

Comprehensive MMO Titanium Anodes for ICCP Solutions
Mixed metal oxide (MMO) titanium anodes, also known as size-stabilized anodes (DSA), have become the mainstream anode choice for ICCP (Impressed Current Cathodic Protection) projects. Their advantages include extremely low electrochemical consumption rates, stable catalytic performance, broad adaptability to various operating conditions, and ultra-long design life. As a professional manufacturer with 12 years of experience in titanium electrode R&D and manufacturing, Wstitanium consistently adheres to international standards, creating a full range of ICCP-specific MMO titanium anode products that comply with ISO, AMPP, ASTM, and DNV international specifications. We provide verifiable, traceable, and acceptance-compliant customized solutions for over 200 cathodic protection projects in more than 30 countries and regions worldwide.
MMO Titanium Anode for ICCP
ICCP cathodic protection systems use an external DC power source to transform the protected metal structure into a cathode, polarizing its potential to a thermodynamically stable, corrosion-resistant range, thereby blocking the oxidation and dissolution reaction of the metal. The MMO titanium anode, as the auxiliary anode in the system, plays a crucial role in transferring current from the power source to the corrosive medium (soil, seawater, fresh water, concrete, etc.) and then to the protected metal structure. The electrochemical reactions during operation are as follows:
Anodic reaction: When current passes through the MMO titanium anode, the active coating surface undergoes either oxygen evolution or chlorine evolution reactions depending on the medium environment, rather than the anode itself undergoing dissolution corrosion:
- Oxygen evolution reaction (neutral/weakly alkaline environments such as soil, fresh water, and concrete): 2H₂O → O₂↑ + 4H⁺ + 4e⁻
- Chlorine evolution reaction (environments such as seawater, high-chloride ion brine, and chemical wastewater): 2Cl⁻ → Cl₂↑ + 2e⁻
Coating System
The coating system is the core of the MMO titanium anode. Its formulation design depends entirely on the working medium environment of the ICCP system. All Wstitanium MMO coating systems strictly adhere to international standards such as AMPP TM0294 and ISO 19097-1, and can be precisely customized to your operating conditions. The following overpotential data are all based on a current density of 1000 A/m² (vs SCE).

Iridium-Tantalum-Titanium anode uses iridium dioxide (IrO₂) as the active component and tantalum pentoxide (Ta₂O₅) as the stabilizing component. The standard molar ratio is 6:4 or 7:3, and the formulation ratio and precious metal loading are adjusted according to the operating conditions. It is currently recognized globally as the optimal coating system for oxygen evolution environments (including soil, fresh water, and concrete). It is suitable for onshore projects such as oil and gas pipelines, storage tank, and bridge structures. It is not recommended for use in strong chlorine evolution conditions with high chloride ion content.
- Standards: ISO 12696, NACE SP0290
- Operating Temperature: -40℃~120℃
- Coating Consumption Rate: ≤2×10⁻⁸ g/A・h
- Oxygen Evolution Overpotential: ≤1.2V (vs SCE)
- Soil/Fresh Water Current ≤200A/m²
- Concrete Current ≤100A/m²

MMO Ruthenium-Iridium-Titanium anode uses ruthenium dioxide (RuO₂) and iridium dioxide (IrO₂) as active components. It offers stability in both oxygen evolution and chlorine evolution environments. It is suitable for complex mixed environments where oxygen and chlorine evolution reactions coexist, including seawater, brackish water, estuaries, high-chloride industrial wastewater, and chemical wastewater areas. It is the preferred coating system for marine/complex projects such as offshore platforms, ships, ports, and wastewater treatment plants.
- Standards: DNV-RP-B401, NACE SP0176
- Chlorine evolution overpotential: ≤1.1V (vs SCE)
- Oxygen evolution overpotential: ≤1.3V (vs SCE)
- Coating consumption rate: ≤5×10⁻⁸ g/A・h
- Lifespan: 15-50 years
- Temperature: -40℃~100℃
- Seawater density ≤500A/m²
- Soil/freshwater density ≤300A/m²,
Ruthenium Tin Titanium
Ruthenium-Tin-Titanium anode uses ruthenium dioxide (RuO₂) as the core active component, and titanium dioxide (TiO₂) and tin dioxide (SnO₂) as stabilizing components. Its cost is lower than that of the ruthenium-iridium-titanium anode, making it a cost-effective solution for high-chloride ion environments. It is designed for conditions with strong chloride evolution, including: seawater, high-salinity brine, seawater desalination plants, chlor-alkali industrial wastewater, and high-chloride ion chemical media.
- Standards: AWWA D104, NSF/ANSI 61
- Chlorine evolution overpotential: ≤1.0V
- Seawater/High chlorine current: ≤800A/m²
- Coating consumption rate: ≤3×10⁻⁸ g/A・h
- Temperature: -40℃~90℃
- Lifespan: 15-30 years
Platinum group titanium anodes use platinum (Pt) as the core active component. They possess an extremely wide operating potential range and ultra-high chemical stability, making them a customized solution for special extreme conditions. They are suitable for high-resistivity soils, drinking water pipe networks, and high-potential special conditions, serving as a high-end specialized coating system. Platinum group titanium anodes are relatively expensive and are not recommended for routine low-current-density applications.
- Current Density: ≤1000A/m²
- Standards: NSF/ANSI 61, GJB
- Operating Potential: -0.5V~+14V (vs SCE)
- Coating Consumption Rate: ≤1×10⁻⁹ g/A・h
- Temperature: -60℃~150℃
- Lifespan: 20-50 years
Full Range of MMO Titanium Anodes for ICCP
The structural form of a titanium anode determines its installation adaptability, current distribution uniformity, and protective effect. Wstitanium has developed 6 mainstream MMO titanium anode products specifically for cathodic protection, fully covering installation scenarios across all industries and complying with standards such as ASTM, NACE/AMPP, and ISO.
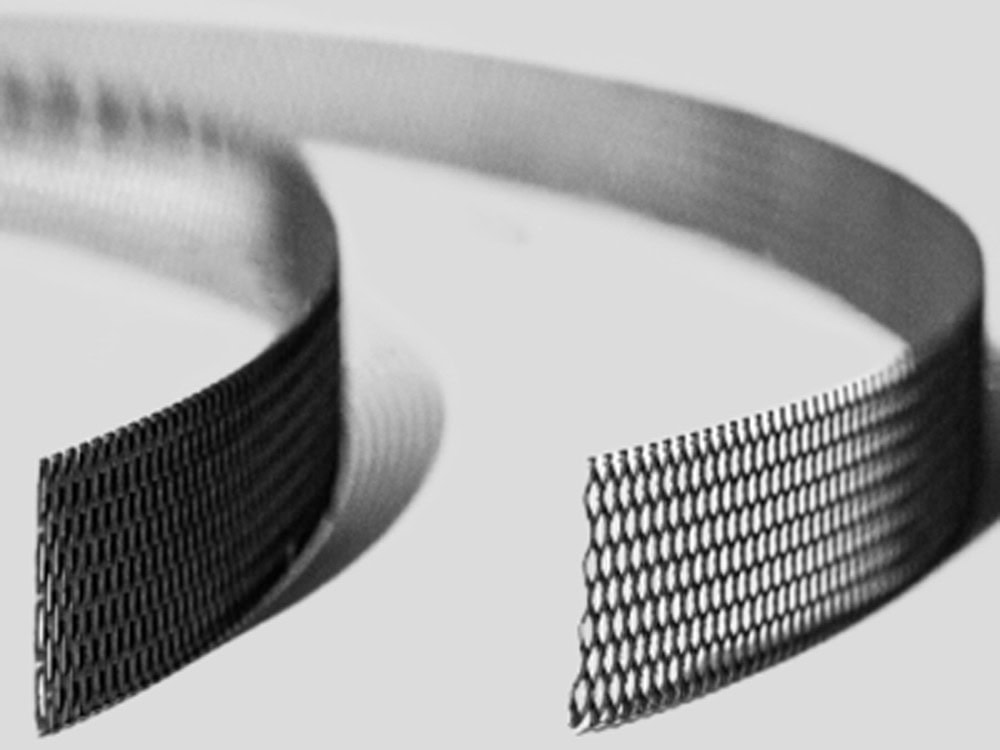
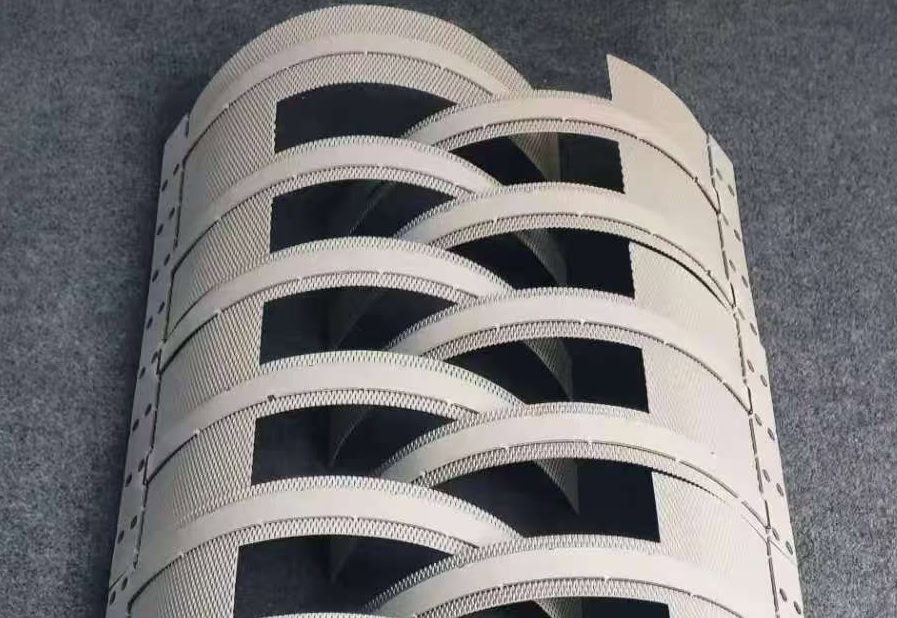
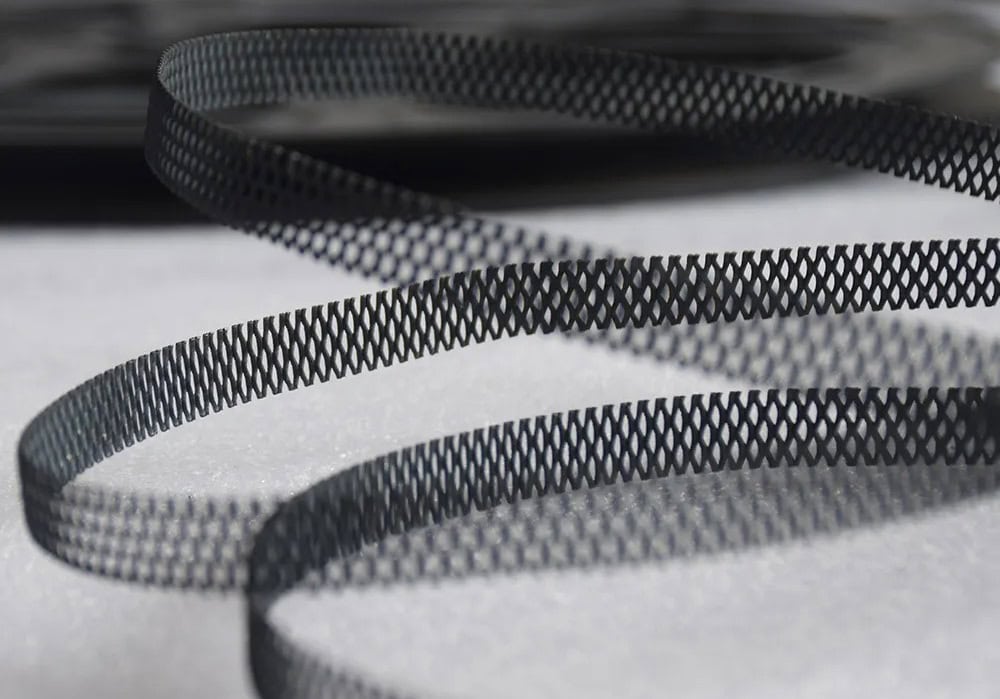
MMO Flexible Anode
Based on ASTM B265 Grade 1/2 pure titanium strip. Includes conductive connectors, seals, and fasteners, offering excellent flexibility and fit. Recommended for: reinforced concrete structures, tank bottom plates, flat metal structures, and large-area planar corrosion protection.
- Width: 6.35mm, 12.7mm, 25.4mm, etc.
- Thickness: 0.5mm, 1.0mm, 1.5mm, 2.0mm, etc.
- Concrete ≤100A/m², Soil/Tank ≤200A/m²
- Design life: 20-50 years

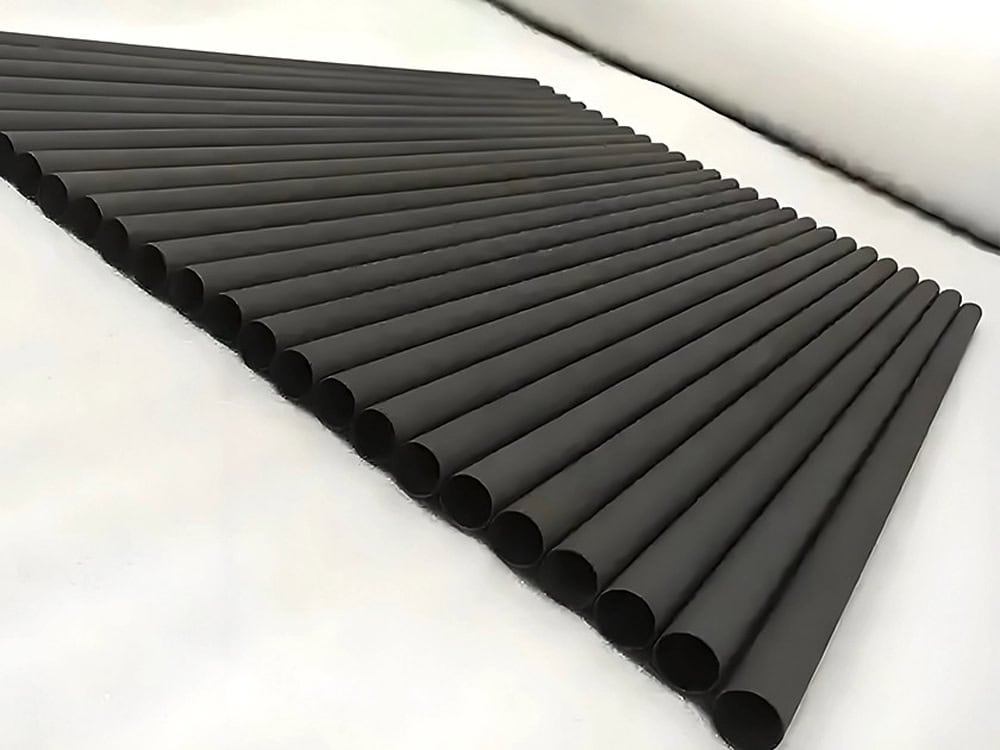
MMO Tube Anode
Based on ASTM B338 Grade 1/2 seamless titanium tubing. Both ends are fitted with conductive connectors, seals, and cable connection structures. Recommended environments: soil, fresh water, seawater, wastewater, underwater structures, tank interiors, etc.
- Tube Diameter: 10mm-800mm
- Soil/Freshwater Current ≤300A/m²
- Seawater Current ≤500A/m²
- Length: 0.5m-6.0m

MMO Probe / Internal Anode
Based on small-diameter ASTM B338/B348 Grade 1/2 titanium tubes/rods, it is directly inserted into confined spaces such as pipes, tanks, and concrete. Recommended environments: pipework, tank interiors, reactor cavities, heat exchangers, concrete structures, etc.
- Diameter: 3-12.7mm
- Current density: ≤300A/m²
- Standards: NACE SP0108, ISO 12696
- Length: 50mm-1000mm (customizable)

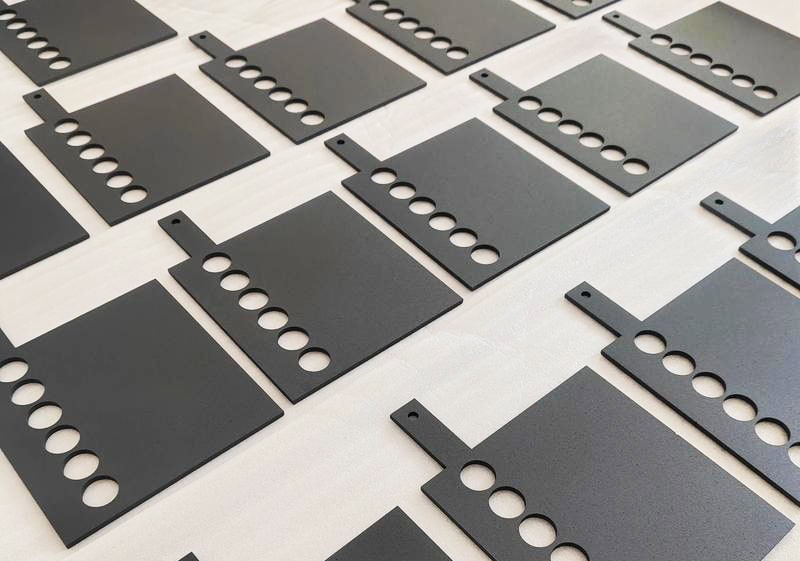
MMO Disc Titanium Anode
Based on ASTM B265 Gr1/2 titanium discs/plates. Installed by bolting or welding. It is a dedicated anode for ships and offshore platforms. Recommended environments: seawater, freshwater, ship hulls, ballast tanks, submersible tanks, etc.
- Lifespan: 15-30 years
- Diameter: 50mm-500mm
- Thickness: 1.0mm-3.0mm
- Seawater environment ≤500A/m²

MMO Rod Titanium Anodes
Based on ASTM B338 Gr1/2 pure titanium. Excellent mechanical properties, strong anti-interference ability, uniform current density distribution, and capable of carrying large rated currents. Suitable for soil, fresh water, seawater, mud, etc.
- Coating: 5-20μm
- Coating strength ≥20MPa
- Length: Maximum 6000mm
- Diameter: Φ10mm-Φ114mm
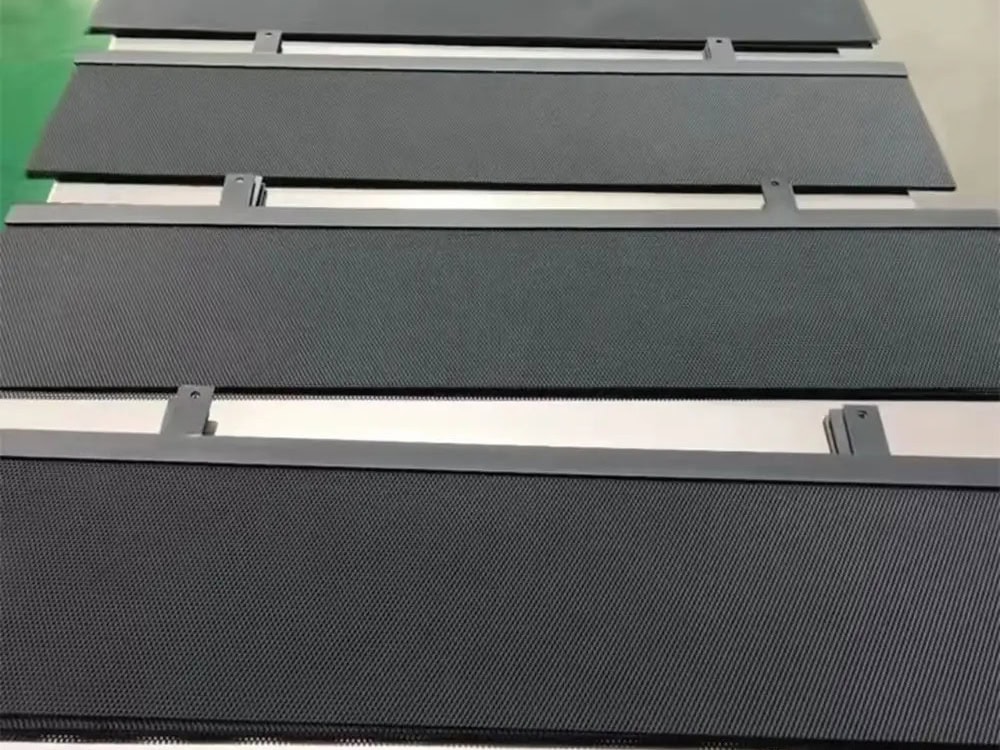
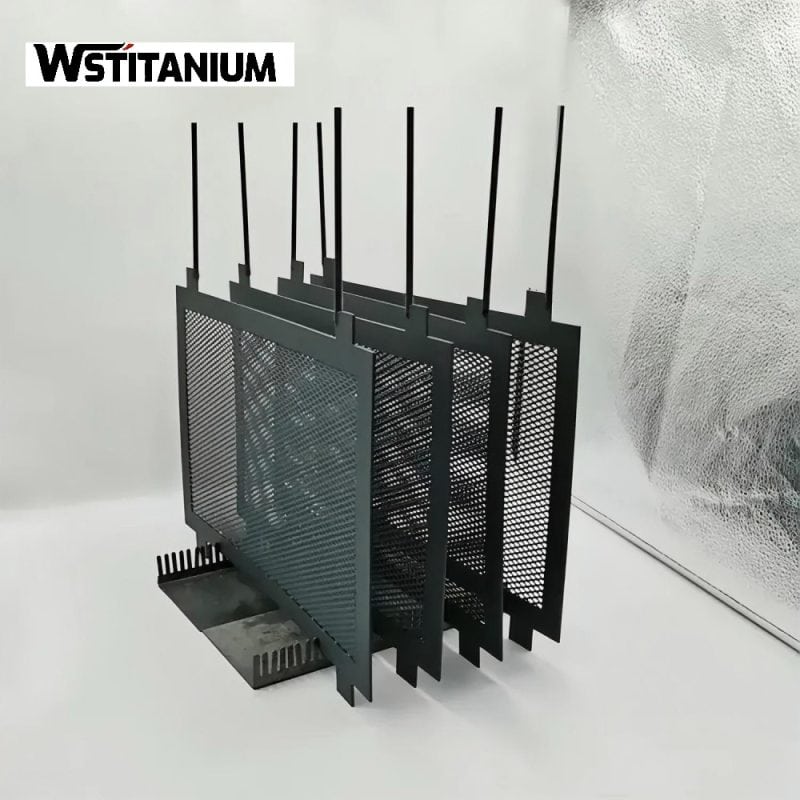
MMO Plate Anode
Based on ASTM B265 Gr1/2 titanium plate, it is designed for applications such as concrete and tank bottoms. It provides uniform current distribution, achieving large-area, uniform current release. Potential fluctuations are controlled within ±0.1V.
- Soil/Freshwater Current: ≤200A/m²
- Seawater/Concrete Current: ≤500A/m²
- Tensile Strength ≥345MPa
- Yield Strength ≥275MPa
MMO Titanium Anode Cathodic Protection Solutions
Based on a full range of coating systems and product forms, Wstitanium MMO titanium anodes perfectly cover cathodic protection scenarios in 12 core industrial sectors. We have developed customized standardized solutions for the corrosion pain points and operating conditions of each industry, which have been validated in thousands of engineering projects.
Oil & Gas
Core facilities such as oil and gas pipelines, crude oil storage tanks, and gathering and transmission networks are exposed to chloride ion corrosive environments such as soil, seawater, and high-salinity brine, posing an extremely high risk of corrosion.
Wstitanium Solutions
Onshore Long-Distance Oil and Gas Pipelines: We recommend a combination of linear MMO titanium anodes and deep-well anode strings, with an iridium-tantalum oxide coating system.
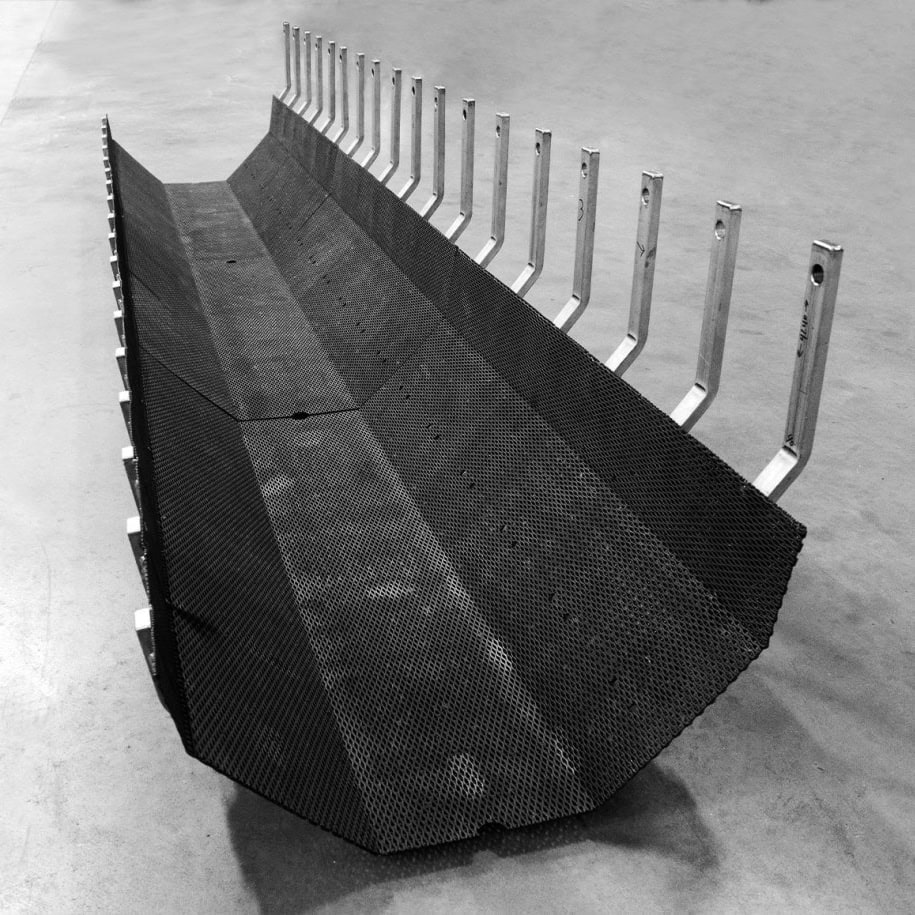
Storage Tank Bottom: We recommend a mesh-strip MMO titanium anode solution, with an iridium-tantalum oxide coating system, arranged in a “ring + radial” pattern to achieve full coverage and uniform protection for ultra-large storage tanks of 100,000 m³ and above.
Offshore oil and gas platforms / subsea pipelines: A combination of tubular MMO titanium anodes and disc-shaped MMO titanium anodes is recommended, with an iridium-ruthenium oxide coating system.
Oil and gas field downhole equipment / gathering and transportation networks: A probe-type MMO titanium anode + linear MMO titanium anode solution is recommended, with an iridium-ruthenium oxide coating system.
Refinery equipment: Cathodic protection for refinery circulating water pipelines, storage tanks, and reactors uses built-in probe anodes and tubular anodes.

Municipal Facilities
Water supply/gas pipelines, sewage treatment plants, landfills, and other facilities corrode extremely rapidly in environments with high acidity, high alkalinity, high chloride ion content, and organic pollutants.
Wstitanium Solutions
Urban Water Supply/Gas Pipeline Networks: Linear MMO titanium anodes + pre-packaged tank anodes are recommended. For drinking water applications, a platinum group metal coating system is used.
Wastewater Treatment Plant Equipment: Tubular MMO titanium anodes + strip MMO titanium anodes are recommended, with an iridium-ruthenium oxide coating system.
Landfill Leachate Collection Systems: Linear MMO titanium anodes + strip MMO titanium anodes are recommended, with an iridium-ruthenium oxide coating system, achieving long-term corrosion protection for leachate pipelines and collection tanks.
Metro and Rail Transit: For cathodic protection of the main structural steel reinforcement of metro tunnels, track bed reinforcement, and station steel structures, strip mesh anodes are used, complying with ISO 12696:2020 and AMPP SP0290-2019 standards.
Concrete
The corrosion risk of concrete infrastructure such as cross-sea bridges, port terminals, subway tunnels, highways, and high-rise buildings stems from chloride ion penetration and carbonation leading to steel reinforcement corrosion.
Wstitanium Solutions
For cross-sea/river bridges and port structures: A strip/mesh strip MMO titanium anode + probe-type MMO titanium anode solution with an iridium-tantalum oxide coating system is recommended.
For subway tunnels and rail transit concrete structures: A strip MMO titanium anode solution with an iridium-tantalum oxide coating system is recommended. Continuous application along the entire tunnel length effectively resists stray current corrosion.
For highways and water conservancy engineering concrete structures: A strip MMO titanium anode + probe-type MMO titanium anode solution with an iridium-tantalum oxide coating system is recommended.
For concrete structure repair: A probe-type MMO titanium anode solution with an iridium-tantalum oxide coating system is recommended. This eliminates the need for large-area concrete stripping, allowing for direct implantation and significantly reducing costs.

Marine Projects
The marine environment is the most corrosive environment; the high salinity, high humidity, and high flow rate of seawater cause corrosion of steel structures more than 10 times faster than in the atmosphere.
Wstitanium Solutions
Ship Hulls and Ballast Tanks: Disc-shaped MMO titanium anodes are recommended, employing an iridium-ruthenium oxide coating system, conforming to DNV-RP-B401 and relevant IMO specifications, with a design life of 15-30 years.
Offshore Wind Turbine Monopile Foundations/Jackets: Tubular MMO titanium anodes are recommended, employing an iridium-ruthenium oxide coating system, conforming to DNV-OS-J101 and IEC 61400 standards, with a design life of 25-30 years.
Offshore platforms/underwater facilities in ports: A combination of tubular MMO titanium anodes and disc-shaped MMO titanium anodes is recommended, employing an iridium-ruthenium oxide coating system, conforming to NACE SP0176 standards, with a design life of 20-50 years, suitable for various corrosive environments including fully submerged marine areas, tidal zones, and splash zones.
MMO Titanium Anode Selection Guide
Correct selection and design are prerequisites for ensuring that MMO titanium anodes reach their design life and achieve optimal protection. Based on 12+ years of engineering experience, Wstitanium has developed a standardized MMO titanium anode selection and design guide to help you avoid mistakes and ensure the long-term stable operation of your ICCP system.
Selection Principles
Based on the dielectric environment and primary conductive chemical reactions of the protected structure, select the appropriate coating system. All designs must strictly adhere to NACE/AMPP, ISO, ASTM, and industry-specific international standards. The total output capacity and design life of the anode must allow for a safety factor of 1.2-1.5 times. The anode shape and arrangement design must ensure that all areas of the protected structure are within a stable protection potential range, preventing under-protection and over-protection.
Confirm Project Parameters
This is the foundation for selection. All operating parameters must be obtained through on-site testing or laboratory analysis; estimations based on experience are prohibited. Wstitanium requires you to provide the following complete operating parameters during your inquiry and selection process. We provide you with accurate, compliant, and feasible selection solutions.
Protected Structure
- Material
- Geometric Dimensions
- Surface Area
- Corrosion Protection
- Damage Rate
- Design Life
Medium Environment
- pH value
- Chemical elements
- Chloride ion content
- Resistivity/Conductivity
- Maximum/Minimum/Temperature
- Soil/Freshwater/Seawater/Concrete, etc.
Installation
- Installation Space
- Construction Conditions
- Surrounding Metal Structures
- Strray Current Interference
- Environmental Requirements
Calculating Total Protective Current
The total protective current is the foundation of the selection and design and must be accurately calculated based on authoritative standards. The calculation formula is as follows:
Total Protective Current I = S × i × K
S: Total exposed metal surface area of the protected structure (㎡). The design damage rate of the anti-corrosion layer must be considered. The damage rate of the anti-corrosion layer for new pipelines is usually taken as 1%-3%, while for in-service pipelines, it needs to be determined based on the test results.
i: Design current density (A/㎡). The reference values are as follows (compliant with NACE SP0169 and ISO 15589-1 standards):
- Intact corrosion-resistant onshore pipelines: 0.00001-0.0001 A/㎡
- Exposed steel structures in soil environments: 0.01-0.05 A/㎡
- Exposed steel structures in freshwater environments: 0.05-0.1 A/㎡
- Exposed steel structures in seawater environments: 0.1-0.3 A/㎡
- Reinforced concrete structures: 0.001-0.005 A/㎡
K: Safety factor, typically 1.2-1.5, to account for factors such as corrosion layer aging and environmental changes.
Suitable Coating System
Based on the dominant conductive chemical reactions of the dielectric environment, the following selection rules must be strictly followed. This is crucial to ensuring anode lifespan.
| Dominant Reaction | Working Condition | Recommended Coating | Prohibited Coating |
|---|---|---|---|
| Oxygen Evolution Reaction (OER) Dominant | Soil, fresh water, concrete, low chloride ion environment. | Iridium-tantalum oxide coating system | Ruthenium-titanium-tin oxide coating system |
| Chlorine Evolution Reaction (CER) Dominant | Seawater, high chloride ion brine, seawater desalination. | Ruthenium-titanium-tin oxide coating system | Iridium-tantalum oxide coating system (long-term working condition) |
| Mixed Oxygen & Chlorine Evolution Reaction | Brackish water, estuary, sewage, complex media. | Iridium-ruthenium oxide coating system | None, formula can be adjusted according to the proportion of reactions. |
| Special Working Conditions: Drinking Water, High Resistivity, High Potential | Drinking water pipe network, deep well anode, military equipment. | Platinum group metal coating system | Conventional ruthenium-based coating systems |
Suitable Anode Shape
Based on the geometry of the protected structure, installation environment, and current distribution requirements, the appropriate anode shape is selected. The matching rules are as follows:
| Anode Shape | Suitable Applications | Key Advantages | Not Recommended |
|---|---|---|---|
| Ribbon / Mesh | Concrete steel reinforcement, storage tank bottom plates, large-area flat structures | Excellent flexibility, uniform current distribution | Long-distance linear structures, deep well environments |
| Linear / Wire | Long-distance transmission pipelines, long-distance pipe networks, tunnel linear structures | Long-distance continuous output, low voltage drop | Narrow inner cavities, scenarios with concentrated output at high current density |
| Tubular | Shallow buried ground beds, underwater structures, storage tank inner walls, general-purpose scenarios | Strong versatility, high structural strength | Extremely narrow spaces, long-distance continuous protection scenarios |
| Deep Well Anode String | High resistivity soil, confined spaces, centralized ground beds for long-distance transmission pipelines | Small footprint, low grounding resistance, strong anti-interference performance | Low resistivity soil, small-scale projects |
| Pre-packaged Canister | Small and medium-sized pipelines, small storage tanks, decentralized projects | Prefabricated design, easy installation, low cost | Large storage tanks, long-distance pipelines, high resistivity environments |
| Probe | Pipeline inner walls, narrow inner cavities, in-service structure repair | Compact size, perfectly adaptable to confined spaces | Large-area scenarios, high current output scenarios |
| Disc / Wafer | Ships, offshore platforms, underwater structures | Easy installation, excellent water flow impact resistance | Buried in soil, long-distance linear structures |
FAQ
Answer: The design life of an MMO titanium anode must strictly follow the calculation formulas of NACE SP0169-2021 and ISO 19097-2:2018 standards:
Theoretical Design Life L = (M × η) / (i × r × H)
L: Theoretical design life (years)
M: Precious metal loading on the anode surface (g/㎡)
η: Precious metal utilization rate, usually taken as 70%-80% (standard recommended value)
i: Actual operating current density of the anode (A/㎡)
r: Coating consumption rate (g/A・h), obtained from accelerated life testing, iridium-tantalum system ≤2×10⁻⁸ g/A・h
H: Annual operating hours, usually taken as 8760h (continuous operation throughout the year)
At the same time, a safety factor of 1.2-1.5 times must be reserved to ensure that the actual service life of the anode is not less than the project design requirements.
Answer: Based on ISO 12696 and NACE SP0169 standards, the suitable scenarios for different shapes of MMO titanium anodes are as follows:
Strip/Mesh Strip: Reinforced concrete, tank bottom plates, large-area flat structures. Advantage: Uniform current distribution.
Linear/Linear: Long-distance oil and gas pipelines, water/gas supply networks, long-distance linear structures. Advantage: Continuous output over long distances.
Tube: Shallow-buried anode beds, underwater structures, tank inner walls. Suitable for most common scenarios.
Deep Well Anode String: High resistivity soils, urban confined spaces, centralized ground beds for long-distance pipelines. Advantage: Low grounding resistance, small footprint.
Pre-packaged Tank Type: Small and medium-sized pipelines, small storage tanks, decentralized projects. Advantage: Prefabrication, easy installation.
Probe Type/Built-in Type: Pipeline inner walls, narrow cavities, repair of in-service concrete structures. Its advantages include compact size, making it suitable for confined spaces.
Disc/Slab-shaped: Used for ship hulls, ballast tanks, and underwater structures on offshore platforms. Advantages include easy installation and resistance to water flow impact.
Answer: Based on DNV-RP-B401 and NACE SP0176 standards, seawater environments present a mixed condition of strong chlorine evolution and oxygen evolution. The selection rules for coating systems are as follows:
Iridium-ruthenium oxide coating system is the preferred choice: It balances the stability of both chlorine and oxygen evolution reactions. It has a low coating consumption rate and a design life of 20-50 years, making it the optimal solution for seawater environments. It is suitable for ships, offshore platforms, offshore wind power, etc.
A cost-effective solution: Ruthenium-titanium-tin oxide coating system is optimized for strong chlorine evolution conditions. It has extremely strong electrocatalytic activity for chlorine evolution, lower cost, and a design life of 15-30 years. It is suitable for seawater desalination, concentrate pipelines, etc.
Iridium-tantalum oxide coating system is strictly prohibited: Under long-term seawater chlorine evolution conditions, the coating consumption rate of the iridium-tantalum system will increase dramatically, significantly shortening its lifespan.
Answer: Accelerated life testing is a core method for verifying the stability of MMO titanium anode coatings and assessing their actual service life. It is strictly performed in accordance with NACE TM0294-2018 and ISO 19097-2:2018 standards.
Oxygen evolution condition test medium: 1 mol/L H₂SO₄ solution, temperature 25℃±2℃, test current density 10000 A/m².
Chlorine evolution condition test medium: 3.5% NaCl solution, temperature 25℃±2℃, test current density 5000 A/m².
Failure criterion: A 2V increase in tank voltage compared to the initial value indicates coating failure; the failure time is recorded.
Actual life conversion method:
Actual design life = Accelerated failure time × (Accelerated current density / Actual operating current density) × Attenuation coefficient.
The attenuation factor is typically set between 0.5 and 0.7 to correct for discrepancies between accelerated testing and actual operating conditions, and is recommended by standards. For example, for an iridium-tantalum coating under oxygen evolution conditions, if the accelerated test failure time is 200 hours, the accelerating current density is 10,000 A/m², the actual operating current density is 200 A/m², and the attenuation factor is 0.6, then the actual lifespan is: 200 × (10,000/200) × 0.6 = 60,000 hours ≈ 6.85 years.
Answer: Based on ISO 19097-1:2017 and ASTM B338 standards, the product quality of MMO titanium anodes can be quickly judged through the following 5 dimensions:
Substrate Appearance and Quality: High-quality products use brand new ASTM Grade 1/2 pure titanium with a smooth surface, free of cracks, pores, and oxide scale.
Coating Appearance Quality: The coating of high-quality products is uniform, dense, and smooth, dark gray or black, with no missed areas, runs, bulges, peeling, or cracks.
Coating Adhesion: The coating of high-quality products has extremely strong adhesion to the titanium substrate. Using the ISO 2409 cross-cut adhesion test, the adhesion reaches grade 0, and there is no coating peeling off when scratched with a hard object.
Electrical Performance Testing: High-quality products have good conductivity, with a connection resistance between the anode and the cable ≤1mΩ. Under rated current density, the tank voltage is stable with minimal fluctuations.
Joint and sealing quality: High-quality products have firmly welded joints, perfect sealing structure, no burrs or defects on the surface, and no leakage after water pressure test.
Answer: MMO titanium anodes can be safely used in drinking water pipe networks, clear water tanks, and drinking water treatment equipment, but they must comply with stringent global drinking water safety standards.
Coating System: Platinum group metal coating systems are preferred, or iridium-based coating systems that have passed food safety certification. Coatings containing toxic heavy metals such as lead and cadmium are strictly prohibited.
US Standard: NSF/ANSI 61 “Drinking Water System Components – Health Effects” is the most authoritative global drinking water safety standard, and certification and testing must be obtained according to this standard.
Chinese Standard: GB/T 17219 “Safety Evaluation Standard for Drinking Water Transmission and Distribution Equipment and Protective Materials”.
EU Standard: EN 12873 “Impact of Materials Used in Drinking Water Treatment on Water Quality”.
Design and Installation: The installation of the anode must not affect the safety of drinking water quality. All materials in contact with water must comply with drinking water safety standards. Seals must be made of food-grade materials; the use of toxic or harmful sealants and fillers is strictly prohibited.
Operational control requirements: Strictly control the working current density and potential of the anode to avoid generating excessive disinfection byproducts and ensure that the effluent quality meets drinking water hygiene standards.







{kind=link}
{kind=link}
{kind=link}