

Customized MMO Titanium Anodes For Wastewater Treatment Solutions
Wstitanium, a leading Chinese manufacturer of MMO titanium anodes, is committed to providing high-performance, long-life, and customized electrochemical solutions for wastewater treatment worldwide. With its thermal decomposition coating technology and rigorous quality control system, Wstitanium’s MMO titanium anodes have been successfully applied in over 100 wastewater treatment projects globally, achieving multiple goals including energy conservation, emission compliance, and cost optimization.

RuO₂ is currently the best known catalyst for chlorine evolution. Its chlorine evolution overpotential is only 1.13V (vs SCE). IrO₂ significantly improves the corrosion resistance and stability of the coating, extending its service life.
- Lifespan: 5-8 years
- Coating thickness: ≥10μm
- Coating loading: ≥12g/㎡
- Current density: ≤5000A/㎡
- Polarizability: ≤40mV/decade
- Enhanced Lifetime Test: ≥3000min
- Substrate: ASTM Gr1/2 pure titanium
- For Leachate treatment
- For Electroplating wastewater
- Sodium hypochlorite generator
- Dyeing and printing wastewater
- For Municipal sewage disinfection
- For High chlorine content wastewater
- Ammonia nitrogen degradation wastewater
Coating: IrO₂-Ta₂O₅ (molar ratio 7:3 is optimal). IrO₂ is the best oxygen evolution catalyst, exhibiting extremely high stability in acidic solutions. Ta₂O₅ acts as a stabilizer, effectively preventing the dissolution and detachment of IrO₂, significantly improving anode lifespan.
- Substrate: ASTM Gr1/Gr2 pure titanium
- Coating thickness: ≥10μm
- Coating loading: ≥10g/㎡
- Operating current density: ≤5000A/㎡
- Oxygen evolution potential: ≤1.5V (vs SCE)
- Strengthened life test: ≥5000min
- Service life: 4-6 years
- Highly acidic wastewater (pH < 3)
- Organic wastewater treatment
- Petrochemical wastewater
- Medical and pharmaceutical wastewater
- Electrolytic copper foil wastewater
- Cyanide-containing wastewater
- Heavy metal wastewater recovery

The coating is made of pure platinum (Pt). Platinum’s extremely high chemical stability and electrocatalytic activity allow it to remain stable under various harsh conditions without producing any impurities. It is ideal for water treatment systems requiring high purity.
- Lifespan: 5-8 years
- Coating thickness: ≥10μm
- Coating loading: ≥12g/㎡
- Current density: ≤5000A/㎡
- Polarizability: ≤40mV/decade
- Enhanced Lifetime Test: ≥3000min
- Substrate: ASTM Gr1/2 pure titanium
- Drinking water disinfection
- Medical wastewater treatment
- High-purity water for electronics
- Laboratory electrolysis equipment
- No heavy metal leaching required
- Food processing wastewater treatment
- Electrolysis of water to produce hydrogen
Customized Coating Systems
Wstitanium also possesses strong R&D capabilities, developing customized coating formulations based on your specific wastewater composition and requirements to meet your unique wastewater treatment needs. For example:
- Coating systems for fluoride-containing wastewater.
- Coating systems for high-temperature wastewater.
- Composite coatings for mixed acid systems.
- Highly catalytic coatings for recalcitrant organic compounds.
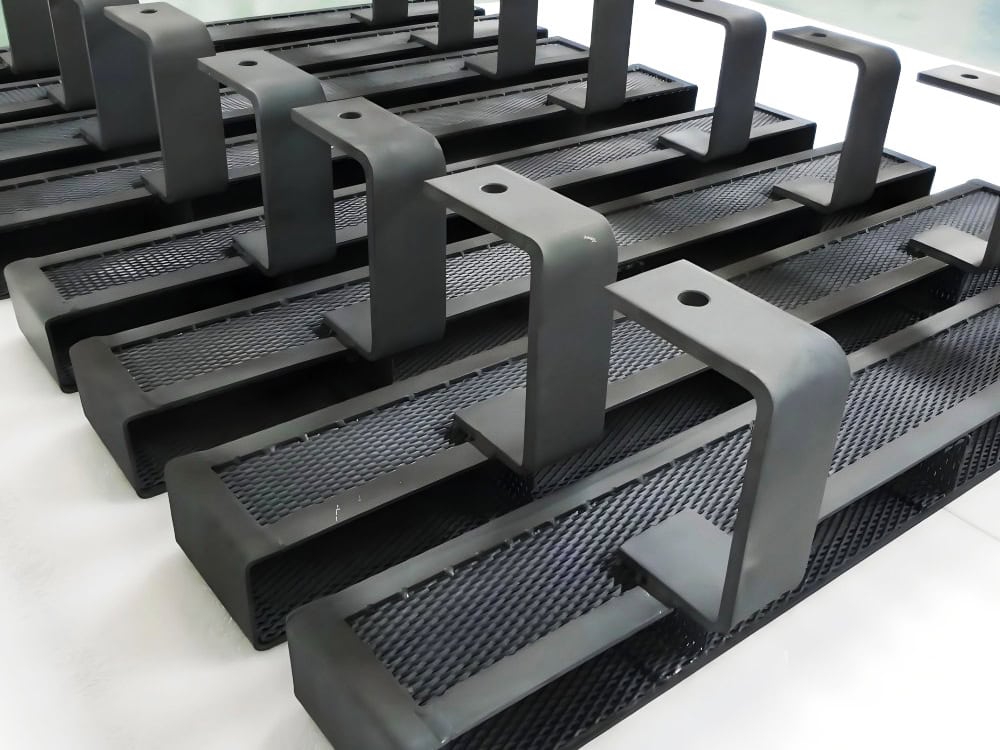
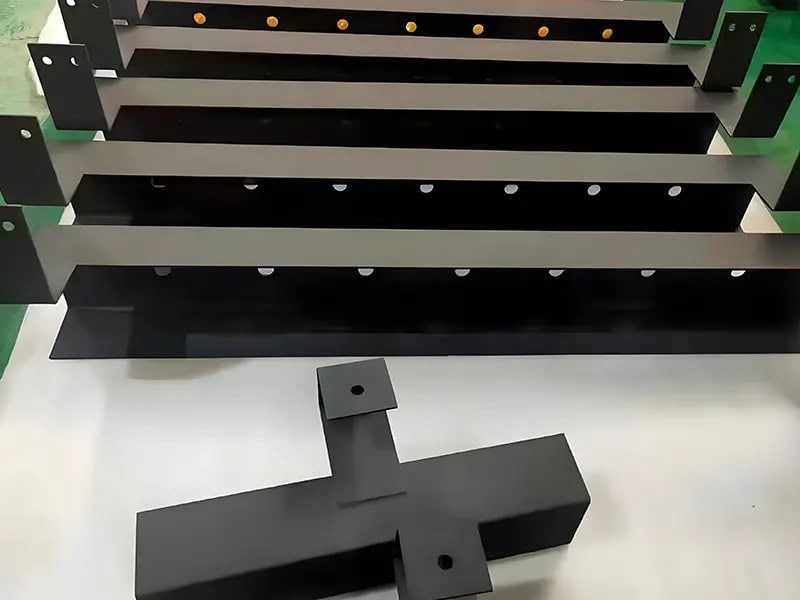
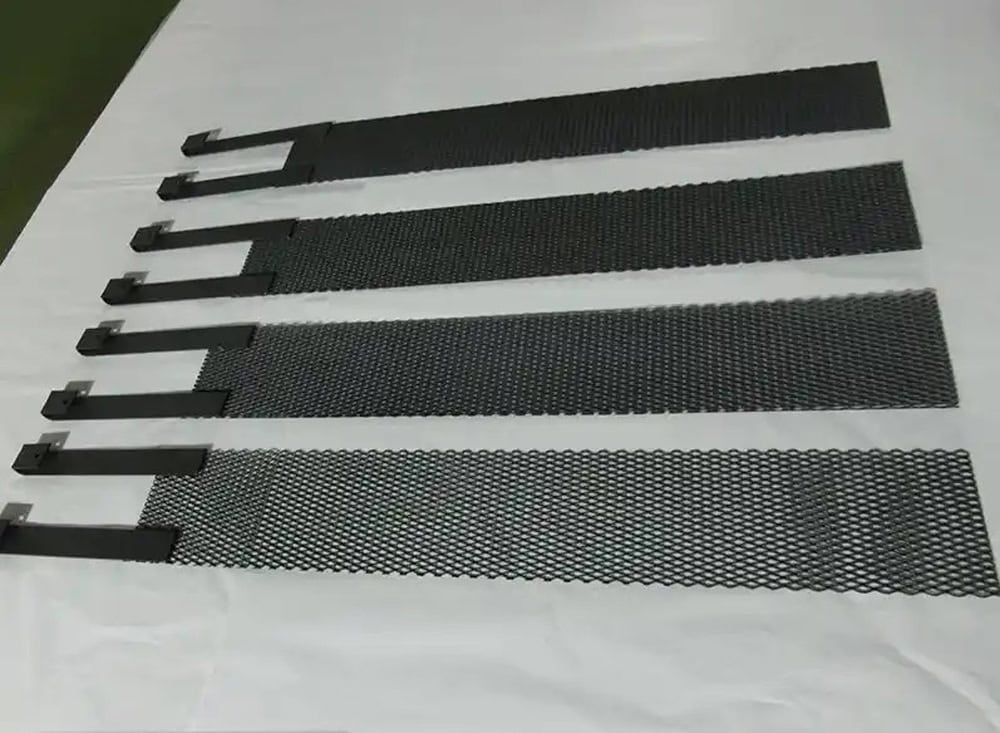
MMO Titanium Anode Shape Categories
Wstitanium offers a variety of MMO titanium anode shapes to suit different types of electrolyzer structures. Common shapes include rods, meshes, plates, baskets, tubes, and ribbons, while also providing full-range customization services. Each shape has its unique advantages and applicable scenarios. Wstitanium recommends the most suitable anode shape based on factors such as your electrolyzer size, water flow conditions, and current distribution.

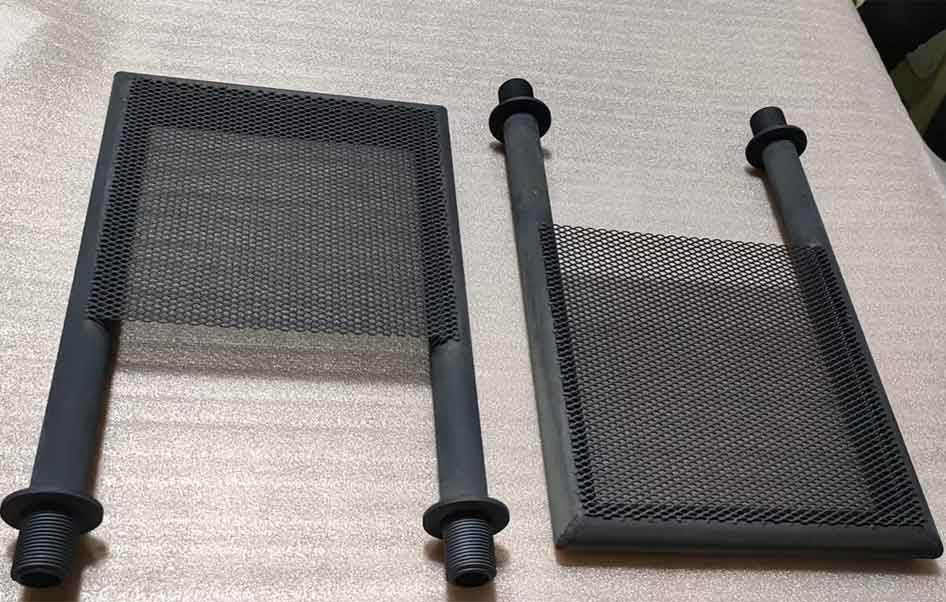
MMO Titanium Rod Anode
Diameter Φ10mm-Φ200mm, Length 100mm-6000mm, custom threads, flanges, and conductive connectors available. Rod anodes are highly rigid, impact-resistant, wear-resistant, and deformation-resistant. Current is radially uniformly distributed.
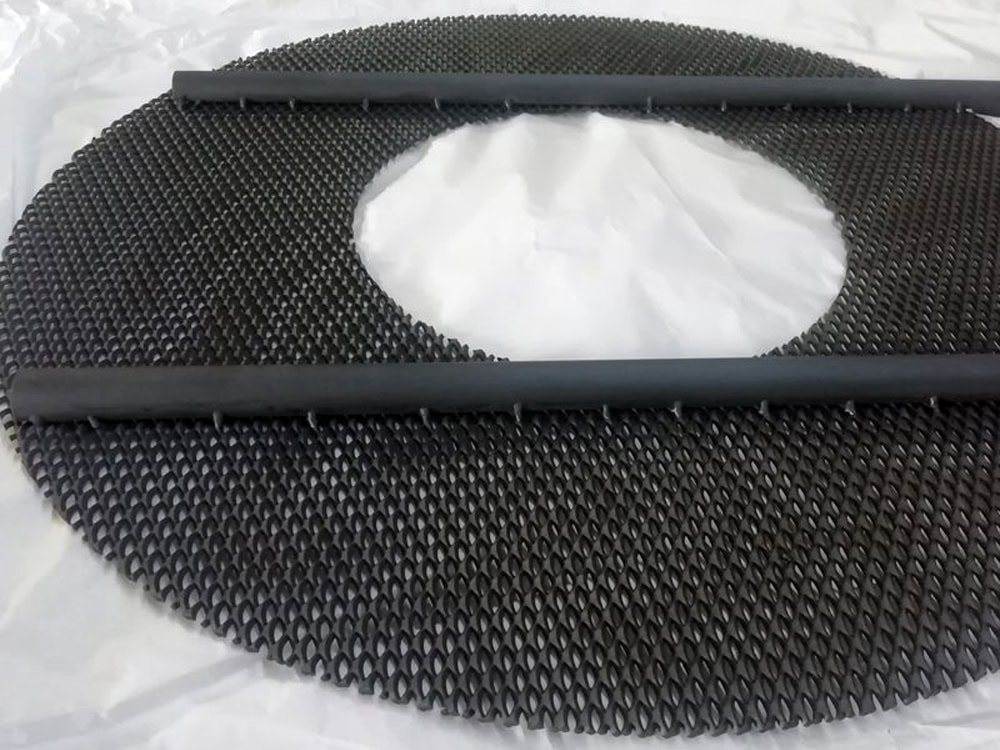
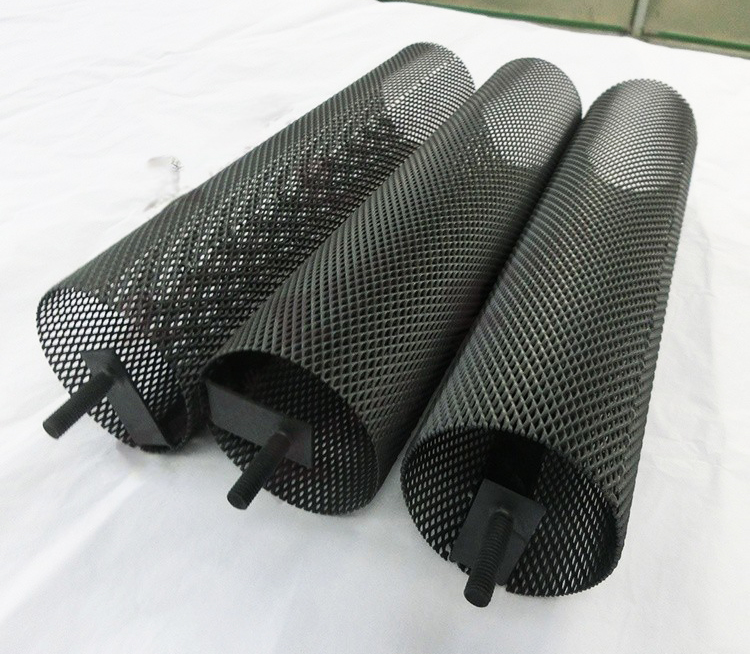
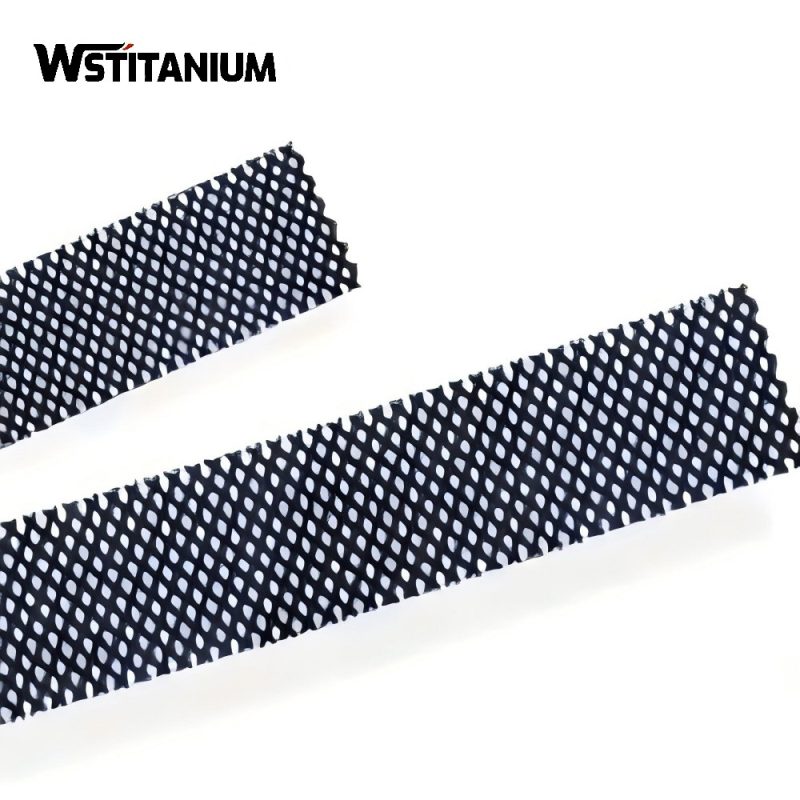
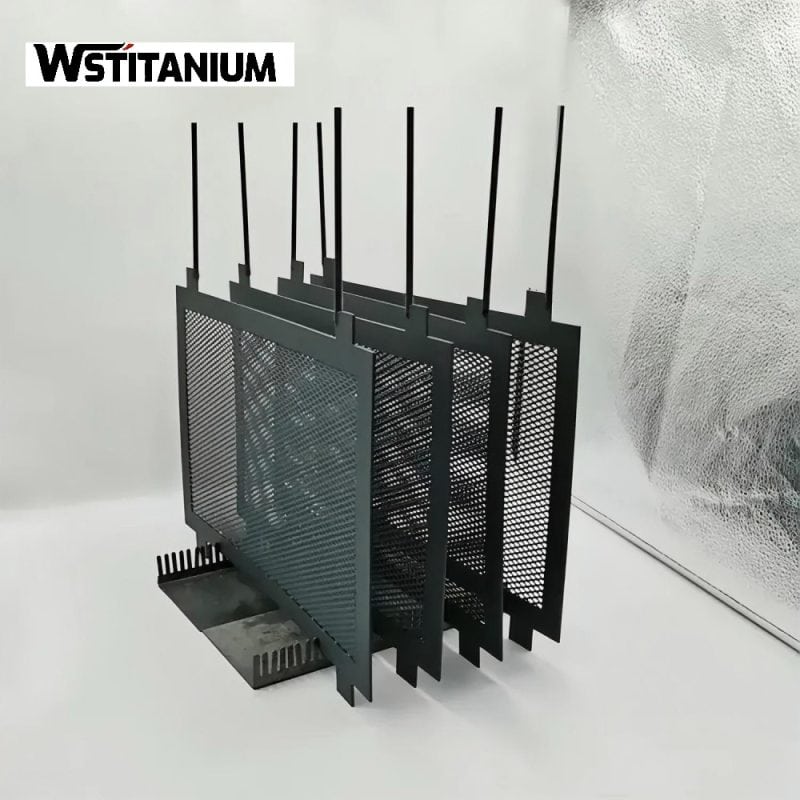
MMO Titanium Mesh Anode
Rhomboid/hexagonal shape, large specific surface area. Titanium mesh thickness 0.5mm-3.0mm, mesh size 3×6mm to 12×24mm, customizable. Available in any size flat mesh, curved mesh, cylindrical mesh, etc. High electrolysis efficiency.
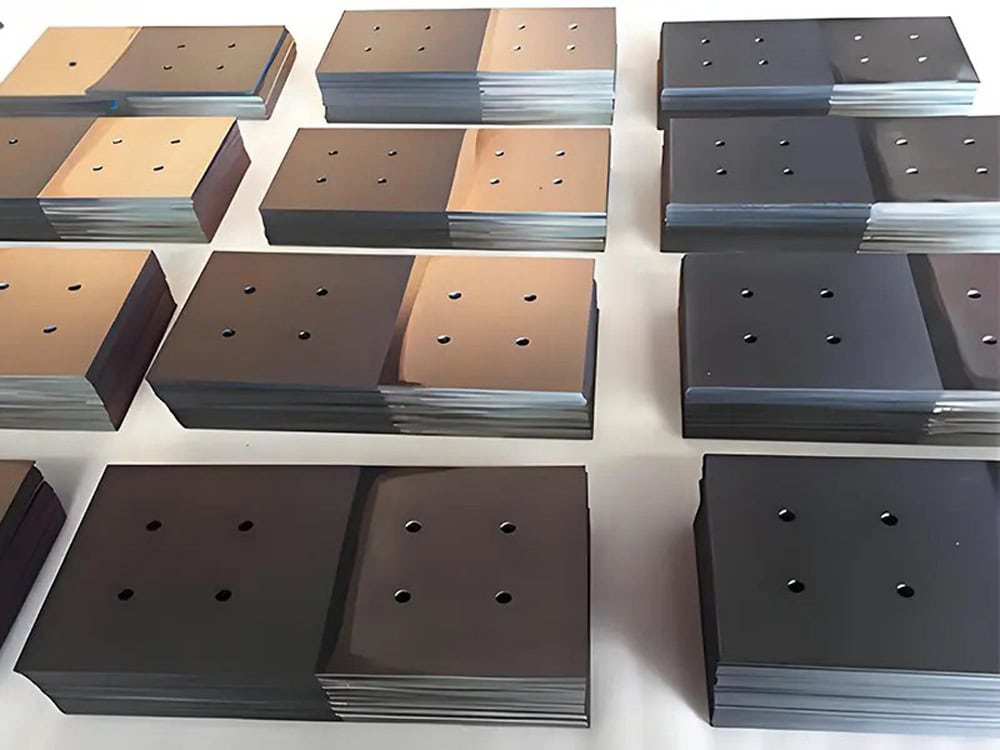
MMO Titanium Plate Anode
Thickness 1mm-5mm, can be machined into flat or irregularly shaped plates of any size, with welded conductive rods and mounting holes. High current carrying capacity, stable operation at high current densities of 500-10000A/m².
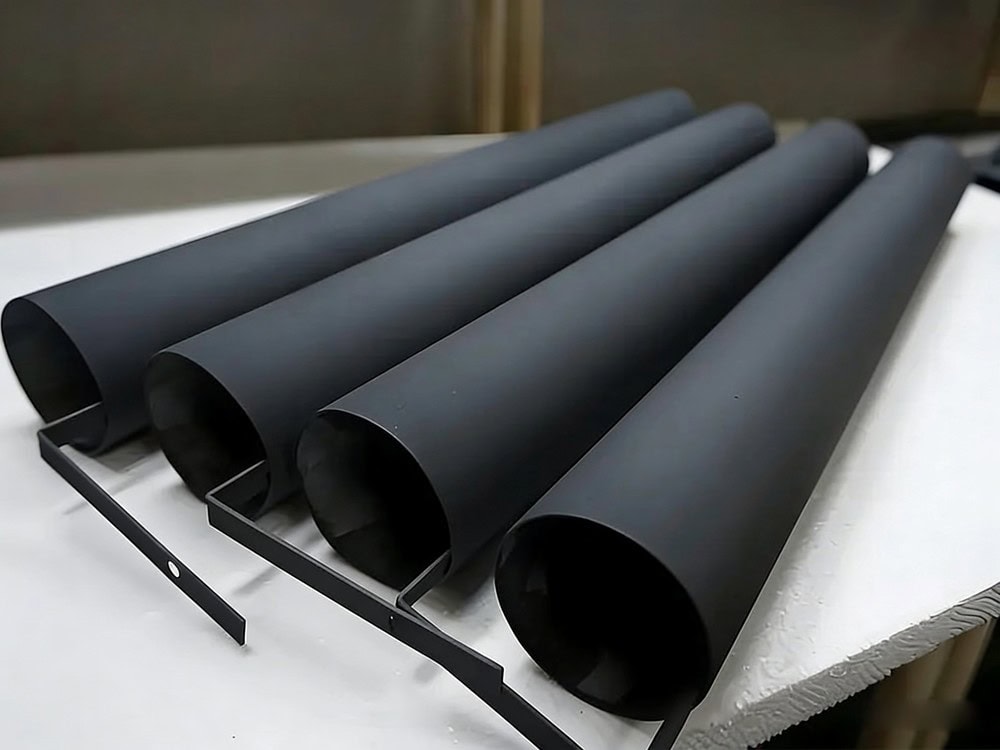
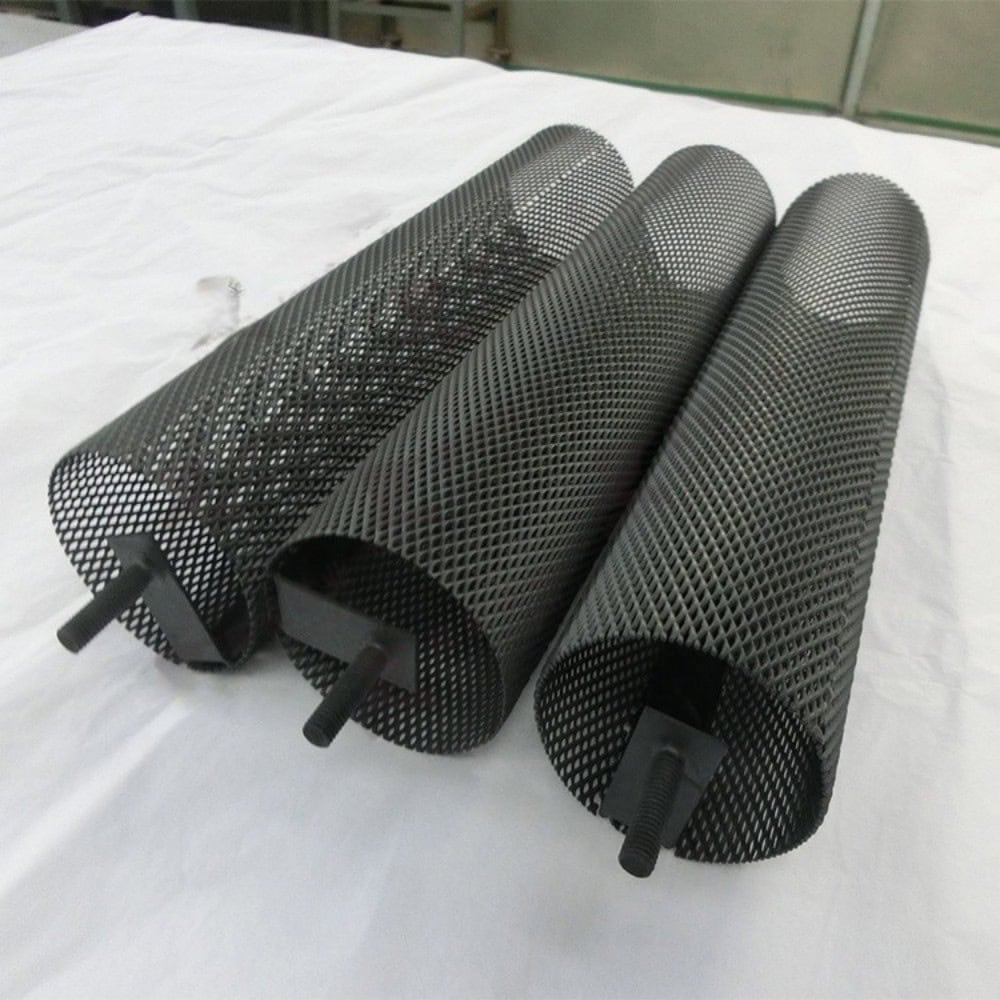
MMO Titanium Tube Anode
Diameter Φ10mm-Φ300mm, Length 100mm-6000mm, custom single/double threaded connections, flanges, and conductive joints. Applicable current density 500-10000A/m². Compatible with tubular reactors.
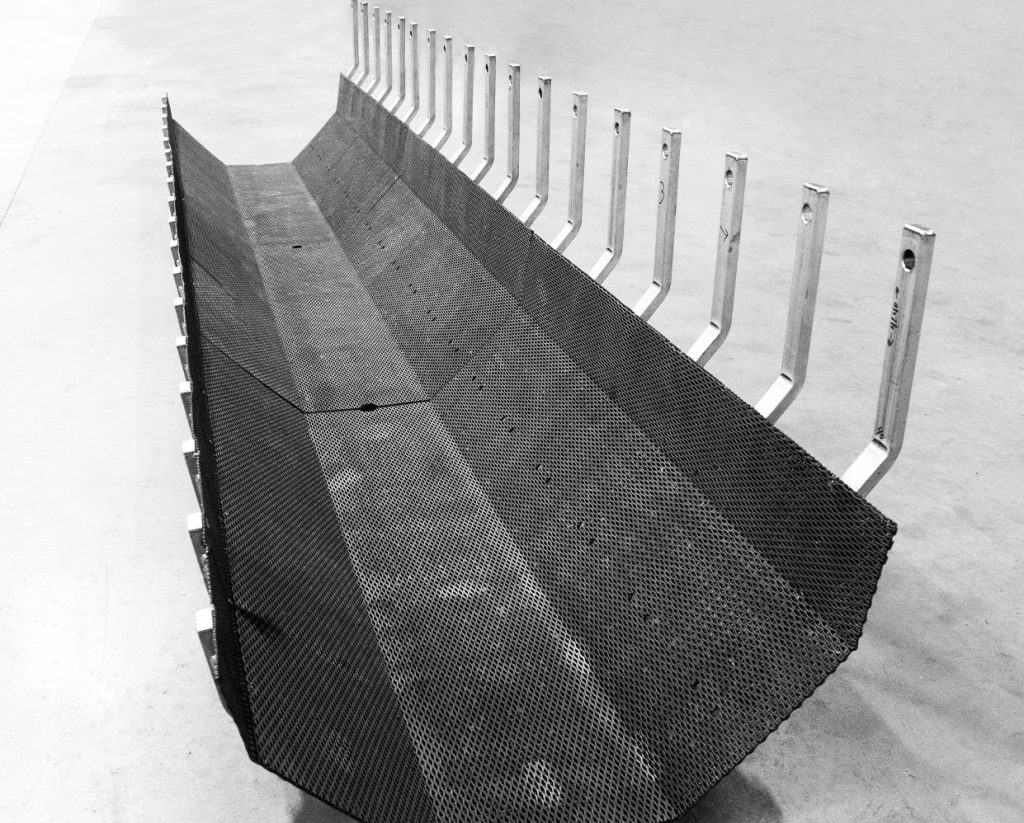
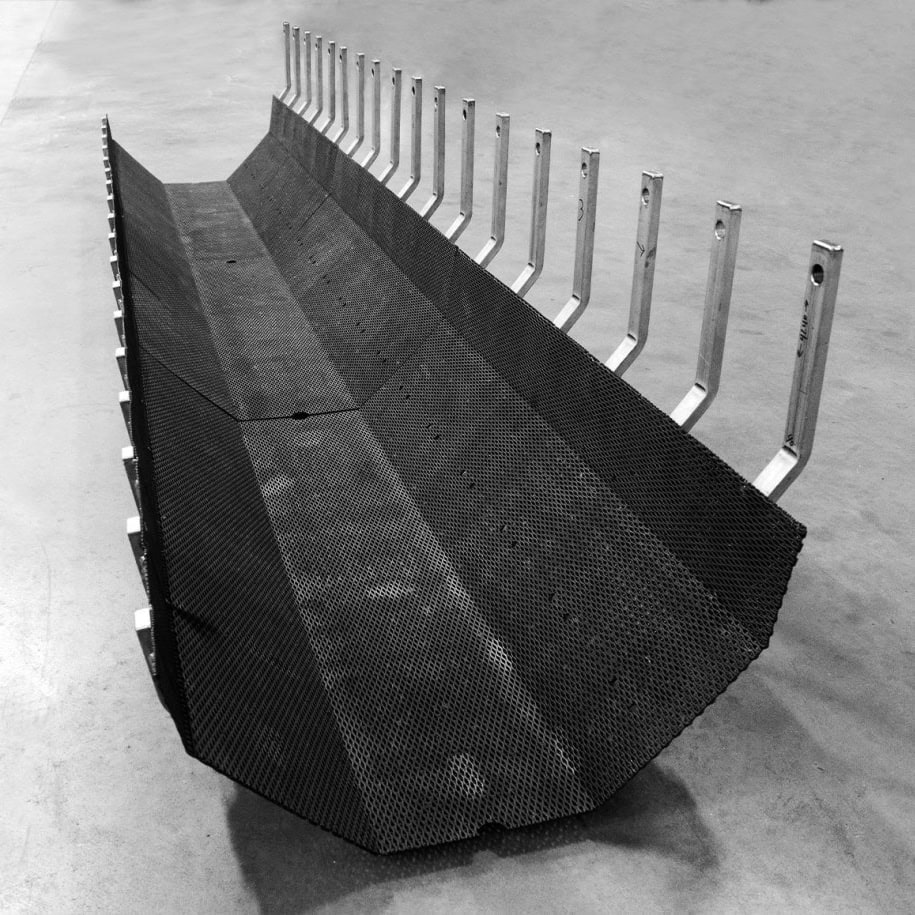
MMO Titanium Basket Anode
Welded titanium mesh, machined into square, circular, or cylindrical basket/cage structures, significantly improves mass transfer efficiency. Reaction rates are 2-3 times higher than two-dimensional electrodes.
Customized MMO Titanium Anodes
Wstitanium’s titanium machining capabilities and pyrolysis coating technology allow us to provide 100% customized MMO titanium anodes based on your electrolyzer dimensions. There are no specification limitations.
MMO Titanium Anode Selection Guide
Selecting the appropriate MMO titanium anode is crucial for ensuring the efficient and stable operation of wastewater treatment systems. Different wastewater elements, treatment objectives, and technical conditions place significant differences in anode performance requirements. Based on 12 years of experience and extensive engineering practice, Wstitanium has developed a scientific and systematic anode selection guide.
Wastewater Composition
Wastewater composition is the most important factor in determining anode selection, especially the following key indicators:
1. Chloride Ion Concentration: When chloride ion concentration is high (≥1000 mg/L), chlorine evolution reaction mainly occurs, and Ru-Ir coated anodes should be selected. When chloride ion concentration is low (<1000 mg/L), oxygen evolution reaction mainly occurs, and Ir-Ta coated anodes should be selected.
2. pH Value: For acidic wastewater (pH < 3), Ir-Ta coated anodes with good acid resistance should be selected. For neutral or alkaline wastewater, Ru-Ir coated anodes should be selected.
3. Fluoride ion concentration: Fluoride ions are highly corrosive to titanium substrates. When the fluoride ion concentration > 20 mg/L, a fluoride-resistant coated anode should be selected.
4. Organic matter concentration and type: For high-concentration, recalcitrant organic wastewater, a coating system with high electrocatalytic activity, such as a Ru-Ir-Ta multi-element composite coating, should be selected.
Wastewater Treatment Targets
Different treatment targets place different performance requirements on the anodes:
1. Disinfection and sterilization: Primarily relies on hypochlorous acid produced by electrolysis, requiring Ru-Ir coated anodes with high chlorine evolution efficiency.
2. Ammonia nitrogen degradation: Primarily relies on the indirect oxidation effect of chlorine, requiring Ru-Ir coated anodes.
3. COD removal: Primarily relies on the oxidation effect of hydroxyl radicals, requiring coating systems with moderate oxygen evolution potential and high electrocatalytic activity.
4. Heavy metal recovery: Primarily relies on electrodeposition, requiring anodes with high current efficiency and good stability.
Electrolyte Parameters
1. Current Density: Different coating systems have different optimal operating current density ranges. The optimal current density for Ru-Ir coated anodes is 500-5000 A/m². For Ir-Ta coated anodes, it is 1000-10000 A/m², and for platinum coated anodes, it is 500-10000 A/m².
2. Electrolysis Temperature: Increasing the electrolysis temperature increases the reaction rate but also accelerates coating dissolution. The optimal operating temperature for most MMO anodes is 0-60℃. Above 60℃, high-temperature resistant coatings should be selected.
3. Electrolyte Flow Rate: The electrolyte flow rate affects mass transfer and bubble escape. Too low a flow rate leads to concentration polarization, while too high a flow rate increases fluid resistance and energy consumption.
4. Electrolyte Cell Structure: The type of electrolyzer (flat plate, tubular, basket, etc.) and electrode spacing determine the shape and size of the anode.
MMO Titanium Anode Quick Selection Table
| Wastewater Type | Treatment Target | Recommended Coating | Recommended Shape | Current Density (A/m²) |
|---|---|---|---|---|
| Municipal Wastewater | Disinfection, COD Removal, Ammonia Nitrogen Degradation | Ru-Ir | Mesh, Plate | 300-1000 |
| Electroplating Wastewater | Heavy Metal Removal, COD Removal | Ru-Ir/Ir-Ta | Plate, Mesh | 500-2000 |
| Printing & Dyeing Wastewater | Decolorization, COD Removal | Ru-Ir | Mesh, Basket | 1000-3000 |
| Pharmaceutical Wastewater | COD Removal, Refractory Organic Matter Decomposition | Ir-Ta/Ru-Ir-Ta | Basket, Tube | 2000-5000 |
| Petrochemical Wastewater | COD Removal, Oil Decomposition | Ir-Ta | Plate, Mesh | 1000-3000 |
| Papermaking Wastewater | COD Removal, Decolorization | Ru-Ir | Mesh, Plate | 500-1500 |
| Landfill Leachate | COD Removal, Ammonia Nitrogen Degradation, Color Removal | Ru-Ir/Ir-Ta | Tube, Basket | 2000-5000 |
| Seawater / Brine | Sterilization & Algae Removal, Sodium Hypochlorite Generation | Ru-Ir | Tube, Mesh | 1000-3000 |
| Circulating Cooling Water | Sterilization & Algae Removal, Anti-scaling | Ru-Ir | Mesh, Rod | 200-500 |
| Medical Wastewater | Disinfection, COD Removal | Pt/Ru-Ir | Plate, Tube | 500-1500 |
| Electronic Wastewater | Heavy Metal Recovery, High Purity Water Preparation | Pt | Plate, Rod | 300-1000 |
Anode Comparison of Various Coating Systems
| Performance Index | Ru-Ir Titanium Anode | Ir-Ta Titanium Anode | Platinum Coated Titanium Anode | Lead Anode | Graphite Anode |
|---|---|---|---|---|---|
| Substrate | ASTM Gr1/Gr2 | ASTM Gr1/Gr2 | ASTM Gr1/Gr2 | Lead-Antimony Alloy | High-Purity Graphite |
| Coating Thickness | ≥10μm | ≥10μm | 0.2-10μm | - | - |
| Coating Loading | ≥12g/m² | ≥10g/m² | ≥0.5μm | - | - |
| Working Current Density | ≤5000A/m² | ≤5000A/m² | ≤10000A/m² | ≤500A/m² | ≤1000A/m² |
| Chlorine Evolution Potential (vs SCE) | ≤1.13V | ≥1.3V | ≤1.4V | ≥1.25V | ≥1.35V |
| Oxygen Evolution Potential (vs SCE) | ≤1.4V | ≤1.3V | 1.56V | ≥1.7V | ≥1.8V |
| Current Efficiency | 93-95% | 90-92% | 95-98% | 70-80% | 60-70% |
| Service Life (Normal Working Conditions) | 5-8 Years | 4-6 Years | 3-5 Years | 12-18 Months | 6-12 Months |
| Corrosion Resistance | Excellent | Excellent | Excellent | Poor | Fair |
| Dimensional Stability | Outstanding | Outstanding | Outstanding | Poor | Poor |
| Pollution Risk | None | None | None | High (Lead Ion Precipitation) | Medium (Carbon Particle Shedding) |
| Substrate Reusable | Yes | Yes | Yes | No | No |
| Maintenance Cost | Low | Low | Low | High | High |
| Energy Consumption (Relative Value) | 1.0 | 1.1 | 0.5 | 1.3-1.5 | 1.5-1.8 |
| Applicable pH Range | 1-12 | 0-14 | 1-13 | 1-6 | 1-12 |
| Applicable Reaction Type | Mainly for Chlorine Evolution | Mainly for Oxygen Evolution | Chlorine & Oxygen Evolution | Chlorine & Oxygen Evolution | Chlorine & Oxygen Evolution |
MMO Titanium Anodes for Wastewater Treatment Industry
Wstitanium understands that every wastewater treatment project is unique. Different industries, different wastewater compositions, different treatment scales, and different discharge standards place vastly different performance requirements on anodes. Therefore, we provide customized solutions for each client.

Dyeing and printing wastewater is characterized by high color, high COD, high salinity, and contains large amounts of recalcitrant azo dyes and aniline pollutants, exhibiting poor biodegradability (B/C ratio typically <0.2).
Wstitanium Solution
We recommend RuO₂-IrO₂ (ruthenium-iridium) MMO titanium anodes. Current density: 500-2000 A/m², electrode spacing: 3-5 cm. The active chlorine and hydroxyl radicals generated at the anode achieve organic matter degradation and decolorization.
Results
COD removal rate: 78%-90%, decolorization rate: 79%-95%, while simultaneously increasing the wastewater’s B/C ratio to above 0.3, significantly improving biodegradability.
High salt content, high COD, high biotoxicity, containing antibiotic residues, pharmaceutical intermediates, and heterocyclic recalcitrant organic compounds.
Wstitanium Solution
We recommend RuO₂-IrO₂ or Ti/IrO₂-Ta₂O₅ (iridium-tantalum based) MMO titanium anodes. Using electrocatalytic oxidation as the core treatment unit, it breaks down the molecular structure of antibiotics and removes recalcitrant COD.
Results
Removal rate for antibiotics such as penicillin G is close to 100%, completely eliminating antibacterial activity in the wastewater. COD removal rate can reach up to 92%, and TOC removal rate exceeds 90%.

High salt content, high COD, high biotoxicity, containing antibiotic residues, pharmaceutical intermediates, and heterocyclic recalcitrant organic compounds.
Wstitanium Solution
IrO₂-TiO₂ and Ti/SnO₂-Sb MMO titanium anodes are recommended. A chlorine-mediated membrane-separated paired electrocatalytic system is constructed, with simultaneous removal of phenolic pollutants and ammonia nitrogen in the anode chamber and simultaneous preparation of hydrogen peroxide in the cathode chamber. Current density: 500-1500 mA/m²; reaction time: 90-240 min.
Results
Within 90 min, 95.25% phenol removal, 70.79% ammonia nitrogen removal, and 75.43% COD removal are achieved, while the cumulative concentration of hydrogen peroxide at the cathode can reach 784.74 mg/L, reducing overall energy consumption by 45%-59%; after advanced treatment, the effluent COD can be stably reduced to below 30 mg/L.
Contains cyanide, heavy metal ions (chromium, nickel, copper, cadmium, etc.), complexing agents, and surfactants. It is highly toxic, poses a high environmental risk, and has stringent discharge standards.
Wstitanium Solution
We recommend RuO₂-IrO₂ series MMO titanium anodes. Electro-oxidation breaks down cyanide + electrodeposition recovers heavy metals, simultaneously removing COD and complexes. For hexavalent chromium wastewater, pulsed power supply technology can be coupled to enhance reduction and removal efficiency.
Results
Cyanide removal rate exceeds 99%, heavy metal ion removal rate ≥95%, hazardous waste generation reduced by 45%, and treatment efficiency improved by 60% compared to traditional chemical technologies.

High COD, high color, high suspended solids, containing large amounts of lignin, cellulose, tannins, and other recalcitrant organic matter.
Wstitanium Solution
RuO₂-IrO₂ series MMO titanium anode. Current density: 500-1500 A/m². The active chlorine and hydroxyl radicals generated at the anode break down the lignin structure, simultaneously removing color and COD, eliminating the need for additional decolorizing agents.
Results
For papermaking wastewater, SS and turbidity removal rates both exceed 98%, COD removal rate is significantly improved, and the wastewater B/C ratio increases from 0.2- to 0.4+.

Highly toxic, high salinity, and high COD, containing pesticide intermediates such as herbicides and insecticides; difficult to degrade and highly biodegradable.
Wstitanium Solution
Iridium-tantalum MMO titanium anode. Electrocatalytic oxidation coupled with persulfate activation constructs an advanced oxidation system to thoroughly degrade pesticide molecules and eliminate biotoxicity.
Results
Degradation rate of atrazine (herbicide) reaches 96.3%, TOC removal rate 69.8%; removal rate of herbicides such as linuron exceeds 99%, while significantly reducing the ecotoxicity of the wastewater.
High in ammonia nitrogen, high in COD, high in phosphorus, and high in suspended solids (SS), containing large amounts of pathogens and antibiotic residues, with a strong odor.
Wstitanium Solution
IrO₂-Ta₂O₅ MMO titanium anode. Electrocatalytic oxidation utilizes active chlorine species to selectively enhance ammonia nitrogen removal, simultaneously degrading COD and total phosphorus, and inactivating pathogens.
Results
Highly efficient removal of nitrogen compounds and organic matter from livestock and poultry wastewater. Ammonia nitrogen removal rate exceeds 90%, COD removal rate exceeds 85%, and fecal coliform inactivation rate exceeds 99%.
FAQ
A: MMO titanium anodes are size-stabilized anodes consisting of a titanium substrate (Gr1/Gr2) coated with a mixture of metal oxides (such as RuO₂, IrO₂, IrO₂-Ta₂O₅, etc.). In wastewater treatment, their role is to generate active species (hydroxyl radicals •OH, active chlorine Cl₂/HOCl/ClO⁻, etc.) through electrochemical oxidation (EO), achieving deep removal of COD, ammonia nitrogen, heavy metals, and recalcitrant organic matter.
A: Three core advantages: ① Corrosion resistance: Stable in high-salt and strong acid/alkali wastewater, forming a dense passivation film on the surface with extremely low corrosion rate. ② Catalytic efficiency: Low oxygen/chlorine evolution overpotential, high current efficiency (up to 92%), and energy consumption is reduced by approximately 40% compared to graphite anodes. ③ Lifespan and cost: 3-5 years under normal operating conditions (traditional graphite only 1-1.5 years), with a total lifespan cost more than 40% lower than graphite/lead anodes.
A: They cover four main categories: ① High-difficulty industrial wastewater (chemical, pharmaceutical, printing and dyeing, landfill leachate, treating recalcitrant COD/phenols/POPs). ② Heavy metal wastewater (electroplating, metallurgy, removing Cr⁶⁺, Ni²⁺, etc. through electrodeposition/redox). ③ Ammonia nitrogen/total nitrogen removal (converting to N₂ through indirect oxidation). ④ Electrolytic disinfection (seawater desalination, circulating water, swimming pool water, preparing hypochlorous acid for disinfection).
A: Key parameters: ① Current density: 100-2000 A/m² (higher value for high-salinity wastewater; electrolyte supplementation is required for low-conductivity wastewater). ② Cell voltage: 1.5-3.5 V (depending on electrolyte concentration and electrode spacing). ③ pH: Acidic (pH<5) yields optimal efficiency; alkaline conditions significantly reduce efficiency. ④ Temperature: 20-60℃.
A: Efficiency varies depending on water quality. Typical data: ① Acidic petrochemical wastewater: COD removal rate of 79.1% within 6 minutes (initial COD 44650 mg/L). ② Dyeing/electroplating wastewater: COD reduced from 200 mg/L to below 50 mg/L (meeting Class I discharge standards). ③ Landfill leachate: When used in conjunction with biological processes, the total COD removal rate can reach 85%-95%.
A: Energy consumption is strongly correlated with water quality. Typical values are: ① High-salinity wastewater: 50-150 kWh/m³ (e.g., petrochemical wastewater treatment for 6 minutes consumes 117 kWh/m³). ② Low-conductivity wastewater: Na₂SO₄/NaCl needs to be added, and energy consumption can be reduced to 30-80 kWh/m³. ③ Comparison: Energy consumption is reduced by 30%-50% compared to ozone oxidation, and by more than 25% compared to graphite anodes.
A: Design life: 3-5 years under normal operating conditions (5 years in actual testing in the chlor-alkali industry), 1-3 years under high corrosion conditions. Measures to extend life: ① Coating optimization: Use a ruthenium-iridium gradient coating (60% IrO₂ content on the surface) to improve passivation resistance. ② Substrate pretreatment: Micro-arc oxidation + sandblasting to enhance coating adhesion (bonding strength ≥30MPa). ③ Operation control: Avoid exceeding current density (≤2000 A/m²), and perform regular cleaning and descaling.
A: Controllable and low risk: ① No heavy metal leaching: The titanium substrate and MMO coating are stable and do not produce heavy metal pollution. ② Byproducts: Chlorine-containing wastewater generates active chlorine, which can be reduced by pH control (neutral/weakly alkaline) to minimize the formation of trihalomethanes (THMs), and the total amount is far lower than that of traditional chlorination disinfection; ③ Sludge reduction: Electrochemical oxidation reduces sludge production by more than 80% compared to traditional processes.
A: Yes, they can be used efficiently. The mechanisms are: ① Indirect oxidation: The generated OH groups and active chlorine oxidize NH₄⁺ to NO₂⁻/NO₃⁻, which is then removed by cathodic reduction or subsequent denitrification. ② Direct oxidation: Some NH₄⁺ is directly oxidized to N₂ at the anode. Ammonia nitrogen removal rate reaches 91.2%, and TOC removal rate reaches 90.0%.
A: Heavy metal removal rate > 99% (e.g., Ni²⁺, Cu²⁺, Cr⁶⁺). Advantages for Cr⁶⁺: ① Catalytic reduction: The MMO coating reduces overpotential, promoting the reduction of Cr⁶⁺ to Cr³⁺, which is then removed by deposition at the cathode; ② Resistance to poisoning: The coating is resistant to Cr⁶⁺ corrosion, extending its lifespan by 2.5 times compared to traditional electrodes.
A: Suitable for: High-salt (TDS>5000 mg/L), strong acid/alkali (pH 2-12), and industrial wastewater containing complex organic matter/heavy metals. Not suitable for: ① Wastewater with extremely low conductivity (requires large amounts of electrolyte, resulting in excessive costs); ② Strongly alkaline wastewater (pH>12, COD removal efficiency significantly decreases, energy consumption skyrockets); ③ Wastewater containing strong reducing pollutants (such as high concentrations of S²⁻, which easily leads to coating passivation).
Answer: The core criteria are water quality composition and target: ① Chlorine-containing wastewater (e.g., dyeing and printing, seawater): Ruthenium-based (RuO₂-TiO₂) anodes are selected due to their high chlorine removal efficiency. ② Highly corrosive/acidic wastewater (e.g., chemical processing, leachate): Iridium-based (IrO₂-Ta₂O₅) anodes are selected due to their strong corrosion resistance. ③ Deep oxidation requirements (e.g., recalcitrant COD): Platinum-based (Pt/Ti) anodes or BDD (higher cost) anodes are selected.
A: Fluoride ions are highly corrosive to titanium substrates. Ordinary MMO titanium anodes will corrode when the fluoride ion concentration is > 20 mg/L. Wstitanium has developed a specialized fluoride-resistant coating system that can be used in fluoride-containing wastewater.
A: Performance testing of MMO titanium anodes includes electrochemical performance testing (chlorine evolution potential, oxygen evolution potential, polarization curves, etc.), coating thickness testing, coating adhesion testing, and enhanced life testing. Wstitanium has professional testing equipment and can provide you with comprehensive performance test reports.
A: Yes, they can be used in combination with these technologies at high efficiency. Mainstream combinations include: ①EO + Biological Treatment: EO acts as a pretreatment to remove recalcitrant COD and toxic substances, improving the B/C ratio and ensuring the efficiency of the biological system. ②EO + Membrane Separation: EO removes organic matter from membrane fouling, extending membrane life by 30%-50%. ③EO + Adsorption: Deeply treats trace pollutants, ensuring compliance with discharge standards.






{kind=link}
{kind=link}
{kind=link}