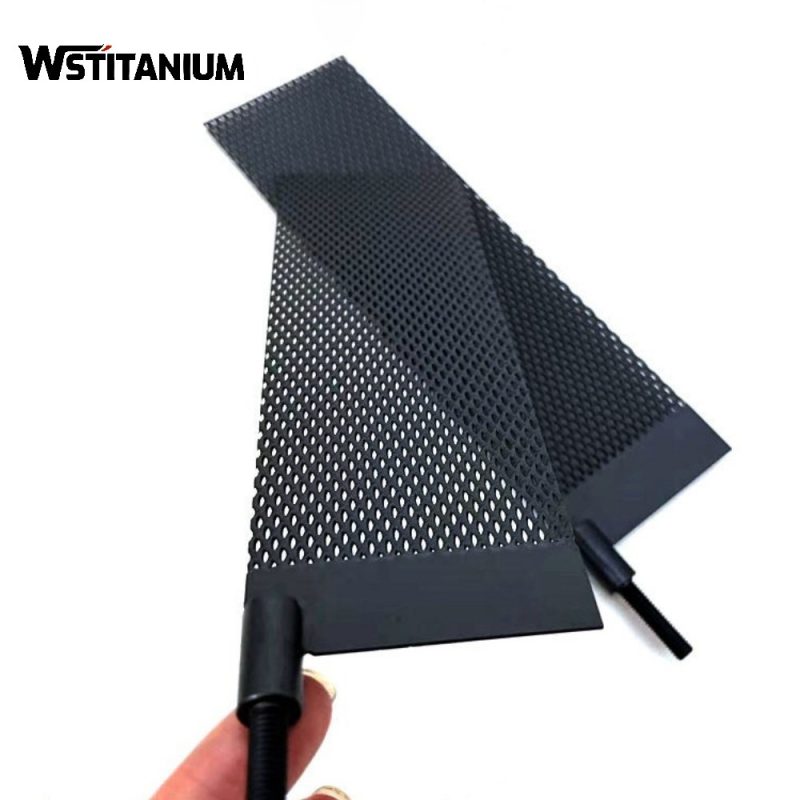
Mesh Titanium Anode
- Thickness: 0.5-2.0mm
- Mesh size: 3×6mm-10×20mm
- Maximum size: 1200mm×2000mm
- Connection: Welding, Customization
- Large specific surface area

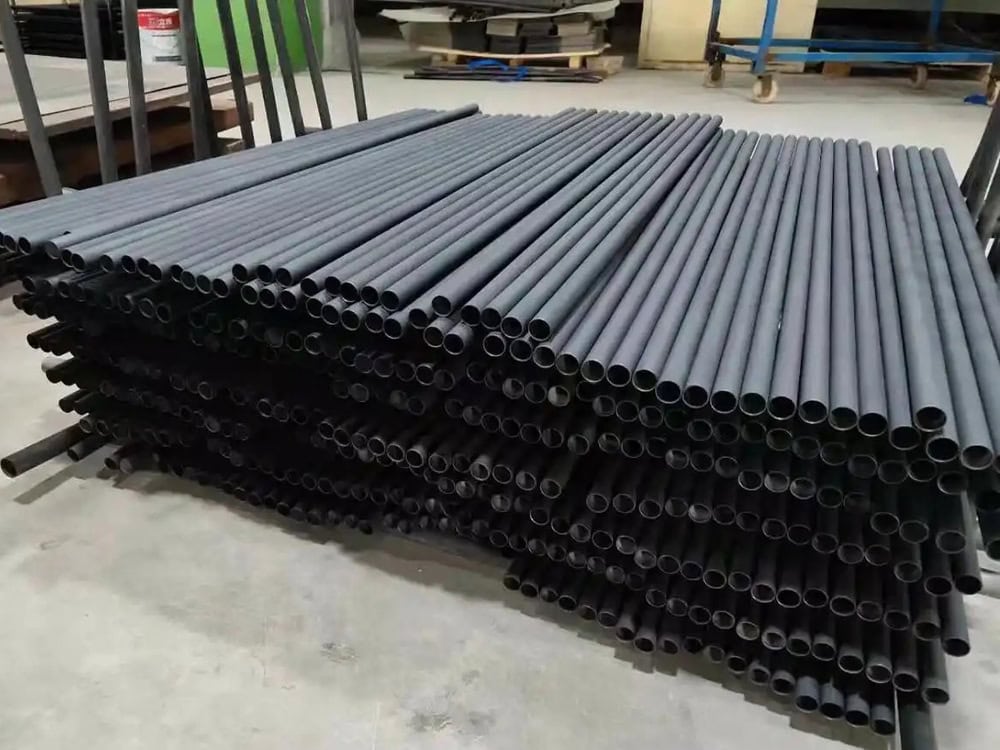
Tubular Titanium Anode
- Outer diameter: 10-100mm
- Wall thickness: 0.5-3.0mm
- Length: 100-6000mm
- Connections: Welding, flange, custom-made
- Uniform current distribution

Rod Titanium Anode
- Diameter: 10-50mm
- Length: 100-3000mm
- Connection: Threaded, Welded, Customized
- High Mechanical Strength
- Easy Installation
Ribbon Titanium Anode
- Diameter 0.5-3.0mm
- Width 6.35mm-12.7mm
- Thickness 0.635mm, customizable
- Standard roll length 150m
- Connection: Welded terminals, customizable
Custom Titanium Anodes
- Disc Titanium Anode
- Grid Titanium Anode
- Spiral Titanium Anode
- Cellular Titanium Anode
- Following drawings (STP, PDF)
A Guide to Titanium Anodes for Catalyzing Phenols
Choosing the right MMO titanium anode is crucial for the treatment effect, operating cost, and lifespan of phenol-containing wastewater treatment systems. Based on years of industry experience and extensive engineering practice, Wstitanium has summarized the following selection guidelines to help you choose the right MMO titanium anode product.
pH
Acidic wastewater (pH < 5): Iridium-tantalum (IrO₂-Ta₂O₅) coating is preferred. If the wastewater contains a high concentration of chloride ions, ruthenium-iridium composite coating (RuO₂-IrO₂-TiO₂) can also be selected.
Neutral/Weakly alkaline wastewater (pH = 5-10): Ruthenium-iridium coating (RuO₂-IrO₂-TiO₂) or iridium-tin-antimony composite coating (IrO₂-SnO₂-Sb₂O₃) are preferred. If the wastewater contains a high concentration of chloride ions, ruthenium-iridium composite coating is preferred. If the wastewater mainly contains sulfates, iridium-tin-antimony composite coating is preferred.
Strongly alkaline wastewater (pH > 10): Ruthenium-iridium coating (RuO₂-IrO₂-TiO₂) is preferred. This coating exhibits good stability and chlorine evolution activity in alkaline environments. A platinum coating (Pt/Ti) can also be used, but it is more expensive.
Salinity and Anions
High chloride ion wastewater (Cl⁻>1000mg/L): Ruthenium-iridium coating (RuO₂-IrO₂-TiO₂) is preferred. This coating exhibits excellent chlorine evolution catalytic performance.
High sulfate wastewater (SO₄²⁻>1000mg/L): Iridium-tantalum coating (IrO₂-Ta₂O₅) or iridium-tin-antimony composite coating (IrO₂-SnO₂-Sb₂O₃) is preferred. Iridium-tantalum coatings exhibit excellent stability in sulfate environments. Iridium-tin-antimony coatings have a higher oxygen evolution overpotential, generating more hydroxyl radicals.
Low salinity (salinity < 1000mg/L): Iridium-tin-antimony coating (IrO₂-SnO₂-Sb₂O₃) is preferred. This coating exhibits a high oxygen evolution overpotential and excellent direct oxidation capability, effectively degrading phenolic pollutants.
Phenolic Concentration and COD
High-concentration phenol-containing wastewater (phenol > 1000 mg/L, COD > 10000 mg/L): High-loading iridium-tantalum coatings (IrO₂-Ta₂O₅) or ruthenium-iridium coatings (RuO₂-IrO₂-TiO₂) are preferred. These coatings have high current density withstand capability and long service life. Tubular or mesh anodes are recommended.
Medium-concentration phenol-containing wastewater (phenol = 100-1000 mg/L, COD = 1000-10000 mg/L): Standard-loading ruthenium-iridium coatings (RuO₂-IrO₂-TiO₂) or iridium-tin-antimony coatings (IrO₂-SnO₂-Sb₂O₃) are selected. Mesh anodes are the best choice.
For low-concentration phenol-containing wastewater (phenol < 100 mg/L, COD < 1000 mg/L): Iridium-tin-antimony coating (IrO₂-SnO₂-Sb₂O₃) or low-loading ruthenium-iridium coating (RuO₂-IrO₂-TiO₂) are recommended. Plate or mesh anodes are acceptable.
Wastewater Treatment Efficiency
For applications requiring high treatment efficiency and strict effluent standards: Iridium-tin-antimony coating (IrO₂-SnO₂-Sb₂O₃) or high-loading iridium-tantalum coating (IrO₂-Ta₂O₅) are preferred. These coatings have high electrocatalytic activity and oxidation capacity, achieving more thorough pollutant degradation. A higher current density and a longer electrolysis time are recommended.
Pretreatment is required to improve biodegradability: Ruthenium-iridium coatings (RuO₂-IrO₂-TiO₂) or iridium-tin-antimony coatings (IrO₂-SnO₂-Sb₂O₃) are recommended. These coatings effectively disrupt the benzene ring structure of phenolic compounds, improving the biodegradability of wastewater. A moderate current density and a shorter electrolysis time are recommended.
Other Pollutants
Fluoride-containing wastewater (F⁻ < 50 mg/L): Platinum coating (Pt/Ti) or high-loading iridium-tantalum coating (IrO₂-Ta₂O₅) are preferred. These coatings have good resistance to fluoride corrosion. If the F⁻ concentration > 50 mg/L, tantalum or niobium substrates are recommended.
Heavy metal-containing wastewater: MMO titanium anodes have good tolerance to heavy metal ions, but heavy metal ions may deposit on the cathode surface, affecting system operation. Pretreatment to remove heavy metal ions is recommended before electrocatalytic oxidation.
Quick Selection Table
| Wastewater Type | pH Range | Main Anions | Phenol Concentration (mg/L) | Recommended Coating | Recommended Anode Shape |
|---|---|---|---|---|---|
| Petrochemical Wastewater | 3-8 | Cl⁻, SO₄²⁻ | 500-5000 | Ru-Ir Composite Coating | Mesh / Tubular |
| Coking Wastewater | 6-9 | Cl⁻, S²⁻ | 2000-10000 | Ru-Ir Composite Coating | Tubular / Mesh |
| Pharmaceutical Wastewater | 2-7 | SO₄²⁻, Cl⁻ | 100-2000 | Ir-Sn-Sb Composite Coating | Plate / Mesh |
| Phenolic Resin Wastewater | 1-3 | SO₄²⁻ | 5000-20000 | High-Load Ir-Ta Composite Coating | Mesh / Tubular |
| Dye Wastewater | 3-10 | SO₄²⁻, Cl⁻ | 100-2000 | Ir-Sn-Sb Composite Coating | Tubular / Mesh |
| Coal Chemical Wastewater | 2-8 | SO₄²⁻, Cl⁻ | 1000-5000 | Ir-Ta Composite Coating | Mesh / Tubular |
| Low-Concentration Phenolic Wastewater | 5-9 | Various Anions | <100 | Ir-Sn-Sb Composite Coating | Plate / Mesh |
| Note: These are general recommendations. The specific selection should be adjusted according to the actual water quality and treatment requirements. If you have any questions, please contact the professional engineers at Wstitanium. We will provide you with the most professional technical support and solutions. | |||||
Project Cases
Wstitanium’s MMO titanium anode products have been successfully applied in phenol-containing wastewater treatment projects in many countries and regions around the world, helping customers solve the challenges of phenol-containing wastewater treatment. Here are some typical project case studies:
1. Refinery Catalytic Cracking Wastewater Treatment
- Treatment Capacity: 500 m³/d
- pH Value: 6.5-7.5
- Phenol Concentration: 1000-1500 mg/L
- COD: 7000-9000 mg/L
- Cl⁻ Concentration: 3000-4000 mg/L
Treatment Requirements
- Phenol Removal Rate > 95%
- COD Removal Rate > 60%
Wstitanium Solution
- RuO₂-IrO₂ Mesh Titanium Anode
- ASTM B863 Gr2 Titanium Mesh
- Thickness: 1.0 mm
- Mesh Size: 6 × 12 mm
- Dimensions: 1000 mm × 500 mm
- Precious Metal Loading: 25 g/m²
- Coating Thickness: 12 μm
- Number of Anodes: 200 pieces
- Current Density: 1500 A/m²
- Cell Voltage: 3.5-4.0 V
- Electrolysis Time: 2 Hours
- Temperature: Ambient

Results
- Petroleum hydrocarbon removal rate: 85.2%-92.6%, average 88.9%
- Energy consumption per ton of water: 8.5-10.5 kWh/m³
- Phenol removal rate: 96.2%-97.8%, average 96.8%
- COD removal rate: 65.3%-72.5%, average 68.7%
2. Deep Treatment of Coking Wastewater
- Treatment Capacity: 1200 m³/d
- pH Value: 7.0-8.0
- Phenol Concentration: 70-100 mg/L
- COD: 280-380 mg/L
- Ammonia Nitrogen: 100-150 mg/L
- Cl⁻ Concentration: 2000-3000 mg/L
- Color: 500-800 times
Treatment Requirements
- COD < 100 mg/L
- Ammonia nitrogen < 15 mg/L
Wstitanium Solution
- RuO₂-IrO₂ Titanium Anode Tube
- ASTM B338 Gr2 Titanium Tube
- Outer Diameter: 32mm
- Wall Thickness: 1.5mm
- Length: 1500mm
- Precious Metal Load: 22g/m²
- Coating Thickness: 10μm
- Number of Anodes: 360
- Current Density: 1800A/m²
- Tank Voltage: 3.8-4.2V
- Hydraulic Retention Time: 1.5 hours
- Temperature: Ambient
Results
- Phenol Removal Rate: 99.0%-99.7%, Average 99.3%
- COD Removal Rate: 70.5%-78.2%, Average 74.6%
- Ammonia Nitrogen Removal Rate: 80.2%-86.5%, Average 83.1%
- Color Removal Rate: 94.5%-97.8%, Average 96.2%
- COD Stable at 60-90 mg/L
- Ammonia Nitrogen Stable at 5-12 mg/L
- Color Stable at 20-40 times
- Energy Consumption per Ton of Water: 7.2-8.8 kWh/m³
3.Phenolic Resin Enterprise Wastewater Treatment
- Processing Capacity: 200 m³/d
- pH Value: 1.8-2.5
- Phenol Concentration: 10000-15000 mg/L
- Formaldehyde Concentration: 2000-3000 mg/L
- COD: 35000-45000 mg/L
- SO₄²⁻ Concentration: 5000-8000 mg/L
Treatment Requirements
- Phenol Removal Rate > 95%
- Formaldehyde Removal Rate > 90%
Wstitanium Solution
- IrO₂-Ta₂O₅ Mesh Titanium Anode
- Thickness: 1.5mm
- Mesh Size: 4×8mm
- Dimensions: 800mm×400mm
- Precious Metal Load: 45g/m²
- Coating Thickness: 18μm
- Number of Anodes: 120
- Current Density: 2500A/m²
- Cell Voltage: 4.2-4.8V
- Electrolysis Time: 4 hours
Results
- Phenol removal rate: 94.8%-96.7%, average 95.6%
- Formaldehyde removal rate: 90.5%-94.2%, average 92.1%
- COD removal rate: 56.3%-62.8%, average 59.4%
- Energy consumption per ton of water: 18.5-22.5 kWh/m³
FAQ (Frequently Asked Questions)
The MMO titanium anode catalyzes the degradation of phenolic compounds primarily through two pathways: direct oxidation and indirect oxidation. These two pathways work synergistically to achieve highly efficient degradation.
Direct Oxidation: Under the influence of an external DC power supply, phenolic compound molecules diffuse to the anode surface and are adsorbed onto the active sites of the MMO coating, undergoing a direct electron transfer reaction and being oxidized and decomposed. Simultaneously, the strongly adsorbed hydroxyl radicals (・OH) generated on the anode surface attack the benzene ring structure of the phenolic compounds, gradually oxidizing them into intermediate products such as benzoquinone and carboxylic acids, ultimately mineralizing them into CO₂ and H₂O.
Indirect Oxidation: Depending on the anions contained in the wastewater, indirect oxidation is further divided into two types:
Chlorine-based Oxidation: When the wastewater contains chloride ions, a chloride evolution reaction occurs on the anode surface (2Cl⁻ – 2e⁻ = Cl₂↑). The generated Cl₂ reacts with water to produce HClO and ClO⁻. These strong oxidants can rapidly oxidize and decompose phenolic compounds.
Oxygen-based oxidation: When the wastewater mainly contains sulfates, an oxygen evolution reaction occurs on the anode surface (4OH⁻ – 4e⁻ = O₂↑ + 2H₂O). The generated active oxygen species (such as •O₂⁻, ¹O₂) can oxidize and decompose phenolic compounds.
When selecting an MMO titanium anode coating system, the main considerations should be the wastewater quality parameters, especially pH value, main anion type, and phenol concentration:
Acidic wastewater (pH < 5): Iridium-tantalum composite coating (IrO₂-Ta₂O₅) is preferred.
Neutral/weakly alkaline wastewater (pH = 5-10): For high chloride ion content, ruthenium-iridium composite coating (RuO₂-IrO₂-TiO₂) is preferred; for high sulfate content, iridium-tin-antimony composite coating (IrO₂-SnO₂-Sb₂O₃) is preferred.
Strongly alkaline wastewater (pH > 10): Ruthenium-iridium composite coating (RuO₂-IrO₂-TiO₂) is preferred.
High-concentration phenol-containing wastewater (phenol > 1000 mg/L): Iridium-tantalum or ruthenium-… Iridium Composite Coating
For low to medium concentration phenol-containing wastewater (phenol < 1000 mg/L): A standard loading of ruthenium-iridium or iridium-tin-antimony composite coating can be selected.
If you have any questions, please contact Wstitanium’s professional engineers. We will recommend the most suitable coating system based on your specific water quality.
The energy consumption of electrocatalytic oxidation for treating phenolic wastewater depends on various factors, such as wastewater quality, treatment requirements, anode performance, and electrolytic cell design. Generally, the energy consumption per ton of water for treating low-to-medium concentration phenolic wastewater is 5-15 kWh/m³, while the energy consumption per ton of water for treating high-concentration phenolic wastewater is 15-30 kWh/m³.
In chloride-containing wastewater, electrocatalytic oxidation may produce small amounts of chlorinated organic byproducts, such as chlorophenols and chloroform. However, by optimizing technical parameters (such as current density, electrolysis time, and pH value), the amount of these byproducts generated can be effectively controlled.
Furthermore, Wstitanium’s ruthenium-iridium coated anode has high chlorine evolution selectivity and catalytic activity, which can further oxidize and decompose the generated chlorinated organic byproducts into harmless substances.
Select suitable anode material: Choose the most suitable MMO titanium anode coating system based on the wastewater quality.
Optimization: Optimize parameters such as current density, electrolysis time, pH value, and temperature to achieve the best treatment effect.
Improve electrolytic cell design: Adopt reasonable electrode spacing, anode arrangement, and fluid flow channels to improve mass transfer efficiency.
Combined use with other technologies: Combine electrocatalytic oxidation with Fenton oxidation, ozone oxidation, biological methods, etc., to achieve synergistic effects, improve treatment efficiency, and reduce operating costs.
Regular maintenance and cleaning: Regularly clean the anode surface to remove dirt and scale, maintaining the catalytic activity of the anode.






{kind=link}
{kind=link}
{kind=link}