

In aniline wastewater treatment, MMO titanium anode electrocatalytic direct oxidation technology breaks down the conjugated structure of the benzene ring, generating intermediates such as benzoquinone and maleic acid, which are ultimately mineralized into CO₂, H₂O, and inorganic ions. MMO titanium anode electrocatalytic indirect oxidation technology generates highly reactive oxidizing species, including hydroxyl radicals (・OH, oxidation potential 2.8 V), active chlorine (HClO, ClO⁻), and superoxide radicals. These reactive species non-selectively attack aniline molecules and intermediates, significantly improving degradation efficiency.
Aniline (C₆H₅NH₂) is a core aromatic intermediate in the global chemical industry chain. It is widely used in dozens of sub-sectors, including dyes, pharmaceuticals, pesticides, rubber additives, polyurethane (MDI), and conductive polymers. Traditional aniline wastewater treatment technologies, such as biochemical methods, Fenton processes, and adsorption methods, all have significant shortcomings. Compared to traditional electrodes made of graphite, lead alloys, and stainless steel, MMO (Mixed Metal Oxide) titanium anodes, also known as DSA (Dimensionally Stable Anodes), offer irreplaceable technological advantages in aniline catalysis: high electrocatalytic activity, excellent dimensional stability, long service life, good environmental friendliness, and easy maintenance.

Wstitanium specializes in the R&D, manufacturing, and customization of titanium-based electrocatalytic electrodes, developing a series of MMO titanium anode products covering aniline wastewater degradation, polyaniline electrochemical synthesis, and selective aniline oxidation. This blog will systematically introduce the MMO titanium anode technology system, product selection, industry solutions, and project practices applied to aniline catalysis, helping you to fully understand MMO titanium anode products and select the most suitable electrode solution.
MMO Titanium Anode Coating for Catalyzing Aniline
The coating determines the electrocatalytic activity, chemical stability, operating conditions, and service life of MMO titanium anodes. Wstitanium has developed four main coating systems to address different reaction types catalyzed by aniline (oxidative degradation, polymerization synthesis, selective oxidation) and water/electrolyte conditions.
RuO₂-TiO₂
RuO₂ is a highly active catalyst for the chlorine evolution reaction. In chlorinated aniline wastewater, RuO₂ efficiently catalyzes the oxidation of Cl⁻ to generate active chlorine species such as Cl₂, HClO, and ClO⁻. Indirect oxidation rapidly degrades aniline.
- RuO₂ molar ratio 25%-60%
- Resistivity as low as 10⁻⁵ Ω・cm
- Chlorine evolution overpotential ≤1.10 V
- Aniline removal rate ≥92%
- COD removal rate ≥70%
- Current efficiency 75%
- For wastewater with Cl⁻≥1000 mg/L
- pH: 1-10
- Operating temperature: ≤60℃
- Current density: 100-800 A/m²
RuO₂-IrO₂-SnO₂
IrO₂ significantly improved the coating’s oxygen evolution tolerance and chemical stability, inhibiting the dissolution and loss of Ru under strong oxidizing conditions. SnO₂, as a dopant, refined the coating grains, increased the specific surface area, and enhanced the generation of hydroxyl radicals. This system exhibits dual catalytic activity for both chlorine and oxygen evolution, maintaining good aniline degradation performance in both chlorine-containing and chlorine-free systems.
- RuO₂ 30%-40%
- IrO₂ 10%-20%
- SnO₂ 40%-60%
- Chlorine evolution overpotential ≤1.15 V
- COD removal rate ≥75%
- Accelerated life test ≥120 h
- pH range: 1-12
- Operating temperature: ≤70℃
- Current density: 200-1500 A/m²

IrO₂-Ta₂O₅
IrO₂ is an excellent catalyst for the oxygen evolution reaction (OER) and exhibits excellent chemical stability. Ta₂O₅, as an inert support, effectively inhibits the dissolution and loss of IrO₂, significantly extending the coating’s lifespan under strong oxidizing environments. This system degrades aniline through a synergistic effect of direct electron transfer and indirect oxidation by hydroxyl radicals.
- IrO₂ molar ratio 50%-70%
- Oxygen evolution overpotential ≤1.50 V
- Aniline removal rate ≥90%
- Accelerated life test lifespan ≥200 h
- pH 0-7
- Operating temperature: ≤80℃
- Current density: 500-2000 A/m²
IrO₂-SnO₂-Sb₂O₅
IrO₂ is an excellent catalyst for the oxygen evolution reaction (OER) and exhibits excellent chemical stability. Ta₂O₅, as an inert support, effectively inhibits the dissolution and loss of IrO₂, significantly extending the coating’s lifespan under strong oxidizing environments. This system degrades aniline through a synergistic effect of direct electron transfer and indirect oxidation by hydroxyl radicals.
- IrO₂ molar ratio 50%-70%
- Oxygen evolution overpotential ≤1.50 V
- Aniline removal rate ≥90%
- Accelerated life test lifespan ≥200 h
- pH 0-7
- Operating temperature: ≤80℃
- Current density: 500-2000 A/m²
- Coating consumption rate ≤2 mg/A・a
Pt
Platinum possesses excellent electron conductivity and catalytic activity, enabling precise control of the reaction potential in aniline polymerization. It promotes the ordered polymerization of aniline monomers, reduces side reactions, and improves the purity and conductivity of polyaniline products. The platinum coating exhibits extremely high chemical stability, and will not leach impurities into the electrolyte even under strong acid, strong alkali, or highly oxidizing environments.
- Electroplating or electroless plating
- Coating thickness: 0.5-10 μm
- Resistivity: ≤10⁻⁵ Ω・cm
- Current efficiency: ≥90%
- Lifespan: 5-15 years
- pH: 0-14
- Temperature: ≤90℃
- Current density: 100-3000 A/m²
MMO Titanium Anode Comparison
To facilitate your quick selection, Wstitanium compares the parameters of commonly used MMO titanium anodes for aniline catalysis. Disclaimer: All data are derived from standard laboratory tests and actual engineering operation verification. However, the data are from constrained conditions and may not be applicable to general scenarios.
| Coating | Oxygen Evolution Overpotential (vs SCE, 1A/dm²) | Chlorine Evolution Overpotential (vs SCE, 1A/dm²) | Aniline Removal Rate (200mg/L, 2h, neutral) | COD Removal Rate (1000mg/L, 4h) | Current Efficiency | pH Range | Max Operating Temperature | Recommended Current Density | Accelerated Life (1mol/L H₂SO₄, 2A/cm²) | Cost Level |
|---|---|---|---|---|---|---|---|---|---|---|
| Ru-Ti | ≤1.60 V | ≤1.10 V | 92% (chloride-containing system) | 70% (chloride-containing system) | 60%-75% (chloride-containing) | 1-10 | 60℃ | 100-800 A/m² | ≥80 h | ★★☆☆☆ |
| Ru-Ir-Sn | ≤1.55 V | ≤1.15 V | 95% (general system) | 75%-80% | 55%-70% | 1-12 | 70℃ | 200-1500 A/m² | ≥120 h | ★★★☆☆ |
| Ir-Ta | ≤1.50 V | ≤1.30 V | 90% (chloride-free system) | 70%-75% | 50%-65% | 0-10 | 80℃ | 500-2000 A/m² | ≥200 h | ★★★★☆ |
| Ir-Sn-Sb | ≥1.75 V | ≤1.35 V | 99% (advanced treatment) | 80%-85% | 45%-60% | 2-12 | 70℃ | 300-1200 A/m² | ≥100 h | ★★★★☆ |
| Pt | ≤1.45 V | ≤1.20 V | 98% (synthesis applications) | - | 85%-95% (synthesis) | 0-14 | 90℃ | 100-3000 A/m² | ≥500 h | ★★★★★ |
| Note: Aniline removal rate test conditions: initial aniline concentration 200 mg/L, supporting electrolyte 0.5 mol/L Na₂SO₄ (chloride-free system) / 0.5 mol/L NaCl (chloride-containing system), current density 500 A/m², room temperature. Accelerated life test conditions: 1 mol/L H₂SO₄ solution, current density 2 A/cm², room temperature. | ||||||||||
Oxygen Evolution/Chlorine Evolution Overpotential
Overpotential is a core indicator for evaluating electrode catalytic activity, referring to the difference between the actual reaction potential and the theoretical equilibrium potential. A lower overpotential indicates less resistance to the electrochemical reaction, lower cell voltage at the same current density, and less energy consumption.
Chlorine Evolution Overpotential: Ruthenium coating is optimal. The ruthenium-titanium and ruthenium-iridium-tin coatings both have chlorine evolution overpotentials below 1.15 V, suitable for high-chlorine wastewater scenarios. They efficiently utilize chloride ions in wastewater to generate active chlorine, indirectly oxidizing and rapidly degrading aniline with low energy consumption and high efficiency.
Oxygen Evolution Overpotential: Iridium-tin-antimony coating has the highest overpotential, effectively suppressing oxygen evolution side reactions. Iridium-tantalum coating has a moderate oxygen evolution overpotential, balancing catalytic activity and stability, making it the mainstay for high-load wastewater treatment. Platinum-plated anodes have the lowest oxygen evolution overpotential and the strongest catalytic activity, suitable for synthesis reactions.
Degradation Efficiency and Current Efficiency
Aniline Removal Rate: All systems can achieve aniline removal rates above 90% under optimized conditions. Among them, the iridium-tin-antimony coating has the strongest deep treatment capability. Ruthenium coating performs excellently in chlorine-containing systems, exhibiting rapid aniline degradation and high treatment efficiency.
COD Removal Rate: Affected by intermediate products, the COD removal rate is generally lower than that of aniline. Aniline degradation generates intermediate products such as benzoquinone, maleic acid, and oxalic acid. These small-molecule organic compounds still contribute to COD. The COD removal rate is in the range of 70%-85%. Due to the strong oxidizing effect of active chlorine, chlorine-containing systems generally have higher COD removal rates than chlorine-free systems.
Current Efficiency: This refers to the proportion of current used for the target reaction to the total current, with the remaining current consumed by side reactions such as oxygen evolution and chlorine evolution. Chlorine-containing systems generally have higher current efficiency than chlorine-free systems because the indirect oxidation by active chlorine has higher current efficiency. Platinum anodes exhibit the highest current efficiency and the fewest side reactions in the synthesis reaction.
Recommended MMO Titanium Anode Coating for Catalytic Aniline
| Application | Aniline Concentration | Chloride Content | Core Requirements | Preferred Coating | Alternative Coating |
|---|---|---|---|---|---|
| Textile/Dye Aniline Wastewater | 50-300 mg/L | High (>1000 mg/L) | Efficient degradation, low cost | Ru-Ir-Sn | Ru-Ti |
| Pharmaceutical Intermediate Aniline Wastewater | 100-500 mg/L | Low (<100 mg/L) | Strong acid resistance, long life | Ir-Ta | Ir-Sn-Sb |
| Pesticide & Chemical Aniline Wastewater | 50-200 mg/L | Medium-high (>500 mg/L) | Simultaneous denitrification and aniline removal | Ru-Ir-Sn | Ir-Ta |
| Rubber Additive Aniline Wastewater | 30-200 mg/L | Medium (sulfate-dominated) | Stable operation, low maintenance | Ir-Ta | Ru-Ir-Sn |
| MDI Industry Aniline Wastewater | 20-100 mg/L | High (>3000 mg/L) | High flow rate, low cost | Ru-Ti | Ru-Ir-Sn |
| Advanced Treatment of Aniline Wastewater | <50 mg/L | Unrestricted | Compliant discharge, high salinity | Ir-Sn-Sb | Ru-Ir-Sn |
| Polyaniline Electrochemical Synthesis | 0.05-0.5 mol/L | Unrestricted | High purity, high selectivity | Pt-coated Titanium Anode | Ir-Ta |
| High-Concentration Aniline Mother Liquor | >1000 mg/L | Unrestricted | Efficient treatment, small footprint | Nano-modified Ir-Ta | Ru-Ir-Sn |
MMO Titanium Anodes in Aniline Catalysis
Aniline wastewater and synthesis technologies vary greatly across different industries, leading to different requirements for anode materials. Wstitanium has developed customized MMO titanium anode solutions tailored to the specific characteristics of each industry.
Dye and Pigment Industry
The dye industry is a traditional application area for aniline. Approximately 12% of aniline is used in the production of various dyes and organic pigments, including indigo, acid dyes, direct dyes, disperse dyes, cationic dyes, and organic pigments such as Golden Red and Scarlet.
Wastewater Characteristics
Aniline concentrations can reach 1000-8000 mg/L. The average aniline concentration in general wastewater is 50-500 mg/L. Some companies producing azo dyes have even higher aniline concentrations in their wastewater. Aniline and its derivatives are easily oxidized and develop color, resulting in wastewater color increases of 500-2000 times. The wastewater contains high levels of sulfates and chlorides due to the presence of hydrochloric acid, sulfuric acid, and liquid alkali. Salinity is typically 3%-10%. The wastewater contains dozens of pollutants, including various aniline derivatives, nitrobenzene, azo intermediates, and benzene compounds. The B/C ratio is typically below 0.25.

Wstitanium Solutions
- Recommended Coating: Ruthenium-Iridium-Tin.
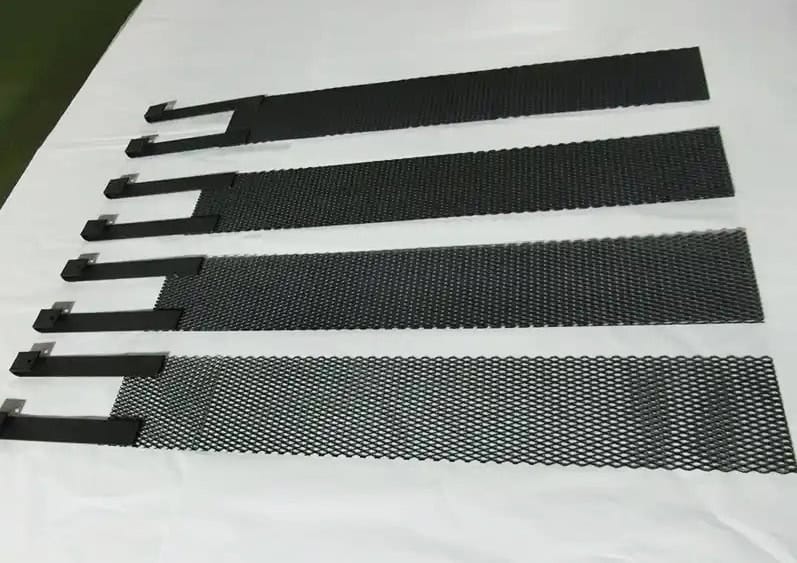
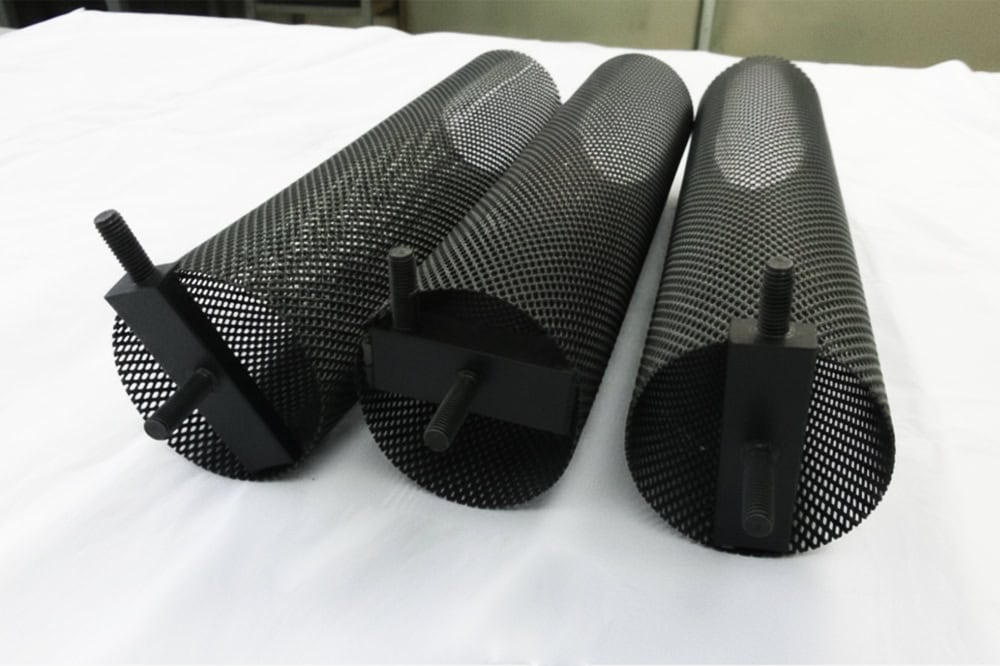
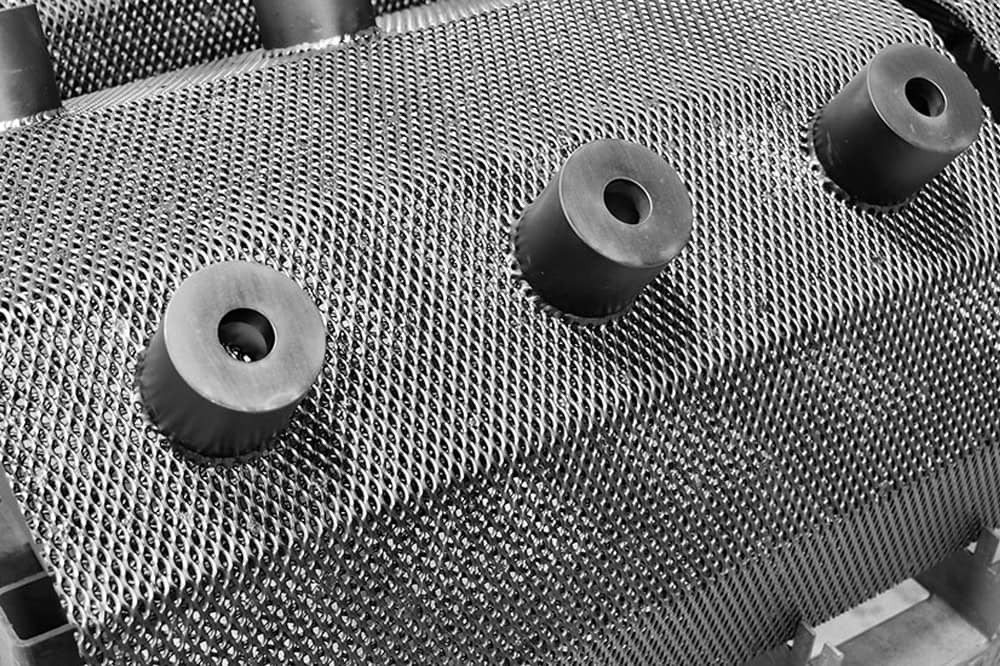
- Recommended shape: Mesh anode.
Degrades aniline, reduces biotoxicity, improves biodegradability, and significantly decolorizes. Chloride ions are converted into active chlorine, which synergistically oxidizes aniline and chromogenic groups, completing decolorization and degradation simultaneously without the need for additional decolorizing agents. No chemicals are required, and sludge production is significantly lower than with Fenton technology.
Results
Ruthenium-iridium-tin mesh anode treatment of dyeing and printing wastewater with aniline concentration of 72 mg/L, COD of 2350 mg/L, and chloride ion concentration of 3500 mg/L was achieved at a current density of 400 A/m² and a hydraulic retention time of 2 h.
- Aniline removal rate: 99.2%, effluent aniline < 0.5 mg/L
- COD removal rate: 68.5%
- Color removal rate: 95%, effluent colorless and transparent
- B/C ratio: increased from 0.21 to 0.42





{kind=link}
{kind=link}
{kind=link}