

In cyanide wastewater treatment and cyano-catalytic reactions, mixed metal oxide (MMO) titanium anodes have become the preferred choice due to their superior electrochemical performance, excellent chemical stability, and ultra-long lifespan. Cyanide is widely used in critical sectors such as gold smelting, electroplating, coking, pharmaceuticals, and petrochemicals. However, the extremely high toxicity of cyanide also makes it a top priority for global environmental regulation. The EU’s Water Framework Directive (2000/60/EC) lists cyanide as a priority pollutant, requiring “zero emissions.”
Traditional cyanide treatment technologies, such as chemical precipitation, alkaline chlorination, and biodegradation, cannot completely degrade high-concentration cyanide-containing wastewater and cyanide complexes. Electrochemical oxidation has become one of the important technologies for cyanide degradation. As the “heart” of the electrochemical oxidation system, the performance of the anode determines efficiency, energy consumption, and cost. Wstitanium, a well-known Chinese MMO titanium anode manufacturer, provides high-performance, customized MMO titanium anode solutions for catalytic cyano reactions. This page provides an in-depth overview of MMO titanium anode technology used in catalytic cyano reactions, including coating systems, performance parameters, industry applications, shape types, selection guidelines, engineering case studies, and frequently asked questions.

MMO Titanium Anode Coating Systems for Cyanide Catalysis
The performance of MMO titanium anodes depends on the mixed metal oxide coating on their surface. The elements, structure, and preparation technology of the coating affect the anode’s electrocatalytic activity, selectivity, corrosion resistance, and lifespan. For the unique characteristics of cyanide catalysis—achieving both efficient cyanide oxidation and resistance to highly corrosive media—Wstitanium has developed the following five specialized coating systems. Each coating offers unique performance advantages and applicable scenarios.
Tin dioxide (SnO₂) further enhances the electrocatalytic activity and corrosion resistance of the coating. 20-40% SnO₂ strengthens the coating’s ability to generate hydroxyl radicals (・OH). This improves the oxidation rate of cyanides, especially recalcitrant metal cyanide complexes (such as ferric cyanide and cobalt cyanide complexes). Cyanide oxidation current efficiency reaches 18-25%
- Coating Thickness: 8-15μm
- Precious Metal Loading: 10-18g/m²
- pH 1-14
- Cyanide Removal Rate: 98-99.9%
- For metallic cyanide
- For wastewater with cyanide > 500mg/L
- For advanced cyanide treatment
- For landfill leachate wastewater
- For pharmaceutical wastewater
- For petrochemical wastewater

RuO₂-IrO₂-SnO₂
Ruthenium-iridium are suitable for electrocatalytic oxidation reactions in alkaline cyanide systems. Direct oxidation: Cyanide ions lose electrons directly at anode surface and are oxidized to cyanate, which is then further oxidized to carbon dioxide and nitrogen. 2CN⁻ + 8OH⁻ – 10e⁻ → 2CO₃²⁻ + N₂↑ + 4H₂O. Indirect oxidation: When the solution contains chloride ions, chlorine gas is generated at the anode surface. Chlorine reacts with water to produce hypochlorous acid, which acts as a strong oxidizing agent to indirectly oxidize cyanide. 2CN⁻ + 5HClO + H₂O → 2CO₂↑ + N₂↑ + 5Cl⁻ + 7H⁺
- Molar ratio = 70%RuO₂ : 30%IrO₂
- Coating thickness: 6-12μm
- Noble metal loading: 8-15g/m²
- Lifespan: 8-12 years
- Current density ≤5000A/m²
- For gold smelting wastewater
- For low-concentration cyanide wastewater
- For electroplating cyanide plating solutions
- For textile cyanide wastewater treatment
- For alkaline cyanide catalysis
Iridium-tantalum coatings are valued for their extremely high oxygen evolution overpotential and excellent corrosion resistance, making them particularly suitable for strong acid and strong oxidizing cyanide systems, as well as high current density applications. The oxygen evolution overpotential is approximately 1.50V (vs. SCE), effectively suppressing the oxygen evolution side reaction. The current efficiency for cyanide oxidation can reach 20-28%, with direct current oxidation of cyanide. CN⁻ + 2OH⁻ – 2e⁻ → CNO⁻ + H₂O. 2CNO⁻ + 4OH⁻ – 6e⁻ → 2CO₂↑ + N₂↑ + 2H₂O. Overall reaction: 2CN⁻ + 8OH⁻ – 10e⁻ → 2CO₃²⁻ + N₂↑ + 4H₂O
- Coating thickness: 10-18μm
- Noble metal loading: 12-20g/m²
- pH: 1-14
- Current density: 500-5000A/m²
- Coating consumption: ≤2mg/A・yr
- For the treatment of strongly acidic wastewater
- For high current density oxidation reactions
- For cyanide in hydrometallurgy
- For cyanide from high-concentration oxidants
- Oxygen evolution voltage 1.50V (vs. SCE)
Platinum-iridium coatings are suitable for cyanide catalytic reactions requiring extremely high current efficiency, as well as for the advanced treatment of low-concentration cyanide-containing wastewater. PtO₂ and IrO₂ exhibit extremely high catalytic activity for cyanide oxidation, with current efficiencies reaching 22-30%. It demonstrates excellent treatment performance for low-concentration cyanide-containing wastewater (<50 mg/L), achieving a cyanide removal rate of up to 99.99%. Reaction mechanism: CN⁻ + 2OH⁻ – 2e⁻ → CNO⁻ + H₂O. 2CNO⁻ + 4OH⁻ – 6e⁻ → 2CO₂↑ + N₂↑ + 2H₂O. O₂ + 2e⁻ → O₂²⁻. CN⁻ + O₂²⁻ + H₂O → CNO⁻ + 2OH⁻.
- Cyanide Removal: 99.99%
- Coating Thickness: 5-10μm
- Noble Metal Loading: 15-25g/m²
- pH: 1-14
- For Requiring extremely high current efficiency
- For low-concentration cyanide wastewater
- For cyanide oxidation
- For laboratory electrochemical research

MMO Titanium Anode Comparison
To help you understand the performance differences of MMO titanium anodes with different coating systems, Wstitanium has prepared the following detailed parameter comparison table. All data comes from rigorous testing in the Wstitanium laboratory, verification from authoritative academic literature, and validation through practical engineering applications. The titanium substrate material used is pure titanium conforming to international standards. Disclaimer: Data is derived from constrained conditions and represents fixed values.
| Parameter | RuO₂-IrO₂-TiO₂ | RuO₂-IrO₂-SnO₂ | IrO₂-Ta₂O₅ | PtO₂-IrO₂ | Multi-Layer Composite Coating |
|---|---|---|---|---|---|
| Substrate Standard | ISO 14911 Grade 1/2 | ISO 14911 Grade 1/2 | ISO 14911 Grade 2/3 | ISO 14911 Grade 1/2 | ISO 14911 Grade 1/2/3 |
| Substrate Purity | ≥99.5% | ≥99.5% | ≥99.6% | ≥99.5% | ≥99.5% |
| Coating Composition | RuO₂(50-70%), IrO₂(10-30%), TiO₂(10-20%) | RuO₂(40-60%), IrO₂(10-20%), SnO₂(20-40%) | IrO₂(30-50%), Ta₂O₅(50-70%) | PtO₂(40-60%), IrO₂(40-60%) | Adhesion Layer (Ta₂O₅/TiO₂), Intermediate Layer (RuO₂-TiO₂/IrO₂-Ta₂O₅), Catalytic Layer (RuO₂-IrO₂-) |
| Coating Thickness | 6-12μm | 8-15μm | 10-18μm | 5-10μm | 12-25μm |
| Precious Metal Loading | 8-15g/m² | 10-18g/m² | 12-20g/m² | 15-25g/m² | 10-22g/m² |
| OER Overpotential (vs. SCE, 1000A/m²) | ~1.13V | ~1.18V | ~1.50V | ~1.25V | 1.10-1.45V (customizable) |
| CER Overpotential (vs. SCE, 1000A/m²) | ~1.07V | ~1.09V | ~1.35V | ~1.12V | 1.05-1.30V (customizable) |
| Cyanide Oxidation Current Efficiency | 15-20% | 18-25% | 20-28% | 22-30% | 20-35% (customizable) |
| Recommended Current Density | 100-3000A/m² | 100-4000A/m² | 500-5000A/m² | 100-2000A/m² | 100-5000A/m² (customizable) |
| Working Voltage | 2-8V | 2-10V | 3-12V | 2-6V | 2-12V (customizable) |
| pH Range | 7-14 | 1-14 | 0-14 | 1-13 | 0-14 |
| Working Temperature | 0-60℃ | 0-70℃ | 0-80℃ | 0-50℃ | 0-90℃ (customizable) |
| Fluoride Tolerance Concentration | <10mg/L | <20mg/L | <50mg/L | <15mg/L | <30mg/L (customizable) |
| Coating Consumption Rate | ≤4mg/A·yr | ≤3mg/A·yr | ≤2mg/A·yr | ≤5mg/A·yr | ≤2.5mg/A·yr |
| Enhanced Life Test (10000A/m², 1mol/L H₂SO₄) | ≥200h | ≥250h | ≥400h | ≥150h | ≥350h |
| Free Cyanide Removal Efficiency | 95-99% | 98-99.9% | 99-99.99% | 99-99.99% | 98-99.99% (customizable) |
| Total Cyanide Removal Efficiency | 90-95% | 95-99% | 98-99.9% | 98-99.9% | 95-99.9% (customizable) |
| Metal-Cyanide Complex Oxidation Capacity | Moderate | Good | Excellent | Excellent | Excellent - Superior (customizable) |
| Corrosion Resistance | Good | Excellent | Superior | Good | Excellent - Superior (customizable) |
| Fouling Resistance | Good | Excellent | Good | Excellent | Excellent |
| Coating Adhesion | Good | Good | Excellent | Good | Superior |
| Service Life | 8-12 years | 6-10 years | 5-8 years | 3-5 years | 7-15 years (customizable) |
| Service Life (Severe Conditions) | 3-6 years | 2-5 years | 3-6 years | 1-3 years | 4-10 years (customizable) |
| Relative Cost | 1 | 1.2 | 1.8 | 2.5 | 1.5 |
| Cost-Effectiveness | High | Very High | Medium | Medium | Very High |
| Applications | Gold mining leachate, general cyanide-containing wastewater treatment, electroplating | High-concentration cyanide wastewater, coking wastewater, landfill leachate, pharmaceutical industry | Strongly acidic oxidizing systems, high current density applications, hydrometallurgy | Low-concentration deep treatment, precious metal recovery, precision electroplating | Large-scale industrial projects, complex working conditions, long-term continuous operation systems |
1. The above parameters are typical values; actual performance may vary depending on specific formulations and preparation technologies.
2. Service life refers to the expected lifespan under standard working conditions. Actual service life depends on specific application conditions, such as current density, temperature, pH value, and solution composition.
3. The enhanced life test is an accelerated aging test used to evaluate coating durability. The test results have a certain correlation with actual service life.
4. Wstitanium can customize special formulations and performance coating systems according to your detailed requirements.
Customized MMO Titanium Anode Solutions
Wstitanium understands that every application is unique. Different industries, different water qualities, different treatment requirements, and different electrolyzer structures all require different anode solutions. Therefore, we not only provide standard MMO titanium anode products, but also are committed to providing you with customized solutions. Our customized services cover everything from anode design, material selection, coating formulation to manufacturing, installation, and after-sales service.Wstitanium manufactures MMO titanium anodes in a variety of standard and custom shapes to meet different application scenarios.
Wstitanium offers different grades of titanium substrate to suit your application. All materials conform to international standards. Below are some of our commonly used titanium matrix materials, their characteristics, and applicable scenarios:
| Substrate Grade | International Standard | Element Composition | Minimum Yield Strength | Minimum Tensile Strength | Elongation | Features | Applications |
|---|---|---|---|---|---|---|---|
| ISO 14911 Grade 1 | ISO 14911:2019 | Ti ≥99.5% | 170MPa | 240MPa | ≥24% | The softest and most ductile pure titanium with excellent corrosion resistance | Most cyanide-containing wastewater treatment |
| ISO 14911 Grade 2 | ISO 14911:2019 | Ti ≥99.4% | 275MPa | 345MPa | ≥20% | Optimal balance of strength and ductility, good weldability | Most industrial applications, including plate, mesh, and tubular anodes |
| ISO 14911 Grade 3 | ISO 14911:2019 | Ti ≥99.3% | 380MPa | 450MPa | ≥18% | Higher strength than Grade 2, good corrosion resistance | Applications requiring high mechanical strength, large industrial electrolyzers, high-flow electrolyte treatment |
| ISO 14911 Grade 7 | ISO 14911:2019 | Ti-0.2Pd | 275MPa | 345MPa | ≥20% | Excellent crevice corrosion resistance, especially in acidic and chloride-containing environments | Harsh working conditions with strong acidity and chloride ions, such as substrate for Ir-Ta coated anodes |
| ISO 14911 Grade 12 | ISO 14911:2019 | Ti-0.3Mo-0.8Ni | 345MPa | 485MPa | ≥18% | Good acid corrosion resistance, high strength | Treatment of cyanide solutions containing reducing substances, applications with high mechanical loads |
Custom Titanium Substrate
Plate Titanium Anode
| Parameter | Customizable Range | Default Value |
|---|---|---|
| Length | 100-2000mm | 1000mm |
| Width | 100-1200mm | 600mm |
| Thickness | 1-12mm | 3mm |
| Substrate Grade | Gr1, Gr2, Gr5, Gr7 | Gr2 |
| Coating System | Ru-Ir, Ru-Ir-Sn, Ir-Ta, Pt-Ir | Ru-Ir |
| Coating Thickness | 6-25 μm | 10 μm |
| Precious Metal Loading | 8-25g/m² | 12g/m² |
| Coating Coverage | Single-sided, Double-sided | Double-sided |
| Terminal Material | Pure Titanium, Titanium-Copper Composite | Titanium-Copper Composite |
| Number of Conductive Terminals | 1-4 pcs | 2 pcs |
| Number of Mounting Holes | 0-20 pcs | 0 |
| Mounting Hole Diameter | 5-20mm | 10mm |
| Rated Current | 100-10000A | 3000A |
| Rated Voltage | 2-12V | 6V |
| Recommended Current Density | 100-5000A/m² | 2500A/m² |
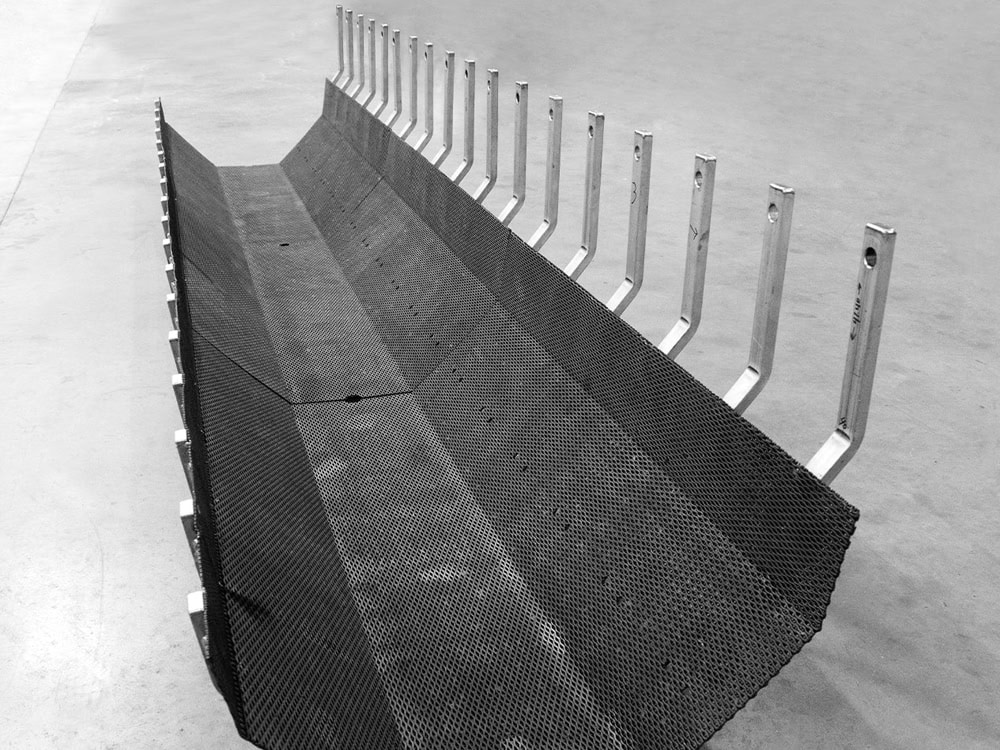
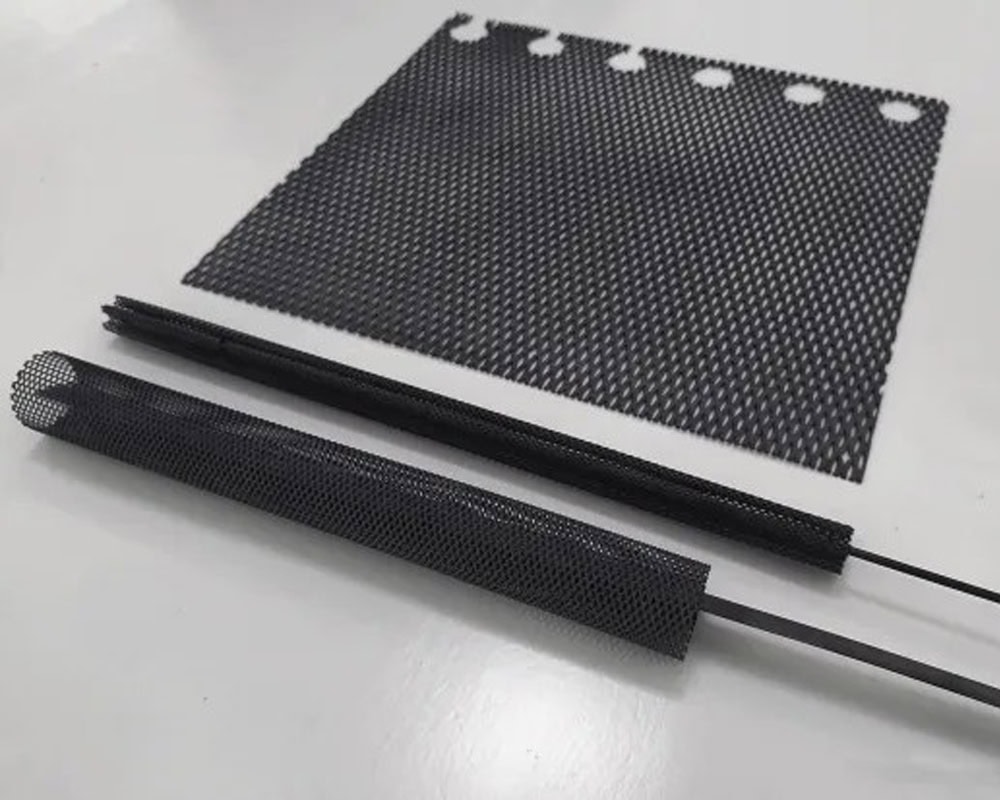
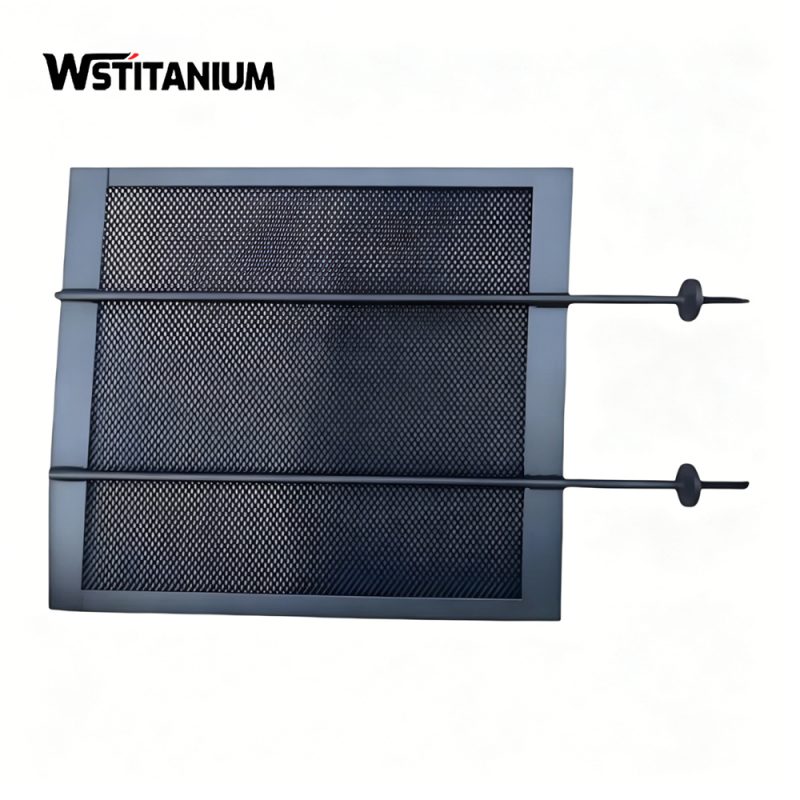
Mesh Titanium Anode
| Parameter | Customizable Range | Default Value |
|---|---|---|
| Length | 100-2000mm | 1000mm |
| Width | 100-1200mm | 600mm |
| Titanium Wire Diameter | 0.5-3mm | 1.5mm |
| Mesh Size | 1-12mm (Diamond / Square) | 5×10mm (Diamond) |
| Mesh Thickness | 1-4mm | 2mm |
| Substrate Material | Gr1, Gr2 | TA2 |
| Coating System | Ru-Ir-Ti, Ru-Ir-Sn, Ir-Ta, Pt-Ir | Ru-Ir-Sn |
| Coating Thickness | 8-25 μm | 12 μm |
| Precious Metal Loading | 10-25g/m² | 15g/m² |
| Frame Material | Pure Titanium | TA2 |
| Frame Size | 10-50mm | 20mm |
| Terminal Material | Pure Titanium, Titanium-Copper Composite | Pure Titanium |
| Rated Current | 100-10000A | 4000A |
| Rated Voltage | 2-10V | 5V |
| Recommended Current Density | 100-4000A/m² | 3000A/m² |
Tube Titanium Anode
| Parameter | Customizable Range | Default Value |
|---|---|---|
| Outer Diameter | 3-110mm | |
| Wall Thickness | 0.5-5mm | 2mm |
| Length | 100-3500mm | |
| Substrate Material | Gr1, Gr2 | Gr2 |
| Coating System | Ru-Ir-Ti, Ru-Ir-Sn, Ir-Ta | Ir-Ta |
| Coating Thickness | 10-25 μm | 15 μm |
| Precious Metal Loading | 12-25g/m² | 18g/m² |
| Connection Type | Flange, Threaded, Welded | Flange |
| Flange Material | Pure Titanium | Gr2 |
| Rated Current | 50-5000A | 1000A |
| Rated Voltage | 3-12V | 8V |
| Recommended Current Density | 500-5000A/m² | 3500A/m² |
Rod Titanium Anode
| Parameter | Customizable Range | Default Value |
|---|---|---|
| Diameter | 3-50mm | 20mm |
| Length | 100-3500mm | 1500mm |
| Substrate Material | Gr1, Gr2 | Gr1 |
| Coating System | Ru-Ir-Ti, Pt-Ir | Pt-Ir |
| Coating Thickness | 5-20 μm | 8 μm |
| Precious Metal Loading | 15-25g/m² | 20g/m² |
| Coating Coverage | Entire Surface of the Rod | Entire Surface of the Rod |
| Connection Type | Threaded, Welded | Threaded |
| Thread Specification | M6-M30 | M6 |
| Rated Current | 20-2000A | 500A |
| Rated Voltage | 2-6V | 4V |
| Recommended Current Density | 100-2000A/m² | 1500A/m² |
Basket Titanium Anode
| Parameter | Customizable Range | Default Value |
|---|---|---|
| Diameter | 100-1000mm | 500mm |
| Height | 100-2000mm | 1000mm |
| Mesh Size | 1-12mm | 3mm |
| Titanium Wire Diameter | 0.5-3mm | 1mm |
| Substrate Material | Gr1, Gr2 | Gr2 |
| Coating System | Ru-Ir-Ti, Ru-Ir-Sn, Pt | Ru-Ir |
| Coating Thickness | 8-25 μm | 12 μm |
| Precious Metal Loading | 10-25g/m² | 15g/m² |
| Coating Coverage | Entire Basket Surface | Entire Basket Surface |
| Handle Material | Pure Titanium | TA2 |
| Number of Handles | 1-4 pcs | 2 pcs |
| Rated Current | 500-20000A | 8000A |
| Rated Voltage | 2-10V | 6V |
| Recommended Current Density | 100-4000A/m² | 2500A/m² |
Customized Titanium Anode
- Cyanide Concentration: Low, Medium, or High.
- Solution pH: Acidic, Neutral, or Alkaline.
- Solution Temperature: Room, Medium, or High.
- Current Density: Low, Medium, or High.
- Impurities: Chloride ions, sulfate ions, heavy metal ions.
- Lifespan Requirements: Short-term, Medium-term, or Long-term use.
- Cost Budget: Cost requirements for the product.
- Standard Shapes: Plate, Mesh, Tube, Rod, Wire, Basket.
- Irregular Shapes: Disc, Ring, Spiral, Corrugated, Grid, etc.
- Customization based on your provided drawings or samples.
- Single-layer structure, Double-layer structure, Multi-layer structure.
- Conductive Terminal Structure, Flange Terminal, Lug Terminal.
- Insulation Layer Structure.
- Optimization of Anode Shape and Structure.
- Dimensions: Length, Width, Thickness, Diameter, Mesh Size, etc.
- Coating: Coating Thickness, Precious Metal Loading, Element Ratio, etc.
- Electrical: Rated Current, Rated Voltage, Current Density, etc.
- Performance: Cyanide Removal Rate, Current Efficiency, Lifespan, etc.
- Installation Guidance and Technical Support
- After-sales Service and Quality Warranty
MMO Titanium Anode Selection Guide
Choosing the right MMO titanium anode is crucial for the efficient, stable, and economical operation of cyanide catalytic reaction systems. Wstitanium provides the following professional selection guide:
1. Basic Principles
- Suitability: The anode's performance must meet the application requirements.
- High Efficiency: The anode should possess high electrocatalytic activity and current efficiency to achieve efficient cyanide degradation.
- Economy: Select the anode product with the highest cost-performance ratio while meeting performance requirements. This includes initial investment costs, operating costs, maintenance costs, replacement costs, and total lifespan costs.
- Reliability: The anode should have good stability and a long lifespan.
- Safety: The anode should have good corrosion resistance and mechanical strength.
- Maintainability: The anode should be easy to install, maintain, and replace.

2. Key Factor Analysis
The following are the key factors for selecting MMO titanium anodes. You need to consider these factors comprehensively based on your specific circumstances to make the most suitable choice.
Cyanide Concentration
Low Concentration (<50 mg/L): Platinum-iridium coating or ruthenium-iridium-titanium coating are preferred. Platinum-iridium coatings have extremely high catalytic activity for low-concentration cyanide, achieving deep treatment. Ruthenium-iridium-titanium coatings offer high cost-effectiveness and meet general treatment requirements.
Medium Concentration (50-500 mg/L): Ruthenium-iridium-titanium coating or ruthenium-iridium-tin coating are preferred. Ruthenium-iridium-titanium coatings offer high cost-effectiveness and are suitable for most medium-concentration cyanide-containing wastewater treatment. Ruthenium-iridium-tin coatings offer higher treatment efficiency and are suitable for applications with higher treatment requirements.
High Concentration (>500 mg/L): Ruthenium-iridium-tin coating or iridium-tantalum coating are preferred. Ruthenium-iridium-tin coatings exhibit excellent treatment performance against high concentrations of cyanide and metal cyanide complexes. Iridium-tantalum coatings offer extremely high corrosion resistance and current efficiency, making them suitable for particularly harsh operating conditions.
pH
Strongly acidic (pH < 3): Iridium-tantalum coating is required. Iridium-tantalum coating is the only MMO coating system that can operate stably for extended periods under strongly acidic conditions.
Weakly acidic to neutral (pH 3-7): Ruthenium-iridium-tin or iridium-tantalum coating is recommended. Ruthenium-iridium-tin coating offers better cost-effectiveness. Iridium-tantalum coating provides better stability and a longer service life.
Alkaline (pH > 7): Ruthenium-iridium-titanium or ruthenium-iridium-tin coating is recommended. Ruthenium-iridium-titanium coating is the preferred choice for alkaline conditions, offering the best cost-effectiveness. Ruthenium-iridium-tin coating has higher processing efficiency and is suitable for applications with high processing requirements.
Temperature
Ambient Temperature (<40℃): All coating systems can operate at ambient temperature.
Medium Temperature (40-60℃): Ruthenium-iridium-titanium, ruthenium-iridium-tin, or iridium-tantalum coatings are recommended. Increased temperature accelerates coating corrosion; current density should be appropriately reduced.
High Temperature (>60℃): Iridium-tantalum coatings or multi-layer composite coatings must be selected. These two coatings offer the best high-temperature resistance and can operate stably under high-temperature conditions.
Impurities
Chloride ions: For solutions containing chloride ions, choose ruthenium-iridium-titanium (RuO2) or ruthenium-iridium-tin (RuO2-ITI) coatings. Both coatings exhibit good chloride evolution activity.
Sulfate ions: For solutions containing high concentrations of sulfate ions, iridium-tantalum (ITI) coatings are suitable.
Fluoride ions: Fluoride ions corrode all MMO coatings. If the solution contains fluoride ions, the concentration should be controlled below 50 mg/L, and iridium-tantalum (ITI) coatings or multilayer composite coatings should be chosen.
Heavy metal ions: For solutions containing heavy metal ions, ruthenium-iridium-tin (RuO2-ITI) coatings or multilayer composite coatings are suitable. Both coatings have good anti-fouling properties and can resist the deposition and poisoning of heavy metal ions.
Organic pollutants: For solutions containing high concentrations of organic pollutants, ruthenium-iridium-tin (RuO2-ITI) coatings are suitable. RuO2-ITI coatings have the strongest hydroxyl radical generation ability, effectively degrading organic pollutants.
3. Operating Parameters
Operating parameters have a significant impact on the performance and service life of the anode, and these parameters must be considered when selecting an anode.
Current Density
Low Current Density (<1000 A/m²): All coating systems can operate at low current densities.
Medium Current Density (1000-3000 A/m²): Ruthenium-iridium-titanium coating, ruthenium-iridium-tin coating, or iridium-tantalum coating. This is the common current density for most industrial applications.
High Current Density (>3000 A/m²): Iridium-tantalum coating or multilayer composite coating must be selected. These two coatings have the best high current density tolerance and can operate stably at high current densities.
Treatment Requirements
Cyanide removal rate > 95%: Ruthenium-iridium-titanium coating is sufficient and offers the best cost-effectiveness.
Cyanide removal rate > 99%: Ruthenium-iridium-tin coating provides higher treatment efficiency and removal rate.
Cyanide removal rate > 99.9%: Iridium-tantalum or platinum-iridium coatings enable deep cyanide treatment and meet stringent emission standards.
Electrolytic Cell Structure
The structure of the electrolytic cell determines the shape and size of the anode; the anode must be matched to the electrolytic cell structure when selecting one.
Rectangular Electrolytic Cell: Plate anodes or mesh anodes are preferred. These two types of anodes fit well into the structure of rectangular electrolytic cells, resulting in uniform current distribution.
Circular Electrolytic Cell: Tubular anodes, rod anodes, or annular anodes are preferred. These anodes achieve uniform current distribution in circular electrolytic cells.
Pipeline Electrolytic Cell: Tubular anodes must be selected. Tubular anodes are the only suitable shape for pipeline electrolytic cells.
Electrode Spacing
Large Electrode Spacing (>20mm): Plate anodes are preferred. Plate anodes have high mechanical strength and can withstand larger electrode spacing.
Medium Electrode Spacing (10-20mm): Mesh anodes or plate anodes are preferred. Mesh anodes have higher mass transfer efficiency, improving treatment results.
Small Electrode Spacing (<10mm): Mesh anodes or wire anodes are preferred. These two types of anodes have thinner thickness, suitable for applications with small electrode spacing.
Recommendations for Different Application Scenarios
Based on various application scenarios, Wstitanium recommends the following MMO titanium anode selection options. These recommendations are based on our years of industry experience and practical engineering application verification, and are highly valuable for reference.
Gold smelting
| Application | Recommended Coating | Recommended Shape | Recommended Current Density | Expected Service Life |
|---|---|---|---|---|
| Electrowinning of Gold from Cyanide Leachate | Ru-Ir-Ti Coating | Plate or Mesh | 2000-5000A/m² | 8-12 years |
| Low-Concentration Cyanide Tailings Treatment | Ru-Ir-Ti Coating | Mesh | 1000-2000A/m² | 10-15 years |
| High-Concentration Cyanide Tailings Treatment | Ru-Ir-Sn Coating | Mesh or Basket | 2000-3000A/m² | 6-10 years |
| Acidic Cyanide Solution Treatment | Ir-Ta Coating | Tubular or Plate | 3000-4000A/m² | 5-8 years |
| Gold Recovery | Pt-Ir Coating | Mesh or Wire | 500-1500A/m² | 3-5 years |
Electroplating
| Application | Recommended Coating | Recommended Shape | Recommended Current Density | Expected Service Life |
|---|---|---|---|---|
| Cyanide Plating Solution Purification | Ru-Ir-Ti Coating | Plate or Mesh | 500-1500A/m² | 8-12 years |
| General Cyanide-Containing Wastewater Treatment | Ru-Ir-Ti Coating | Plate or Mesh | 1000-2000A/m² | 10-15 years |
| High-Concentration Cyanide-Containing Wastewater Treatment | Ru-Ir-Sn Coating | Mesh | 2000-3000A/m² | 6-10 years |
| Heavy Metal Recovery | Ru-Ir-Sn Coating | Mesh or Basket | 1500-2500A/m² | 6-10 years |
| Rinse Water Closed-Loop Circulation | Ru-Ir-Sn Coating | Mesh | 1000-2000A/m² | 6-10 years |
| Advanced Treatment of Cyanide-Containing Wastewater from Precision Electroplating | Pt-Ir Coating | Wire or Mesh | 500-1000A/m² | 3-5 years |
Coking industry
| Application | Recommended Coating | Recommended Shape | Recommended Current Density | Expected Service Life |
|---|---|---|---|---|
| Pretreatment of Coking Wastewater | Ru-Ir-Sn Coating | Mesh or Basket | 2000-3000A/m² | 6-10 years |
| Advanced Treatment of Coking Wastewater | Multi-Layer Composite Coating | Mesh or Plate | 1500-2500A/m² | 7-15 years |
| Treatment of High-Concentration Coking Wastewater | Ru-Ir-Sn Coating | Basket or Tube | 2500-3500A/m² | 5-8 years |
| Circulating Cooling Water Treatment | Ru-Ir-Ti Coating | Tube or Mesh | 500-1500A/m² | 10-15 years |
Pharmaceuticals and petrochemicals
| Application | Recommended Coating | Recommended Shape | Recommended Current Density | Expected Service Life |
|---|---|---|---|---|
| Pharmaceutical Cyanide-Containing Wastewater Treatment | Ru-Ir-Sn Coating or Ir-Ta Coating | Mesh or Tubular | 2000-3500A/m² | 5-8 years |
| Acrylonitrile Production Wastewater Treatment | Ru-Ir-Sn Coating | Mesh or Basket | 2500-4000A/m² | 5-8 years |
| Strongly Acidic Cyanide-Containing Wastewater Treatment | Ir-Ta Coating | Tubular or Plate | 3000-5000A/m² | 5-8 years |
| Pharmaceutical Synthesis Catalytic Reactions | Pt-Ir Coating or Multi-Layer Composite Coating | Various Shapes | 500-2000A/m² | 3-5 years |
Electronics industry
| Application | Recommended Coating | Recommended Shape | Recommended Current Density | Expected Service Life |
|---|---|---|---|---|
| PCB Manufacturing Cyanide-Containing Wastewater Treatment | Ru-Ir-Ti Coating | Plate or Mesh | 1000-2000A/m² | 10-15 years |
| Electroplating Cyanide-Containing Wastewater Treatment for Electronic Components | Ru-Ir-Ti Coating | Plate or Mesh | 1000-2000A/m² | 10-15 years |
| Precious Metal Recovery | Pt-Ir Coating | Mesh or Wire | 500-1500A/m² | 3-5 years |
| Electroplating Rinse Water Closed-Loop Circulation | Ru-Ir-Sn Coating | Mesh | 1000-2000A/m² | 6-10 years |
Common Selection Misconceptions
1. Focusing solely on price, ignoring performance. This is the most common misconception. Cheap anodes may use inferior raw materials and outdated technology. While the initial investment cost is low, the long-term operating and replacement costs will be high, making it uneconomical.
For example, a low-priced ruthenium-iridium-titanium coated anode might have a precious metal loading of 5g/m² and a lifespan of only 2-3 years. A high-quality ruthenium-iridium-titanium coated anode, with a precious metal loading of 12g/m², can have a lifespan of over 10 years. Although the initial price is 50% higher, the total lifespan cost is reduced by more than 60%.
2. Blindly pursuing high precious metal loading. Many customers believe that a higher precious metal loading equates to better anode performance and a longer service life. This is not the case. Excessive precious metal loading not only increases costs but may also negatively impact the coating’s structure and performance.
Coating performance depends not only on the precious metal loading but also on the coating’s composition, structure, and preparation technology. An optimized coating formulation and preparation process can achieve excellent performance and service life with a lower precious metal loading.
3. Ignoring Operating Conditions. Different operating conditions significantly impact anode performance and lifespan. For example, using ruthenium-iridium-titanium coated anodes under strongly acidic conditions will lead to rapid coating corrosion and a significantly shortened lifespan.
When selecting anodes, operating conditions must be fully considered to choose a coating system suitable for your specific needs. If your operating conditions are unique, it is recommended to consult Wstitanium’s technical experts; we can customize a special coating formula for you.
4. Ignoring Electrolyte Cell Structure. The shape and size of the anode must match the electrolyte cell. Otherwise, it will lead to uneven current distribution, poor treatment results, and even short circuits and equipment damage.
When selecting anodes, provide your electrolyte cell drawings to Wstitanium’s technical team. We will design the most suitable anode shape and size to ensure a perfect match between the anode and the electrolyte cell.
5. Ignoring after-sales service. Good after-sales service is crucial for the long-term stable operation of the system. A supplier without after-sales service cannot provide timely technical support and solutions when anode problems occur. This can result in significant losses for you.
Wstitanium provides comprehensive after-sales service, including installation guidance, commissioning, personnel training, anode maintenance, and regeneration services. Our technical team is always ready to support you and ensure the stable operation of your system.
Project Cases
Wstitanium’s MMO titanium anode products have been successfully applied in catalytic cyano reaction projects in numerous countries worldwide. Below are some typical project case studies, covering different industries and application scenarios, demonstrating the superior performance and value of our products in practical applications.
Cyanide Tailwater Treatment at a Gold Smelter
A gold smelter in South Africa has an annual gold ore processing capacity exceeding 10 million tons. The plant employs whole-sludge cyanidation-carbon-in-pulp (CIP) gold extraction technology. It generates approximately 5000 m³ of cyanide tailwater daily. The tailwater contains approximately 200 mg/L of free cyanide and approximately 500 mg/L of total cyanide, as well as heavy metal ions such as copper (approximately 50 mg/L), zinc (approximately 30 mg/L), and iron (approximately 20 mg/L). The original tailwater was treated using an alkaline chlorination process. However, this method posed a high risk of liquid chlorine leakage, generated highly toxic cyanide byproducts, and failed to recover precious metals, resulting in resource waste.

Wstitanium Solution
Wstitanium designed the electrocatalytic oxidation treatment system for this project. The system consists of 10 parallel rectangular electrolytic cells, each measuring 6000mm × 2000mm × 2500mm, with an effective volume of 25m³. Each electrolytic cell is equipped with 20 ruthenium-iridium-tin coated mesh titanium anodes. The total anode area is 400m².
- Treatment capacity: 5000 m³/d
- Coating: RuO₂-IrO₂
- Mesh (1000mm×600mm×2mm)
- Anode substrate: ISO 14911 Grade 2
- Coating thickness: 12μm
- Precious metal loading: 15g/m²
- Total anode area: 400m²
- Cathode material: 316L stainless steel
- Electrode spacing: 50mm
- Current density: 2000A/m²
- Operating voltage: 4-6V
- Total current: 8000A
- Total power: 48kW
- Operation: Continuous operation

Results
The system was put into operation in June 2022 and has been running stably for nearly four years, achieving significant processing results and economic benefits.
- Free cyanide removal rate: >99.9%, effluent free cyanide < 0.1 mg/L
- Total cyanide removal rate: >99.5%, effluent total cyanide < 0.5 mg/L
- Copper removal rate: >95%, effluent copper < 2.5 mg/L
- Zinc removal rate: >95%, effluent zinc < 1.5 mg/L
- Operating cost: 40% lower than the original alkaline chlorination method.
- Anode performance: Expected service life of 8 years.
- Resource Recycling: Approximately 200 tons of copper and 100 tons of zinc are recycled annually.
Electroplating Wastewater Treatment
A plating industrial park in Malaysia primarily engages in metal plating and electronic plating. The park generates approximately 3000 m³ of cyanide-containing wastewater daily, mainly from gold, silver, copper, and zinc plating processes. The wastewater contains approximately 100 mg/L of free cyanide and approximately 300 mg/L of total cyanide, as well as heavy metal ions such as copper (approximately 80 mg/L), nickel (approximately 50 mg/L), and chromium (approximately 30 mg/L).
Treatment Capacity: 3000 m³/d
- Treatment Capacity: 3000 m³/d
- Coating: RuO₂-IrO₂
- Plate (1000mm×300mm×3mm)
- Anode Substrate: ISO 14911 Grade 2
- Coating Thickness: 10μm
- Precious Metal Loading: 12g/m²
- Total Anode Area: 240m²
- Cathode Material: 316L Stainless Steel
- Electrode Spacing: 40mm
- Current Density: 1500A/m²
- Operating Voltage: 3-5V
- Total Current: 3600A
- Total Power: 18kW
- Operation: Continuous Operation

Results
- Free cyanide removal rate: >99%
- Effluent free cyanide < 0.2 mg/L
- Total cyanide removal rate: >98%
- Effluent total cyanide < 0.5 mg/L
- Heavy metal ion removal rate: >90%
- B/C ratio improved from 0.2 to 0.45
- Operating cost: reduced by 30%
- Sludge production: reduced by 70%
Acrylonitrile Production Plant Cyanide Wastewater Treatment
An acrylonitrile production plant in Louisiana, USA, produces 300,000 tons of acrylonitrile annually. The plant generates approximately 1000 m³ of cyanide-containing wastewater daily. This wastewater contains high concentrations of toxic pollutants, including cyanide (approximately 800 mg/L), acrylonitrile (approximately 500 mg/L), and acetonitrile (approximately 300 mg/L).
- Treatment Capacity: 1000 m³/d
- Anode Coating: IrO₂-Ta₂O₅
- Tube (Φ30mm×2000mm)
- Anode Substrate: ISO 14912 Grade 7
- Coating Thickness: 15μm
- Precious Metal Loading: 18g/m²
- Total Anode Area: 80m²
- Cathode Material: Titanium Tube
- Electrode Spacing: 20mm
- Current Density: 3000A/m²
- Operating Voltage: 6-8V
- Total Current: 2400A
- Total Power: 16.8kW
- Operation: Continuous Operation

Results
- Total cyanide removal rate: >99.9%
- Effluent total cyanide < 0.5 mg/L
- Acrylonitrile removal rate: >99%
- Effluent acrylonitrile < 0.5 mg/L
- COD removal rate: >80%
- Effluent COD < 200 mg/L
- B/C ratio improved from 0.1 to 0.4
- Operating costs reduced by 60%
FAQ
Direct oxidation: Cyanide ions directly lose electrons at the anode surface and are oxidized to cyanate, which is then further oxidized to carbon dioxide and nitrogen. This is the most important reaction pathway.
CN⁻ + 2OH⁻ – 2e⁻ → CNO⁻ + H₂O (Step 1: Formation of low-toxicity cyanate).
2CNO⁻ + 4OH⁻ – 6e⁻ → 2CO₂↑ + N₂↑ + 2H₂O (Step 2: Complete oxidation to harmless substances).
Overall reaction: 2CN⁻ + 8OH⁻ – 10e⁻ → 2CO₃²⁻ + N₂↑ + 4H₂O.
Indirect Oxidation: When the solution contains chloride ions, chlorine gas is generated on the anode surface. Chlorine gas reacts with water to produce hypochlorous acid (HClO) and hypochlorite ions (ClO⁻). These strong oxidizing agents can indirectly oxidize cyanide.
2Cl⁻ – 2e⁻ → Cl₂.
Cl₂ + H₂O → HClO + H⁺ + Cl⁻.
CN⁻ + HClO → CNO⁻ + H⁺ + Cl⁻.
2CNO⁻ + 3HClO + H₂O → 2CO₂↑ + N₂↑ + 3Cl⁻ + 5H⁺.
Advanced Oxidation: Some coatings (such as ruthenium-iridium-tin coatings) generate highly reactive oxidizing species such as hydroxyl radicals (・OH) on the anode surface. These species have extremely strong oxidizing power and can non-selectively oxidize cyanide and organic pollutants, achieving advanced treatment.
H₂O – e⁻ → ·OH + H⁺.
CN⁻ + 2·OH → CNO⁻ + H₂O.
2CNO⁻ + 6·OH → 2CO₂↑ + N₂↑ + 2H₂O + 2OH⁻.
RuO₂-IrO₂-TiO₂ coating: Suitable for alkaline cyanide systems (pH 7-14), such as cyanide extraction in gold smelting and general cyanide-containing wastewater treatment. It has advantages such as high cost-effectiveness and long service life. It is the first choice for most alkaline cyanide treatment applications.
Ruthenium-iridium-tin (RuO₂-IrO₂-SnO₂) coating: Suitable for treating high-concentration cyanide-containing wastewater (>500 mg/L) and wastewater containing complex metal cyanide complexes, such as coking wastewater, landfill leachate, and pharmaceutical wastewater. It features high treatment efficiency, good anti-fouling performance, and strong hydroxyl radical generation ability.
Iridium-tantalum (IrO₂-Ta₂O₅) coating: Suitable for cyanide treatment scenarios with strong acidity (pH<3) and high current density (>3000 A/m²). It has extremely high corrosion resistance and oxygen evolution overpotential, effectively suppressing oxygen evolution side reactions and improving current efficiency.
Platinum-iridium (PtO₂-IrO₂) coating: Suitable for scenarios with extremely high current efficiency requirements, such as the advanced treatment of low-concentration cyanide-containing wastewater (<50 mg/L) and precious metal recovery. It possesses extremely high conductivity and catalytic activity, exhibiting excellent treatment effects for low concentrations of cyanide.
Multi-layer composite coating: Suitable for large-scale industrial applications and complex, variable operating conditions. The combination of different functional layers achieves a perfect balance of high catalytic activity, high corrosion resistance, and long service life, offering high cost-effectiveness.
Increased cell voltage: At the same current density, the cell voltage increases significantly, exceeding 20% of the initial voltage. This is due to decreased conductivity or partial peeling of the coating.
Decreased current efficiency: The cyanide removal rate decreases significantly, and the treatment effect deteriorates, requiring increased current density or extended residence time to achieve the original treatment effect.
Coating peeling: Coating peeling occurs on the anode surface. This is due to decreased adhesion between the coating and the substrate or mechanical damage.
Anodic corrosion: Corrosion phenomena appear on the titanium substrate, such as pitting corrosion and crevice corrosion. This is caused by corrosive media penetrating beneath the coating and reacting with the titanium substrate.
Electrolyte discoloration: Abnormal color changes in the electrolyte, such as turning yellow or blue. This is due to the dissolution of noble metal oxides in the coating or corrosion of the titanium substrate.
Abnormal cathode products: Abnormal deposits appear on the cathode or the amount of gas produced increases significantly. This is due to increased side reactions at the anode.
Cyanide concentration: The higher the cyanide concentration, the greater the required current density. Generally, for every 100 mg/L increase in cyanide concentration, the current density needs to increase by approximately 500 A/m².
Processing requirements: The higher the processing requirements, the greater the required current density. For example, deep processing requires a higher current density than general processing.
Anode coating: Different coating systems have different recommended current density ranges. The recommended current density for ruthenium-iridium titanium coatings is 100-3000 A/m². For ruthenium-iridium-tin coatings, it is 100-4000 A/m². Iridium-tantalum coating: 500-5000 A/m². Platinum-iridium coating: 100-2000 A/m².
Lifespan: Higher current density results in shorter anode lifespan. For longer lifespan, a lower current density should be selected.
Generally, the recommended current density range for MMO titanium anodes in catalytic cyanide reactions is 100-5000 A/m². For general cyanide-containing wastewater treatment, the recommended current density is 1000-3000 A/m². For high-concentration cyanide-containing wastewater treatment, the recommended current density is 2000-4000 A/m². For advanced treatment, the recommended current density is 500-1500 A/m².
Choose a suitable coating system: Select the most suitable coating system based on the properties of the wastewater. For example, for wastewater containing complex metal cyanide complexes, a ruthenium-iridium-tin coating is recommended. For highly acidic wastewater, an iridium-tantalum coating is recommended.
Optimize current density: Select the optimal current density to balance treatment efficiency and energy consumption. Generally, within a certain range, higher current density leads to higher treatment efficiency. However, beyond a certain range, the improvement in treatment efficiency becomes less significant, while energy consumption increases substantially.
Increase electrolyte temperature: Appropriately increasing the electrolyte temperature can accelerate the reaction rate. Generally, a temperature control between 40-60℃ is suitable.
Adjust electrolyte pH: For most cyanide treatments, alkaline conditions (pH 10-12) are more effective. Under alkaline conditions, cyanide exists in the form of CN⁻, which is more easily oxidized; simultaneously, it inhibits the generation of highly toxic HCN gas.
Add appropriate amounts of chloride ions: Adding appropriate amounts of sodium chloride can promote indirect oxidation reactions and improve treatment efficiency. Generally, a chloride ion concentration between 1000-5000 mg/L is suitable. However, the chloride ion concentration should not be too high, otherwise it will increase side reactions and produce excessive chlorine gas.
Optimize the electrolytic cell structure: A reasonable electrode arrangement and electrolyte flow improve mass transfer efficiency. For example, using a mesh anode instead of a plate anode increases the electrolyte flow rate, and aeration and stirring are employed.
No large amounts of chemical reagents are required, avoiding secondary pollution from chemical reagents. For example, alkaline chlorination requires the addition of large amounts of chlorine gas or sodium hypochlorite, producing large amounts of chloride ions and sludge.
Cyanide is completely oxidized into harmless substances such as carbon dioxide and nitrogen, without producing toxic or harmful intermediate products.
No large amounts of cyanide-containing sludge are produced. Electrocatalytic oxidation technology produces very little sludge, and the cyanide content in the sludge is very low.
The treated wastewater can meet discharge standards or be reused without causing environmental pollution.
No air pollution is produced. Electrocatalytic oxidation technology operates at ambient temperature and pressure and does not produce waste gas.
It should be noted that improper operation, such as incorrect pH control or insufficient reaction time, may produce small amounts of intermediate products such as cyanide chloride or cyanate.
Cyanide concentration: The higher the cyanide concentration, the higher the required current density, the higher the energy consumption, and the higher the operating cost. For example, the operating cost for treating cyanide-containing wastewater with a concentration of 100 mg/L is approximately 0.8 yuan/m³; the operating cost for treating cyanide-containing wastewater with a concentration of 1000 mg/L is approximately 2.5 yuan/m³.
Treatment requirements: The higher the treatment requirements, the higher the required current density and the longer the residence time, the higher the operating cost. For example, the operating cost of advanced treatment is 50-100% higher than that of general treatment.
Current efficiency: The higher the current efficiency, the lower the energy consumption and the lower the operating cost. Different coating systems have different current efficiencies, with iridium-tantalum and platinum-iridium coatings exhibiting the highest current efficiencies.
Electricity Price: Higher electricity prices result in higher operating costs. Electricity costs typically account for 60-80% of operating costs.
Anode Lifespan: Longer anode lifespan leads to lower anode depreciation costs and lower operating costs.
System Design: A well-designed system can reduce energy consumption and operating costs. For example, optimizing electrode spacing, using efficient power supplies, and improving mass transfer efficiency.
Compared to traditional alkaline chlorination methods, the operating cost of MMO titanium anode electrocatalytic oxidation technology can typically be reduced by 30-50%. Compared to incineration methods, operating costs can be reduced by 60-80%.







{kind=link}
{kind=link}
{kind=link}