

Wstitanium has developed 4 series and hundreds of specialized coatings, providing high-performance, long-life, and customized MMO titanium anode solutions for sodium hypochlorite production to customers in over 50 countries worldwide. Sodium hypochlorite (NaClO), as a highly efficient and economical disinfectant and oxidant, is widely used globally in drinking water treatment, municipal wastewater treatment, industrial circulating cooling water sterilization and algae removal, food processing disinfection, medical and health epidemic prevention, and swimming pool water treatment, among many other fields.
The core principle of the electrolytic preparation of sodium hypochlorite is the electrolysis of an aqueous sodium chloride (NaCl) solution, oxidizing chloride ions (Cl⁻) to chlorine gas (Cl₂) on the anode surface. The chlorine gas then undergoes a disproportionation reaction with sodium hydroxide (NaOH) produced at the cathode to generate sodium hypochlorite. The reaction equation is: NaCl + H₂O → NaClO + H₂↑.
The anode performance determines the electrolysis efficiency, energy consumption, operational stability, and service life of the sodium hypochlorite production system. Next, Wstitanium will provide a comprehensive and in-depth introduction to MMO titanium anode technology used in sodium hypochlorite production, including coating systems, parameter comparisons, shape types, customized solutions, and project case studies.
MMO Titanium Anode Coating System
The core technology of MMO titanium anodes lies in their surface mixed metal oxide coating. The chemical elements, microstructure, and preparation techniques of the coating determine the anode’s chlorine evolution potential, current efficiency, corrosion resistance, and lifespan. Wstitanium has developed four series of dedicated coating systems for sodium hypochlorite production to meet diverse needs under different operating conditions.
- Lifespan 3-5 years
- Temperature < 60℃
- Current efficiency ≥92%
- Current density ≤3000A/m²
- Good resistance to reverse current.
- Chlorine evolution overpotential ≤1.08V (vs. SCE 2000A/m²)
Ruthenium dioxide (RuO₂) is the electrocatalytic active component, iridium dioxide (IrO₂) is the stabilizer, and titanium dioxide (TiO₂) is the framework material. Chlorine evolution potential: 1.05V (vs. SCE). The optimal molar ratio of Ruthenium-Iridium-Titanium for sodium hypochlorite production is 30:20:50.
RuO₂-IrO₂-SnO₂
- Lifespan 5-8 years
- Temperature < 80℃
- Current efficiency ≥92%
- Current density ≤5000A/m²
- Suitable for hard water areas
- Chlorine evolution overpotential ≤1.07V (vs. SCE 2000A/m²)
Tin dioxide (SnO₂) further improves the conductivity and corrosion resistance of the coating. It inhibits the deposition of calcium and magnesium ions on the anode surface, improving anti-scaling ability. A typical molar ratio is 25:15:10:50 (RuO₂:IrO₂:SnO₂:TiO₂).
Platinum coatings are used in the production of pharmaceutical-grade and food-grade sodium hypochlorite, where extremely high purity is required. The coating thickness is typically 2-10 μm. Consumption is only 0.1-0.3 mg/(A·h), and the lifespan can reach 10-15 years. It exhibits excellent resistance to reverse current. The chlorine evolution potential is slightly higher than that of ruthenium-iridium-titanium coatings (approximately 1.15V vs. SCE). The cost is extremely high.

Iridium-tantalum coatings are primarily used in specialized sodium hypochlorite production technologies requiring simultaneous chlorine and oxygen evolution reactions. Examples include the production of high-concentration sodium hypochlorite (>10%) and the co-production of sodium hypochlorite and chlorate. A typical molar ratio is 70% IrO₂ : 30% Ta₂O₅. The chlorine evolution potential is approximately 1.12V (vs. SCE). Lifespan can reach 5-7 years.
Other Coating Systems
In addition to the four main coating systems mentioned above, Wstitanium is continuously developing and applying new coating technologies to meet evolving market demands.
Nanocrystalline Coatings
Coating grain sizes are compressed to below 20nm, significantly improving the electrocatalytic activity and specific surface area of the coating. Experimental data shows that the current efficiency of nanocrystalline coatings is more than 30% higher than that of traditional coatings.
Manganese-Iridium Coatings
Wstitanium has developed a titanium-based manganese-iridium composite oxide coated anode. The coating consists of 10-90 mol% IrO₂ and 10-90 mol% MnO₂. The large-area nanopillar array structure enhances conductivity and chlorine evolution selectivity. It accelerates lifetime to 224 hours while reducing cost.
MMO Coating Comparison
To help you understand the performance of different coating systems more intuitively, Wstitanium has provided a detailed comparison of the main technical parameters of the four major coating systems for MMO titanium anodes used in sodium hypochlorite production:
| Parameters | RuO₂-IrO₂-TiO₂ | RuO₂-IrO₂-SnO₂ | Pt | IrO₂-Ta₂O₅ |
|---|---|---|---|---|
| Application Scenarios | General sodium hypochlorite production, 3-5% brine, normal temperature | High concentration brine, high temperature working conditions, hard water areas | Pharmaceutical / food grade sodium chlorate, high purity requirements | High concentration sodium hypochlorite production, chlorine-oxygen evolution mixed working conditions |
| 析氧电位 (2000A/m², vs. SCE) | ≤ 1.08V | ≤ 1.07V | ≤ 1.15V | ≤ 1.12V |
| 析氯电位 (2000A/m², vs. SCE) | ≥ 1.45V | ≈ 1.43V | ≥ 1.55V | ≈ 1.35V |
| Current Efficiency (3% NaCl) | ≥ 92% | ≥ 93% | ≥ 98% | ≥ 95% |
| Current Density | 500-3000A/m² | 1000-5000A/m² | 500-15000A/m² | 500-5000A/m² |
| Maximum Temperature | 50℃ | 60℃ | 120℃ | 80℃ |
| pH Range | 1-12 | 0-12 | 0-14 | 0-14 |
| Precious Metal Content | 8-25g/m² | 10-30g/m² | 5-20g/m² | 15-35g/m² |
| Coating Thickness | 2-20 μm | 3-20 μm | 2-10 μm | 5-15 μm |
| Service Life | 3-5 years | 8-10 years | 10-15 years | 5-7 years |
| Scale Resistance | Good | Excellent | Average | Good |
| Reverse Current Resistance | Good | Good | Excellent | Excellent |
| Relative Cost | 1 | 1.2 | 6.5 | 2.0 |
| Cost Performance | Highest | High | Low | Medium |
Swipe left/right to view full table
MMO Titanium Anode Structure
Wstitanium offers MMO titanium anodes in various shapes for sodium hypochlorite production, tailored to different electrolytic cell structures. These different anode shapes offer varying current distributions, hydrodynamic characteristics, and ease of installation and maintenance, making them suitable for different types of electrolytic cells and production technologies.
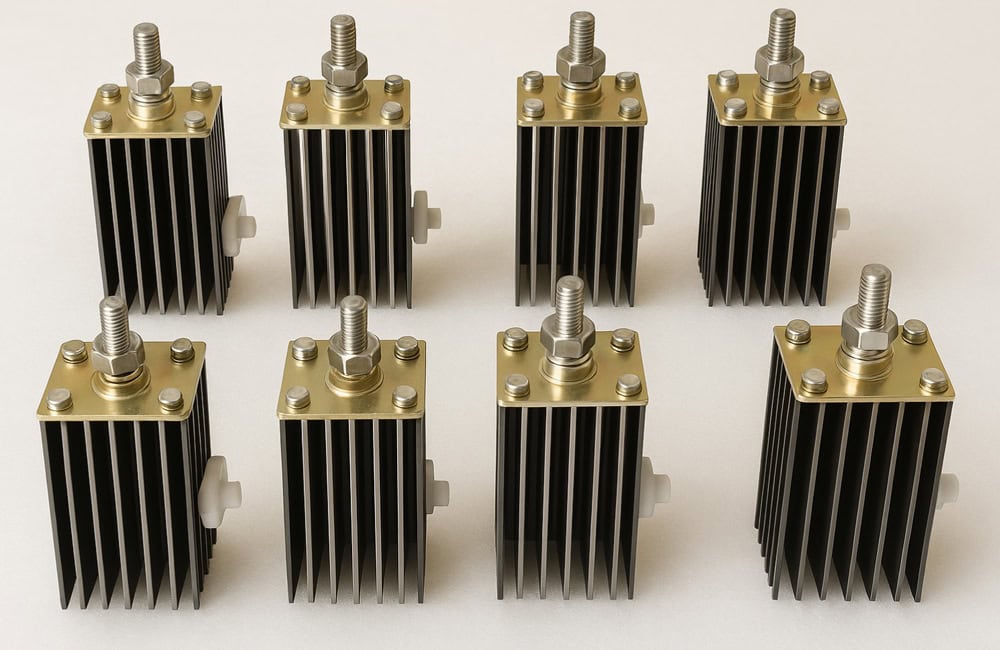
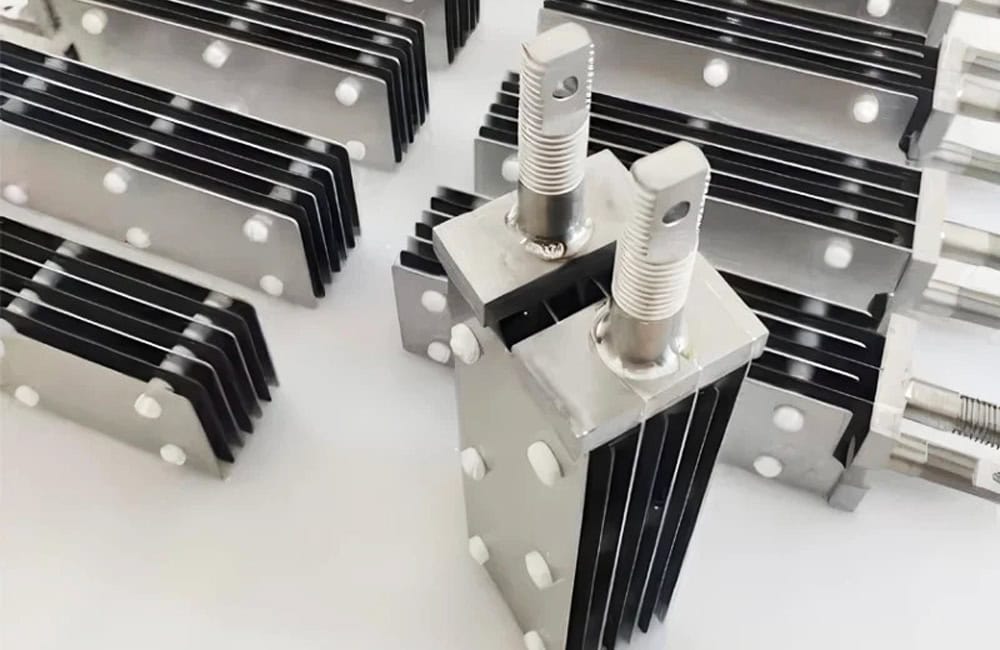
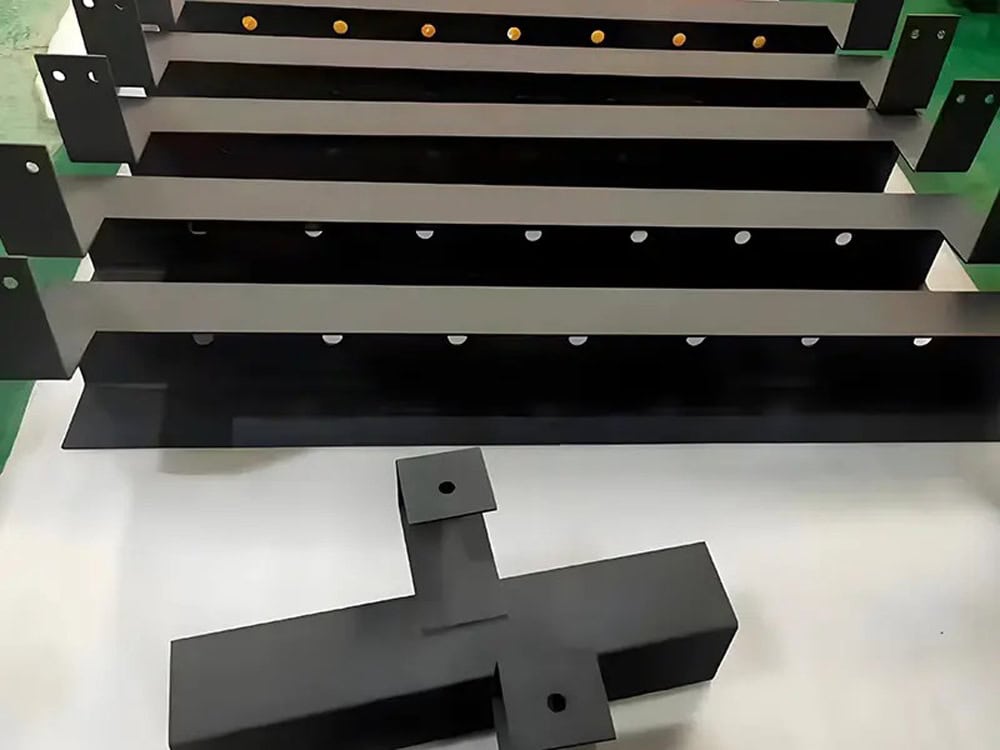
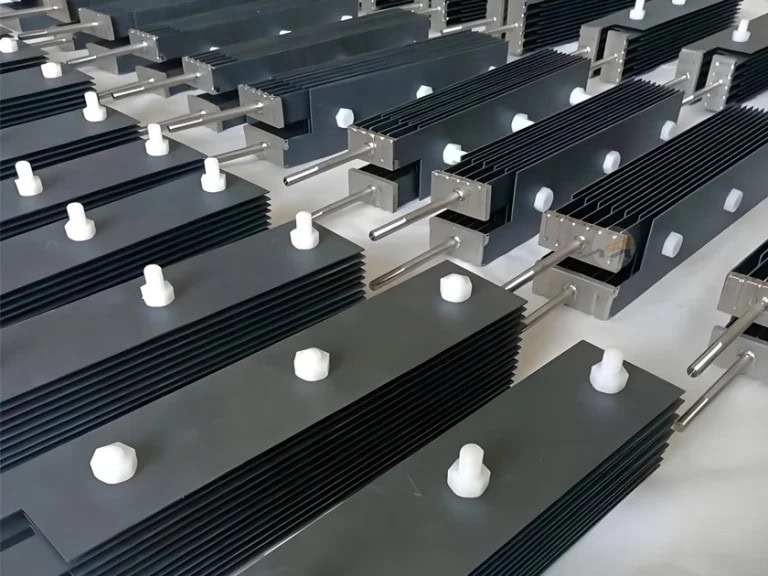
Plate titanium anodes
Plate-type titanium anodes are one of the most commonly used anode shapes in sodium hypochlorite production, suitable for most flat-plate and box-type electrolytic cells. Thickness: 1-5mm. Welded terminals. Custom manufacturing available in rectangular, square, round, and fan-shaped shapes.
| Thickness (mm) | Width (mm) | Length (mm) | Current Density (A/m²) | Output (kg/h) |
|---|---|---|---|---|
| 1.0 | 1000 | 2000 | 500-1500 | 0.1-10 |
| 1.5 | 1200 | 2500 | 1000-2000 | 5-20 |
| 2.0 | 1500 | 3000 | 1500-2500 | 10-50 |
| 3.0 | 1500 | 3000 | 2000-3000 | 30-100 |
| 5.0 | 1200 | 2500 | 2500-3500 | 50-200 |
← Swipe left/right to view full table →
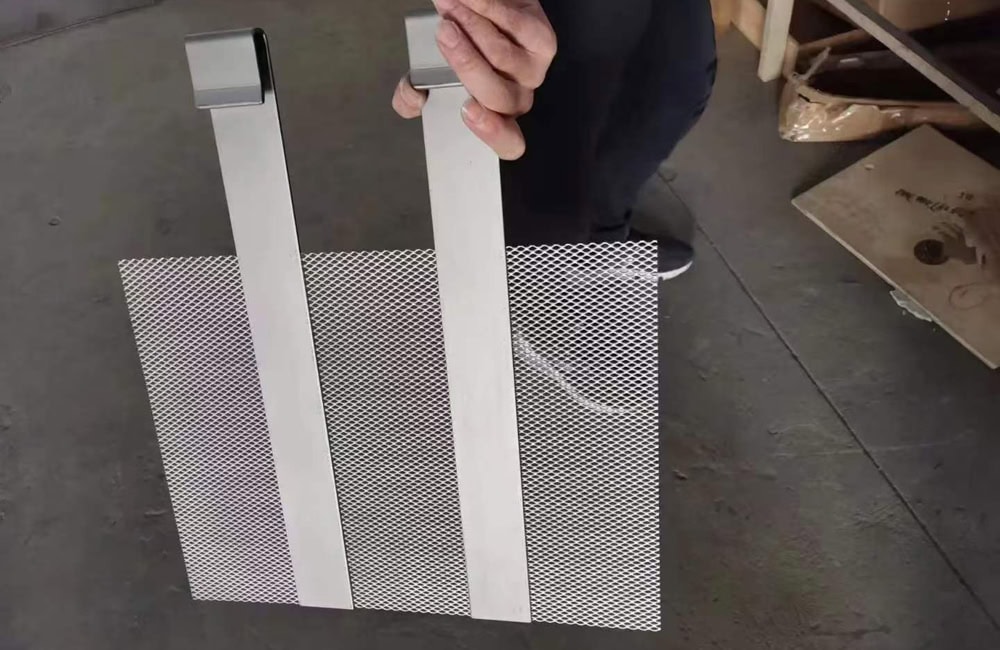
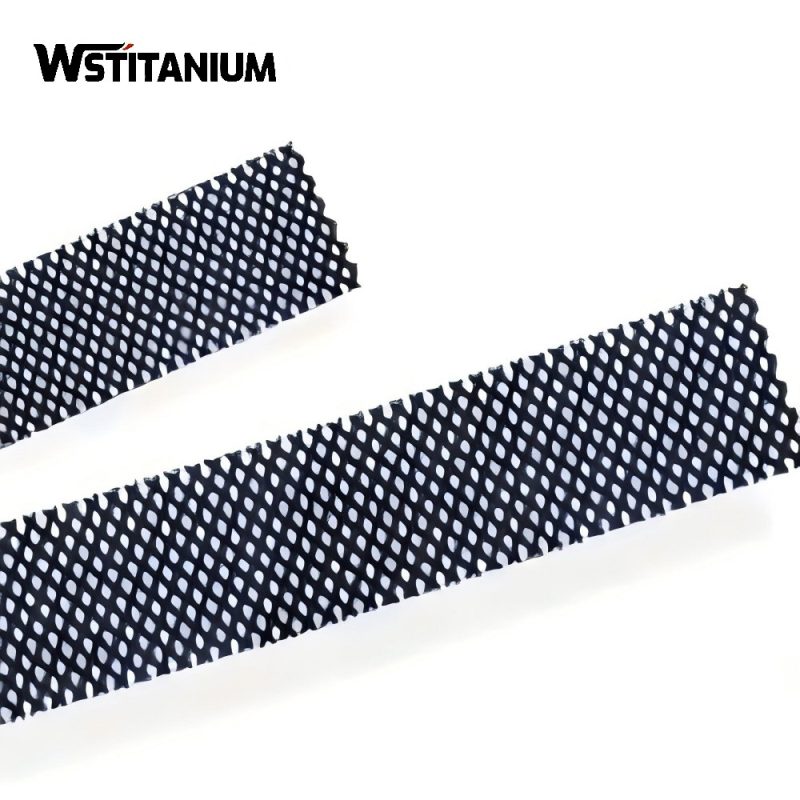
Mesh Titanium Anode
Mesh titanium anodes are a highly efficient anode shape, particularly suitable for high-flow, continuous sodium hypochlorite production systems. Mesh sizes are typically 2×4mm, 3×6mm, 5×10mm, etc. The mesh structure allows for free electrolyte flow, effectively carrying away gases generated during electrolysis and improving efficiency. The actual surface area is 1.5-2 times that of a plate anode. It is approximately 40-60% lighter than a plate anode. The mesh structure has good elasticity, withstanding thermal expansion and contraction and fluid impact without deformation.
| Thickness (mm) | Size (mm) | Width (mm) | Length (mm) | Current Density (A/m²) | Output (kg/h) |
|---|---|---|---|---|---|
| 0.8 | 2×4 | 1000 | 2000 | 1000-2000 | 0.5-20 |
| 1 | 3×6 | 1200 | 2500 | 1500-2500 | 10-50 |
| 1.5 | 5×10 | 1500 | 3000 | 2000-3000 | 30-100 |
| 2 | 8×16 | 1500 | 3000 | 2500-3500 | 50-200 |
← Swipe left/right to view full table →
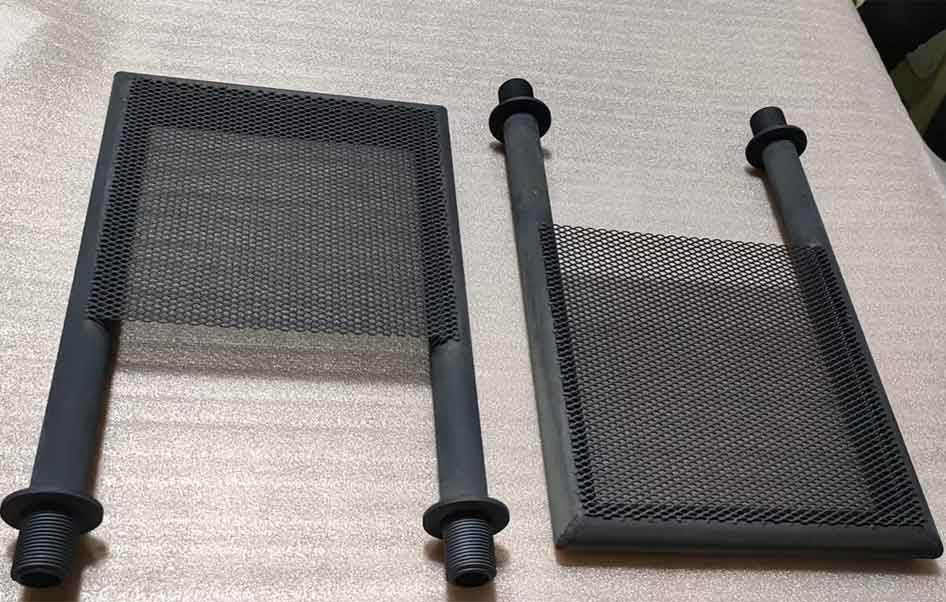
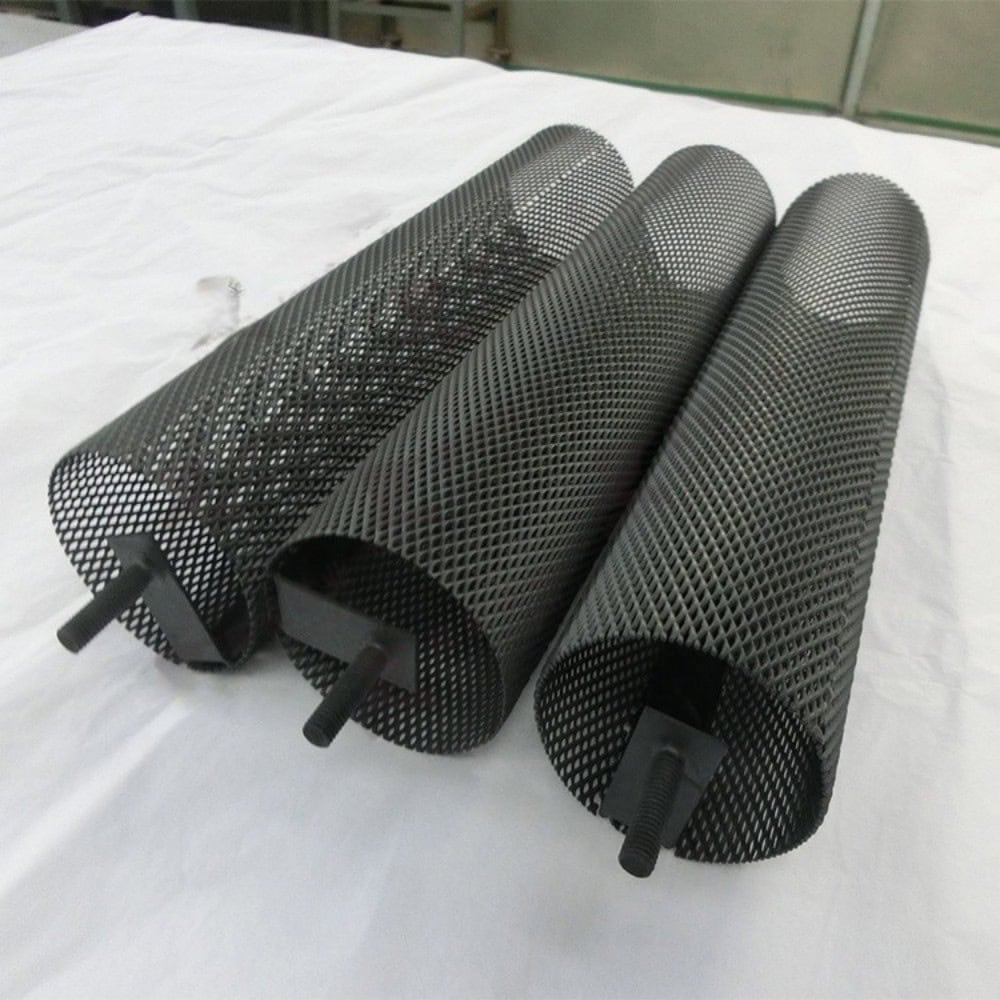
Tubular Titanium Anodes
Tubular titanium anodes are mainly used in tubular electrolytic cells and concentric cylindrical electrolytic cells, and are particularly suitable for small sodium hypochlorite generators and portable disinfection equipment. The outer diameter is typically 10-100mm, and the wall thickness is 0.5-3mm. They are welded with titanium flanges or titanium terminals.
| Diameter (mm) | Thickness (mm) | Length (mm) | Current Density (A/m²) | Output (kg/h) |
|---|---|---|---|---|
| 10 | 0.5 | 1000 | 500-1500 | 0.01-0.5 |
| 25 | 1.0 | 2000 | 1000-2000 | 0.1-2 |
| 38 | 1.5 | 3000 | 1500-2500 | 0.5-5 |
| 50 | 2.0 | 4000 | 2000-3000 | 2-10 |
| 76 | 2.5 | 5000 | 2500-3500 | 5-20 |
| 100 | 3.0 | 6000 | 3000-4000 | 10-50 |
← Swipe left/right to view full table →

Titanium Rod Anodes
Titanium rod anodes are mainly used in small electrolytic cells and experimental sodium hypochlorite generators. The diameter is typically 5-30mm. They are connected by welding titanium conductive rods or threading. The cost is relatively low.
| Diameter (mm) | Max Length (mm) | Recommended Current Density (A/m²) |
|---|---|---|
| 5 | 500 | 500-1000 |
| 10 | 1000 | 800-1500 |
| 15 | 1500 | 1000-2000 |
| 20 | 2000 | 1500-2500 |
| 30 | 3000 | 2000-3000 |
← Swipe left/right to view full table →

Wstitanium Customized Solutions
Wstitanium understands that every customer’s sodium hypochlorite production system is unique. Therefore, we offer comprehensive customized solutions, tailoring the most suitable MMO titanium anode products for you.
1. Customized Coatings
Low-concentration brine (<3%): Increase RuO₂ content to 35-40%, enhancing the electrocatalytic activity of the coating.
High-concentration brine (>5%): Increase IrO₂ and SnO₂ content, enhancing the coating’s corrosion resistance.
Hard water (high calcium and magnesium ion content): Add special anti-scaling additives to improve the coating’s anti-scaling ability.
Wastewater containing organic matter: Increase IrO₂ content to enhance the coating’s oxidation resistance and anti-fouling ability.
Water containing fluoride ions: Utilize a special fluoride-resistant coating formula to improve the coating’s resistance to fluoride ion corrosion.
2. Customized Operating Parameters
High Current Density (>2000A/m²): Increase precious metal content to 20-30g/m², and increase coating thickness to 5-15μm.
High Temperature (>50℃): Employ a ruthenium-iridium-tin coating to improve thermal stability.
Frequent Start-Stop: Increase coating adhesion and impact resistance.
Continuous Operation: Thick coating with high precious metal content.
Frequent Reverse Current: Platinum-iridium alloy coating to improve resistance to reverse current.
3. Product Customization Requirements
Pharmaceutical/Food Grade Sodium Hypochlorite: Platinum-iridium alloy coating to ensure product purity.
High Concentration Sodium Hypochlorite (>10%): Iridium-tantalum coating to improve oxidation resistance.
Low Chlorate Content Sodium Hypochlorite: Optimized coating formulation to reduce side reactions.
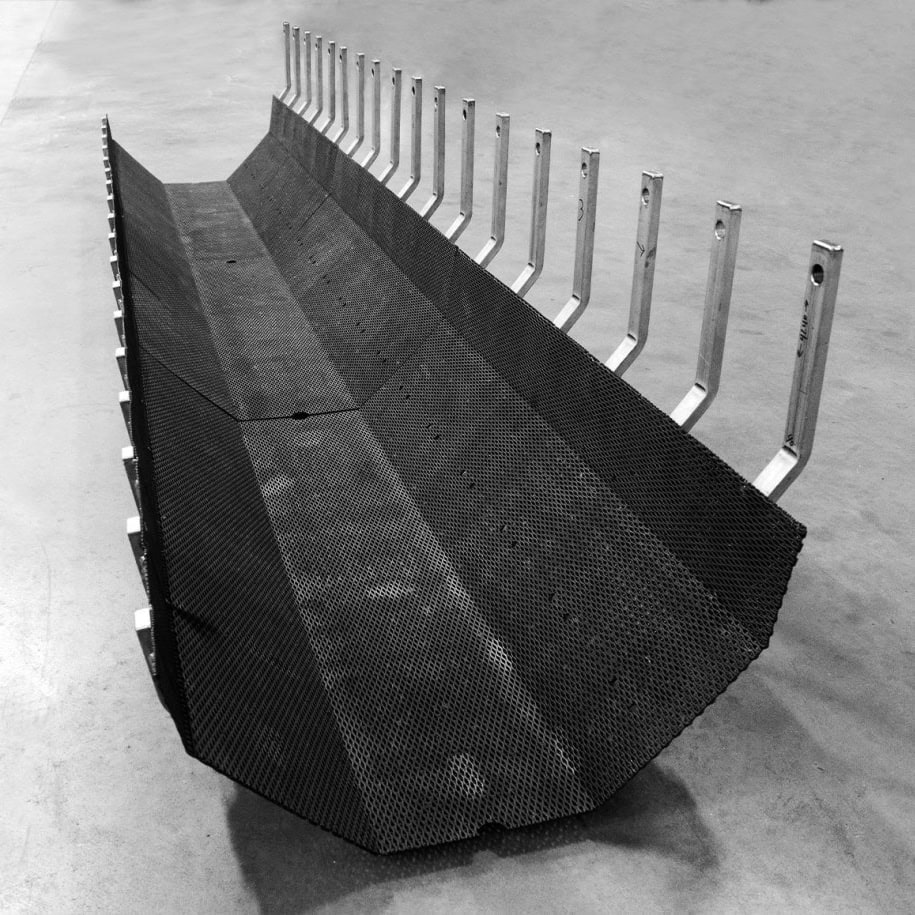
4. Customizable Shapes and Sizes
Customizable plate, mesh, tubular, and rod anodes of any size.
Maximum Size: Plate anode 3000×1500mm, Tubular anode 6000mm long. Dimensional Accuracy: ±0.1mm.
Fan-shaped, arc-shaped, and ring-shaped anodes; U-shaped, L-shaped, and spiral anodes; and various complex-shaped irregular anodes.
5. Custom Conductive Terminals
- Titanium conductive rods
- Copper conductive heads
- Titanium flanges
- Bolt connections
- Welded connections
- Threaded connections
- PTFE insulation
- Ceramic insulation
- Others
Project Cases
Wstitanium’s MMO titanium anodes for sodium hypochlorite production have been successfully applied in numerous projects worldwide. Below are a few typical project case studies.
1. Seawater Desalination Sodium Hypochlorite Production
This seawater desalination plant, located in Saudi Arabia, produces 100,000 m³ of freshwater per day using reverse osmosis (RO) technology. To prevent the growth of marine organisms in the RO membranes and pipelines, sodium hypochlorite is continuously added for sterilization and algae control.
Wstitanium Solution
Wstitanium provided the plant with 20 sets of ruthenium-iridium coated mesh titanium anodes. Each anode set is designed to produce 5 kg/h (available chlorine). Considering the high salinity (approximately 4.2%) and high temperature (up to 45°C in summer) of the local seawater, we increased the IrO₂ and SnO₂ content, enhancing the coating’s corrosion resistance and anti-scaling ability. The mesh anode structure improves hydrodynamic characteristics and electrolysis efficiency.

Operating Results
Electrolysis efficiency increased by 25%. Power consumption per ton of sodium hypochlorite decreased from 4.5 kWh to 3.6 kWh. Anode lifespan increased from 2 years to over 8 years. Maintenance frequency decreased from once every 3 months to once a year. Annual operating cost savings amounted to approximately US$1.2 million. As of May 2026, the system had been operating stably for 7 consecutive years with no significant performance degradation.
2. Municipal Waterworks Sodium Hypochlorite Disinfection Project
Located in Paris, France, this waterworks has a daily supply capacity of 500,000 m³, providing drinking water to 2 million residents of the city. The plant previously used liquid chlorine for disinfection, but the transportation and storage of liquid chlorine posed significant safety risks. To improve water supply safety, the plant decided to switch to on-site electrolysis to produce sodium hypochlorite for disinfection.
Wstitanium Solution
Wstitanium provided 10 ruthenium-iridium coated plate titanium anode sets. Each anode set is designed to produce 10 kg/h (available chlorine). Considering the purity requirements for drinking water disinfection, we used high-purity raw materials and advanced technology to ensure that the produced sodium hypochlorite solution meets EU drinking water standards.

Operational Results
Sodium hypochlorite production is stable, with a concentration maintained at 8-10 g/L. Current efficiency is ≥93%, and power consumption per ton of sodium hypochlorite is ≤3.5 kWh. Anode lifespan exceeds 6 years. Safety hazards associated with liquid chlorine transportation and storage are completely eliminated. Effluent water quality is stable, with total bacterial count and coliform bacteria indicators all meeting standards.
3. Sterilization of Circulating Cooling Water in Chemical Plants
Ten large-scale circulating cooling water systems, with a total circulating water volume of 500,000 m³/h. To prevent the growth of bacteria, algae, and shellfish in the circulating cooling water system, sodium hypochlorite is required for sterilization and algae control.
Wstitanium Solution
Wstitanium provided 30 sets of ruthenium-iridium anodes. The total designed production capacity is 100 kg/h (available chlorine). Each circulating water system is equipped with an independent sodium hypochlorite generator for easy operation, management, and maintenance. We also designed an automatic control system for the plant that can automatically adjust the sodium hypochlorite dosage based on the residual chlorine content of the circulating water.
Operating Results
Sodium hypochlorite production costs were reduced by more than 60% compared to purchasing it externally. The total bacterial count in the circulating cooling water system was controlled below 100 CFU/mL. The fouling thermal resistance of the heat exchanger was reduced by 30%, improving heat exchange efficiency. The anode lifespan exceeded 5 years.
4. Mine Water Treatment Project
Mine water contains high concentrations of salt and organic matter, requiring treatment before discharge. Sodium hypochlorite oxidation is a key technology in mine water treatment, used to remove organic matter, ammonia nitrogen, and sulfides from the water.
Wstitanium Solution
Wstitanium provided five sets of iridium-tantalum coated tubular titanium anode assemblies. Each anode assembly is designed to produce 2 kg/h (available chlorine). Addressing the complex and highly oxidizing characteristics of mine water, we employed an iridium-tantalum coating to enhance the anodes’ oxidation resistance and anti-fouling capabilities.

Operating Results
Sodium hypochlorite production is stable, meeting the needs of mine water treatment. The anodes operate stably in mine water with high organic matter content. The anode lifespan exceeds 4 years. The treated effluent meets Australian national discharge standards.
5. Sodium Hypochlorite Disinfection Project for a Food Processing Plant
Wstitanium provides 8 platinum-coated titanium mesh anode sets. Each anode set is designed to produce 2 kg/h (available chlorine). The platinum coating is free of ruthenium and other potentially discoloring metals, producing a colorless and transparent sodium hypochlorite solution that meets US Food and Drug Administration (FDA) food-grade standards.
Wstitanium Solution
Wstitanium provided 8 sets of platinum-coated plate-type titanium anode assemblies. Each anode assembly is designed to produce 2 kg/h (available chlorine). The platinum coating does not contain ruthenium or other potentially discoloring metals, and the produced sodium hypochlorite solution is colorless and transparent, meeting the food-grade standards of the U.S. Food and Drug Administration (FDA).

Operating Results
The produced sodium hypochlorite solution meets food-grade standards and is colorless and odorless. Sodium hypochlorite production costs are reduced by more than 50% compared to purchasing it externally. The anodes have a lifespan of over 10 years, ensuring the hygiene and safety of food production.
FAQ
Current density is one of the most important factors affecting the lifespan of MMO titanium anodes. Generally, the higher the current density, the shorter the anode’s lifespan. The anode’s lifespan is inversely proportional to the square of the current density. Therefore, when designing a sodium hypochlorite production system, the current density should be selected appropriately to avoid premature anode failure due to excessively high current densities.
Temperature has a significant impact on the performance of MMO titanium anodes. Appropriately increasing the temperature can improve electrolysis efficiency and sodium hypochlorite production. Excessively high temperatures will accelerate the dissolution and loss of noble metal oxides in the coating, shortening the anode’s lifespan. Generally, the optimal temperature for sodium hypochlorite production is 25-40℃, and should not exceed 60℃.
pH value does have a certain impact on the performance of MMO titanium anodes. The optimal pH range for sodium hypochlorite production is 3-10. Too low a pH value will accelerate the dissolution of the coating. Too high a pH value will reduce the rate of chlorine evolution reaction and increase the occurrence of side reactions. Therefore, the pH value of the electrolyte should be controlled within a suitable range.
Too low a salt concentration will reduce the conductivity of the electrolyte, increasing cell voltage and energy consumption. Too high a salt concentration will increase the corrosiveness of the electrolyte, accelerating anode corrosion. The optimal salt concentration for sodium hypochlorite production is 3-5%.
Electrode spacing refers to the distance between the anode and cathode. An excessively large electrode spacing increases the resistance of the electrolyte, increasing cell voltage and energy consumption. An excessively small electrode spacing increases the resistance to electrolyte flow, affecting bubble removal and reducing electrolysis efficiency. The optimal electrode spacing for sodium hypochlorite production is 3-5 mm.







{kind=link}
{kind=link}
{kind=link}