

Mixed metal oxide (MMO) titanium anodes are a key factor driving the rapid development of technologies such as flow batteries, zinc-air batteries, and lithium-ion batteries. Wstitanium, a trusted MMO titanium anode manufacturer in China, provides high-quality, customized electrochemical solutions. Our MMO titanium anode products cover various structures including plates, meshes, tubes, and rods, as well as various coating systems such as ruthenium-iridium, iridium-tantalum, and platinum.
This article provides a comprehensive overview of MMO titanium anode technology applied in batteries, including coating systems, performance parameters, application areas, shape types, selection guidelines, engineering cases, and common questions. Wstitanium helps you understand the application value of MMO titanium anodes in batteries, providing technical support for your battery product development and production.

MMO Titanium Anode Coating for Batteries
The core of an MMO titanium anode is its surface mixed metal oxide coating. The composition, structure, and preparation technology of the coating determine the anode’s electrochemical performance, corrosion resistance, and lifespan. In battery applications, significant differences exist between various electrolyte environments, operating temperatures, current densities, and reaction types. Wstitanium has developed four main categories of MMO titanium anode coating systems suitable for different battery types.
Iridium-tantalum coatings are one of the most widely used MMO coating systems in the battery field, particularly suitable for the oxygen evolution reaction (OER) under strongly acidic environments. Iridium-tantalum coatings are mainly composed of iridium oxide (IrO₂) and tantalum oxide (Ta₂O₅), typically in a molar ratio of 70:30 or 50:50. IrO₂ is the main electrocatalytically active component, exhibiting excellent OER catalytic activity and conductivity. Ta₂O₅ acts as a stabilizer and binder, significantly improving the coating’s corrosion resistance and adhesion to the titanium substrate.
- For acidic electrolytes pH < 1
- Loss rate less than 0.5μm/year
- Resistivity as low as 10⁻⁴Ω・cm
- Lifespan 5-10 years
- For lithium-ion battery copper foil
- For All-Vanadium Redox Flow Battery
- For Iron-Chromium Redox Flow Battery
- For Zinc-Bromine Flow Battery

Ruthenium-iridium coatings are primarily suitable for mixed systems of the Chlorine Evolution Reaction (CER) and Oxygen Evolution Reaction (OER) in chloride-ion-containing environments. Ruthenium-iridium coatings consist of ruthenium oxide (RuO₂) and iridium oxide (IrO₂), typically in a molar ratio of 70:30 or 60:40. RuO₂ exhibits extremely high catalytic activity and conductivity during the CER process. IrO₂ enhances the coating’s corrosion resistance and stability. Small amounts of elements such as SnO₂ and Sb₂O₃ further optimize the coating’s performance.
- Chlorine evolution 1.1-1.2V (vs. SHE)
- Current efficiency up to 95%
- Resistivity as low as 10⁻⁵Ω・cm
- For moderately acidic environments
- For Zinc-bromine flow batteries
- For Seawater batteries
- For Some metal-air batteries
- For Chloride-containing electrolytes

Platinum coating is achieved by depositing a layer of metallic platinum (Pt) onto the surface of a titanium substrate. It possesses extremely high catalytic activity and chemical stability. Platinum coatings are typically prepared using electroplating or electroless plating. The coating thickness is generally 0.2-10 μm. Wstitanium invests in advanced cyanide-free electroplating technology to produce dense, uniform, and strongly bonded platinum coatings. The coating density is ≥99.5%. Platinum coatings exhibit extremely high catalytic activity, good corrosion resistance in almost all electrolyte environments, and can withstand current densities up to 7500 A/m². However, its cost is very high.
- For high-end zinc-air batteries
- For fuel cells
- For special types of flow batteries
- For long-life battery systems

Composite Coatings
To meet the increasingly complex and demanding battery applications, stitanium composite coating systems, such as Ru-Ir-Ta, Pt-Ir-Ta, and Ir-Ta-Sn, are developed. Optimized ratios and structures achieve the best balance between catalytic activity, corrosion resistance, stability, and cost. For example, our developed Ru-Ir-Ta composite coating retains the high catalytic activity of ruthenium-iridium coatings while possessing the excellent corrosion resistance of iridium-tantalum coatings. It is suitable for complex battery environments where both chlorine evolution and oxygen evolution reactions occur simultaneously.
MMO Titanium Anode Comparison
To help you understand the performance differences of MMO titanium anodes with different coating systems, we have compared key parameters of four main coating systems. All data are from Wstitanium’s in-house laboratories. Disclaimer: For reference only.
| Parameter | IrO₂–Ta₂O₅ | RuO₂–IrO₂ | Pt | Ru–Ir–Ta |
|---|---|---|---|---|
| Main Electrochemical Reaction | Oxygen Evolution Reaction (OER) | Dominant Chlorine Evolution Reaction (CER) with auxiliary OER | Mixed Multiple Reactions | Mixed CER & OER System |
| pH Range | 0–7 | 1–12 | 1–12 | 0–12 |
| Max Operating Temperature | ≤90℃ | ≤70℃ | ≤60℃ | ≤80℃ |
| Recommended Current Density | 100–2000 A/m² | 100–1500 A/m² | 50–7500 A/m² | 100–1800 A/m² |
| Max Short-term Current Density | 3000 A/m² | 2500 A/m² | 10000 A/m² | 2800 A/m² |
| OER Overpotential @1000A/m² | 1.4–1.6 V | 1.5–1.7 V | 1.3–1.5 V | 1.45–1.65 V |
| CER Overpotential @1000A/m² | 1.3–1.5 V | 1.1–1.2 V | 1.2–1.3 V | 1.2–1.35 V |
| Coating Thickness | 5–20 μm | 5–15 μm | 0.2–10 μm | 5–18 μm |
| Precious Metal Loading | 15–40 g/m² | 10–35 g/m² | 2–50 g/m² | 12–38 g/m² |
| Coating Adhesion Strength | ≥30 MPa | ≥25 MPa | ≥20 MPa | ≥28 MPa |
| Resistivity | ≤10⁻⁴ Ω·cm | ≤10⁻⁵ Ω·cm | ≤10⁻⁶ Ω·cm | ≤5×10⁻⁵ Ω·cm |
| Service Life | 5–10 years | 3–7 years | 5–15 years | 4–8 years |
| Relative Cost | Medium-High | Medium | High | Medium-High |
| Advantages | Excellent OER performance & strong corrosion resistance in strong acidic environment | Outstanding CER performance and high electrical conductivity | Ultra-high catalytic activity and superior stability | Balanced comprehensive performance & strong environmental adaptability |
| Limitations | Poor stability under high chloride concentration | Insufficient OER stability in strong acidic condition vs Ir-Ta coating | High material cost | Slightly higher cost than Ru-Ir coating |
| Typical Applications | All-Vanadium Flow Battery, Iron-Chromium Flow Battery, Copper Foil Electrowinning | Zinc-Bromine Flow Battery, Seawater Battery | High-end Zinc-Air Battery, Fuel Cell | Battery systems with complicated electrolyte environments |
MMO Titanium Anodes for the Battery Industry
MMO titanium anodes, due to their superior performance, have been widely used in various types of batteries. The following are the main applications of MMO titanium anodes in the battery field:
1. Redox Flow Battery, RFB
Flow batteries are a new type of electrochemical energy storage device. They offer advantages such as high safety, long lifespan, and flexible capacity design, making them suitable for large-scale grid energy storage. MMO titanium anodes are an indispensable key material in flow batteries.
Vanadium Redox Flow Battery (VRFB)
The electrolytes for both the positive and negative electrodes of the VRFB are sulfuric acid solutions containing vanadium ions. A redox reaction of V⁴⁺/V⁵⁺ occurs at the positive electrode. A redox reaction of V²⁺/V³⁺ occurs at the negative electrode. The MMO titanium anode catalyzes the oxidation of V⁴⁺ to V⁵⁺, reducing the battery’s internal resistance. The Wstitanium iridium-tantalum MMO titanium anode operates stably in 3-5 mol/L sulfuric acid solutions for extended periods. It exhibits a low oxygen evolution overpotential, effectively suppressing oxygen evolution side reactions and improving the battery’s coulombic efficiency. The lifespan can reach 10 years, with over 20,000 cycle times.
Zinc-Bromine Flow Battery (ZBFB)
The electrolyte in a zinc-bromine flow battery is a zinc bromide solution. During charging, zinc ions are deposited as metallic zinc at the negative electrode. The Wstitanium ruthenium-iridium and iridium-tantalum MMO titanium anodes operate stably at chloride ion concentrations of 60-150 g/L.
Iron-Chromium Flow Battery (ICRFB)
The electrolyte in an iron-chromium flow battery is a hydrochloric acid solution. A Fe²⁺/Fe³⁺ redox reaction occurs at the positive electrode, and a Cr²⁺/Cr³⁺ redox reaction occurs at the negative electrode. The Wstitanium iridium-tantalum anode catalyzes the Fe²⁺ oxidation reaction at the positive electrode.
2. Metal-Air Battery
Metal-air batteries use a metal as the negative electrode and oxygen from the air as the positive electrode active material. MMO titanium anodes in metal-air batteries primarily serve as the catalyst carrier and current collector for the air electrode.
Zinc-Air Battery
In zinc-air batteries, the air electrode is the key component determining battery performance. Platinum-based and iridium-tantalum-based coated MMO titanium anodes produced by Wstitanium serve as the current collector and catalyst carrier for the air electrode. MMO titanium anodes operate stably in alkaline electrolytes for extended periods. Good gas permeability ensures rapid oxygen diffusion.
Aluminum-Air Battery
Aluminum-air batteries possess extremely high theoretical energy density (approximately 8100 Wh/kg). MMO titanium anodes in aluminum-air batteries also serve as a key material for the air electrode, effectively catalyzing the oxygen reduction reaction (ORR) and oxygen evolution reaction (OER), improving the battery’s charge/discharge efficiency and cycle life.
3. Lithium-Ion Battery (LIB)
MMO titanium anodes are not directly used as the positive and negative electrode active materials in lithium-ion batteries, but they play a crucial role in lithium-ion battery production.
Electrolytic Copper Foil Production
Electrolytic copper foil is the main material for the negative electrode current collector in lithium-ion batteries. The production of electrolytic copper foil involves depositing copper ions onto a cathode roller in a copper sulfate electrolyte via electrolysis to form copper foil. The MMO titanium anode is the core component of the electrolytic cell. Uniform current distribution and the production of copper foil with uniform thickness and a smooth surface significantly reduce copper foil production costs.
Lithium-ion Battery Recycling
Hydrometallurgy is currently one of the main technologies for recycling waste lithium-ion batteries. Acid leaching dissolves the metals (lithium, cobalt, nickel, manganese, etc.) in the battery, and then electrolysis reduces the metal ions back to metal. In electrolytic recycling, the MMO titanium anode, as an insoluble anode, works stably in strongly acidic electrolytes with high metal ion concentrations, effectively avoiding the problem of electrolyte contamination caused by the dissolution of traditional anode materials.
In addition to the three types of batteries mentioned above, MMO titanium anodes are also used in sodium-sulfur batteries, zinc-nickel flow batteries, organic redox flow batteries, and microbial fuel cells (MFCs).
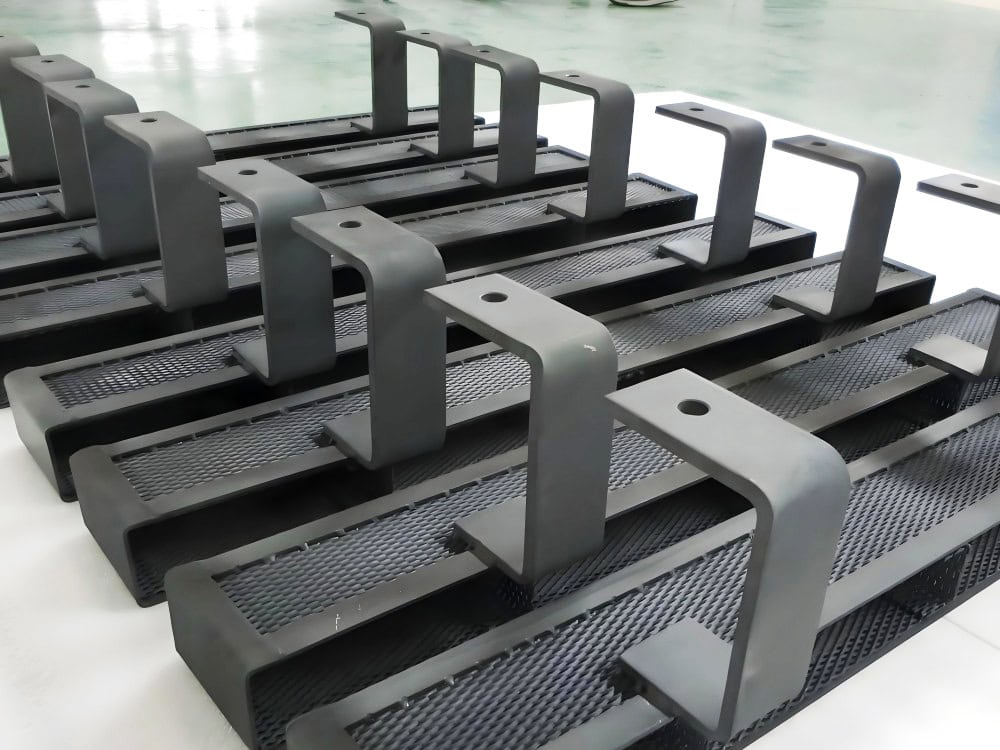
Structure of MMO titanium anode
To accommodate different battery structures and performance requirements, Wstitanium offers a variety of MMO titanium anode shapes. The following are the main shape types used in batteries:
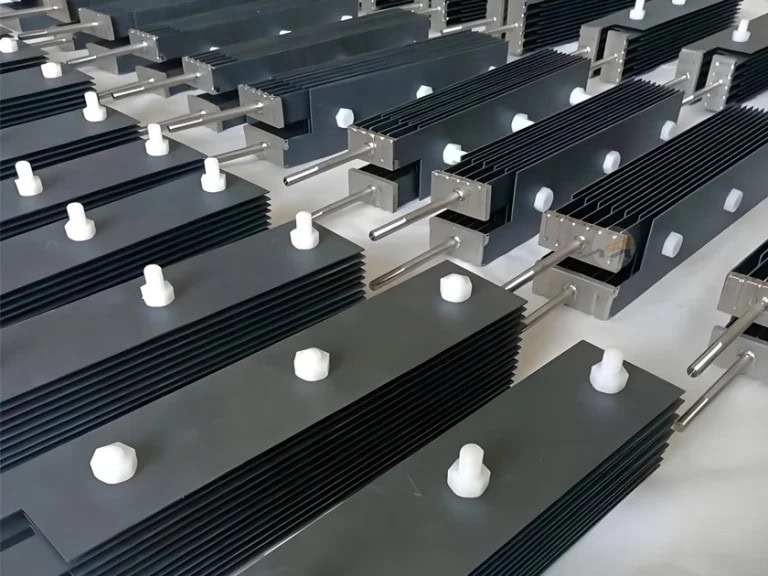
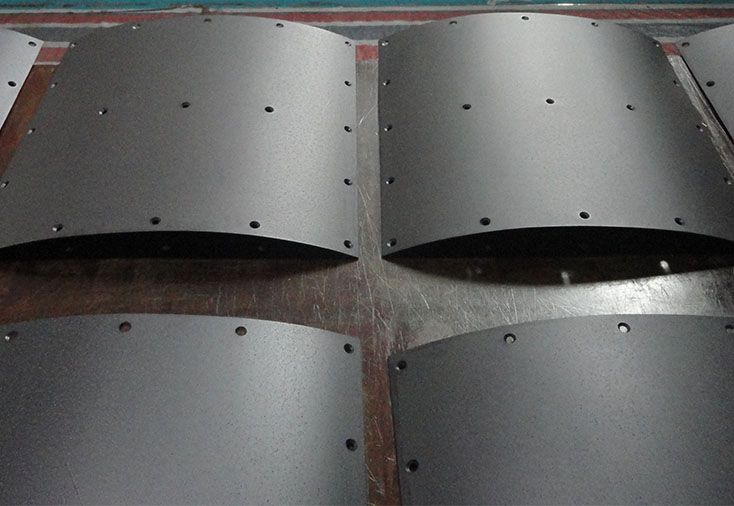
Plate Titanium Anode
- ASTM B265 Gr1/Gr2
- Thickness: 0.5-10mm
- Maximum size: 1000×3000mm
- Connection: Welding, bolts, flanges
- For electrolytic copper foil production
- For flow battery stacks
- For lithium-ion battery recycling

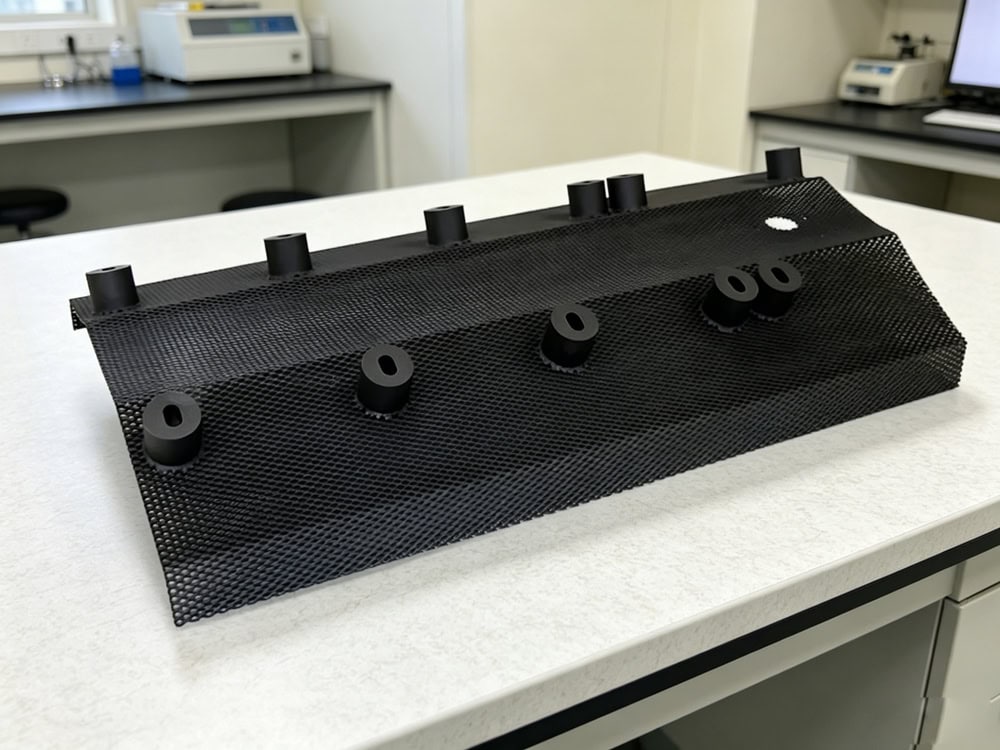
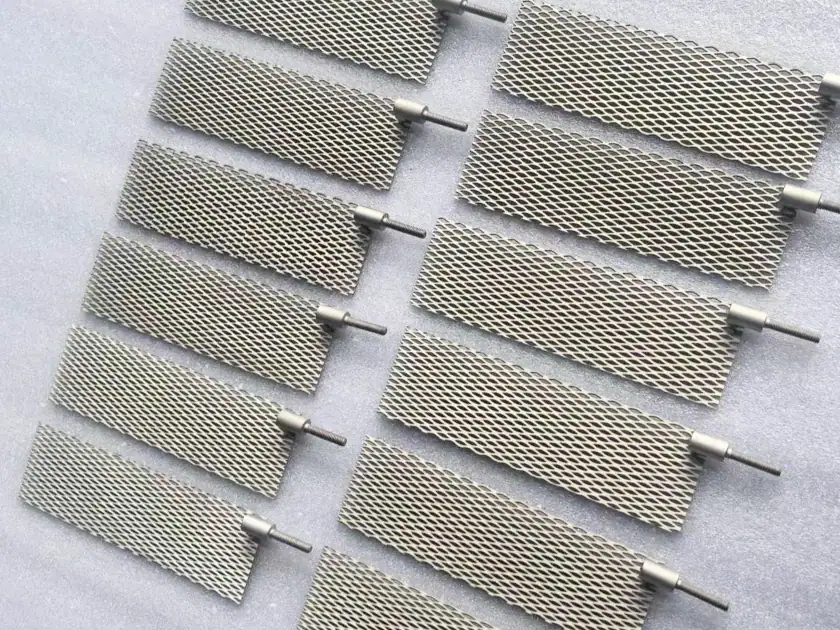
Mesh Titanium Anode
- Wire diameter: 1-10mm
- Mesh size: 5×10mm-20×40mm
- Rhomboid holes, square holes
- Connection: welding, binding, clamping
- Large specific surface area
- For flow batteries
- For zinc-air batteries

Tubular Titanium Anode
- ASTM B338 Gr1/Gr2
- Outer Diameter: 10-200mm
- Wall Thickness: 1-5mm
- Length: Maximum 3000mm
- Connections: Threaded, Welded, Flange
- High Mechanical Strength
- For Flow Battery Stacks

Rod Titanium Anode
- ASTM B348 Gr1/Gr2
- Diameter: 5-50mm
- Length: 100-1000mm
- Connection: Threaded, Welded, Chuck
- High Mechanical Strength
Basket Titanium Anode
- Mesh Size: 2×4mm-5×10mm
- Customized according to electrolytic cell
- Inner and outer surface coatings
- Extremely high specific surface area
- Excellent electrolyte flowability
Custom Titanium Anode
- Ribbon/Strip Titanium Anode
- Basket Titanium Anode
- Disc Titanium Anode
- Ring Titanium Anode
- Spiral Titanium Anode
MMO Titanium Anode Selection Guide
Choosing the right MMO titanium anode is crucial for battery performance, lifespan, and cost. Stitanium provides the following guidelines: The anode’s performance must meet the battery’s operating conditions, including electrolyte environment, operating temperature, and current density. The anode must have sufficient stability and lifespan. The lowest-cost solution should be selected while meeting performance and reliability requirements. The anode should be easy to install, maintain, and replace.
Selection of coating system
The choice of coating system is the core of MMO titanium anode selection, and it is mainly determined based on the electrolyte environment and electrochemical reaction type of the battery:
| Electrolyte Condition | Main Reaction | Recommended Coating | Remarks |
|---|---|---|---|
| Strongly Acidic (pH<1), Chloride-Free | Oxygen Evolution Reaction (OER) | Iridium-Tantalum Series (IrO₂–Ta₂O₅) | First choice for all-vanadium flow battery, iron-chromium flow battery and copper foil electrowinning |
| Acidic (pH 1–4), Chloride Contained | Dominant Chlorine Evolution Reaction (CER) | Ruthenium-Iridium Series (RuO₂–IrO₂) | First choice for zinc-bromine flow battery and seawater battery |
| Acidic (pH 1–4), Mixed CER & OER | Mixed Electrochemical Reactions | Composite Coating (Ru–Ir–Ta) | Excellent comprehensive performance and strong environmental adaptability |
| Alkaline (pH>7) | Oxygen Reduction / Oxygen Evolution Reaction | Platinum Series (Pt/Ti) or Ir-Ta Series | Preferred option for zinc-air battery and aluminum-air battery |
| Ultra-high Stability & Long Service | Multiple Types of Reactions | Platinum Series (Pt/Ti) | Relatively high cost, applied for high-end industrial applications |
Shape and size selection
The selection of anode shape and size is mainly determined based on the battery’s structural design, current distribution requirements, and electrolyte flow requirements.
| Battery Structure | Current Distribution | Electrolyte Fluidity | Recommended Anode Shape | Remarks |
|---|---|---|---|---|
| Flat structure with narrow electrode gap | Uniform distribution required | Moderate | Plate Anode | Preferred for copper foil electrolysis production & stack of large-scale flow batteries |
| High power density required | High specific surface area required | High | Mesh Anode | Preferred for flow batteries and zinc-air batteries |
| Cylindrical / tubular structure | Uniform radial distribution required | High | Tubular Anode | Preferred for small flow batteries and tubular batteries |
| Small footprint, plug-in installation | Localized concentrated current required | Moderate | Rod Anode | Preferred for laboratory research & specially structured batteries |
Coating thickness and precious metal content
The choice of coating thickness and precious metal content is mainly determined based on the battery’s expected lifespan and operating current density.
| Expected Service Life | Current Density | Recommended Coating Thickness | Recommended Precious Metal Loading |
|---|---|---|---|
| 1–3 years | <500 A/m² | 5–8 μm | 10–15 g/m² |
| 3–5 years | 500–1000 A/m² | 8–12 μm | 15–25 g/m² |
| 5–10 years | 1000–2000 A/m² | 12–20 μm | 25–40 g/m² |
| >10 years | >2000 A/m² | >20 μm | >40 g/m² |
| Note: The above figures are general recommended values and shall be adjusted according to actual working conditions. | |||
Mistake 1: Choosing a ruthenium-iridium coating in a strongly acidic OER environment?
Ruthenium-iridium coatings have poor stability in strongly acidic OER environments. RuO₂ easily dissolves, leading to a shortened anode life. Iridium-tantalum coatings should be preferred in strongly acidic OER environments.
Mistake 2: In high chloride ion environments, choose a pure iridium coating.
Pure iridium coatings are prone to pitting corrosion in high chloride ion environments, leading to coating failure. In high chloride ion environments, ruthenium-iridium or iridium-tantalum coatings with added Ta₂O₅ should be selected.
Mistake 3: Insufficient coating thickness.
Insufficient coating thickness will shorten the anode’s lifespan. A sufficient coating thickness should be selected based on the expected lifespan and operating current density.
Mistake 4: Anode shape mismatch with electrolyzer structure.
A mismatch between the anode shape and the battery structure leads to uneven current distribution. This hinders electrolyte flow and affects battery performance. A suitable anode shape should be selected based on the electrolyzer’s structural design, and customized design may be necessary in some cases.
Project Cases
Wstitanium’s MMO titanium anode products have been successfully applied in numerous battery projects worldwide. Below are some of our typical case studies:
Case 1: Vanadium Redox Flow Battery Energy Storage Power Station
A 1MW/4MWh vanadium redox flow battery energy storage power station in Slovakia is primarily used for grid peak shaving and renewable energy integration. The battery system requires high energy efficiency, long cycle life, and high reliability. The customer’s previous use of graphite electrodes suffered from corrosion, short lifespan, and high energy consumption; they sought to improve battery performance by replacing the graphite electrodes with MMO titanium anodes.
Wstitanium Solution
- IrO₂-Ta₂O₅ mesh MMO titanium anode
- Coating thickness: 12μm
- Precious metal content: 25g/m²
- Dimensions: 1200×600mm
- Quantity: 120 pieces
Results
Battery energy efficiency increased from 72% to 81%. Battery cycle life increased from 8,000 cycles to over 20,000 cycles. Maintenance costs decreased by 60%. Overall system energy consumption decreased by 15%. As of May 2026, the system had been operating stably for over 3 years with no significant degradation in anode performance.
Case Study 2: Lithium-ion Battery Copper Foil Production Line
A production line in the Philippines with an annual capacity of 10,000 tons of electrolytic copper foil for lithium-ion batteries. It produces 6-12μm thick electrolytic copper foil for lithium-ion batteries. The copper foil requires extremely high uniformity in thickness, surface smoothness, and pinhole reduction. The customer’s previous use of lead anodes resulted in high energy consumption, significant pollution, and inconsistent copper foil quality.
Wstitanium Solution
- IrO₂-Ta₂O₅ Plate MMO Titanium Anode
- Coating Thickness: 10μm
- Precious Metal Content: 20g/m²
- Anode Size: 1500×1200mm
- Quantity: 80 pieces
Results
Copper foil thickness tolerance decreased from ±0.2μm to ±0.08μm. Copper foil pinhole rate decreased from 5 pinholes/m² to 0.5 pinholes/m². Electrolytic cell energy consumption decreased by 28%. Anode lifespan increased from 1 year to 3 years. Lead contamination was eliminated.
Case Study 3: Zinc-Bromine Flow Battery
An Australian project involving a 500kW/2MWh zinc-bromine flow battery energy storage system, primarily for off-grid power supply in remote areas. The system required high safety, long lifespan, and low maintenance costs. The electrolyte in zinc-bromine flow batteries contains high concentrations of bromide and chloride ions, placing extremely high demands on the corrosion resistance of the electrode materials.
Wstitanium Solutions
- Ru-Ir-Ta Mesh Anode
- Coating Thickness: 10μm
- Precious Metal Content: 22g/m²
- Dimensions: 800×400mm
- Quantity: 60 pieces

Results
The battery achieved a coulombic efficiency of 92% and an energy efficiency of 75%. The anode operated stably in an electrolyte with high bromide and chloride ion concentrations. The system has operated stably for over 2.5 years without corrosion or failure. Maintenance costs are reduced by 70% compared to traditional graphite electrode systems.
Case Study 4: Zinc-Air Battery Development
A French university is developing a high-power-density zinc-air battery for electric vehicles. This requires high-performance air electrode current collectors and catalyst supports. The electrodes must possess high conductivity, high specific surface area, good corrosion resistance, and gas permeability.
Wstitanium Solution
- Platinum Mesh MMO Titanium Anode
- Platinum Coating Thickness: 2μm
- Wire: 0.5mm, Mesh Size: 2×4mm
- Anode Size: 200×80mm
- Quantity: 50 pieces
Results
The battery power density reached 250 mW/cm², a 40% improvement over traditional carbon-based air electrodes. The battery cycle life exceeded 500 cycles. The electrode operated stably in alkaline electrolytes without corrosion.
Case Study 5: Lithium-ion Battery Recycling
An Indian project processing 10,000 tons of waste lithium-ion batteries annually. The project uses hydrometallurgical processes to recover valuable metals such as lithium, cobalt, nickel, and manganese from waste lithium-ion batteries. In electrolytic recycling, traditional anode materials are prone to dissolution, contaminating the electrolyte and the product.
Wstitanium Solution
- IrO₂-Ta₂O₅ Plate Titanium Anode
- Coating Thickness: 15μm
- Precious Metal Content: 30g/m²
- Anode Size: 300×100mm
- Quantity: 120 pieces

Results
Metal recovery rate reached 95%+, and product purity reached 99.99%. The anode operated stably in strongly acidic electrolytes with high metal ion concentrations. Its lifespan exceeded 5 years, three times longer than traditional anodes. It eliminated the pollution problems caused by anode dissolution.
FAQ
Current collector: Collects and conducts current, reducing the battery’s internal resistance.
Catalytic electrode: Provides active sites for electrochemical reactions, catalyzing the electrode reactions.
Structural support: Provides mechanical support as part of the battery structure.
Corrosion barrier: Protects the battery’s internal structure from electrolyte corrosion.
The electrolyte in vanadium redox flow batteries is a strongly acidic vanadium sulfate solution, which has strong oxidizing and corrosive properties. Graphite electrodes are prone to oxidation and corrosion in this environment, leading to decreased electrode performance and shortened lifespan. Furthermore, graphite electrodes have a high oxygen evolution overpotential, resulting in increased battery energy consumption and reduced coulombic efficiency.
MMO titanium anodes, especially those with iridium-tantalum coatings, exhibit excellent corrosion resistance and low oxygen evolution overpotential in strongly acidic environments, significantly improving the energy efficiency and cycle life of vanadium redox flow batteries.
Coating system and quality: Different coating systems have different corrosion resistance and stability.
Operating current density: Higher current density leads to faster coating wear and shorter service life.
Electrolyte environment: The composition, concentration, pH value, and temperature of the electrolyte all affect the corrosion rate of the anode.
Impurity content: Impurities in the electrolyte (such as fluoride ions, heavy metal ions, etc.) accelerate coating failure.
Operating conditions: Frequent start-ups and shutdowns, current surges, and reverse currents all shorten the anode’s service life.
Sudden increase in cell voltage: When the coating fails, a high-resistivity passivation film forms on the titanium substrate surface, causing a sudden increase in cell voltage.
Significant decrease in current efficiency: After coating failure, the catalytic activity of the electrochemical reaction decreases, leading to a drop in current efficiency.
Electrolyte color change: If the noble metal oxides in the coating dissolve, the electrolyte may change color.
Corrosion spots or coating peeling on the anode surface: This is a direct indication of coating failure.
Vanadium Redox Flow Battery (VRFB)
Zinc-Bromine Flow Battery (ZBFB)
Iron-Chromium Flow Battery (ICRFB)
Zinc-Nickel Flow Battery (ZNBFB)
Organic Flow Battery (ORFB)
Polysulfide Bromine Flow Battery (PSBFB)
Different types of flow batteries require different coating systems to adapt to their specific electrolyte environment and reaction types.
Avoid reverse current: Reverse current can cause coating reduction and peeling, severely shortening anode life.
Avoid exceeding the recommended current density: Exceeding the recommended current density will accelerate coating wear.
Avoid electrolyte containing fluoride ions: Fluoride ions can damage the passivation film of the titanium substrate, leading to substrate corrosion.
Keep the electrolyte clean: Avoid electrolytes containing solid particles and impurities, as these impurities will adhere to the anode surface and affect anode performance.
Regular inspection: Regularly inspect the appearance and performance of the anode to promptly identify and address any problems.






{kind=link}
{kind=link}
{kind=link}