

Mixed metal oxide (MMO) titanium anodes have become the preferred anode material for impressed current cathodic protection (ICCP) systems in the oilfield and natural gas industries. Wstitanium, a leading MMO titanium anode manufacturer in China, focuses on providing high-quality, customized titanium anode solutions to global customers. Our products strictly adhere to standards such as ISO, AMPP (NACE), ASTM, and DNV, and have been successfully applied in over 200 cathodic protection projects in more than 30 countries and regions worldwide.
Purpose of this blog
We have gained a deep understanding of the characteristics and challenges of oilfield corrosion and have developed a series of MMO titanium anode products specifically for oilfield applications. These provide long-term, reliable corrosion protection for well casing, gathering and transportation pipelines, storage tanks, offshore platforms, and more. This page will detail the technical principles, coating systems, parameter comparisons, shape types, and customized solutions for MMO titanium anodes used in oilfields. We hope that this professional information will help you better understand the application value of MMO titanium anodes in oilfields and provide the most suitable solutions for your oilfield corrosion protection projects.

Oilfields face challenges
In oilfields, from well casings thousands of meters underground to gathering and transportation pipelines, storage tanks, and offshore platforms on the surface, all metal structures face complex and severe corrosion threats. The corrosive environment of oilfields has the following significant characteristics:
High chloride ion concentration: The chloride ion content in produced water is typically between 1,000 and 100,000 ppm, and can even reach as high as 200,000 ppm, which easily causes pitting and crevice corrosion in metals.
Complex electrochemical environment: The presence of various corrosive gases such as dissolved oxygen, carbon dioxide, and hydrogen sulfide forms complex corrosion cells.
High temperature and high pressure: Downhole temperatures can reach above 177°C, and pressures exceed 100 MPa, accelerating the corrosion reaction rate.
Microbial corrosion (MIC): Sulfate-reducing bacteria (SRB) and other microorganisms proliferate under suitable conditions, producing corrosive substances such as hydrogen sulfide.
Traditional corrosion prevention technologies, such as coating protection and sacrificial anode cathodic protection, have many limitations in the complex environment of oilfields. The coating is easily damaged during construction and use, forming corrosion pits. Sacrificial anodes, on the other hand, suffer from problems such as unstable current output, short lifespan, and frequent replacement.
MMO Titanium Anode Coating for Oilfields
The core performance of MMO titanium anodes depends on their surface mixed metal oxide coating. The coating not only determines the anode’s electrocatalytic activity, current efficiency, and consumption rate, but also affects its lifespan and applicable environment. Wstitanium has developed a variety of specialized coating systems tailored to the corrosion characteristics of different oilfield applications.

Iridium-tantalum based coatings are the most widely used coating systems in oilfield soil and freshwater environments. They exhibit excellent oxygen evolution reaction (OER) catalytic activity and chemical stability.
- pH 0-14
- Current Efficiency ≥95%
- Lifespan 20-30 years
- Coating Thickness: 5-20μm
- Coating Loading: 10-30g/m²
- Oxygen Evolution Overpotential ≤1.385V
- Annual Consumption Rate ≤0.5mg/A・a
- Molar Ratio 70% IrO₂ + 30% Ta₂O₅
- Current Density: ≤1000A/m²
- Temperature: -40℃ to 85℃
- For cathodic protection of buried oil well casings
- For cathodic protection of long-distance oil and gas pipelines
- For soil-side cathodic protection of storage tank bottoms
- For protection of oilfield facilities in freshwater
- For reinforcement protection in concrete structures

Ruthenium-iridium coatings are a coating system specifically developed for chloride ion-containing environments. They exhibit excellent chlorine evolution catalytic activity and resistance to chloride ion corrosion.
- pH 0-12
- Current efficiency: ≥90%
- Coating thickness: 5-15μm
- Coating loading: 8-25g/m²
- Temperature: -40℃ to 120℃
- Chlorine evolution overpotential: 1.13V
- Chloride ion resistance: ≤200,000 ppm
- Good resistance to reverse current
- 40% RuO₂ + 20% IrO₂ + 40% TiO₂
- Current density: ≤600A/m² (seawater)
- For offshore oil platform protection
- For cathodic protection of subsea oil and gas pipelines
- For oilfield produced water treatment systems
- For seawater desalination plants
- For industrial wastewater containing chloride ions

Platinum-iridium combines the high conductivity of platinum with the high stability of iridium oxide, making it suitable for demanding special applications. It operates stably under extremely high current densities and in the most severe corrosive environments.
- pH:1-14
- Current efficiency: ≥98%
- Coating thickness: 1-10μm
- Coating loading: 8-25g/m²
- 30% Pt + 70% IrO₂ (mass ratio)
- Annual consumption rate ≤0.1mg/A・a
- Coating thickness: 2-10μm
- Coating loading: 5-20g/m²
- Current density: ≤6000A/m²
- Temperature: -60℃ to 150℃
- For high resistivity soils
- For wells over 100 meters deep
- For lifespan exceeding 30 years
- For harsh marine environments
- For high temperature and high pressure applications
MMO Titanium Anode Comparison
To provide you with a more intuitive understanding of the performance differences between MMO titanium anodes with different coating systems, we have conducted a comprehensive parameter comparison across multiple key technical dimensions. These parameters are based on actual test data from the Wstitanium laboratory and a summary of extensive engineering application experience.
| Performance Parameter | IrO₂-Ta₂O₅ | RuO₂-IrO₂-TiO₂ | Pt-IrO₂ |
|---|---|---|---|
| Catalytic Reaction | Oxygen Evolution Reaction (OER) | Chlorine Evolution Reaction (CER) | Oxygen + Chlorine Evolution Reaction |
| Oxygen Evolution Potential (V) | 1.385 | 1.52 | 1.45 |
| Chlorine Evolution Potential (V) | 1.48 | 1.13 | 1.25 |
| Current Efficiency (%) | 90-98 | 85-95 | 95-99 |
| Annual Wear Rate (mg/A·a) | ≤ 0.5 | ≤ 1.0 | ≤ 0.1 |
| Chloride Resistance | Fair (≤ 5000 ppm) | Excellent (≤ 200000 ppm) | Excellent (≤ 100000 ppm) |
| Acid Resistance (pH) | 0-14 | 2-12 | 0-14 |
| Current Density (A/m²) | ≤ 100 (Soil) | ≤ 600 (Seawater) | ≤ 2000 |
| Design Life (Years) | 20-30 | 15-25 | 30-50 |
| Relative Cost | Medium | Low | High |
| Optimal Application Environment | Soil, Freshwater, Concrete | Seawater, Chloride-Containing Wastewater | High-Demand, Long-Lifespan Projects |
Coating Selection Principles:
1. Environmental Principle: Select coatings based on the corrosive media of the application environment. For soil and freshwater environments dominated by oxygen evolution reactions, prioritize iridium-tantalum coatings. For seawater and chloride-containing environments dominated by chlorine evolution reactions, prioritize ruthenium-iridium-titanium coatings.
2. Lifespan Matching Principle: Select coating thickness according to the design service life of the protected facility. Coating thickness is proportional to service life; we can customize coating thickness based on your specific lifespan requirements.
3. Economic Principle: Iridium-tantalum and ruthenium-iridium-titanium coatings typically offer the best cost-performance ratio. For special conditions such as high temperature, high pressure, and high resistivity, our technical team will provide customized coating formulations and solutions.
Wstitanium has a professional coating R&D team and advanced laboratory equipment. We can customize and develop special-formula MMO coatings according to your project needs, ensuring the best corrosion protection in any harsh oilfield environment.
Electrochemical performance comparison
| Electrochemical Parameter | Ir-Ta (Iridium-Tantalum) | Ru-Ir-Ti (Ruthenium-Iridium-Titanium) | Pt-Ir (Platinum-Iridium) | Standard / Test Method |
|---|---|---|---|---|
| Open Circuit Potential (V vs CSE) | +0.6 ~ +0.8 | +0.5 ~ +0.7 | +0.7 ~ +0.9 | NACE TM0108-2008 |
| Operating Potential (V vs CSE) | +1.0 ~ +1.5 | +0.9 ~ +1.4 | +0.8 ~ +1.3 | NACE TM0108-2008 |
| Polarization Resistance (Ω·cm²) | ≤ 0.5 | ≤ 0.8 | ≤ 0.3 | Electrochemical Impedance Spectroscopy (EIS) |
| Exchange Current Density (A/cm²) | 1×10⁻⁶ | 5×10⁻⁷ | 5×10⁻⁶ | Tafel Extrapolation Method |
| Current Efficiency (%) | 90–98 | 85–95 | 95–99 | Coulometric Analysis |
| Coating Resistivity (Ω·cm) | ≤ 1×10⁻⁴ | ≤ 5×10⁻⁴ | ≤ 1×10⁻⁵ | Four-Point Probe Method |
| Accelerated Life Test (h) | ≥ 3000 | ≥ 2000 | ≥ 5000 | NACE TM0108-2008 (1M H₂SO₄, 2A/cm²) |
Accelerated Life Test Description:
The accelerated life test is an important method to evaluate the service life of MMO titanium anodes. The test conditions are: 1M H₂SO₄ solution, temperature 25°C, current density 2A/cm². The anode is considered failed when the cell voltage rises by more than 5V. All Wstitanium products must pass strict accelerated life tests to ensure they meet the design life requirements.
Physical performance comparison
| Physical Parameter | Ir-Ta (Iridium-Tantalum) | Ru-Ir-Ti (Ruthenium-Iridium-Titanium) | Pt-Ir (Platinum-Iridium) | Standard / Test Method |
|---|---|---|---|---|
| Coating Hardness (HV) | 800–1000 | 700–900 | 900–1100 | Vickers Hardness Tester |
| Coating Adhesion Strength (MPa) | ≥ 30 | ≥ 25 | ≥ 35 | Scratch Test Method |
| Coating Porosity (%) | ≤ 0.1 | ≤ 0.2 | ≤ 0.05 | Copper Sulfate Immersion Method |
| Titanium Substrate Purity (%) | ≥ 99.5 (Gr1/Gr2) | ≥ 99.5 (Gr1/Gr2) | ≥ 99.5 (Gr1/Gr2) | ASTM B265 / B338 |
| Titanium Substrate Density (g/cm³) | 4.51 | 4.51 | 4.51 | ASTM B265 / B338 |
| Titanium Substrate Tensile Strength (MPa) | ≥ 240 (Gr1) / ≥ 345 (Gr2) | ≥ 240 (Gr1) / ≥ 345 (Gr2) | ≥ 240 (Gr1) / ≥ 345 (Gr2) | ASTM B265 / B338 |
| Temperature Range (°C) | -40 ~ 85 | -40 ~ 120 | -40 ~ 150 | Verified by Practical Engineering |
Environmental adaptability comparison
| Environment / Property | Ir-Ta Coating | Ru-Ir-Ti Coating | Pt-Ir Coating |
|---|---|---|---|
| Soil Corrosion Resistance | Excellent | Good | Excellent |
| Freshwater Corrosion Resistance | Excellent | Good | Excellent |
| Seawater Corrosion Resistance | Fair | Excellent | Superior |
| Chloride Ion Corrosion Resistance (ppm) | ≤ 5000 | ≤ 200000 | ≤ 100000 |
| Hydrogen Sulfide Corrosion Resistance | Good | Fair | Superior |
| CO₂ Corrosion Resistance | Excellent | Good | Excellent |
| Microbiological Corrosion Resistance | Good | Fair | Superior |
| Stray Current Interference Resistance | Excellent | Good | Excellent |
| Reverse Current Resistance | Good | Excellent | Superior |
| Shock & Vibration Resistance | Excellent | Excellent | Excellent |
Comprehensive comparison with traditional anodes
| Performance Indicator | MMO Titanium Anode | High Silicon Cast Iron Anode | Graphite Anode | Magnetite Anode | Platinum-Iridium Anode |
|---|---|---|---|---|---|
| Consumption Rate (kg/A·a) | < 0.001 | 0.1–0.5 | 0.5–1.0 | 0.1–0.2 | < 0.0001 |
| Design Service Life (Years) | 20–50 | 10–20 | 5–10 | 15–20 | 30–60 |
| Current Efficiency (%) | 80–95 | 60–70 | 50–65 | 70–80 | 95–99 |
| Current Density (A/m²) | 100–600 | 5–20 | 5–15 | 10–30 | 100–500 |
| Grounding Resistance | Low | Medium | Medium | Medium | Low |
| Maintenance | Maintenance-free throughout life | Periodic inspection required | Periodic replenishment required | Low maintenance | Maintenance-free throughout life |
| Impact Resistance | Excellent | Poor | Poor | Fair | Excellent |
| Installation | Easy | Difficult (Heavy weight) | Difficult (Fragile) | Fair | Easy |
| Environmental Adaptability | Wide range | General | General | General | Wide range |
| Total Cost of Ownership (TCO) | Lowest | Medium | High | Medium | Highest |
MMO Titanium Anode Structure
Wstitanium offers a full range of MMO titanium anode shapes for oilfield applications, including tubes, strips, wires, meshes, discs, and rods, to meet the cathodic protection needs of various oilfield facilities.

Tubular Titanium Anode
- For deep well anode systems
- For long-distance oil and gas pipelines
- For large storage tanks
- For offshore platform jackets
- For wharf steel piles
ASTM B338 Gr1/Gr2 seamless titanium tubes are used as the substrate. Uniform current distribution. Welded terminals.
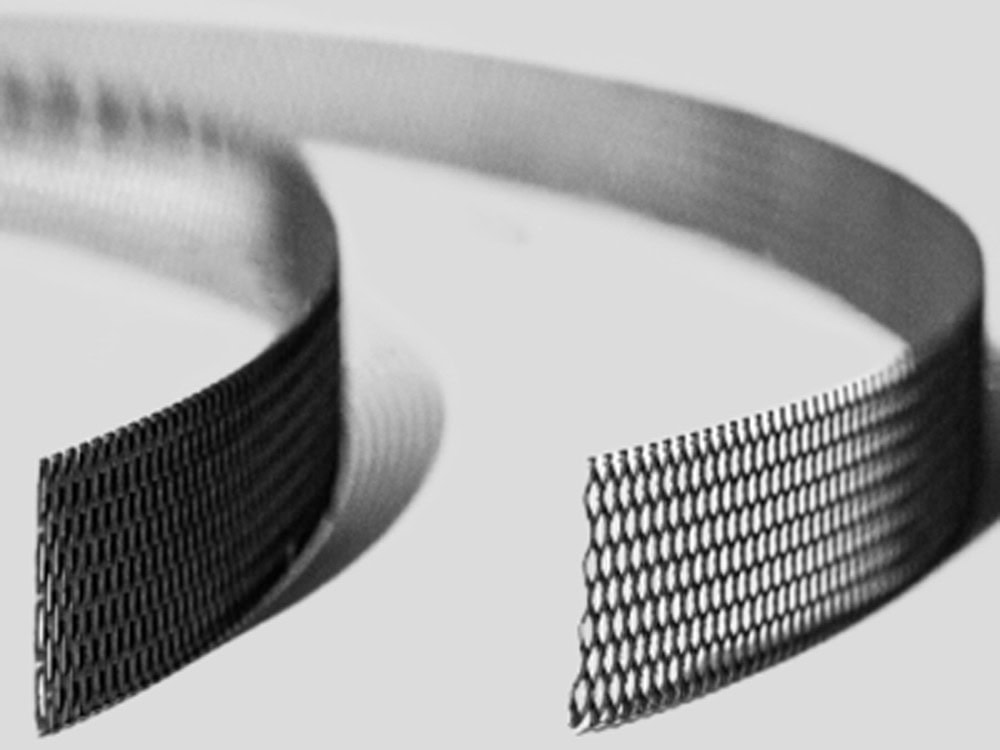
Titanium Anode Strip
- ASTM B265 Gr1/Gr2
- Compatible with coke packing
- Width: 6.35mm-25.4mm
- Thickness: 0.5mm-1.2mm
- Length: 76.2m-304.8m
The titanium anode strip is a flexible anode with excellent flexibility and bendability, suitable for cathodic protection of complex shapes.

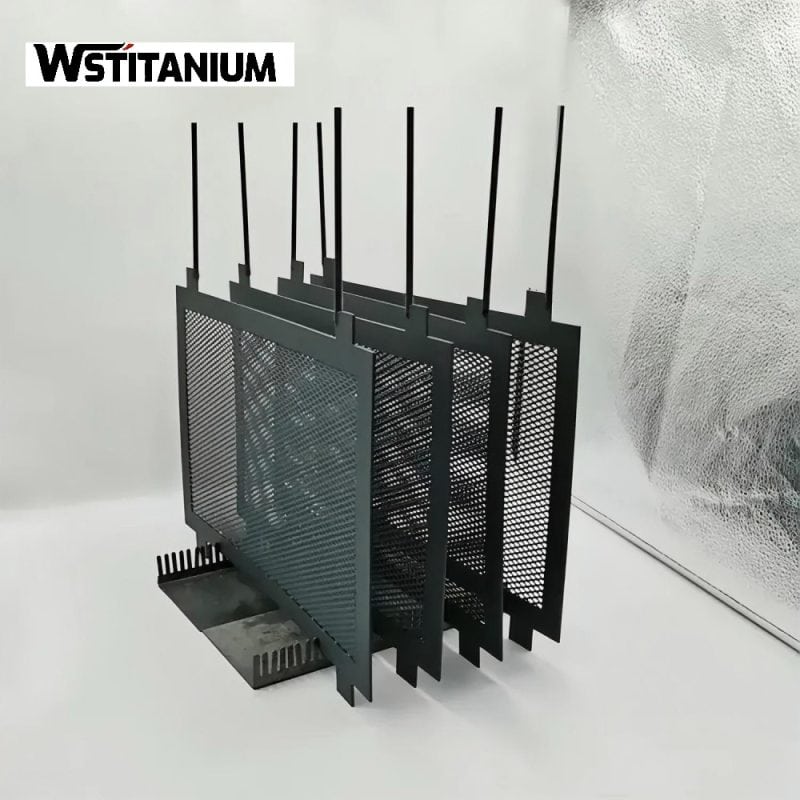
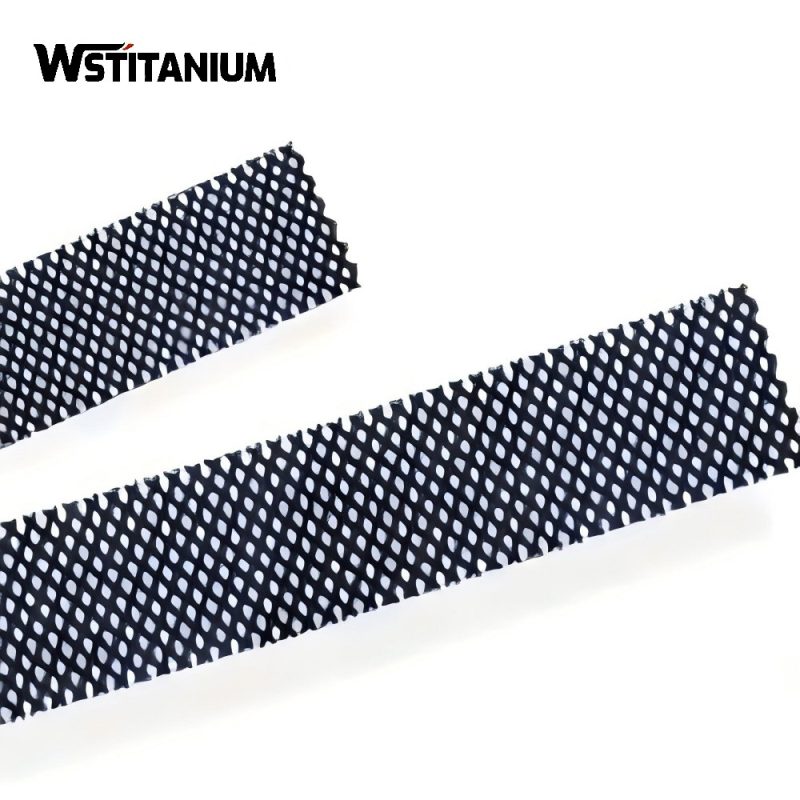
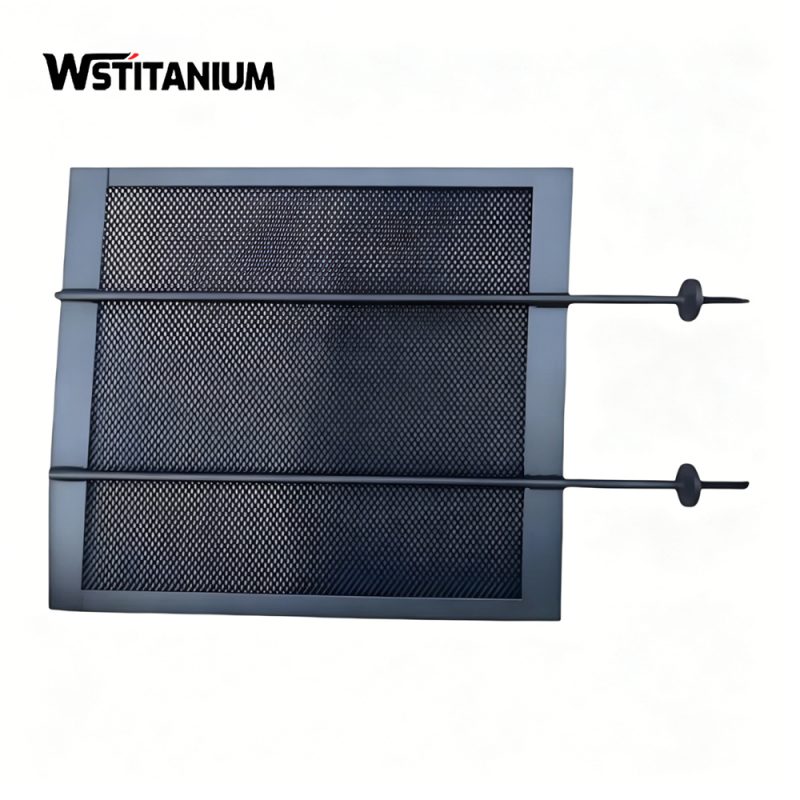
Tubular Titanium Anode
- Thickness: 0.5mm-2.0mm
- Mesh size: 3×6mm-6×12mm
- Maximum size: 1200mm×2400mm
- Customizable shapes available
- For oilfield produced water treatment
Mesh titanium anodes possess a large specific surface area and good electrolyte flowability. They exhibit high electrochemical reaction efficiency.

Disc MMO Titanium Anode
- Diameter: 25mm-200mm
- Thickness: 1.0mm-3.0mm
- Welded titanium screw
- Easy installation
A disc MMO titanium anode is a circular, flat anode primarily used for localized cathodic protection. Custom diameters and thicknesses are available upon request.

MMO Wire Titanium Anode
- Minimum bending radius ≤ 50mm
- Diameter: 1.0mm-10.0mm
- Default roll length: 100m-1000m
- Custom diameter and length available
MMO titanium wire anodes are fine-diameter flexible anodes used for making flexible anode cables and for cathodic protection of pipe inner walls. Meets ASTM B863 Gr1/Gr2 standards.

Pre-Packaged MMO Anodes
- Anode diameter: 19mm, 25mm, 32mm
- Anode length: 1000mm, 1200mm, 1500mm
- Sleeve diameter: 114mm, 140mm, 168mm
- Sleeve length: 1500mm, 2000mm, 2500mm
Tubular MMO titanium anodes pre-installed in a casing filled with coke packing to form a complete anode unit. Suitable for cathodic protection of deep wells, storage tanks, and pipelines.
FAQ
The working principle of an MMO titanium anode is based on impressed current cathodic protection (ICCP) technology. When a direct current is applied between the MMO titanium anode and the protected metal structure, the MMO titanium anode acts as the anode and undergoes an oxidation reaction, while the protected metal structure acts as the cathode and undergoes a reduction reaction.
On the anode surface, the following reactions mainly occur:
Oxygen evolution reaction: 2H₂O → O₂↑ + 4H⁺ + 4e⁻
Chlorine evolution reaction: 2Cl⁻ → Cl₂↑ + 2e⁻
The electrons generated by these reactions flow to the protected metal structure through an external circuit. This shifts the potential of the protected metal structure negatively into the protection potential range (-0.85V to -1.15V vs CSE), thereby inhibiting the oxidation and corrosion reaction of the metal.
The role of the MMO coating is to act as an electrocatalyst, reducing the overpotential of the anodic reaction, improving current efficiency, and simultaneously protecting the titanium substrate from oxidation and corrosion.
Application Environment:
Soil, Freshwater, and Concrete Environments: Iridium-tantalum (IrO₂-Ta₂O₅) coatings are preferred due to their excellent oxygen evolution catalytic activity and acid resistance.
Seawater and Chloride-Containing Wastewater Environments: Ruthenium-iridium-titanium (RuO₂-IrO₂-TiO₂) coatings are preferred due to their excellent chloride evolution catalytic activity and resistance to chloride ion corrosion.
High-Temperature, High-Pressure, and High-Demand Environments: Platinum-iridium (Pt-IrO₂) coatings can be selected due to their extremely high conductivity and stability.
Design Service Life: Coating thickness is directly proportional to service life. We can customize the coating thickness according to your design service life requirements. Generally, a 10μm thick iridium-tantalum coating can be used for 20 years in soil environments.
Operating Current Density:
Iridium-tantalum coating: ≤100A/m² (soil environment)
Ruthenium-iridium-titanium coating: ≤600A/m² (seawater environment)
Platinum-iridium coating: ≤200A/m²
Economic Factors: Iridium-tantalum and ruthenium-iridium-titanium coatings typically offer the best cost-performance ratio.
Wstitanium’s technical engineers will recommend the most suitable coating system and thickness based on your specific project requirements.
MMO titanium anodes are typically designed for a lifespan of 20-50 years.
Coating System and Thickness: Different coating systems have different consumption rates; the thicker the coating, the longer the lifespan.
Operating Current Density: Higher current densities lead to faster coating consumption and shorter lifespan.
Application Environment: Harsh environments such as high temperatures, high chloride ion concentrations, and high acidity accelerate coating consumption.
Reverse Current: Frequent reverse current flow can damage the coating and shorten its lifespan.
Coating Quality: The adhesion, uniformity, and porosity of the coating directly affect its service life.
Calculation Formula:
L = (T × ρ) / (i × K)
Where:
L: Service life (years)
T: Coating thickness (μm)
ρ: Coating density (g/cm³)
i: Operating current density (A/m²)
K: Coating consumption rate (mg/A・a)
For example, a 10μm thick iridium-tantalum coating with a consumption rate of 0.5mg/A・a at a current density of 100A/m² and a coating density of 6g/cm³ has the following service life:
L = (10 × 6) / (100 × 0.5) = 1.2 × 10⁵ hours ≈ 13.7 years.
If the coating thickness is increased to 20μm, the service life can be extended to 27.4 years.
Wstitanium will accurately calculate the anode lifespan based on your specific operating conditions and provide corresponding quality assurance.
Determine the surface area (A) of the protected structure:
For pipes: A = π × D × L, where D is the pipe diameter and L is the pipe length.
For tank bottom plates: A = π × (D/2)², where D is the tank diameter.
For well casing: A = π × D × L, where D is the casing diameter and L is the casing length.
Determine the protective current density (i):
New coated pipes: 1-5 mA/m²
Old coated pipes: 5-20 mA/m²
Tank bottom plates: 5-20 mA/m²
Well casing: 10-50 mA/m²
Offshore platforms: 10-100 mA/m²
Calculate the total protective current (I):
I = A × i
Determine the current output capacity of a single anode (Ia):
The current output capacity of a single anode depends on the anode’s shape, size, coating system, and environmental resistivity.
For example, a 25mm × 1000mm iridium-tantalum tubular anode has a current output capacity of approximately 8A in a soil environment.
Calculate the required number of anodes (N):
N = I / Ia
Consider a redundancy factor:
A redundancy factor of 1.2-1.5 is typically considered to ensure sufficient current output capacity of the system:
N’ = N × 1.2-1.5
The above is the basic calculation method. For complex cathodic protection systems, factors such as current distribution, grounding resistance, and shielding effects also need to be considered. Wstitanium’s technical team will provide you with detailed cathodic protection design calculations to ensure the system’s protection effectiveness.
The effectiveness of an oilfield cathodic protection system is primarily determined by measuring the protection potential of the protected structure. According to international standards, the protection potential requirements for different environments are as follows:
Soil and freshwater environments: The protection potential should be between -0.85V and -1.15V (vs CSE).
Seawater environments: The protection potential should be between -0.8V and -1.05V (vs Ag/AgCl).
Concrete environments: The protection potential should be between -0.75V and -1.1V (vs CSE).
Yes, Wstitanium has developed MMO titanium anode products specifically designed for high-temperature, high-pressure oilfield environments. They operate stably in environments with temperatures exceeding 150°C and pressures exceeding 100MPa.
Features include: a specially formulated high-temperature stable coating; a thickened titanium substrate and high-strength welding technology; and high-temperature resistant cables and sealing materials.
Yes, Wstitanium has developed sulfur-resistant MMO titanium anode products specifically designed for high-sulfur oilfield environments. They operate stably in environments with hydrogen sulfide concentrations up to 500mg/L.
Features include: a sulfur-resistant coating that effectively resists hydrogen sulfide corrosion; a high-purity titanium substrate that reduces the risk of sulfide stress corrosion cracking; and an optimized coating structure that improves the coating’s impermeability.
ISO 15156: Oil and gas industry – Materials used in oil and gas extraction environments containing hydrogen sulfide.
AMPP(NACE) TM0108-2012: Test methods for catalytic titanium anodes for use in soil or natural water.
AMPP(NACE) SP0176: Corrosion control of buried or subsea metal pipeline systems.
ASTM B265: Standard specification for titanium and titanium alloy strips, sheets, and plates.
ASTM B338: Standard specification for seamless and welded titanium tubing for condensers and heat exchangers.
ASTM B348: Standard specification for titanium and titanium alloy bars and billets.
DNVGL-RP-B401: Cathodic protection for offshore structures.
GB/T 33791-2025: Technical specification for cathodic protection of steel well casing.





{kind=link}
{kind=link}
{kind=link}