

Wstitanium will provide a comprehensive and in-depth introduction to its MMO titanium anode product series for aquaculture, covering multiple dimensions such as technical principles, coating systems, shape types, customized solutions, quality control, engineering cases, and service commitments. This will help you fully understand and select the wastewater treatment solution best suited to your aquaculture needs.
Problems Facing Aquaculture
High-density intensive aquaculture leads to problems such as eutrophication, excessive ammonia nitrogen and nitrite levels, proliferation of pathogens, antibiotic overuse, and pollution from aquaculture wastewater discharge. This not only seriously affects the growth and survival rate of farmed animals but also puts enormous pressure on the surrounding ecological environment. Traditional water treatment methods, such as chemical disinfection, physical filtration, ultraviolet disinfection, and biological treatment, all have their limitations.
1. Chemical Disinfection
Chemical disinfection produces harmful disinfection byproducts, such as carcinogenic disinfection byproducts like trihalomethanes (THMs), haloacetic acids (HAAs), and haloketones.
2. Physical Filtration
Physical filtration cannot effectively remove dissolved ammonia nitrogen, nitrite, nitrate, phosphate, and pathogenic microorganisms. It also generates a large amount of sludge.
3. Ultraviolet Disinfection
Ultraviolet disinfection only kills pathogenic microorganisms in the water momentarily; it lacks sustained disinfection capabilities. The water body is easily re-contaminated.
4. Biological Treatment
The metabolic activity of microorganisms is greatly affected by environmental factors such as temperature, pH, and dissolved oxygen, and they are sensitive to fluctuations in water quality and quantity.
Mixed Metal Oxide (MMO) titanium anodes offer significant advantages, including high electrocatalytic activity, good corrosion resistance, long lifespan, high current efficiency, and no secondary pollution. They can simultaneously achieve multiple functions in a single reactor, including disinfection, ammonia nitrogen removal, nitrite oxidation, organic matter degradation, and algae control.
MMO Titanium Anode Coating System for Aquaculture
The performance of MMO titanium anodes primarily depends on their surface mixed metal oxide coating. The MMO coating is a heterogeneous catalytic system composed of two or more noble metal oxides. These noble metal oxides provide numerous active sites for electrochemical reactions, significantly reducing the activation energy and overpotential. Simultaneously, these oxides exhibit excellent chemical stability in strong acid, strong base, and high chloride ion environments, maintaining their catalytic activity over long periods. In aquaculture water treatment, the following two key reactions mainly occur on the anode surface:
1. Chlorine Evolution Reaction (CER)
In water containing chloride ions, the chlorine evolution reaction preferentially occurs at the anode surface:
- 2Cl⁻ → Cl₂ + 2e⁻
The generated chlorine gas rapidly reacts with water to produce hypochlorous acid (HClO) and hydrochloric acid (HCl):
- Cl₂ + H₂O ⇌ HClO + H⁺ + Cl⁻
Hypochlorous acid is a strong oxidizing agent with a redox potential as high as 850mV, capable of rapidly eliminating bacteria, viruses, and algae. Simultaneously, hypochlorous acid can also oxidize and decompose ammonia nitrogen, nitrite, and organic matter in the water, achieving the purpose of water purification.
2. Oxygen Evolution Reaction (OER)
In water containing no chloride ions or with a low chloride ion concentration, the oxygen evolution reaction mainly occurs on the anode surface:
- 2H₂O → O₂ + 4H⁺ + 4e⁻
The oxygen evolution reaction is a major side reaction, consuming electrical energy and reducing current efficiency. Therefore, a high-quality coating should have high chlorine/oxygen evolution selectivity, that is, it should promote chlorine evolution as much as possible while inhibiting oxygen evolution. For freshwater aquaculture applications, due to the low chloride ion concentration, coatings with high oxygen evolution activity are required to improve the efficiency of organic matter degradation and algae control.
RuO₂-TiO₂
Ruthenium-titanium coatings are the most widely used coating system in aquaculture, specifically optimized for chlorine evolution reactions in high chloride ion environments.

- RuO₂(50-70%) + TiO₂(30-50%)
- Chlorine evolution overpotential 1.10-1.15V @5kA/m²
- Current efficiency 95-98%
- Resistant to chloride ion corrosion
- Design life 10-15 years
- Current density ≤2000A/m²
- Temperature ≤60℃
- pH 3-10
- For Seawater aquaculture (salinity > 3%).
- For Brackish water aquaculture (salinity 0.5-3%)
- For High chloride ion concentration (>1000mg/L)
- For Disinfection and ammonia nitrogen removal
- For Recirculating aquaculture system (RAS)
- For Large-scale aquaculture base
Iridium-tantalum coatings are high-performance oxygen-evolving coatings that exhibit excellent stability and long lifespan in low chloride ion environments.

- IrO₂(60-70%) + Ta₂O₅(30-40%)
- Excellent acid resistance
- Excellent oxidation resistance
- Annual loss rate 0.1-0.5mg/A・a
- Design life 20-30 years
- Good passivation resistance
- Current density ≤ 5000A/m²
- Temperature ≤ 80℃
- Freshwater Aquaculture
- Chloride ion concentration < 500mg/L
- Organic matter degradation
- Acidic water environment (pH < 6)
- High current density operation system
- Algae control system
The Ruthenium-Iridium-Titanium coating is based on the Ruthenium-Titanium system with the addition of iridium oxide (IrO₂), further improving the coating’s stability and corrosion resistance. It is currently the best-performing coating system in aquaculture.
- RuO₂(60%) + IrO₂(30%) + TiO₂(10%)
- Chlorine evolution overpotential: 1.12-1.18V @5kA/m²
- Current efficiency: 93-97%
- Reverse current resistance
- Design life: 15-20 years
- Current density: ≤3000A/m²
- Temperature: ≤70℃, pH: 2-12
- Large-scale aquaculture bases
- Operating conditions with large water quality fluctuations
- Intermittent operation systems
- Applications requiring high current efficiency
- Brackish water aquaculture (salinity 0.5-3%)
- High chloride ion concentration
Coating System Selection Guide
To help you choose the most suitable coating system, Wstitanium offers the following detailed selection guidelines based on different aquaculture conditions and wastewater treatment requirements:
1. Water salinity
| Water Salinity | Chloride Ion Concentration | Recommended Coating | Alternative Coating |
|---|---|---|---|
| Seawater (>3%) | >19000 mg/L | Ru-Ti (Ruthenium-Titanium) | Ru-Ir-Ti (Ruthenium-Iridium-Titanium) |
| Brackish Water (0.5-3%) | 3000-19000 mg/L | Ru-Ir-Ti (Ruthenium-Iridium-Titanium) | Ru-Ti (Ruthenium-Titanium) |
| High-Chloride Freshwater (0.05-0.5%) | 300-3000 mg/L | Ru-Ir-Ti (Ruthenium-Iridium-Titanium) | Ir-Ta (Iridium-Tantalum) |
| Low-Chloride Freshwater (<0.05%) | <300 mg/L | Ir-Ta (Iridium-Tantalum) | Pt (Platinum) |
2. Wastewater treatment requirements
| Requirement | Recommended Coating | Reason |
|---|---|---|
| Disinfection & Ammonia Nitrogen Removal | Ru-Ti Series, Ru-Ir-Ti Series | High chlorine evolution activity and high current efficiency |
| Organic Degradation & Algae Control | Ir-Ta Series, Platinum Series | High oxygen evolution activity and strong oxidation capacity |
| Comprehensive Water Treatment | Ru-Ir-Ti Series | Best overall performance, balancing chlorine and oxygen evolution |
| Extreme Water Quality Conditions | Platinum Series | Extremely high chemical stability and strong adaptability |
Comparison of MMO Titanium anodes
To help you understand the performance differences between different coating systems more intuitively, Wstitanium has provided a detailed comparison of the key parameters of aquaculture coating systems:
| Parameter | RuO₂-TiO₂ | RuO₂-IrO₂-TiO₂ | IrO₂-Ta₂O₅ | Platinum (Pt) |
|---|---|---|---|---|
| Reaction Type | Chlorine Evolution Reaction (CER) | Primarily Chlorine Evolution, with Oxygen Evolution Compatibility | Oxygen Evolution Reaction (OER) | General Purpose |
| Chlorine Evolution Potential (@5kA/m², vs SCE) | 1.10–1.15 V | 1.12–1.18 V | 1.25–1.35 V | 1.15–1.25 V |
| Oxygen Evolution Potential (@1kA/m², vs SCE) | 1.45–1.55 V | 1.40–1.50 V | 1.38–1.45 V | 1.40–1.50 V |
| Chlorine Evolution Current Efficiency | 95–98% | 93–97% | 70–85% | 85–92% |
| Annual Wear Rate | 1–2 mg/A·a | 0.5–1.5 mg/A·a | 0.1–0.5 mg/A·a | <0.1 mg/A·a |
| Service Life | 10–15 years | 15–20 years | 20–30 years | 30–60 years |
| Chloride Ion Concentration | >1000 mg/L | >500 mg/L | <500 mg/L | Full Range |
| pH Range | 3–10 | 2–12 | 1–14 | 1–14 |
| Operating Temperature | ≤60°C | ≤70°C | ≤80°C | ≤100°C |
| Current Density | ≤2000 A/m² | ≤3000 A/m² | ≤5000 A/m² | ≤20000 A/m² |
| Reverse Current Resistance | Fair | Good | Excellent | Excellent |
| Passivation Resistance | Fair | Good | Excellent | Excellent |
| Fluoride Ion Tolerance | ≤10 mg/L | ≤20 mg/L | ≤50 mg/L | ≤80 mg/L |
| Coating Adhesion Strength | ≥15 MPa | ≥15 MPa | ≥15 MPa | ≥20 MPa |
| Coating Thickness | 8–15 µm | 10–18 µm | 12–20 µm | 1–5 µm |
| Precious Metal Loading | 8–15 g/m² | 10–20 g/m² | 15–25 g/m² | 5–10 g/m² |
| Relative Cost | 1 (Lowest) | 1.5 | 2.5 | 5 (Highest) |
| Cost-Effectiveness | Extremely High | High | Medium | Low |
Common Misconceptions about Coating Selection
Many customers fall into the following misconceptions when selecting MMO titanium anode coating systems:
1: The more expensive the coating, the better.
Many customers believe that the more expensive the coating, the better its performance, and therefore blindly choose iridium-tantalum or platinum-based coatings. In reality, different coating systems are suitable for different operating conditions. For example, in seawater aquaculture, ruthenium-titanium coatings have significantly higher chlorine evolution activity and current efficiency than iridium-tantalum coatings. They also have lower operating costs and higher cost-effectiveness.
2: All coating systems are applicable.
Many customers believe that all MMO titanium anode coating systems are usable. In fact, different coating systems are optimized for different reaction types and water quality conditions. For example, ruthenium-titanium coatings are optimized for chlorine evolution reactions and perform excellently in high chloride ion environments. Iridium-tantalum coatings are optimized for oxygen evolution reactions and perform excellently in low chloride ion environments.
3: Focusing only on initial investment
Many customers only focus on the initial investment when choosing a coating system, ignoring long-term operating costs. In reality, the operating cost of MMO titanium anodes accounts for a large proportion of their lifespan. For example, the initial investment for ruthenium-iridium anodes is 50% higher than that for ruthenium-titanium anodes, but the lifespan of ruthenium-iridium coatings is 50% longer, and the operating cost is lower, resulting in better long-term economic benefits.
4: The thicker the coating, the better
Many customers only focus on the initial investment when choosing a coating system, ignoring long-term operating costs. In reality, the operating cost of MMO titanium anodes accounts for a large proportion of their lifecycle. For example, the initial investment for ruthenium-iridium is 50% higher than that for ruthenium-titanium, but the lifespan of ruthenium-iridium coatings is 50% longer, and the operating cost is lower, resulting in better long-term economic benefits.
Wstitanium’s technical team will provide you with the most professional advice based on your operating conditions. We will help you avoid these common misconceptions and choose the most suitable coating system and anode solution for you. We will provide you with detailed technical analysis and cost calculations, allowing you to clearly understand the advantages and disadvantages and lifecycle costs of different solutions, enabling you to make the most informed choice.
Customized MMO Titanium Anode Solutions
Wstitanium understands that every aquaculture farm has unique water quality conditions, farming methods, treatment requirements, and equipment. Standard products often cannot fully meet your needs. Therefore, we offer comprehensive customization services, from substrate materials, coating systems, shapes and dimensions to installation terminals, following your drawings. Our goal is to provide you with the most suitable anodizing solution, ensuring optimal results with the lowest operating costs.
Substrate Materials
Wstitanium uses 100% medical-grade high-purity titanium as the base material for all its MMO titanium anodes used in aquaculture, conforming to ASTM B348-23 standards.
Gr1: Titanium content ≥99.7%, suitable for processing into complex shapes, such as filaments and flexible anodes.
Gr2: Titanium content ≥99.6%. It is the preferred choice for aquaculture applications.
- Fe≤0.25%
- O≤0.15%
- N≤0.03%
- C≤0.08%
- H≤0.015%
- Tensile Strength≥240MPa
- Yield Strength≥140MPa
- Elongation≥20%
- Sandblasting (Ra 5-10μm)
- Polishing (Ra 0.5-2μm)
- Electropolishing (Ra 0.1-0.5μm)

Customized Coating Systems
Wstitanium offers standard coating systems and can also fine-tune the coating composition to suit your specific operating conditions for optimal performance and lifespan.
- RuO₂-TiO₂: Preferred for marine aquaculture
- RuO₂-IrO₂-TiO₂: Best overall performance
- IrO₂-Ta₂O₅: Preferred for freshwater aquaculture
- Coating Thickness: 8-20μm
- Coating Strength ≥20MPa
- High-Temperature Thermal Decomposition (450-850℃)
- Soluble-Gel Coating (Low-Temperature Dense Coating)

Custom Shapes and Sizes
Wstitanium offers 8 standard shape types and supports custom shapes for any irregular shape. The size range meets various application needs. Internally invested in advanced CNC machining centers, laser cutting machines, CNC bending machines, etc., tolerances are ±0.02mm, 100% conforming to your drawings.
| Shape Type | Size Range |
|---|---|
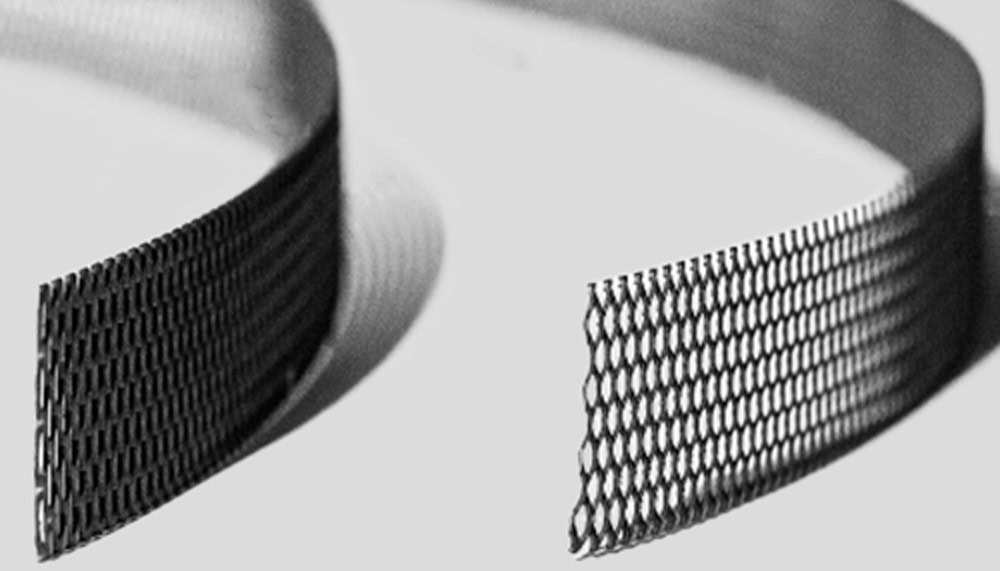
| Mesh | Width 50–1250mm × Length 100–6000mm × Thickness 0.5–2mm |
| Plate | Width 100–2000mm × Length 200–6000mm × Thickness 1–5mm |
| Tube | Outer Diameter 25–100mm × Wall Thickness 1–3mm × Length 1000–6000mm |
| Strip | Width 10–100mm × Thickness 0.5–2mm × Length 100–10000mm |
| Rod | Diameter 6–50mm × Length 100–3000mm |
| Wire | Diameter 1–5mm × Length 100–10000mm |
| Flexible | Width 50–500mm × Thickness 2–5mm × Length 100–5000mm |
| Custom Shapes | Fully customizable: any size, shape, thickness, and interface, made per drawings |
Customized Electrochemical Performance
Wstitanium’s advanced in-house electrochemical testing equipment and professional technical team provide electrochemical performance tailored to your specific operating conditions.
| Performance Parameter | Custom Specification | Tolerance / Note |
|---|---|---|
| Chlorine Evolution Potential | 1.10–1.35 V @ 5 kA/m² | ≤ ±0.05 V |
| Oxygen Evolution Potential | 1.38–1.65 V @ 1 kA/m² | ≤ ±0.05 V |
| Current Efficiency | 95–99% (Cl₂/O₂) | ≤ ±1% |
| Annual Wear Rate | 0.1–4 mg/A·a | ≤ ±0.5 mg/A·a |
| Design Service Life | 10–60 years | ≤ ±2 years |
| Current Density | 100–5000 A/m², Max ≤ 20000 A/m² | Customizable |
| pH Range | 1–14 | Compatible with any electrolyte |
| Operating Temperature | 60–100°C | Customizable |
| Chloride Ion Tolerance | 150–300 g/L | Customizable |
| Fluoride Ion Tolerance | 10–80 mg/L | Customizable |
Project Case
Wstitanium’s MMO titanium anode products are widely used in the global aquaculture industry, helping numerous customers solve water treatment problems and reduce operating costs. Below are some of our typical engineering case studies, covering different aquaculture models and applications.
1: Malaysian Recirculating Aquaculture Base
A large-scale recirculating aquaculture system in Malaysia primarily cultivates valuable marine fish such as turbot, flounder, and tongue sole. The original chemical disinfection system used chlorine dioxide. The disinfection effect was greatly affected by water pH and temperature, easily leading to Vibrio outbreaks. The survival rate of farmed fish was only around 75%. High-density farming resulted in excessive levels of ammonia nitrogen and nitrite in the water, as well as excessive levels of COD and ammonia nitrogen.
Solution
Wstitanium’s technical team conducted a detailed survey and analysis of the base’s water quality parameters, aquaculture model, and treatment requirements, and designed an electrochemical water treatment system based on ruthenium-iridium MMO titanium anodes.
- Processing Capacity: 1000 m³/h
- Anode Coating: RuO₂-IrO₂-TiO₂
- Anode Shape: Mesh
- Size: 1000mm×500mm×1.5mm
- Mesh Size: 3×6mm
- Total Number of Anodes: 96
- Total Effective Anode Area: 48 m²
- Operating Current Density: 500A/m²
- Total Operating Current: 24000A
- Operating Voltage: 3.2-3.5V
- Design Life: 15 years
- Operation: 7*24 hours
Results
Eight modular flat-plate electrolyzers, each equipped with 12 mesh anodes. Twelve 2000A/5V high-frequency switching rectifiers, efficiency ≥95%. Real-time monitoring of residual chlorine, pH, ORP, and other parameters of the water body, automatically adjusting the current intensity to ensure the residual chlorine concentration remains stable at 0.3-0.5 mg/L. Vibrio eradication rate reached over 99.9%. Survival rate increased from 75% to 92%. Ammonia nitrogen removal rate reached over 85%. Nitrite removal rate reached over 95%. COD levels in the water decreased by over 60%.
2. Shrimp Farm
A large shrimp farming company in Poland invested in 20 standard earthen ponds. Each pond is 10 acres in size and primarily raises Litopenaeus vannamei (whiteleg shrimp). The annual production is approximately 100 tons. Traditional earthen pond farming is prone to outbreaks of white spot syndrome and vibriosis, with a survival rate of 30-40%. Antibiotics also lead to excessive drug residues.
Solution
Wstitanium’s technical team designed an in-situ electrochemical water treatment system. Four flexible MMO titanium anode arrays are installed in each pond. The system is solar-powered, has low operating costs, and is easy to install.
- Coating: RuO₂-IrO₂-TiO₂
- Anode Shape: Flexible
- Dimensions: 2000mm × 100mm × 3mm
- 4 groups × 5 = 20 pieces per pond
- Total Number of Anodes: 400 pieces
- Total Effective Anode Area: 160m²
- Operating Current Density: 200A/m²
- Total Operating Current: 32000A
- Operating Voltage: 3.0-3.3V
- Design Life: 10 years
Results
The total number of bacteria in the aquaculture water decreased by more than 90%. The incidence of white spot syndrome plummeted from 32% to 2.1%. The survival rate increased from 35% to 78%. The aquaculture cycle was shortened from 120-150 days to 100-120 days. The yield per acre increased from 500kg to 1200kg. Total production increased from 100 tons to 240 tons. Antibiotic use decreased by more than 75%.
3. Salmon Offshore Aquaculture Platforms
A large Norwegian salmon farming company owns 10 offshore aquaculture platforms in the North Sea. Each platform raises approximately 1 million salmon. Annual salmon production exceeds 100,000 tons, making it one of the world’s largest salmon farming companies. Seawater cage aquaculture is susceptible to sea lice infestations. Sea lice not only feed on the salmon’s blood, causing slow growth and weakened immunity, but also spread diseases. Algae, shellfish, and other marine organisms easily adhere to the surfaces of the cages and equipment, leading to cage blockages.

Solution
Wstitanium designs an electrolytic seawater antifouling and disinfection system based on a ruthenium-titanium coated tubular MMO titanium anode. The system generates hypochlorous acid, effectively killing sea lice larvae, algae, and pathogenic microorganisms while preventing biofouling.
- Shape: Tubular
- Outer Diameter: 50mm
- Wall Thickness: 2mm
- Length: 2000mm
- Number of Anodes per Platform: 24
- Coating: Ruthenium-Titanium (RuO₂-TiO₂)
- Total Number of Anodes: 240
- Total Effective Anode Area: 144m²
- Operating Current Density: 300A/m²
- Total Operating Current: 43200A
- Operating Voltage: 3.1-3.4V
- Design Life: 15 years
Results
Sea lice infection rate decreased by over 90%. Salmon growth rate and survival rate significantly improved. Average weight per salmon increased by 10%, and survival rate increased by 8%. Annual production increased by approximately 8000 tons, generating approximately 480 million Norwegian kroner in revenue. The cleaning cycle for net cages and equipment was extended from 3 months to 12 months. Pathogenic microorganism and organic matter content significantly decreased, meeting Norway’s stringent environmental emission standards. The use of chemical pesticides and disinfectants has been completely eliminated.







{kind=link}
{kind=link}
{kind=link}