

In electrodialysis systems, MMO titanium anode is the core component providing the electric field-driven ion migration. Its performance determines the overall operating efficiency, energy consumption, and lifespan of the electrodialysis system. Electrodialysis (ED) and its derivative technologies (such as frequent polarity reversal electrodialysis (EDR) and bipolar membrane electrodialysis (BMED)) are widely used in various fields such as seawater desalination, brackish water desalination, industrial wastewater treatment, chemical product purification, and food processing as efficient, energy-saving, and environmentally friendly membrane separation technologies. Wstitanium, a leading MMO titanium anode manufacturer in China, provides high-quality, customized MMO titanium anode solutions for electrodialysis to global customers, strictly adhering to standards such as YS/T and ASTM.

This article will comprehensively introduce Wstitanium’s MMO titanium anode products used in electrodialysis, including coating systems, technical parameters, application industries, shape types, customized solutions, selection guidelines, engineering cases, and frequently asked questions. Whether you are an electrodialysis equipment manufacturer, system integrator, or end-user, we can provide you with the most suitable anode solution.
MMO Titanium Anode Coating for Electrodialysis
Coating composition, structure, and preparation technology determine the electrochemical performance and lifespan of MMO titanium anodes. Wstitanium has developed several mature coating systems for different electrodialysis conditions. Each system has undergone rigorous laboratory testing and industrial application validation.
RuO₂-TiO₂
Ruthenium-based coatings use ruthenium dioxide (RuO₂) as the main active component and titanium dioxide (TiO₂) as a stabilizer and carrier. Chloride evolution overpotential (<1.13V vs SCE).

- Coating thickness: 5-25μm
- Precious metal loading: 8-30g/m²
- Current density: 100-2000A/m²
- Operating temperature: ≤80℃
- pH range: 1-12
- Design life: 3-8 years
- Current efficiency ≥95%
- Low resistivity
- Chloride ion resistance
- High cost-performance ratio
- For seawater desalination
- For brackish water desalination
- For high-salinity wastewater treatment
- For chlor-alkali industry
- For sodium hypochlorite production
Iridium-based coatings use iridium dioxide (IrO₂) as the main active component and tantalum pentoxide (Ta₂O₅) as a stabilizer. It is one of the most corrosion-resistant MMO coating systems currently available, suitable for operating conditions where oxygen evolution reactions are dominant.
- Low oxygen evolution overpotential (1.385V vs SCE).
- Operating current density: 100-1500A/m²
- Operating temperature: ≤80℃
- pH: 0-14
- Lifespan: 5-15 years
- Excellent corrosion resistance
- Good polarization resistance
- Coating thickness: 5-20μm
- Precious metal loading: 10-30g/m²
- Ultrapure water preparation (EDI system)
- Acidic wastewater treatment
- Bipolar membrane electrodialysis
- Pharmaceutical electrodialysis purification
- Food additive purification
Ruthenium-iridium coatings combine the high chlorine evolution activity of ruthenium-based coatings with the excellent corrosion resistance of iridium-based coatings. It is a coating system with excellent overall performance. Adjusting the ratio of ruthenium to iridium achieves an optimal balance between chlorine evolution and oxygen evolution reactions.

- Coating Thickness: 5-18μm
- Precious Metal Loading: 10-25g/m²
- Operating Current Density: 100-1800A/m²
- Operating Temperature: ≤80℃
- Good Resistance to Polarity Reversal
- pH Range: 1-13
- Design Life: 4-10 years
- Chlorine & Oxygen Evolution
- Precious metal loading: 10-30g/m²
- Excellent Stability
- Frequent Electrodialysis Reversal (EDR) System
- Mixed Wastewater Treatment
- Electrodialysis Separation of Chemical Products
- Greywater Reuse
IrO₂-Ta₂O₅-SnO₂
Tin dioxide (SnO₂) is used as a dopant, further improving the conductivity and stability of the coating. It is a high-end coating system developed by Wstitanium for demanding electrodialysis applications. Its oxygen evolution overpotential is 50-100mV lower than that of iridium-tantalum coatings.

- Uniform current distribution
- Coating thickness: 8-25μm
- Noble metal loading: 15-40g/m²
- Current density: 100-2000A/m²
- Operating temperature: ≤90℃
- pH range: 0-14
- Design life: 8-20 years
- High-precision ultrapure water preparation
- Electrodialysis under strong acid and alkali conditions
- Treatment of high-concentration organic wastewater
- Water treatment in the semiconductor industry
Platinum-coated titanium anodes, with their extremely high chemical stability and catalytic activity, play an irreplaceable role in some specialized electrodialysis applications. Wstitanium’s advanced cyanide-free electroplating technology produces dense, uniform, and strongly adherent platinum coatings.
- Extremely high chemical stability
- Excellent catalytic activity
- Annual consumption rate < 0.1 g/A・a
- Platinum layer thickness: 0.5-10 μm
- Platinum loading: 5-100 g/m²
- Current density: 100-3000 A/m²
- Operating temperature: ≤100℃
- pH range: 0-14
- Design life: 5-20 years
- Electrodialysis purification of high-purity chemicals
- Electrodialysis in the pharmaceutical and food industries
- Separation and concentration of special ions
- Electrodialysis apparatus for laboratory research
Multilayer Gradient Coating Technology
Wstitanium’s multilayer gradient coating technology solves the problems of high interfacial stress, poor adhesion, and easy peeling that are common in traditional single-layer coatings. By introducing multiple transition layers between the titanium substrate and the active coating, the coating composition gradually changes from the titanium substrate to the surface, forming a continuous gradient structure.
- Lifespan increased by 30%-50%
- More uniform current
- Adhesion strength ≥20MPa
- Prevents coating cracking and peeling

Select Titanium Substrate
The titanium matrix is made of pure titanium Gr1/Gr2 according to ASTM B265/B338/B348 standards, with a purity ≥99.99%. Impurities (Fe, C, N, H, O) are strictly controlled.

Machining
The titanium substrate is machined into the designed shape through cutting, bending, stamping, welding, and turning. Full dimensional inspection ensures tolerances meet drawing requirements.
Sand Blasting
Sandblasting (24-36 mesh white corundum, pressure 0.4-0.6MPa) evenly covers the substrate surface, forming dense pits and micro-grooves, increasing the coating contact area.

Degreasing and Cleaning
Sequentially apply an alkaline degreaser (50-60℃, 10-15 min) → rinse with hot water → ultrasonically clean with acetone/ethanol (10 min). Thoroughly remove oil, fingerprints, and dust, ensuring the surface is free of any organic contaminants.

Chemical Etching
Use boiling oxalic acid solution (10-15%, 90-100℃, 60-90 min) or a hydrochloric acid-hydrofluoric acid mixture (33% HCl + 5% HF, room temperature, 5-10 min) to remove the natural oxide film (TiO₂) and generate a uniform titanium activated layer.

MMO Coating Solution Preparation
Mixing ratio control: Chlorine evolution anode (RuO₂-IrO₂-TiO₂): Ru:Ir:Ti=4:3:3; Oxygen evolution anode (IrO₂-Ta₂O₅): Ir:Ta=7:3; Total metal ion concentration controlled at 0.1-0.5 mol/L. Stir until completely dissolved (60-80℃, 30-60 min).

Coating
Multi-layer cyclic coating. Single coating thickness controlled at 1-2 μm. Dry at low temperature after coating (120-140℃, 20-30 min). A single coating-drying process only forms a thin transition layer; 15-20 cycles are required to gradually build up the total coating thickness to 5-20 μm.

Gradient Sintering and Thermal Decomposition
Sintering is the core step. The process involves three stages of sintering: ① Low-temperature pre-firing (350-400℃, holding for 10-15 min) ② Medium-temperature pyrolysis (450-500℃, holding for 20-30 min) ③ High-temperature sintering (470-560℃, holding for 30-60 min).

Quality Inspection
Comprehensive testing: ① Appearance. ② Thickness: Eddy current thickness gauge, deviation ≤ ±0.2μm ③ Adhesion: Cross-cut test (1mm×1mm grid) ④ Electrochemical performance: Polarization curve test, chlorine/oxygen evolution overpotential ≤1.2V vs Ag/AgCl⑤ Corrosion resistance.
MMO Titanium Anode Comparison
To help you understand the performance differences between different coating systems, Wstitanium has compared the technical parameters of MMO titanium anodes.
MMO Titanium Anodes for the Electrodialysis Industry
Electrodialysis technology, with its high efficiency, energy saving, and environmental friendliness, has been widely used in many industries. Wstitanium’s MMO titanium anode products are suitable for all types of electrodialysis systems, including conventional electrodialysis (ED), frequent reversal electrodialysis (EDR), bipolar membrane electrodialysis (BMED), and electrodeionization (EDI).
| Parameter | RuO₂–TiO₂ | IrO₂–Ta₂O₅ | RuO₂–IrO₂–TiO₂ | IrO₂–Ta₂O₅–SnO₂ | Pt |
|---|---|---|---|---|---|
| Active Component | RuO₂ | IrO₂ | RuO₂+IrO₂ | IrO₂+Ta₂O₅+SnO₂ | Pt |
| Main Reaction | Chlorine Evolution Reaction (CER) | Oxygen Evolution Reaction (OER) | CER + OER Mixed | Oxygen Evolution Reaction (OER) | CER + OER Mixed |
| CER Overpotential (V vs SCE) | <1.13 | >1.40 | <1.20 | >1.35 | <1.25 |
| OER Overpotential (V vs SCE) | >1.50 | <1.39 | <1.45 | <1.35 | <1.40 |
| Coating Thickness (μm) | 5–15 | 5–20 | 5–18 | 8–25 | 0.5–10 |
| Precious Metal Loading (g/m²) | 8–20 | 10–30 | 10–25 | 15–40 | 5–10 |
| Recommended Current Density (A/m²) | 100–2000 | 100–1500 | 100–1800 | 100–2000 | 100–3000 |
| Max Operating Temperature (℃) | 80 | 80 | 80 | 90 | 100 |
| pH Range | 1–12 | 0–14 | 1–13 | 0–14 | 0–14 |
| Chloride Resistance | Excellent | Good | Excellent | Good | Excellent |
| Polarity Reversal Resistance | Moderate | Good | Excellent | Good | Excellent |
| Design Service Life (Year) | 3–8 | 5–15 | 4–10 | 8–20 | 5–20 |
| Relative Cost | Low | Medium-High | Medium | High | Highest |
| Typical Application | Seawater Desalination, High-Salinity Wastewater | Pure Water Production, Acidic Wastewater | EDR System, Mixed Wastewater | Ultra-Pure Water, Strong Acid Environment | High-Purity Chemicals, Pharmaceutical Industry |
| Note: All above parameters are typical values, actual performance varies according to practical working conditions. Wstitanium can adjust coating formula and parameters to provide optimal customized solutions per your requirements. | |||||
1. Seawater Desalination
Electrodialysis is suitable for small to medium-scale seawater desalination and brackish water desalination projects. Compared with reverse osmosis, electrodialysis has advantages such as lower pretreatment requirements, stronger resistance to fouling, and higher water recovery rates (up to 80% or more).
- For environments with high chloride ion concentrations:
- Chlorine evolution reaction is dominant.
- Excellent resistance to chloride ion corrosion.
- Recommended coatings: RuO₂-TiO₂, RuO₂-IrO₂
2. Pure and Ultrapure Water Preparation
Electrodeionization (EDI) technology is a novel pure water preparation technology that combines electrodialysis and ion exchange. It can continuously produce ultrapure water with a resistivity as high as 18.2 MΩ·cm, and is widely used in the electronics, semiconductor, and pharmaceutical industries.
- Low ion concentration environment
- Oxygen evolution reaction dominates
- No impurities released
- Recommended coatings: IrO₂-Ta₂O₅, IrO₂-Ta₂O₅-SnO₂, Pt
3. Industrial Wastewater Treatment
Electrodialysis technology is mainly used in industrial wastewater treatment for the recovery of heavy metal ions, concentration and desalination of saline wastewater, and treatment of acidic and alkaline wastewater. It enables the resource utilization of wastewater, recovering useful substances from it.
- Contains multiple pollutants
- Various pH fluctuations
- Contains chlorine and oxygen evolution reactions
- Recommended coatings: RuO₂-IrO₂, Iridium IrO₂-Ta₂O₅-SnO₂
4. Drinking Water Softening and Purification
Electrodialysis effectively removes calcium and magnesium ions from water, softening it. Compared to traditional ion exchange softening technologies, electrodialysis does not require chemical regeneration and does not produce acidic or alkaline wastewater, making it more environmentally friendly.
- Low ion concentration environment
- Good stability and safety
- No release of harmful substances into water
- Recommended coatings: RuO₂-TiO₂, IrO₂-Ta₂O₅
5. Acid and Base Production and Recovery
Bipolar membrane electrodialysis (BMED) technology can directly convert salt solutions into corresponding acids and bases. It requires no other chemical raw materials, produces no secondary pollution, and is suitable for the conversion of organic acid salts and the recovery of waste acids and bases.
- Strong acid and strong base environments
- Oxygen evolution and hydrogen evolution reactions
- Extremely high corrosion resistance
- Recommended coatings: IrO₂-Ta₂O₅, IrO₂-Ta₂O₅-SnO₂
6. Chemical Product Purification and Separation
Electrodialysis technology can be used for the purification and separation of various chemical products, such as amino acids, organic acids, vitamins, and antibiotics. It can be performed at room temperature and pressure without damaging the structure and activity of heat-sensitive substances.
- No product contamination.
- Recommended coatings: Pt, IrO₂-Ta₂O₅
7. Concentration and Refining of Inorganic Salts
Electrodialysis technology can be used for the concentration and refining of inorganic salt solutions, such as sodium chloride, potassium chloride, and sodium sulfate. Compared with evaporation concentration, electrodialysis has lower energy consumption and higher product purity.
- High salt concentration environment
- Chlorine precipitation reaction is dominant
- Resistant to chloride ion corrosion
- Recommended coatings: RuO₂-TiO₂, RuO₂-IrO₂
8. Dairy Processing
Electrodialysis technology can be used for whey desalting and concentration to produce whey protein and lactose. Compared to traditional ion exchange technology, electrodialysis does not require acid-base regeneration and does not cause loss of whey protein.
- High purity and safety
- No release of harmful substances
- Meets food-grade standards
- Recommended coatings: Pt, IrO₂-Ta₂O₅
9. Fruit Juice and Beverage Processing
Electrodialysis technology can be used for deacidification, decolorization, and concentration of fruit juices, improving their quality and stability. It removes organic acids and pigments while retaining vitamins and flavor compounds.
- Acidic environment
- Contains organic matter
- Anti-fouling
- Recommended coatings: IrO₂-Ta₂O₅, IrO₂-Ta₂O₅-SnO₂
10. Sugar Industry
Electrodialysis technology can be used for desalting and decolorizing sugar solutions, improving sugar purity and yield. It can remove ash and pigments from sugar solutions, reducing losses during crystallization.
- High sugar concentration environment
- Contains organic matter
- Good anti-fouling ability
- Recommended coatings: RuO₂-IrO₂, IrO₂-Ta₂O₅
11. Pharmaceutical and Biotechnology Industries
Electrodialysis technology is mainly used in the pharmaceutical and biotechnology industries for the purification, separation, and concentration of drugs, as well as the desalting and buffer exchange of biological products.
- Extremely high purity
- No release of any harmful substances
- Complies with GMP standards
- Recommended coatings: Pt, IrO₂-Ta₂O₅
12. Metallurgy and Metals Industry
Electrodialysis technology is mainly used in the metallurgical and metal processing industries for the recovery of heavy metal ions and wastewater treatment. It can recover heavy metals such as copper, nickel, zinc, and chromium from electroplating wastewater and metallurgical wastewater.
- Contains heavy metal ions
- Acidic environment
- Good corrosion resistance
- Recommended coatings: IrO₂-Ta₂O₅, IrO₂-Ta₂O₅-SnO₂
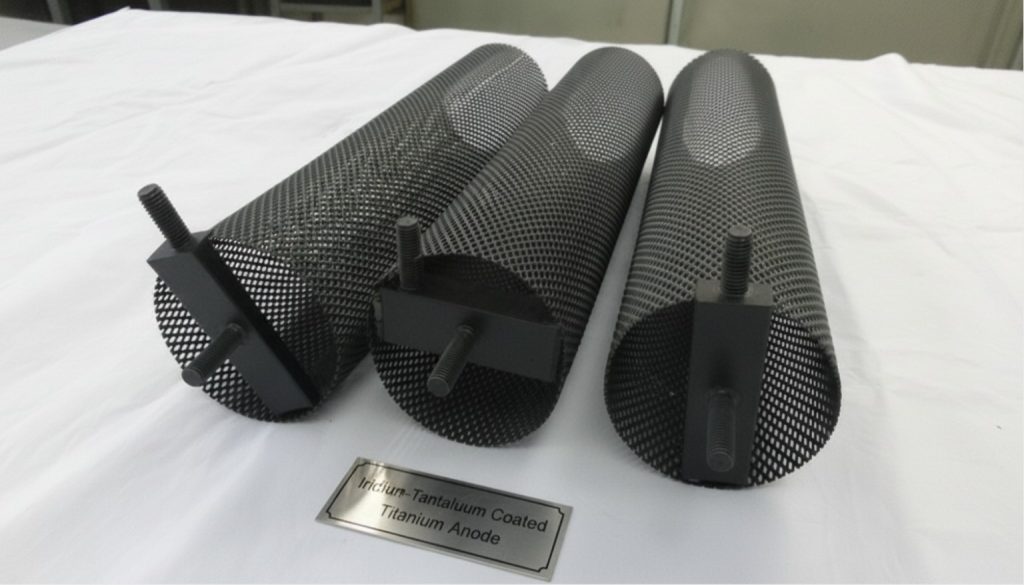
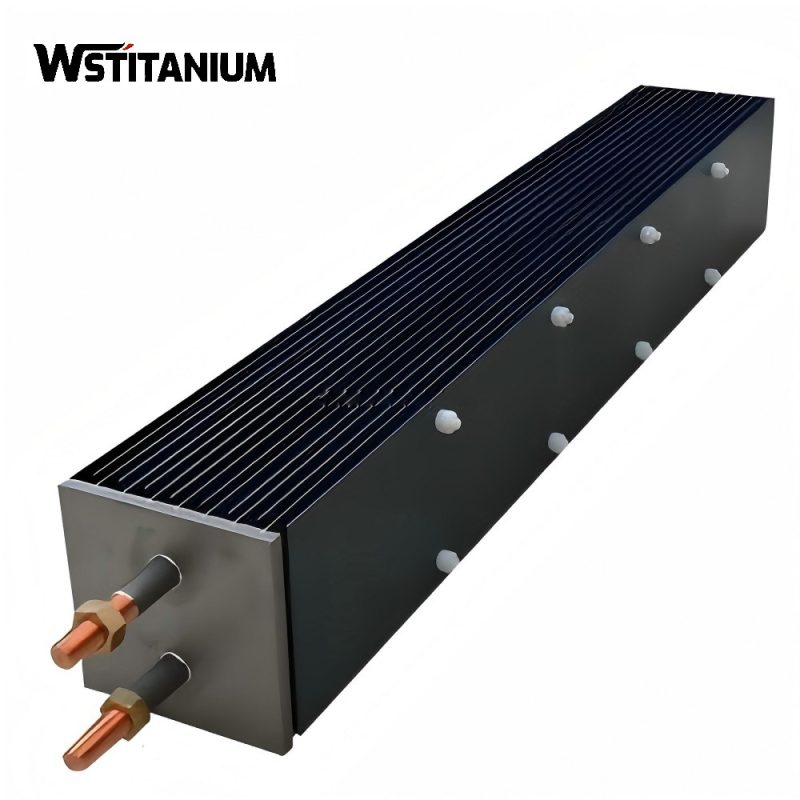
MMO Titanium Anode Structure for Electrodialysis
Wstitanium manufactures MMO titanium anodes in various shapes and sizes to meet the requirements of your electrodialysis system. Our advanced in-house CNC machining centers and laser cutting equipment enable high-precision machining with tolerances of ±0.05mm. Below are some commonly used anode shapes in electrodialysis systems.
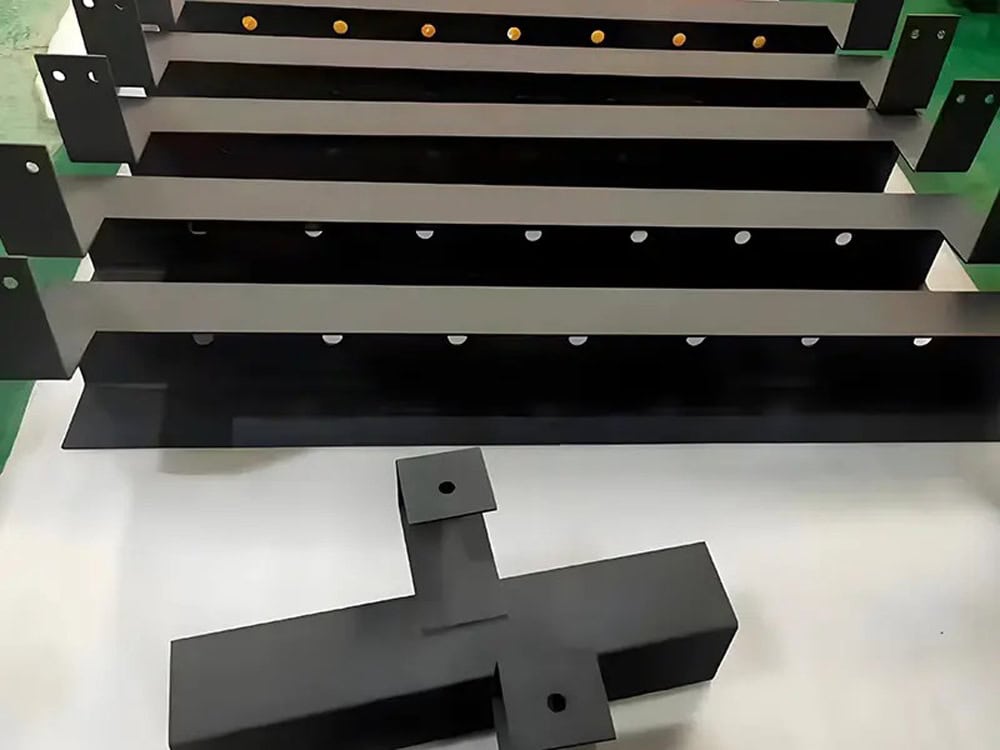
Plate Titanium Anode
- Uniform current distribution
- Relatively low cost
- Thickness: 0.5-5.0mm
- Maximum size: 2000mm×1000mm
- Surface finish: Sandblasting + pickling
- Connection: Screw, welding

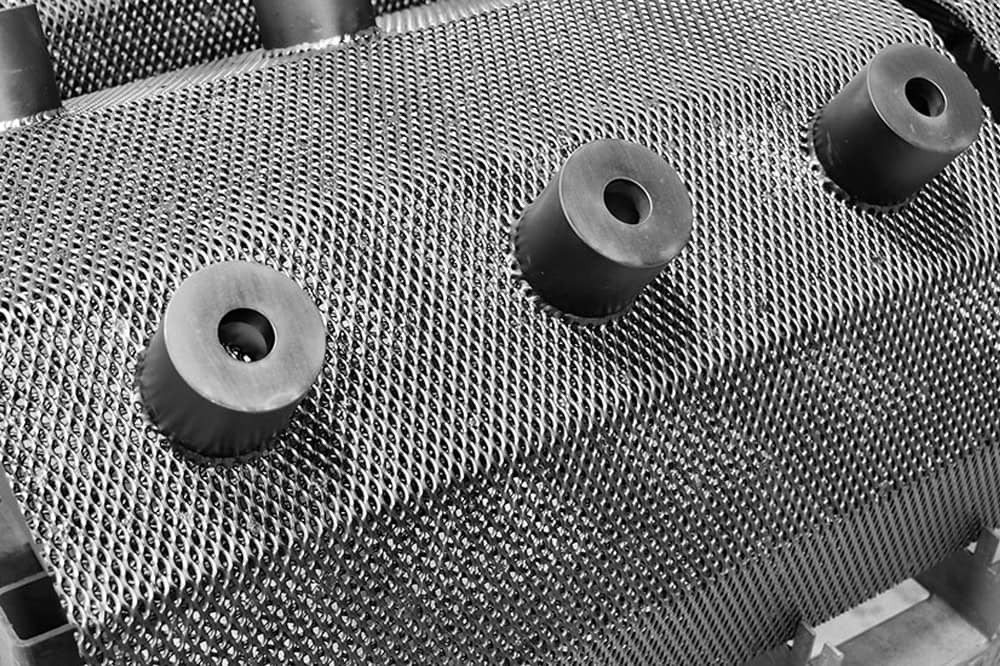
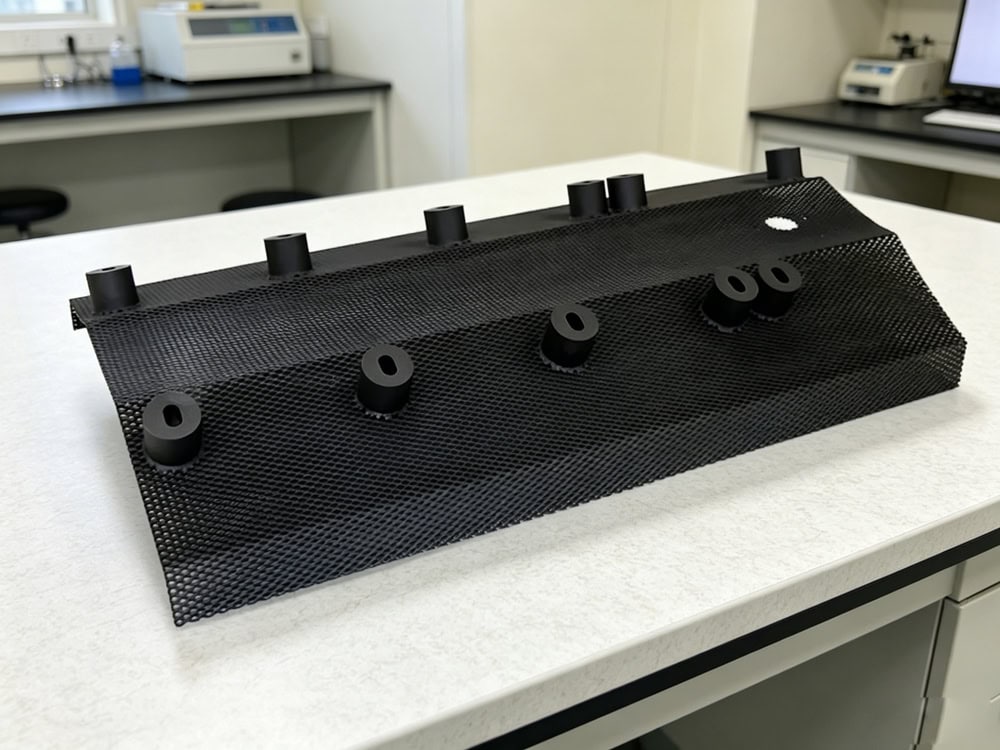
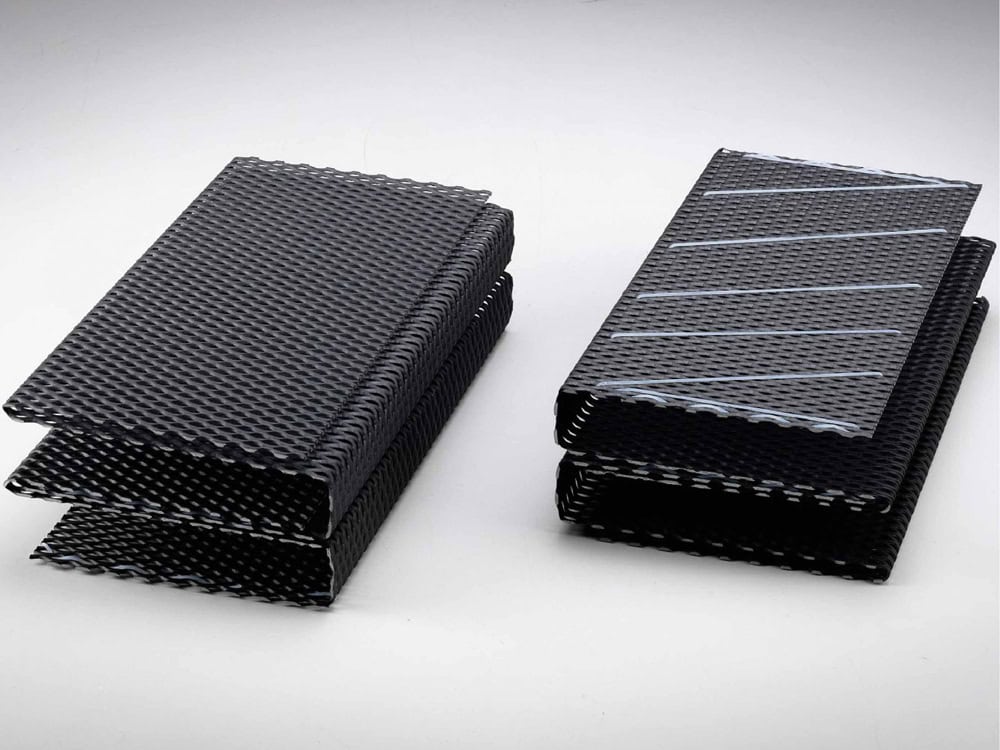
Mesh Titanium Anode
- Large Specific Surface Area
- Thickness: 0.5-3.0mm
- Pore Diameter: 1-10mm
- Aperture Ratio: 30%-70%
- Maximum Size: 2000mm × 1000mm
- Connection Methods: Screw, Welding

Tubular Titanium Anode
- 360° Uniform Current Distribution
- Outer Diameter: 6-300mm
- Wall Thickness: 0.5-10mm
- Maximum Length: 6000mm
- Surface Finish: Sandblasting + Acid Pickling
- Connections: Flange, Threaded, Welded

Titanium Rod Anode
- Simple structure
- Low cost
- Diameter: 3-50mm
- Maximum length: 3000mm
- Surface: Sandblasting + Acid pickling
- Connection: Threaded, welded

Basket Titanium Anode
- Mesh Size: 2×4mm-5×10mm
- Customized according to electrolytic cell
- Inner and outer surface coatings
- Extremely high specific surface area
- Excellent electrolyte flowability
- Connection: Threaded, welded
Custom Titanium Anode
- Ribbon/Strip Titanium Anode
- Basket Titanium Anode
- Disc Titanium Anode
- Ring Titanium Anode
- Spiral Titanium Anode
- Arbitrary Geometric Shapes
MMO Titanium Anodes for Electrodialysis: A Selection Guide
Choosing the right MMO titanium anode is crucial for the stable operation and economic efficiency of an electrodialysis system. Wstitanium has developed a scientific and practical anode selection guide. Optimal anode performance is achieved when the coating system, shape, size, and operating parameters are matched to the operating conditions of your electrodialysis system.
Electrolyte
The electrolyte composition is the most important factor in selecting the anode coating system. Different electrolyte compositions have different corrosive effects on the anode, requiring the selection of different coating systems.
| Electrolyte Condition | Main Electrochemical Reaction | Recommended Coating Type |
|---|---|---|
| High Chloride Concentration (>1000ppm) | Chlorine Evolution Reaction (CER) | Ru-based Coating, Ru-Ir Composite Coating |
| Low Chloride Concentration (<1000ppm) | Oxygen Evolution Reaction (OER) | Ir-based Coating, Ir-Ta Composite Coating |
| Strongly Acidic (pH<4) | Oxygen Evolution Reaction (OER) | Ir-based Coating, Thickened Ir-Ta Composite Coating |
| Strongly Alkaline (pH>10) | Oxygen Evolution Reaction (OER) | Ir-based Coating, Ir-Ta Composite Coating |
| Organic Matter Contained | OER + Organic Oxidation Reaction | Ir-Ta Composite Coating, Ru-Ir Composite Coating |
| Fluoride Ion (F⁻) Contained | Mixed Multiple Reactions | Gr7 Titanium Substrate + Ir-Ta Composite Coating |
| Special Notice: Fluoride ion causes severe corrosion on titanium substrate, which cannot be completely prevented even with coating protection. Gr7 or Gr12 titanium alloy substrate is mandatory when fluoride concentration exceeds 50mg/L in electrolyte. | ||
Operating Current Density
Operating current density is a crucial factor affecting anode lifespan. Generally, higher current density leads to faster anode consumption and shorter lifespan. Therefore, when selecting an anode, it is necessary to choose an appropriate coating thickness and coating system based on the system’s design current density.
| Operating Current Density (A/m²) | Recommended Coating Thickness (μm) | Recommended Coating System |
|---|---|---|
| <500 | 5–8 | Ru-based Coating, Ir-based Coating |
| 500–1000 | 8–15 | Ru-based Coating, Ru-Ir Composite Coating, Ir-based Coating |
| 1000–2000 | 15–25 | Ru-Ir Composite Coating, Ir-Ta Composite Coating |
| >2000 | 25–40 | Ir-Ta Composite Coating, Pt Coating |
Operating Temperature
Operating temperature also significantly affects the performance and lifespan of the anode. Increased temperature accelerates coating dissolution and aging, shortening the anode’s lifespan. Generally, for every 10°C increase in temperature, the anode’s consumption rate doubles.
| Operating Temperature (℃) | Recommended Coating System | Precautions |
|---|---|---|
| <40 | All coating systems | No special requirements |
| 40–60 | Ru-based coating, Ru-Ir composite coating, Ir-based coating, Ir-Ta composite coating | Properly increase coating thickness |
| 60–80 | Ru-Ir composite coating, Ir-based coating, Ir-Ta composite coating | Increase coating thickness by 10%–20% |
| 80–90 | Ir-Ta composite coating, Pt coating | Adopt thickened coating and reduce operating current density |
| >90 | Pt coating | MMO coating is not recommended for application |
Types of Electrodialysis Systems
Different types of electrodialysis systems have different requirements for the anode.
| System | Characteristics | Recommended Coating |
|---|---|---|
| Conventional Electrodialysis (ED) | Fixed polarity without regular reversal | Ru-based Coating, Ir-based Coating |
| Frequent Polarity Reversal Electrodialysis (EDR) | Frequent polarity reversal (once every 15–30 minutes generally) | Ru-Ir Composite Coating, Ir-Ta Composite Coating |
| Bipolar Membrane Electrodialysis (BMED) | Strong acid & alkaline environment with oxygen and hydrogen evolution reaction | Ir-based Coating, Ir-Ta Composite Coating |
| Electrodeionization (EDI) | Low ion concentration with strict high-purity requirement | Ir-based Coating, Ir-Ta Composite Coating, Pt Coating |
| Special Note: EDR system requires excellent polarity reversal resistance for anode. Conventional Ru-based coating is prone to reduction under polarity reversal, resulting in coating peeling and failure. Therefore, Ru-Ir composite coating or Ir-Ta composite coating with outstanding anti-reversal performance is mandatory for EDR application. | ||
Lifespan Requirements
The design lifespan of the anode is one of the most important factors in selecting an anode. Generally speaking, the longer the required lifespan, the thicker the coating needs to be, and the higher the cost.
| Operating Temperature (℃) | Recommended Coating System | Precautions |
|---|---|---|
| <40 | All available coating systems | No special requirements |
| 40–60 | Ru-based Coating, Ru-Ir Composite Coating, Ir-based Coating, Ir-Ta Composite Coating | Appropriately increase coating thickness |
| 60–80 | Ru-Ir Composite Coating, Ir-based Coating, Ir-Ta Composite Coating | Increase coating thickness by 10%–20% |
| 80–90 | Ir-Ta Composite Coating, Pt Coating | Adopt thickened coating and reduce operating current density |
| >90 | Pt Coating | MMO coating is not recommended for service |
Shape Selection Guide
The choice of anode shape depends primarily on the structure and operating conditions of the electrodialysis system.
| Anode Shape | Advantages | Disadvantages | Applicable Scenarios |
|---|---|---|---|
| Plate | Simple structure, easy machining, uniform current distribution | Low specific surface area, average gas bubble releasing performance | Standard ED & EDR systems, small and medium-sized projects |
| Mesh | Large specific surface area, high current efficiency, good bubble release, strong anti-fouling capability | Complicated processing, moderately high cost | Large-scale systems, high current density, systems prone to scaling and fouling |
| Tubular | 360° uniform current distribution, sturdy structure, suitable for high flow rate and high pressure | Complex fabrication, high cost | Tubular electrodialysis system, flow-type electrolytic cell |
| Rod | Simple construction, easy installation, low cost | Small specific surface area | Small-scale equipment, laboratory test setups |
| Disc | Matches circular electrolytic tank, even current distribution | Limited applicable range | Round electrolytic cells and specially structured systems |
Common Selection Mistakes and How to Avoid Them
Mistake 1: Focusing Only on Price, Ignoring Performance
Many customers focus solely on price when selecting anodes, choosing the cheapest product while neglecting performance and lifespan. This often leads to premature anode failure, frequent replacements, and ultimately increased overall costs. Avoidance: Calculate the Total Cost of Ownership (TCO) by comprehensively considering the initial and operating costs of the anode. Choose the product with the highest performance-to-price ratio, not the cheapest.
Mistake 2: Incorrect Coating System Selection
Incorrect coating system selection is the most common cause of premature anode failure. For example, using an iridium-based coating in a high chloride ion environment or a ruthenium-based coating in a strongly acidic environment will significantly shorten anode life. Avoidance: Provide your supplier with detailed operating conditions, including electrolyte composition, pH value, temperature, and current density. A professional technician will recommend a suitable coating system.
Mistake 3: Insufficient Coating Thickness
To reduce costs, some customers choose thinner coatings, resulting in anode lifespans falling short of design requirements. Avoidance: Select an appropriate coating thickness based on the system’s design lifespan and operating current density. Don’t sacrifice anode lifespan to save a little initial cost.
Mistake 4: Neglecting Connections
Improper connections can lead to excessive contact resistance, localized overheating, and even anode burnout. Avoid: Choose appropriate connections, ensuring they are secure and have good contact. For high current density systems, use connections with large contact areas, such as titanium plate connections.
Project Cases
Wstitanium’s MMO titanium anodes have been successfully applied in dozens of electrodialysis projects, accumulating rich experience. Below are some typical engineering case studies showcasing the superior performance of our products in different industries and operating conditions.
1. Reverse Osmosis-Electrodialysis Seawater Desalination
A thermal power company in China, located in a coastal area, faces a shortage of freshwater resources and high production water costs. To solve its water problem, the company decided to build a seawater desalination system using a coupled reverse osmosis (RO) and electrodialysis (ED) technology to improve water recovery rates and reduce operating costs.
- Treatment Capacity: 1000 m³/d
- Salinity: 35000 mg/L
- Chloride Ion Concentration: 19000 mg/L
- pH: 8.0-8.5
- Requirements: Salinity < 500 mg/L
- Water Recovery Rate: >75%
- Operating Current Density: 1500 A/m²
- Operating Temperature: 25-35°C

Wstitanium Solution
- Anode: Mesh MMO Titanium Anode
- Coating: Ruthenium-Iridium
- RuO₂ 70mol%, IrO₂ 30mol%
- Coating Loading: 15g/m²
- Size: 1200mm × 800mm
- Quantity: 20 pieces
Results
- Desalination Rate: 99.5%
- Electricity Consumption per Ton of Water: 3.2kWh/m³
- Electricity Life: 8 years
- Maintenance Cost: 60% lower than graphite anodes
- Annual CO₂ Emission Reduction: 15,000 tons

2. Ultrapure Water Preparation
A South Korean semiconductor company has extremely high requirements for the purity of its production water, needing ultrapure water with a resistivity > 18.2 MΩ・cm. The company’s original EDI system used imported anodes, which were expensive and had long delivery cycles. To reduce costs and improve supply chain stability, the company decided to use an alternative product from Westitanium.
- Treatment Capacity: 1000 m³/d
- Salinity: 35000 mg/L
- Chloride Ion Concentration: 19000 mg/L
- pH: 8.0-8.5
- Requirements: Salinity < 500 mg/L
- Water Recovery Rate: >75%
- Operating Current Density: 1500 A/m²
- Operating Temperature: 25-35°C

3. Electrodialysis Treatment of Sodium Sulfate Wastewater
A Polish chemical company generates large quantities of sodium sulfate wastewater during its production process. This causes environmental pollution and wastes valuable resources. The company decided to use bipolar membrane electrodialysis technology to convert the sodium sulfate wastewater into sulfuric acid and sodium hydroxide, thus achieving wastewater treatment.
- Sodium Sulfate Concentration: Approximately 10%
- Requirements: Sulfuric Acid Concentration ≥ 10%
- Requirements: Sodium Hydroxide Concentration ≥ 8%
- Treatment: 200 m³/d
- Recovery Rate: > 90%
- Design Life: 8 years

Wstitanium Solution
- Coating: IrO₂-Ta₂O₅-SnO₂
- Resistant to strong acid corrosion
- High oxygen evolution activity
- Shape: Plate anode
- Precious metal loading: 30g/m²
- Thickness: 1.5mm
- Dimensions: 1200mm × 400mm
- Connection: Welding
- Coating thickness: 25μm
Results
- Sulfuric acid concentration < 12%
- Sodium hydroxide concentration < 10%
- Recovery rate reached 92%
- Annual sulfuric acid recovery: 3000 tons
- Annual recovery of sodium hydroxide: 2500 tons
- Zero wastewater discharge

Case 4: Gold Plating Wastewater Recovery
A Malaysian electroplating company generates a large amount of gold plating wastewater. This wastewater contains a high concentration of gold ions. Traditional chemical precipitation methods have low recovery rates and generate significant amounts of hazardous waste. The company decided to use electrodialysis technology to recover gold from the gold plating wastewater.
- Processing Capacity: 10 m³/d
- Gold Ion Concentration: 500 mg/L
- Gold Recovery Rate: >99%
- Design Life: 5 years

Wstitanium Solution
- Coating: IrO₂-Ta₂O₅
- Anode Shape: Mesh Anode
- Large Specific Surface Area
- Thickness: 1.0mm
- Porosity: 60%
- Dimensions: 800mm × 400mm
- Connection: Welding, Threading
- Coating Thickness: 15μm
- Precious Metal Loading: 20g/m²
Results
- Gold Recovery: 99.2%
- Gold Purity: 99.99%
FAQ
In an electrodialysis system, the MMO titanium anode is the core component providing the DC electric field. Its main functions are: to initiate oxidation reactions, primarily the oxygen evolution reaction (2H₂O – 4e⁻ → O₂↑ + 4H⁺) or the chlorine evolution reaction (2Cl⁻ – 2e⁻ → Cl₂↑).
To provide a stable DC electric field, driving the directional migration of ions in the solution.
To ensure the long-term stable operation of the electrodialysis system and reduce maintenance costs.
The performance of the anode affects the desalination rate, energy consumption, water recovery rate, and service life of the electrodialysis system.
There are four main types of coating systems for MMO titanium anodes used in electrodialysis:
Ruthenium-based coatings (RuO₂-based): including ruthenium-titanium, ruthenium-iridium-titanium, and ruthenium-iridium-tin coatings, suitable for chloride evolution reaction environments with high chloride ion concentrations (>1000 mg/L).
Iridium-based coatings (IrO₂-based): including iridium-tantalum, iridium-tantalum-titanium, and high-iridium coatings, suitable for oxygen evolution reaction environments with low chloride ion concentrations (<500 mg/L).
Platinum-based coatings (Pt-based): including pure platinum coatings and platinum-iridium alloy coatings, suitable for applications requiring extremely high purity and long-term stability.
Multi-layer gradient coatings: Wstitanium’s exclusive technology, combining the advantages of multiple coatings for superior performance and longer service life.
The choice of coating system depends on factors such as the chloride ion concentration in the solution, pH value, main electrochemical reactions, and operating current density. Generally, ruthenium-based coatings are chosen for high-chlorine environments, iridium-based coatings for low-chlorine environments, and platinum-based coatings for extremely high purity requirements.
The lifespan of an MMO titanium anode depends on several factors. Under standard operating conditions (pH=7, temperature = 25°C, current density = 1000A/m², chloride ion concentration = 1000mg/L, continuous operation), the designed lifespans of different coating systems are as follows:
Ruthenium-iridium titanium coating: 3-5 years
Iridium-tantalum coating: 5-8 years
High-iridium coating: 8-12 years
Pure platinum coating: 10-15 years
The main factors affecting the lifespan of an MMO titanium anode are:
Coating quality: Including coating composition, thickness, uniformity, and adhesion, this is the most critical factor affecting lifespan.
Operating conditions: Including pH value, temperature, current density, chloride ion concentration, and impurity content. The harsher the conditions, the shorter the lifespan.
Operating methods: Frequent electrode reversal, current fluctuations, and improper shutdown protection will all shorten the anode’s lifespan.
Maintenance: Regular cleaning, voltage monitoring, and other maintenance measures can extend the anode’s lifespan.
Frequent polarity reversal electrodialysis (EDR) is an improved technology developed from conventional electrodialysis. It reverses the polarity of the positive and negative electrodes every certain period (usually 15-20 minutes), simultaneously switching the inlet and outlet valves of the concentrate and desalination chambers accordingly.
The advantages of EDR technology are automatic cleaning of fouling formed on the ion exchange membrane and electrode surfaces, preventing scaling and contamination, and improving system operational stability and water recovery rate.
Wstitanium’s multi-layer gradient ruthenium-iridium and pure platinum coated MMO titanium anodes are well-suited for frequent polarity reversal operation. These coatings have excellent adhesion and stability, will not crack or peel off during repeated polarity reversals, and possess self-cleaning capabilities, effectively removing deposits from the electrode surface.
Yes, MMO titanium anodes are ideally suited for use in bipolar membrane electrodialysis (BPED) systems. BPED is an electrodialysis technology that converts salts into corresponding acids and bases. Its anode chamber is typically a strongly acidic environment, where the oxygen evolution reaction (OER) is the primary reaction occurring at the anode.
Wstitanium recommends using high-iridium coated (High Ir) MMO titanium anodes in BPED systems. The high-iridium coating exhibits extremely high OER catalytic activity and strong corrosion resistance, ensuring long-term stable operation under strongly acidic conditions and high current densities.
Yes, MMO titanium anodes are the standard anode material for EDI systems. EDI is a pure water production technology that combines electrodialysis and ion exchange. Its feed water is reverse osmosis permeate with a very low chloride ion concentration, and the anode primarily undergoes the oxygen evolution reaction (OER).
Wstitanium recommends using iridium-tantalum (Ir-Ta) or pure platinum (Pt) coated MMO titanium anodes in EDI systems. Both coatings do not leach any harmful substances, ensuring the purity of the product water, while also exhibiting excellent OER catalytic activity and stability.
The failure of an MMO titanium anode mainly manifests as coating degradation and passivation of the titanium substrate. This can be determined through the following phenomena:
Increased cell voltage: At the same current density, the cell voltage increases by more than 0.3V compared to the initial value. This is the most obvious sign of anode failure.
Decreased current efficiency: The desalination rate decreases, and energy consumption increases.
White spots appear on the electrode surface: This is the TiO₂ insulating layer formed by passivation of the titanium substrate.
Coating peeling: Obvious coating peeling occurs on the electrode surface.
Electrolyte discoloration: If the electrolyte turns yellow or black, it may be due to the dissolution of noble metal oxides in the coating or corrosion of the titanium substrate.
When any of the above phenomena occur, it indicates that the anode has failed or is about to fail and needs to be replaced promptly.
Wstitanium provides complete quality certification documents for each batch of products, including:
Material certification: Material analysis report of the titanium substrate, conforming to ASTM B265 standard.
Coating test report: Including test data such as coating composition, thickness, loading capacity, and adhesion.
Electrochemical performance test report: Including test data such as oxygen evolution/chlorine evolution potential and current efficiency.
Dimensional inspection report: Dimensional and tolerance inspection data of the product.
Appearance inspection report: Results of appearance quality inspection of the product.
RoHS/REACH compliance certification: The product complies with EU RoHS and REACH environmental standards.
In addition, we can provide test reports from authoritative third-party institutions upon customer request.
The lifespan of an MMO titanium anode is generally 3-15 years, with a maximum of 30 years, depending on operating conditions and coating quality. The main factors affecting the lifespan of an MMO titanium anode are:
Coating quality: The composition, thickness, uniformity, and adhesion of the coating affect the anode’s lifespan.
Electrolyte composition: Strong acids, strong alkalis, high salinity, and the presence of corrosive ions such as fluoride ions accelerate coating aging and failure.
Operating current density: Higher current density leads to faster anode consumption and shorter lifespan.
Operating temperature: Increased temperature accelerates coating dissolution and aging; the consumption rate doubles for every 10°C increase in temperature.
Polarity reversal: Frequent polarity reversals accelerate coating reduction and peeling, shortening lifespan.
Mechanical damage: Mechanical scratches and impacts during installation and maintenance can damage the coating, leading to localized corrosion.







{kind=link}
{kind=link}
{kind=link}