
MMO titanium anodes have demonstrated immense potential and significant advantages in the copper electrowinning field. Wstitanium, a leading MMO titanium anode manufacturer in China, provides customized high-performance solutions. Compared to lead anodes, they help you achieve: a 25-40% reduction in DC power consumption per ton of copper (approximately 2050 kWh); cathode copper purity up to 99.997%; a service life 5-8 times longer than lead anodes; an 80% reduction in hazardous waste generation; current density up to 450 A/m²; and a 60% increase in single-cell capacity. They also completely eliminate lead pollution and significantly reduce acid mist emissions.

This guide comprehensively introduces MMO titanium anode technology applied to copper electrowinning, including coating systems, geometries, customization options, and engineering case studies, aiming to provide authoritative technical references for upgrading your electrowinning production line.
The performance of MMO titanium anodes depends on the noble metal oxide coating on their surface. The coating determines the anode’s electrocatalytic activity, oxygen evolution overpotential, current efficiency, corrosion resistance, and lifespan. For the harsh conditions of copper electrowinning—high sulfuric acid concentrations (150-200 g/L), high temperatures (40-60°C), and high current densities—Wstitanium has developed four specialized coating systems.
The primary reaction in copper electrodeposition is oxygen evolution reaction (OER):
2H₂O → O₂↑ + 4H⁺ + 4e⁻ E° = 1.23 V vs. SHE

Iridium dioxide (IrO₂) and ruthenium dioxide (RuO₂) are preferred OER catalysts due to their unique electronic structure and catalytic properties. However, single-component noble metal oxide coatings still present solubility issues in strong sulfuric acid. Therefore, modern MMO coatings employ a multi-component oxide system, combining active catalytic components with stable oxides to achieve the optimal balance between activity and stability.

The iridium-tantalum coating system is widely recognized as the “gold standard” for oxygen evolution anodes in acidic environments. It is the most widely used and highest-performing coating in copper electrowinning applications. The typical molar ratio of iridium-tantalum coating is 70:30. IrO₂ provides excellent OER catalytic activity, while Ta₂O₅ effectively inhibits the dissolution of IrO₂.
- Oxygen Evolution Overpotential: 1.4-1.6 V vs. SCE
- Fluoride Ion Concentration Resistance: ≤50 ppm
- Coating Loss Rate: ≤0.1 mg/A·year
- High-Purity Copper: ≥99.99%
- Current Density: ≤5000 A/m²
- Lifetime: 8-15 years
Ruthenium-iridium coatings were initially developed for the chlorine evolution reaction (OER) in the chlor-alkali industry, but have been optimized for use in copper electrowinning applications. RuO₂ exhibits higher OER catalytic activity than IrO₂. Ruthenium is generally cheaper than iridium, resulting in a 20-30% lower coating cost compared to iridium-tantalum coatings. In strongly acidic environments, RuO₂ dissolves faster than IrO₂, with a lifespan of 3-5 years.
- Typical molar ratio: 60:40 to 80:20
- Oxygen evolution overpotential: 1.35-1.55 V vs. SCE
- Resistivity: less than 10⁻⁴ Ω・cm
- For small to medium-sized copper electrowinning plants
- Current density: <2500 A/m²
- Not resistant to fluoride ions
MMO Titanium Anode Comparison
To help you choose the most suitable coating system, Wstitanium provides the following detailed performance comparisons based on independent laboratory tests and industrial field data:
Comparison of Overall Coating Performance
| Performance Parameter | IrO₂-Ta₂O₅ | RuO₂-IrO₂ | IrO₂-Ta₂O₅-SnO₂ | Ti/PbO₂ | Pb-Ca-Sn |
|---|---|---|---|---|---|
| Oxygen Evolution Overpotential (V vs. SCE) | 1.4–1.6 | 1.35–1.55 | 1.42–1.62 | 1.7–1.8 | 1.8–2.0 |
| Coating Wear Rate (mg/A·Year) | <0.1 | 0.1–0.3 | <0.12 | 0.5–1.0 | 50–100 |
| Service Life (Years) | 8–15 | 3–5 | 7–12 | 5–7 | 1–1.5 |
| Operating Current Density (A/m²) | 200–500 | 150–300 | 200–450 | 150–350 | 150–280 |
| Cathode Copper Purity (%) | 99.995–99.999 | 99.99–99.995 | 99.99–99.997 | 99.95–99.99 | 99.90–99.95 |
| Fluoride Ion Tolerance (ppm) | <50 | <20 | <40 | <100 | <200 |
| Relative Cost (Ir-Ta benchmark = 100) | 100 | 70–80 | 85–90 | 40–50 | 20–30 |
| Energy Saving Rate vs Lead Anode | 25–40% | 30–45% | 23–38% | 10–15% | 0% |
| Cobalt Sulfate Addition Requirement | Not required | Not required | Not required | Reduced dosage | Mandatory addition |
| Data Source: De Nora technical whitepaper, independent lab tests from Wstitanium and published industrial literatures | |||||
Besides the coating system, the performance of MMO titanium anodes is also affected by a variety of factors, including the titanium substrate material, surface treatment, coating thickness, and manufacturing technology. Wstitanium rigorously controls every production parameter to ensure our products meet the highest international quality standards.
Coating technical parameters
Wstitanium uses advanced multilayer thermal decomposition technology to prepare MMO coatings, ensuring that the coatings are uniform, dense, and firmly bonded.
| Parameter | Ir-Ta | Ru-Ir | Ir-Ta-Sn | Lead (Pb) |
|---|---|---|---|---|
| Coating Thickness | 10–20 μm | 8–15 μm | 10–18 μm | 50–100 μm |
| Precious Metal Loading | 15–35 g/m² | 12–25 g/m² | 12–30 g/m² | - |
| Number of Coating Layers | 15–25 times | 12–20 times | 15–22 times | 2–3 times |
| Sintering Temperature | 450–550℃ | 400–500℃ | 460–540℃ | 40–60℃ (Electrodeposition) |
| Coating Adhesion Strength | ≥30 MPa | ≥25 MPa | ≥28 MPa | ≥20 MPa |
| Coating Porosity | ≤3% | ≤4% | ≤3.5% | ≤5% |
| Coating Resistivity | ≤8×10⁻⁵ Ω·cm | ≤5×10⁻⁵ Ω·cm | ≤7×10⁻⁵ Ω·cm | ≤6×10⁻⁵ Ω·cm |
Titanium Substrate
Wstitanium MMO titanium anodes for copper electrowinning are manufactured in strict accordance with ASTM B265-25 using industrially pure titanium substrates.
| Parameter | Gr1 Titanium | Gr2 Titanium | Test Standard |
|---|---|---|---|
| Minimum Titanium Purity | ≥99.5% | ≥99.2% | ASTM E1019 |
| Max Carbon (C) | 0.08% | 0.08% | ASTM E1019 |
| Max Oxygen (O) | 0.18% | 0.25% | ASTM E1019 |
| Max Hydrogen (H) | 0.02% | 0.02% | ASTM E1019 |
| Max Iron (Fe) | 0.20% | 0.30% | ASTM E1019 |
| Max Nitrogen (N) | 0.03% | 0.03% | ASTM E1019 |
| Minimum Tensile Strength | 240 MPa (35 ksi) | 345 MPa (50 ksi) | ASTM E8 |
| Minimum Yield Strength | 170 MPa (25 ksi) | 275 MPa (40 ksi) | ASTM E8 |
| Minimum Elongation | 24% | 20% | ASTM E8 |
| Surface Roughness after Sandblasting | Ra 3.2–6.3 μm | Ra 3.2–6.3 μm | ISO 4287 |
| Grade1 titanium features higher purity and superior formability for complex shaped parts. Grade2 titanium delivers higher mechanical strength, recommended for applications requiring enhanced structural integrity. | |||
Electrochemical Performance Comparison
Electrochemical performance is a core indicator for evaluating the quality of MMO titanium anodes. Wstitanium conducts rigorous electrochemical testing on each batch of anodes according to international standards.
| Electrochemical Index | Ir-Ta | Ru-Ir | Ir-Ta-Sn | Lead Dioxide(PbO₂) | Test Condition |
|---|---|---|---|---|---|
| Oxygen Evolution Potential (V vs. SCE) | ≤1.60 | ≤1.55 | ≤1.62 | ≤1.80 | 1 M H₂SO₄, 25℃, 500 A/m² |
| Tafel Slope (mV/decade) | 60–70 | 55–65 | 62–72 | 80–90 | 1 M H₂SO₄, 25℃ |
| Exchange Current Density (A/cm²) | 10⁻⁶–10⁻⁵ | 10⁻⁵–10⁻⁴ | 10⁻⁶–10⁻⁵ | 10⁻⁷–10⁻⁶ | 1 M H₂SO₄, 25℃ |
| Accelerated Life Test (Hour) | ≥2000 | ≥1000 | ≥1800 | ≥800 | 1 M H₂SO₄, 60℃, 2 A/cm² (NACE TM0108) |
| Current Efficiency (%) | ≥95 | ≥96 | ≥94 | ≥93 | Standard copper electrowinning electrolyte, 300 A/m² |
| Cell Voltage (V) | 1.8–2.0 | 1.75–1.95 | 1.82–2.02 | 2.0–2.2 | Standard copper electrowinning electrolyte, 300 A/m² |
| Accelerated life testing is a standardized method to rapidly evaluate anode service life. Under these accelerated conditions, 1 test hour equals approximately 1000 hours of actual service life under standard working conditions. | |||||
Mechanical Performance Comparison
| Parameter | Specification | Test Standard |
|---|---|---|
| Dimensional Tolerance | ±0.5 mm | ISO 2768-m |
| Flatness | ≤0.5 mm/m | ISO 1101 |
| Perpendicularity | ≤0.5 mm/m | ISO 1101 |
| Welding Quality | No cracks, pores or inclusions; weld tensile strength ≥ 90% of the substrate | AWS D1.1 |
| Insulation Performance | Insulation resistance ≥ 100 MΩ; dielectric strength ≥ 2000 V | IEC 60243-1 |
| Thermal Shock Stability | 300℃/5 cycles, no coating peeling off | Wstitanium Internal Standard |
Project Cases
Wstitanium’s MMO titanium anodes have achieved significant economic and environmental benefits in copper electrowinning plants in many countries around the world. Below are some typical project examples:
Case 1: Copper Smelter Form Chile
A copper smelter in northern Chile is one of the world’s largest, producing 500,000 tons of cathode copper annually. The plant previously used traditional Pb-Ca-Sn alloy anodes, facing problems such as high energy consumption, low copper purity, and frequent anode replacements.
Wstitanium Solution
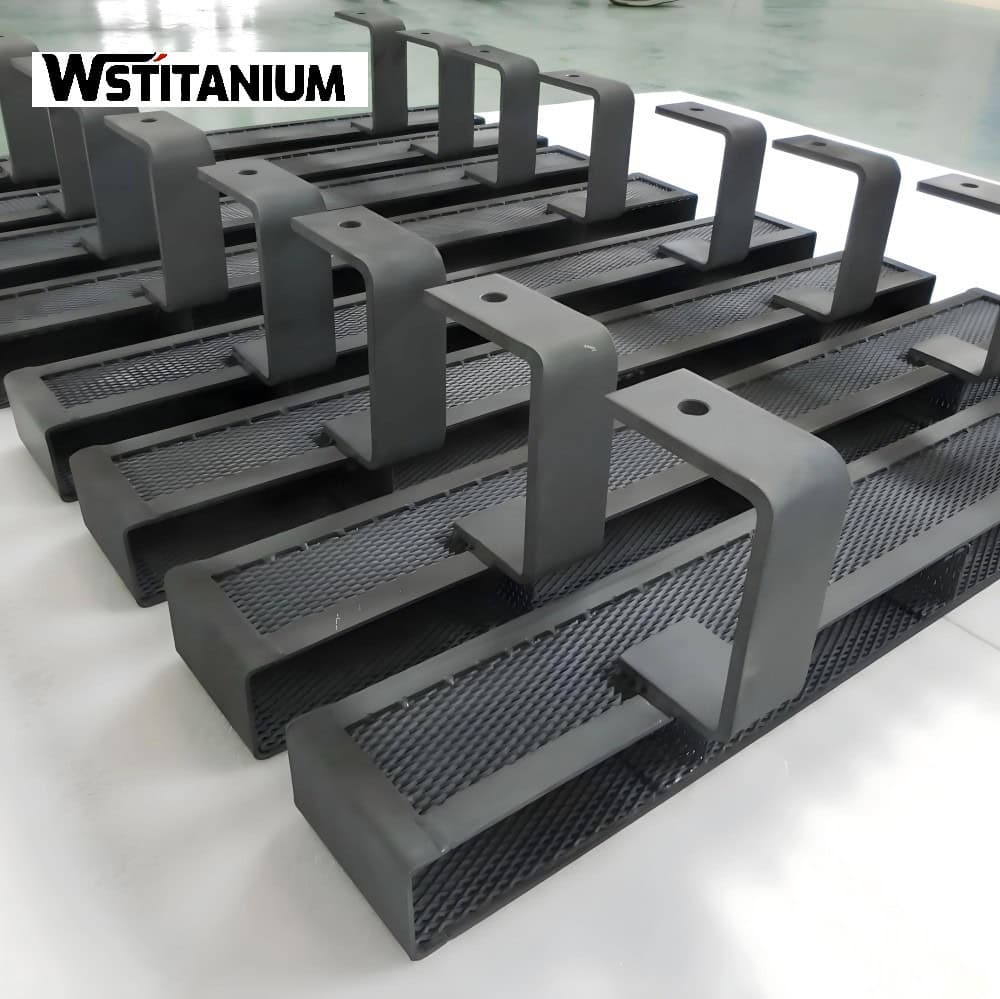
Wstitanium supplied the plant with 1200 iridium-tantalum coated mesh anodes to replace the original lead anodes.
- Anode Size: 1500×1000×2.0 mm
- Mesh Size: 2.5×4.6 mm
- Coating System: IrO₂-Ta₂O₅ (70:30)
- Coating Thickness: 15 μm
- Precious Metal Loading: 25 g/m²

Results
DC power consumption per ton of copper decreased from 2450 kWh to 1980 kWh, a reduction of 19.2%. Cathode copper purity increased from 99.95% to 99.997%. Anode lifespan increased from 1.5 years to 8 years. Lead pollution was eliminated, and acid mist emissions were reduced by 60%.
Case 2: Copper Mine from Zambia
First Quantum Minerals’ Kansanshi mine in Zambia produces approximately 230,000 tonnes of copper annually. The mine faces the challenge of high fluoride concentrations (up to 40 ppm) in the electrolyte. This leads to premature failure of conventional MMO anodes.
Wstitanium Solution
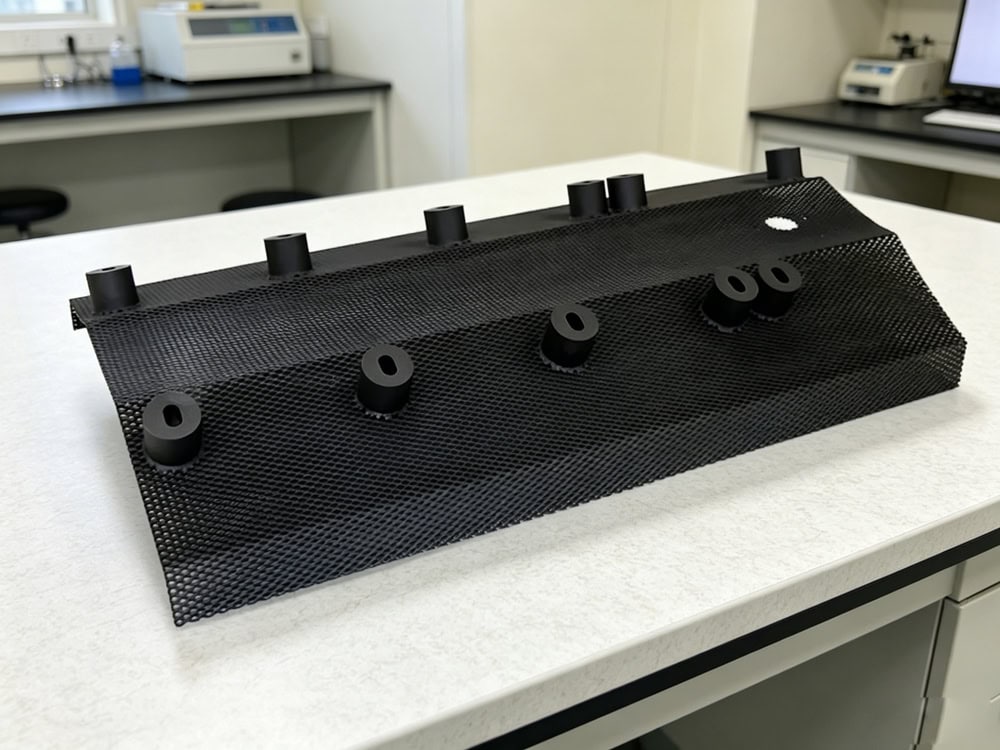
Wstitanium provided 900 specially formulated, highly fluoride-resistant iridium-tantalum coated plate anodes.
- Anode Dimensions: 1200 mm × 800 mm × 3.0 mm
- Coating: Modified IrO₂-Ta₂O₅, enhancing fluorine resistance
- Coating Thickness: 18 μm
- Precious Metal Loading: 30 g/m²
- Special Function: Enhanced edge insulation
Results:
The anode life has been extended from 2 years to an estimated 6 years. Performance is stable in high-fluoride electrolytes, with no significant voltage increase after 12 months of operation. Energy consumption has decreased from 2520 kWh/ton of copper to 2050 kWh/ton of copper. Copper purity remains stable at 99.99%.
FAQ
Iridium-tantalum coating (IrO₂-Ta₂O₅) is currently the highest-performing coating system in copper electrowinning, primarily due to:
Extremely high corrosion resistance: Excellent stability in strongly acidic sulfuric acid electrolytes.
Low oxygen evolution overpotential: Effectively reduces cell voltage and energy consumption.
Extra-long service life: 8-15 years under standard operating conditions.
Fluoride ion resistance: Remains stable even in electrolytes containing small amounts of fluoride ions.
Uniform current distribution: Ensures uniform and stable copper deposition at the cathode.
Fluoride ions are one of the most harmful impurity ions to MMO titanium anodes:
Fluoride ions damage the passivation film on the titanium substrate surface, leading to corrosion of the titanium substrate.
Fluoride ions react with noble metal oxides in the coating, accelerating coating dissolution.
When the fluoride ion concentration exceeds 50 ppm, it also significantly shortens the anode life.
If your electrolyte contains fluoride ions, please inform us when ordering. Wstitanium will recommend a more fluoride-resistant coating system or other protective measures.
To provide you with the most suitable product, please provide the following information when ordering:
Drawings (STP, PDF, or hand-drawn drawings)
Dimensions and quantity of electrodeposition cells
Electrolyte composition (sulfuric acid concentration, copper ion concentration, impurity ion concentration, etc.)
Operating temperature
Operating current density
Expected service life
Type of anode used previously and any existing problems
Requirements for cathode copper purity
Delivery time requirements






{kind=link}
{kind=link}
{kind=link}